Объемные детали из металла
Обновлено: 05.07.2024
Необходимую форму деталям можно придавать различными способами, одним из которых является гибка деталей из металла . Технология высоко ценится в промышленности, поскольку позволяет создавать высококачественные изделия со сложной конфигурацией при минимальных временных и финансовых затратах. В процессе сгибания верхний слой металла, из которого изготовлена деталь, растягивается, а внутренний – сжимается. В нашей статье поговорим об особенностях этого процесса.
Способы гибки деталей из металла
Можно выделить два основных способа гибки деталей из листового металла :
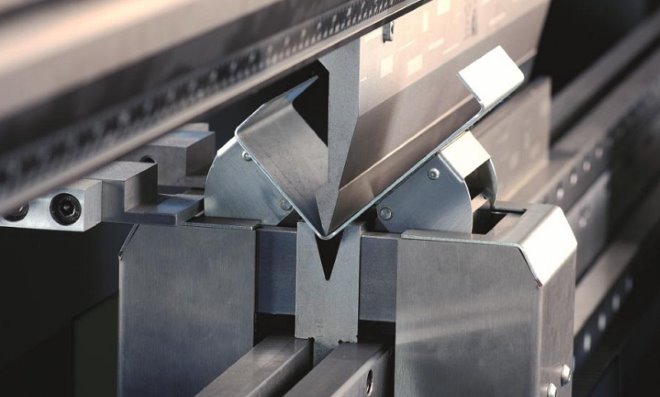
- «Воздушная», или «свободная» гибка, при которой между заготовкой и стенками матрицы V-образной формы остается воздушный зазор (этот метод используется чаще всего).
- «Калибровка», при которой деталь плотно прижимается к стенкам матрицы. Этот метод применяется в течение длительного времени, и в определенных случаях именно этот способ является предпочтительным.
К ее достоинствам относится пластичность, к недостаткам – ограниченная точность.
Лист вдавливается на нужную глубину канавки матрицы по оси Y при помощи траверсы с пуансоном. При этом лист не прижимается к стенкам матрицы, между ними остается зазор. Таким образом, на угол гибки деталей из металла влияет положение оси Y, а не геометрия используемого инструмента.

Современные прессы имеют точность настройки оси Y в пределах 0,01 мм. Однако точно сказать, какой угол гибки соответствует определенному положению оси Y, невозможно, так как показатель зависит от различных факторов. На разницу в положении оси Y может влиять настройка хода опускания траверсы, свойства заготовки (толщина, предел прочности, деформационное упрочнение), состояние инструмента для гибки деталей из металла .
Среди достоинств свободной гибки можно отметить:
- Высокую гибкость, которая выражается в том, что один гибочный инструмент позволяет добиться любого угла, входящего в диапазон угла раскрытия V-образной матрицы (85°, 35°) и 180°.
- Меньшую стоимость инструмента.
- Необходимость приложения меньших усилий, чем при калибровке.
- Возможность выбора усилия: чем больше раскрыта матрица, тем меньшее усилие необходимо приложить. Увеличение ширины канавки в два раза требует приложения половинного усилия. Т. е. можно выполнять гибку более толстого металла при большем угле раскрытия с аналогичным усилием.
- Минимальные вложения, поскольку требуется пресс с меньшим усилием.
Впрочем, это теория. В действительности, сэкономленные на покупке пресса деньги могут быть потрачены на приобретение дополнительного оснащения, например, оси заднего упора или манипуляторов.
К недостаткам этого вида гибки деталей из металла относятся:
- меньшая точность углов обработки при работе с тонкими заготовками;
- вероятность неточного повторения при использовании материалов различного качества;
- невозможность выполнения специфических гибочных операций.
Воздушная гибка подходит для работы с листовыми металлами, толщина которых превышает 1,25 мм; для более тонких рекомендована калибровка.
Рекомендуем статьи по металлообработке
Наименьший внутренний радиус гибки должен превышать толщину заготовки. Если технические требования предполагают равенство внутреннего радиуса толщине листа, то лучше воспользоваться калибровкой. Внутренний радиус менее толщины листа возможен только при работе с мягкими, легко деформируемыми материалами, к примеру, медью.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Получить большой радиус можно, используя пошаговое перемещение заднего упора. Если же необходимым требованием, помимо большого радиуса, является его точность и высокое качество, то воздушную гибку нужно заменить калибровкой с использованием специального инструмента.

Калибровка.
К достоинствам этого способа обработки деталей из металла относится высокая точность, к недостаткам – малая гибкость. На угол гиба влияет прилагаемое усилие и используемый инструмент: обрабатываемая заготовка плотно прижата к стенкам V-образной матрицы. Упругая деформация при этом равна нулю, угол гиба не зависит от свойств металла.
Сложность заключается в расчете необходимого усилия гиба. Надежнее всего выполнить пробную гибку короткого образца, воспользовавшись испытательным гидравлическим прессом.
При калибровке прилагаемое усилие в 3–10 раз превышает напряжение, необходимое для свободной гибки.
Достоинства калибровки заключаются:
- в точности углов гиба, независимо от свойств и толщины заготовки;
- в небольшом внутреннем радиусе;
- в большом внешнем радиусе;
- в использовании Z-образных профилей;
- в глубоких U-образных каналах;
- в возможности создания различных форм при работе с металлами, толщина которых не превышает 2 мм, благодаря использованию стальных пуансонов и полиуретановых матриц;
- в хороших показателях работы на гибочных прессах, точность которых не позволяет пользоваться свободной гибкой.
К недостаткам калибровки относятся:
- необходимость приложения усилия, в 3–10 раз превышающего напряжения при свободной гибке;
- отсутствие гибкости, т. е. создание определенной формы требует использования специального инструмента;
- частая замена применяемых инструментов (исключение составляют большие серии).
Дефекты и трудности при гибке деталей из металла
Гибка деталей из металлов с низкой пластичностью (например, тех, в которых содержится свыше 0,5 % углерода) осложняется таким явлением, как пружинение, когда готовая деталь по конфигурации отличается от чертежей. Именно это явление является главной проблемой в процессе обработки металлов посредством гибки.
Суть пружинения заключается в том, что деталь подвержена упругому последствию после окончании рабочей нагрузки. В результате возможно существенное искажение формы заготовки, в ряде случаев возможен угол пружинения, достигающий 12–150°, что приводит к сложностям при соединении смежных деталей друг с другом.

Для ликвидации или снижения этого явления используют такие приемы, как:
- Компенсация угла пружинения определенными изменениями параметров рабочей части пуансона и матрицы. Такой прием подходит при наличии точной информации относительно марки металла/сплава либо его прочностных характеристик, в частности, известен предел его временного сопротивления.
При выполнении ответственной работы может возникнуть необходимость в проведении технологической пробы на загиб. К примеру, при угле пружинения в 95°, рабочая кромка пуансона должна быть увеличена на аналогичный угол.
Этапы техпроцесса гибки деталей из металла
Далее поговорим о том, как производится гибка деталей из листового металла в холодном состоянии.
Последовательность действий будет следующей:
- Анализ конструкции заготовки.
- Расчет усилия и рабочего процесса.
- Подбор типоразмера производственного оборудования.
- Разработка чертежа исходной заготовки.
- Расчет переходов деформирования.
- Проектировка технологической оснастки.
Возможности первоначального материала анализируются в целях уточнения его пригодности для штамповки в соответствии с размерами, указанными на чертежах готовых деталей.
Анализ проводится по следующим параметрам:
- Проверяются пластические способности металла, затем результат проверки сопоставляется с возникающей в процессе гибки степенью напряжения. Работа с металлами, обладающими низкой пластичностью, требует дробления процесса на ряд переходов, между которыми требуется выполнение повышающего пластичность материала отжига.
- Уточняется, возможно ли получить необходимый радиус гиба без образования трещин в материале.
- Определяются возможные искажения профиля или толщины заготовки по окончании обработки давлением (этот нюанс особенно актуален для работы с деталями, имеющими сложные контуры).
Результаты анализа показывают, есть ли необходимость менять исходный материал на обладающий большей пластичностью, требуется ли проведение предварительной разупрочняющей термической обработки, нужно ли нагревать деталь, прежде чем приступить к ее деформации.

Разработка технологического процесса в обязательном порядке включает в себя пункты о расчете таких параметров, как минимально допустимый угол гиба, радиус гибки и угол пружинения.
Для расчета rmin используют данные о пластичности металла, из которого выполнена заготовка, о соотношении размеров детали и скорости деформирования (более низкую скорость перемещения ползуна демонстрируют гидропрессы, лучше пользоваться ими, чем механическими прессами с большей скоростью деформирования).
Чем меньше значение rmin, тем меньше металлы утончаются, т. е. толщина первоначальной заготовки сокращается не так сильно.
Для измерения интенсивности утончения используется коэффициент λ, процент которого показывает, насколько станет меньше толщина готовой детали. При значении, превышающем критичное, необходимо увеличить толщину исходного металла.
Определенные условия могут привести к некоторому выпучиванию металла, из которого сделаны детали.
Также важно правильно определить радиус гибки, на который влияют исходная толщина металла, расположение его волокон, пластичность материала. При слишком маленьком радиусе повышается вероятность разрыва наружных волокон, что приведет к нарушению целостности готовой детали.
Для расчета минимальных радиусов используются наибольшие деформации крайних частей изделия, при этом учитывается относительное сужение ψ обрабатываемого металла (данные можно узнать из специальных таблиц). Необходимо также учесть, насколько деформируется заготовка.
Технология горячей гибки деталей из металла
Гибка деталей из листовых черных и цветных металлов может выполняться в холодном состоянии. Исключением являются дюралюминий и качественная сталь. Они с трудом подвергаются деформации «на холодную», в связи с этим детали из таких металлов рекомендуется предварительно нагревать.
Чтобы повысить пластичность стали до требуемого уровня, ее нагревают до красного каления (при отсутствии ударных нагрузок). Если же предполагается ковка металла, то его необходимо нагреть до белого каления, после чего приступить к обработке. Красное и желтое каление увеличивают хрупкость деталей из металла, поэтому ударные воздействия молотком могут стать причиной их разрушения. Цветные металлы и их сплавы подвергаются гибке в несколько приемов. После окончания одного этапа и до начала следующего, металл подвергается отпуску.
Отпуск представляет собой способ термической обработки, при котором закаленная деталь из металла нагревается до небольшой температуры, а затем охлаждается воздухом или водой. Температура детали оценивается по ее цвету.
Во время нагревания на поверхности металла образуется оксидная пленка, которая в зависимости от температуры может быть:
- светло-желтого (соломенного) цвета – значит, температура металла составляет +220 °С;
- темно-желтого – температура +240 °С;
- коричнево-желтого – температура равна +255 °С;
- коричнево-красного – температура +265 °С;
- пурпурно-красного – температура +275 °С;
- фиолетового – температура составляет +285 °С;
- василькового – температура +295 °С;
- светло-синего – температура достигает +315 °С;
- серого – температура +330 °С.
Для упрощения механической гибки деталей из металла их предварительно подвергают отжигу. Отжигание является термической операцией, которая предназначена для уменьшения твердости материала. Чтобы выполнить его, металлическая заготовка нагревается до нужной температуры, причем деталь подвергается температурному воздействию до прогревания ее по всему объему. Затем изделие медленно охлаждается до комнатной температуры. Такая операция необходима при работе с цветными и черными металлами, поскольку в процессе их жесткость существенно снижается, позволяя в дальнейшем сгибание «на холодную».
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Штамповка листового металла (горячая и холодная): виды, оборудование
Штамповка деталей из листового металла сегодня является очень распространенной технологией, по которой производят изделия практически для всех отраслей промышленности. Благодаря применению такой технологии из плоского металлического листа можно получать как миниатюрные, так и габаритные детали даже сложной геометрической формы.
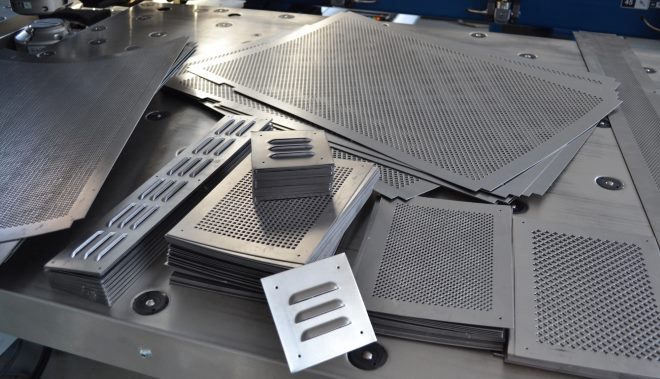
Листовые заготовки, изготовленные на координатно-револьверном прессе
Что собой представляет листовая штамповка
Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Использовать такую операцию (правда, в значительно упрощенном виде) начали еще наши далекие предки. Именно при помощи воздействия на металл давлением они изготавливали сельскохозяйственные орудия, оружие, предметы домашнего обихода и различные украшения.

Современный пресс для штамповки кузовных деталей
Активное развитие штамповка как технология производства изделий из листового металла получила в конце XIX века. Именно в тот период (начиная с 1850-х годов) данная технология активно совершенствовалась, а для ее реализации специалисты создали мощное оборудование. Штампованные детали, которые в то время можно было уже производить серийно, отличались достойным качеством и обладали хорошими эксплуатационными характеристиками.
На совершенно новый уровень развития как горячая, так и холодная штамповка вышла уже в начале XX века. Именно благодаря совершенствованию технологии штамповки листового металла стал возможен серийный выпуск автомобилей, для которых с помощью данного метода производились кузовные детали. Начиная с 1930-х годов данную технологию начали активно применять предприятия, работающие в авиа- и судостроительной отрасли, а чуть позже (спустя всего пару десятков лет) при помощи штамповки стали производить детали космических аппаратов.
Высокая популярность, которую штамповка завоевала за относительно долгий период своего развития, объясняется возможностями:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).

Холодная штамповка на гидравлическом прессе
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне. Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Горячая и холодная штамповка часто используется в качестве подготовительной операции. Например, по таким технологиям производят детали, которые затем обрабатываются другими методами – сваркой, резкой и др.
Особенности технологии
В качестве исходного сырья для штамповки может выступать металлический лист, стальная полоса или тонкая лента. Наибольшее распространение по целому ряду причин получила холодная листовая штамповка. Технологию горячей штамповки применяют в тех случаях, когда мощности используемого оборудования не хватает для деформирования металла в холодном состоянии или когда обработке необходимо подвергнуть деталь из металла, отличающегося невысокой пластичностью. Как правило, по технологии горячей штамповки выполняют обработку листовых заготовок, толщина которых не превышает 5 мм.
В зависимости от того, что в процессе выполнения штамповки необходимо сделать с листовым металлом, различают разделительные и формоизменяющие технологические операции. В результате выполнения первых от заготовки отделяется часть металла, что может происходить по прямым или кривым линиям, а также по определенному контуру. Отделение металла в таких случаях происходит из-за сдвига его частей относительно друг друга.
Существует целый ряд разделительных штамповочных операций, для выполнения которых используется пресс, оснащенный специальным инструментом.
В процессе резки части металлической детали отделяются друг от друга по прямой или фигурной линии. Пресс, при помощи которого выполняется такая операция, правильнее называть ножницами, которые могут быть дисковыми, вибрационными или гильотинными. При помощи резки получают готовые к дальнейшей эксплуатации изделия или формируют заготовки для их дальнейшей обработки другими методами.
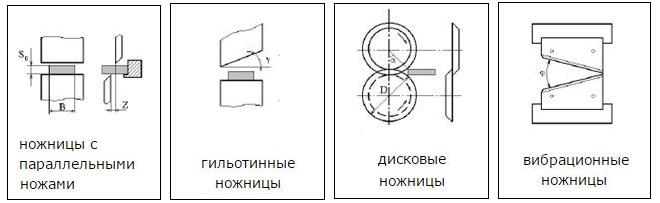
Схемы резки листового металла ножницами
Эта операция используется для того, чтобы сформировать в листовой заготовке отверстия различной конфигурации.
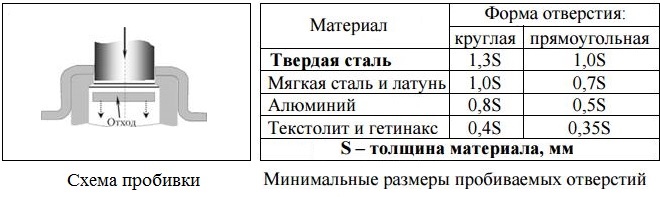
В процессе пробивки часть материала удаляется в отход
При помощи вырубки из металлической детали формируют готовое изделие с замкнутым контуром.
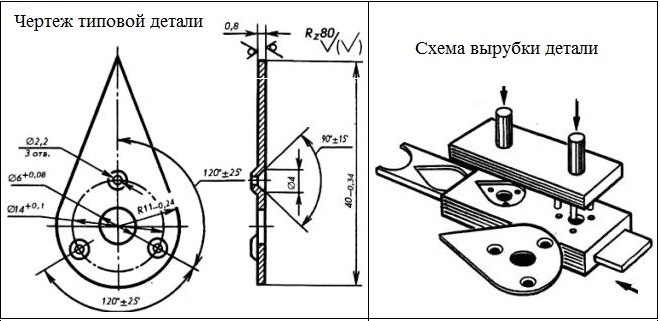
Пример детали, изготовляемой из полосы вырубкой
Формоизменяющие штамповочные операции в полном соответствии со своим названием используются для того, чтобы без механического разрушения изменить форму листовой металлической заготовки, а также ее размеры.
Это технологическая операция штамповки листового металла, в результате выполнения которой вокруг отверстий в металлической заготовке, а также по ее контуру формируются бортики требуемых размеров и формы. Чаще всего отбортовке подвергают концы труб, на которых впоследствии планируется фиксировать фланцы.
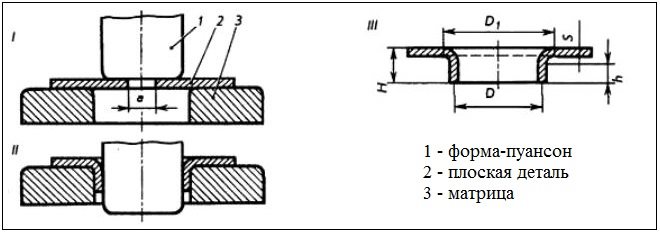
Схема отбортовки детали вокруг заранее пробитого отверстия
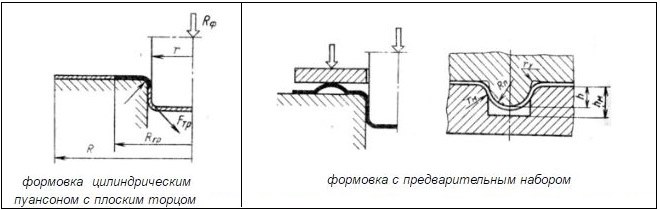
Это по-настоящему объемная штамповка, целью которой является получение из плоского металлического листа полых пространственных изделий. При помощи такой технологической операции можно изготавливать предметы коробчатой, полусферической, цилиндрической, конической и других форм.
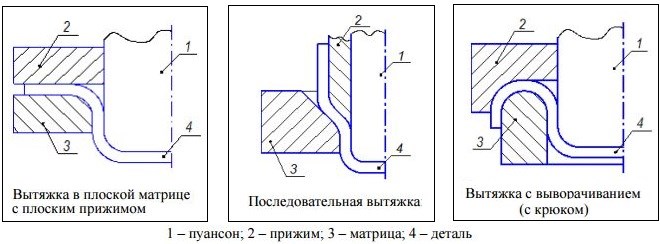
Инструментальные способы вытяжки
Данная операция выполняется при помощи матрицы конического типа. Целью обжима является сужение торцов полых деталей, изготовленных из листового металла.
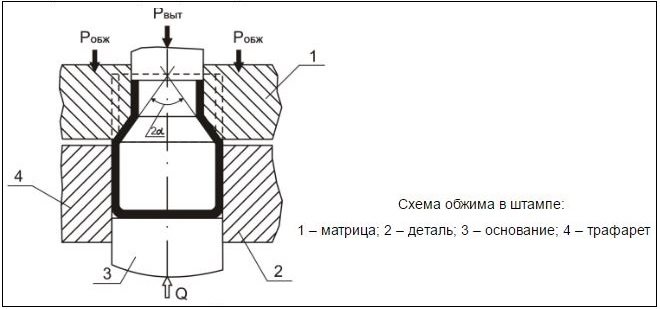
При обжиме конец заготовки вталкивается в воронкообразное отверстие матрицы
При помощи такой технологической операции штамповки заготовкам из листового металла придают требуемый изгиб.
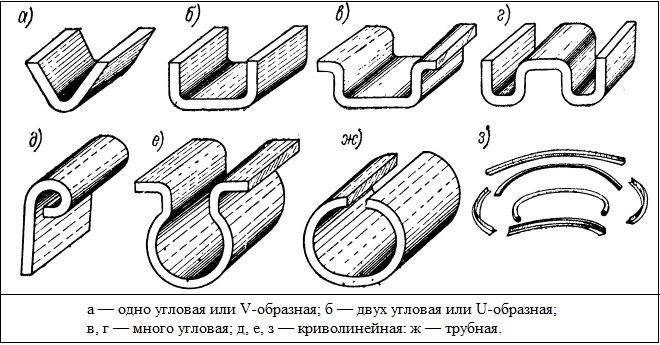
Гибка позволяет получать детали разнообразных форм, в зависимости от которых различают типы гибки
Это такое изменение формы и размеров локальных участков заготовки, при котором внешний контур изделия остается неизменным.
Обработке по технологии холодной штамповки могут подвергаться не только листы из углеродистых и легированных сталей, но также детали из меди, алюминия и их сплавов. Более того, используя пресс и соответствующие штампы листовой штамповки, можно выполнять обработку таких материалов, как кожа, картон, резина, полимерные сплавы.

Производственный цех, в котором ведется процесс листовой штамповки
Следует иметь в виду, что выполнение холодной штамповки листового металла сопровождается увеличением его прочностных показателей.
Выбирая пресс для выполнения такой технологической операции, а также занимаясь проектированием штампов листовой штамповки, следует учитывать целый ряд параметров исходного сырья. Только так можно обеспечить высокое качество готовых изделий. К таким параметрам, в частности, относятся:
- электрическая и магнитная проводимость материала, который будет подвергаться обработке;
- твердость и механическая прочность металла;
- масса заготовки;
- ударная вязкость, которой обладает обрабатываемый металл;
- теплопроводность металла, а также его теплостойкость;
- степень устойчивости металла к коррозии и его износостойкость, что будет оказывать влияние на долговечность, которой будет обладать штампованный лист.
Оборудование, инструменты и приспособления
Для штамповки деталей, изготовленных из листового металла, необходимы пресс и сам рабочий орган такого оборудования – штамп. В свою очередь рабочими органами штампа, элементы конструкции которого изготавливаются из инструментальных сталей, являются матрица и пуансон. Деформирование обрабатываемого листа как раз и осуществляется матрицей и пуансоном, а происходит это в тот момент, когда они сближаются друг с другом.
В процессе обработки двигается только верхняя часть штампа, которая фиксируется на ползуне пресса. Нижняя часть рабочего инструмента, являющаяся неподвижной, устанавливается на рабочем столе оборудования. В отдельных случаях, когда штамповке подвергают не листовую сталь, а более мягкий материал, рабочие элементы штампа могут изготавливаться из древесины или полимерных сплавов.
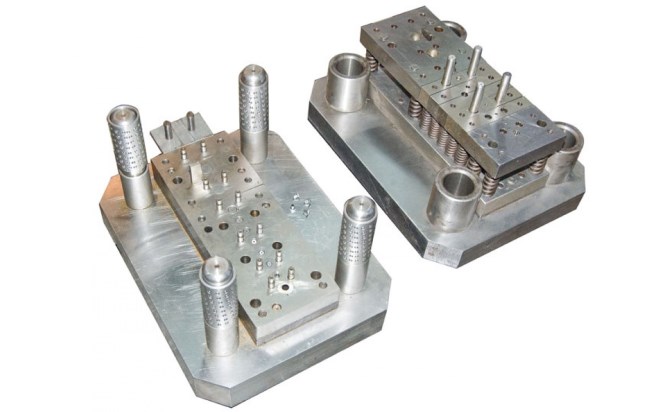
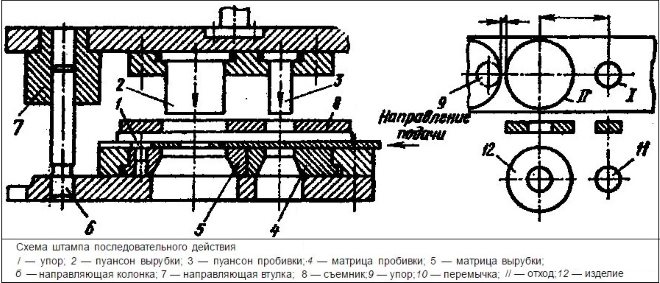
Штамповая оснастка для вырубки
Когда методом штамповки необходимо изготовить крупногабаритную единичную деталь, нередко используют не пресс, а несложное приспособление, состоящее из бетонной или чугунной матрицы и контейнера, наполненного жидкостью, в качестве которой выступает вода. Обрабатываемый металлический лист укладывают на матрицу, а жидкий пуансон располагают над ним.
Чтобы создать в жидкости давление, которое деформирует лист металла по форме матрицы, в ней подрывают пороховой заряд или создают электрический разряд требуемой мощности. Для выполнения такой технологической операции, как резка, используют не пресс, как уже говорилось выше, а ножницы, отдавая предпочтение моделям вибрационного типа.
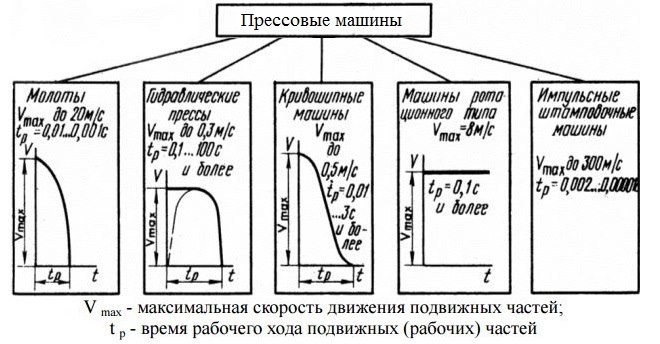
Классификация прессовых машин по кинематической схеме
Собираясь выполнить штамповку изделия из листового металла, следует уделить особое внимание выбору пресса. Чаще всего в качестве такого оборудования выбирают устройства кривошипного типа, которые могут быть оснащены одним, двумя или четырьмя кривошипными механизмами. Принцип работы этого устройства достаточно прост и заключается в следующем.
- Приводной электродвигатель передает движение на кривошипный вал через кинематическую цепочку, состоящую из клиноременной передачи и фрикционной муфты.
- Чтобы сообщить движение ползуну кривошипного механизма, используется шатун, длина которого может регулироваться.
- Чтобы запустить рабочий ход пресса, используют ножную педаль.
Штамповочное оборудование, которое применяется для изготовления изделий сложной конфигурации, может быть оснащено не одним, а несколькими ползунами.
Штамповка металла – технология, разновидности, оборудование, ГОСТ
Штамповка как технологический процесс обработки заготовок, изготовленных из металла, позволяет получить готовые изделия плоского или объемного типа, отличающиеся как своей формой, так и размерами. В качестве рабочего инструмента при выполнении штамповки может выступать штамп, закрепленный на прессе или оборудовании другого типа. В зависимости от условий выполнения штамповка металла бывает горячая и холодная. Эти два вида данной технологии предполагают использование различного оборудования и соблюдение определенных технологических норм.
Штамповка – пластическая деформация металла, изменяющая форму или размеры материала
Ознакомиться с требованиями ГОСТ к обработке металла штампованием можно, скачав документ в формате pdf по ссылке ниже.
Кроме разделения на горячую и холодную, штамповка изделий из металла подразделяется и на ряд других категорий в зависимости от ее назначения и технологических условий. Так, операции штамповки, в результате которых происходит отделение части металлической заготовки, называются разделительными. Сюда, в частности, относятся резка, рубка и пробивка деталей из металла.
Другой категорией таких операций, в результате которых штампуемый лист металла изменяет свою форму, являются формоизменяющие штамповочные операции, часто называемые формовкой. В результате их выполнения детали из металла могут подвергаться вытяжке, холодному выдавливанию, гибке и другим процедурам по обработке.
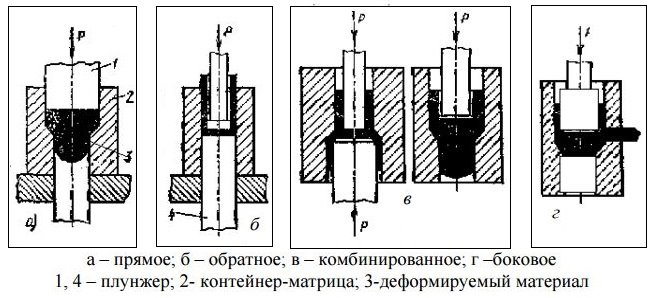
Схемы и разновидности выдавливания (прессования)
Как уже отмечалось выше, существуют такие виды штамповки, как холодная и горячая, которые, хотя и реализуются по одному принципу, предполагающему деформирование металла, имеют ряд значимых отличий. Штамповку деталей, предполагающую их предварительный нагрев до определенной температуры, применяют преимущественно на крупных производственных предприятиях.
Это связано прежде всего с достаточно высокой сложностью такой технологической операции, для качественного выполнения которой необходимо сделать предварительный расчет и точно соблюсти степень нагрева обрабатываемой заготовки. С помощью штамповки, выполняемой по горячей технологии, из листового металла различной толщины получают такие ответственные детали, как днища котлов и другие изделия в форме полусфер, корпусные и другие элементы, используемые в судостроении.

Характеристики и виды деталей, производимых на горячештамповочных прессах
Для нагрева деталей из металла перед их горячей штамповкой используется нагревательное оборудование, которое в состоянии обеспечить точный температурный режим. В этой функции, в частности, могут использоваться электрические, плазменные и другие нагревательные устройства. Перед началом выполнения горячей штамповки необходимо не только рассчитать нормы нагрева обрабатываемых деталей, но и разработать точный и подробный чертеж готового изделия, в котором будет учтена усадка остывающего металла.
При выполнении холодной штамповки металлических деталей процесс формирования готового изделия протекает только за счет давления, оказываемого рабочими элементами пресса на заготовку. За счет того, что заготовки при штамповке по холодной технологии предварительно не нагреваются, они не подвержены усадке. Это позволяет изготавливать изделия законченного вида, которые не требуют дальнейшей механической доработки. Именно поэтому данная технология считается не только более удобным, но и экономически выгодным вариантом обработки.

Методом холодной штамповки обрабатывают листовой металл толщиной до 10 мм
Если квалифицированно подойти к вопросам проектирования размеров и формы заготовок и к последующему раскрою материала, то можно значительно уменьшить его расход, что особенно актуально для предприятий, выпускающих свою продукцию крупными сериями. В качестве материала, заготовки из которого успешно подвергаются штамповке, может выступать не только углеродистые или легированные стали, но также алюминиевый и медный сплавы. Более того, оснащенный соответствующим образом штамповочный пресс успешно используется для обработки заготовок из таких материалов, как резина, кожа, картон, полимерные сплавы.
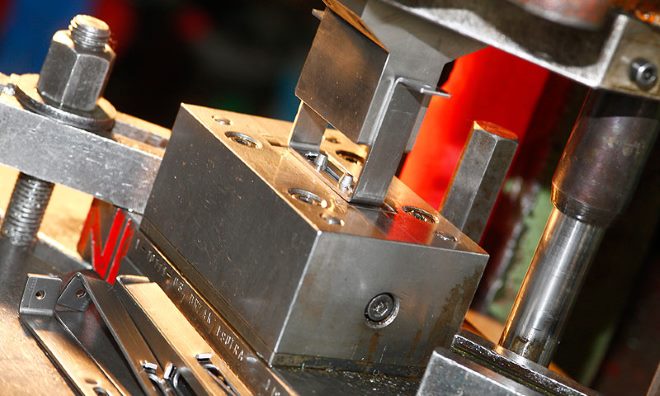
Разделительное штампование, целью которого является отделение от обрабатываемой заготовки части металла, – это очень распространенная технологическая операция, используемая практически на каждом производственном предприятии. К таким операциям, которые выполняются посредством специального инструмента, установленного на штамповочный пресс, относятся резка, вырубка и пробивка.

На этом прессе установлены специальные плунжеры для пробивки отверстий в заготовке
В процессе резки металлические детали разделяются на отдельные части, причем такое разделение может осуществляться по прямой или кривой линии реза. Для выполнения резки могут использоваться различные устройства: дисковые и вибрационные станки, гильотинные ножницы и др. Резку чаще всего используют для того, чтобы раскроить металлические заготовки для их дальнейшей обработки.
Вырубка – это технологическая операция, в процессе которой из металлического листа получают детали, имеющие замкнутый контур. При помощи пробивки в заготовках из листового металла делают отверстия различной конфигурации. Каждая из таких технологических операций должна быть тщательно спланирована и подготовлена, чтобы в результате ее выполнения получилось качественное готовое изделие. В частности, должны быть точно рассчитаны геометрические параметры используемого инструмента.
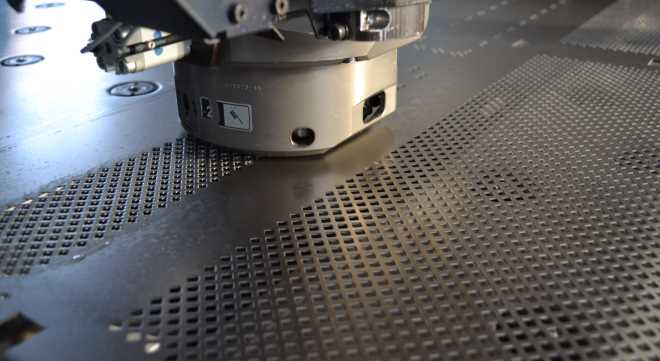
Перфорированный металлический лист получается в результате вырубки отверстий на координатно-пробивном прессе
Технологическими операциями штамповки, в процессе которых осуществляется изменение начальной конфигурации металлических деталей, являются формовка, гибка, вытяжка, отбортовка и обжим. Гибка – это наиболее распространенная формоизменяющая операция, в процессе которой на поверхности металлической заготовки формируются участки с изгибом.
Вытяжка – это объемная штамповка, целью выполнения которой является получение из плоской металлической детали объемного изделия. Именно при помощи вытяжки металлический лист превращается в изделия цилиндрической, конической, полусферической или коробчатой конфигурации.
По контуру изделий из листового металла, а также вокруг отверстий, которые в них выполнены, часто необходимо сформировать бортик. С этой задачей успешно справляется отбортовка. Такой обработке, выполняемой посредством специального инструмента, подвергают и концы труб, на которые необходимо установить фланцы.

Отбортовка может выполнятся различными способами
При помощи обжима, в отличие от отбортовки, концы труб или края полостей в заготовках из листового металла не расширяют, а сужают. При выполнении такой операции, осуществляемой при помощи специальной конической матрицы, происходит наружное обжатие листового металла. Формовка, которая также является одной из разновидностей штамповки, предполагает изменение формы отдельных элементов штампованной детали, при этом наружный контур детали остается неизменным.
Объемная штамповка, которая может выполняться по различным технологиям, требует не только тщательных предварительных расчетов и разработки сложных чертежей, но и использования специально изготовленного оборудования, поэтому реализовать такую технологию в домашних условиях проблематично.
Инструменты и оборудование
Даже обработка мягких металлов, в частности штамповка алюминия, требует применения специального оборудования, в качестве которого могут выступать гильотинные ножницы, кривошипный или гидравлический пресс. Кроме того, необходимо умение производить расчеты расхода материала и разрабатывать технические чертежи. При этом следует учитывать требования, которые содержит соответствующий ГОСТ.
Штамповку, для выполнения которой не требуется предварительный нагрев обрабатываемой заготовки, выполняют преимущественно на гидравлических прессах, производство которых регулирует ГОСТ. Разнообразие серийных моделей этого оборудования позволяет подбирать станок для производства изделий различных конфигураций и габаритных размеров.
В мелком производстве часто используют эластичный метод штамповки, когда шаблон является металлическим элементом, а матрица – резиновым или пластиковым
Выбирая пресс для выполнения штамповки, в первую очередь следует ориентироваться задачи, для решения которых он необходим. Например, для выполнения таких технологических операций, как вырубка или пробивка, используют штамповочное оборудование простого действия, ползун и шайбы которого в процессе обработки совершают небольшой ход. Для того чтобы выполнить вытяжку, требуется оборудование двойного действия, ползун и шайбы которого в процессе обработки совершают значительно больший ход.

Кривошипный пресс КД-238 относится к категории простого оборудования. Предназначен для холодной штамповки: гибки, пробивки, вырубки и неглубокой вытяжки
По своей конструкции, как указывает ГОСТ, оборудование для выполнения штамповки делится на несколько типов, а именно:
- однокривошипное;
- двухкривошипное;
- четырехкривошипное.
- клиноременная передача;
- пусковая муфта;
- шайбы;
- кривошипный вал;
- шатун, при помощи которого можно регулировать величину рабочего хода ползуна.
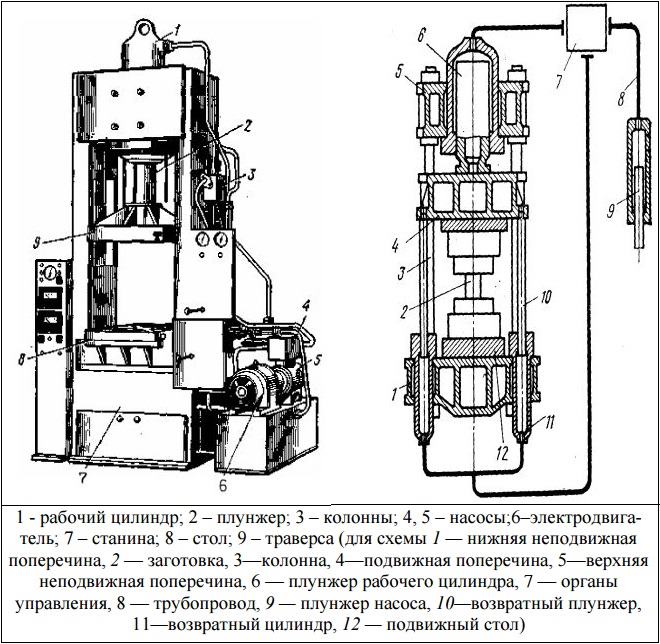
Схема гидравлического пресса
Для запуска ползуна, который совершает возвратно-поступательное движение по направлению к рабочему столу пресса, используется ножная пресс-педаль, напрямую связанная с пусковой муфтой.
Несколько другим принципом работы отличается четырехшатунный пресс, рабочие органы которого создают усилие с центром, приходящимся на середину четырехугольника, образуемого четырьмя шатунами. Благодаря тому, что усилие, создаваемое таким прессом, приходится не на центр ползуна, это устройство успешно используется для того, чтобы изготавливать изделия даже очень сложной конфигурации. Прессы данной категории, в частности, применяют для того, чтобы изготовить асимметричные изделия, отличающиеся значительными габаритами.

Промышленные четырехшатунные прессы могут развивать усилие в сотни тонн
Чтобы изготовить изделия более сложной конфигурации, используют прессовое оборудование пневматического типа, конструктивная особенность которого заключается в том, что оно может быть оснащено двумя или даже тремя ползунами. В прессе двойного действия применяются одновременно два ползуна, один из которых (внешний) обеспечивает фиксацию заготовки, а второй (внутренний) выполняет вытяжку поверхности обрабатываемого металлического листа. Первым в работе такого пресса, конструктивные параметры которого также регламентирует ГОСТ, участвует внешний ползун, фиксирующий заготовку при достижении самой нижней точки. После того как внутренний ползун выполнит свою работу по вытяжке листового металла, внешний рабочий орган поднимается и освобождает заготовку.
Для штамповки тонколистового металла используются преимущественно специальные фрикционные прессы, технические параметры которых также устанавливает ГОСТ. Чтобы обрабатывать более толстый листовой металл, лучше всего применять гидравлическое штамповочное оборудование, которое оснащено более надежными шайбами и другими конструктивными элементами.
Штамповка металла любой толщины должна производится с высокой точностью
Отдельную категорию составляет оборудование, при помощи которого выполняется штамповка взрывом. На таких устройствах, в которых энергия управляемого взрыва преобразуется в усилие, оказываемое на металл, обработке подвергают металлические заготовки значительной толщины. Работа такого оборудования, считающегося инновационным, даже на видео выглядит очень эффектно.
Чтобы получаемый сгиб и общая конфигурация готового изделия из металла отличались высоким качеством, в последнее время стали активно использовать прессы, оснащенные встроенными вибрационными ножницами. Использование такого оборудования с более короткими ножками позволяет изготавливать изделия практически любой конфигурации.
Таким образом, выполнение штамповки листового металла требует наличия не только специализированного оборудования, но и соответствующих навыков и знаний, поэтому реализовать такую технологию в домашних условиях достаточно сложно.
Гнутые металлические изделия: сферы применения и способы изготовления

Гнутые металлические изделия активно приходят на помощь в двух случаях. Во-первых, когда нужно удешевить производство. В этом случае конструкции облегчают посредством гнутых изделий (швеллеров, уголков). Во-вторых, при возникновении потребности в «нетрадиционных» изделиях с уникальными размерами и другими показателями. Понимание и умение пользоваться технологией производства таких деталей поможет решить многие профессиональные и бытовые задачи, пока другие прибегают к старым способам обработки металла.
В нашей статье мы расскажем о сферах применения этих изделий, а также перечислим технологии и виды самой процедуры. Сделаем акцент на том, по какому алгоритму проходит гибка металла, в том числе из профильной трубы, что для некоторых особенно актуально.
Описание гнутых металлических изделий
Первое, что приходит в голову при описании, – уголок. Это металлическое изделие имеет одно ребро жесткости. Может быть гнутым или прокатным. Если требуется угол стандартных параметров, то, скорее всего, его можно купить на любой металлобазе.
Но бывает так, что нужен нестандартный уголок, где размер одной полки, например, 87 мм, а другой – 45 мм, но такой размер не производит ни один завод. Как быть? В этом случае потребуется изготовить гнутый уголок способом холодной гибки.
Все изделия гнутого типа делают из листовой стали толщиной от 0,5 мм до 12 мм. Лист может быть и рифленым, и гладким. В зависимости от нужд, можно изготовить следующие виды изделий: уголок (с одним ребром жесткости), швеллер, Z-профиль (с двумя ребрами жесткости), С-профиль (с четырьмя ребрами) и т. д. Длину изделий можно по заказу варьировать от 30 мм до 6 м.

Иногда при изготовлении облегченных конструкций мастерам, работающим с металлом, необходимы нестандартные металлические изделия с разным радиусом гиба и их количеством, при этом чтобы не было швов сварки. Для этого требуется точное оборудование, которое поможет воплотить технический и дизайнерский замысел путем холодной гибки металла. Такие манипуляции производятся на специальных аппаратах – листогибах – с горизонтальным или вертикальным действием, а также вальцах.
Гнутые металлические изделия можно получить разными способами. Обычно применяется сварка, но ее термическое воздействие может поменять свойства и форму готового продукта, что снижает точность изготовления и ограничивает эксплуатацию изделия.
Принцип гибки заключается в том, что внешний слой металла растягивается, а внутренний, соответственно, сжимается. Поэтому часть металлопроката перегибают на нужный угол относительно другого. Угол определяется при помощи расчетов.
Задаются пределы деформирования изделия. Они определяются следующими параметрами:
- толщина металлического листа;
- величина угла перегиба;
- прочность самого материала;
- время процедуры.
От этого зависит цифровой показатель допустимой деформации. На следующем этапе определяется выбор типа гибки.
Сферы применения гнутых металлических изделий
Гнутые металлические изделия широко используются и в сельском хозяйстве, и в промышленности. По этой технологии изготавливаются металлические откосы и каркасы, водосточные трубы, перегородки сборно-разборные, некоторые профильные детали и конструкции, используемые в сфере строительства.

Услуга гибки металла довольно популярна в наши дни, особенно в бытовой сфере, когда нужны различные дизайнерские элементы интерьера или декорации.
Гнутые металлические изделия используются:
- в элементах автомобиля;
- в мебельных и дверных конструкциях;
- при изготовлении промышленных деталей.
Также метод гибки популярен в авиа-, судостроении и электронике. В строительной сфере он не менее востребован. Чтобы согнуть металл, требуется большая мощь, особенно если речь идет об изделиях большой толщины.
Технология этого процесса довольно сложная, хотя на первый взгляд может показаться иначе, и требует опыта и тщательного исполнения.
Технологии гибки металлических изделий
Гибка изделия бывает продольной и поперечной, в зависимости от того, как ориентирована деталь.

В первом случае производится только гибка, во втором – металл требуется дополнительно вытянуть и осадить. Такая процедура применяется, к примеру, при отгибании бортов.
- Продольную гибку выполняют на специальном оборудовании, предназначенном для обработки металлических изделий холодным способом.
- Если нужно придать форму толстой заготовке, используется поперечная гибка. Также она применяется в случае, когда не слишком велик радиус искривления, а холодная обработка может привести к напряжению в структуре материала.
Если требуется нагреть заготовку, у которой большая площадь, нужно учитывать, что она может искривиться. Как правило, кривизна образуется на сферической и винтовой поверхностях.
Без нагревания кривизна отсутствует, так как ее появлению препятствуют пружинистые свойства металла. При поперечной гибке металл нагревают почти всегда.
Когда обрабатывают плоские металлические листы, например, при строительстве кораблей, применяют специальные прессы, таким образом изгибание происходит холодным способом и без осаживания.
Если речь идет об обработке отверстий и кромок, то это уже горячая гибка, потому что при нагревании изменяется расстояние между отверстиями, а кромки приобретают нужные формы при вытягивании и осаживании.
Если для этих же целей используется холодная гибка, то предварительно обрабатываются кромки и проделываются отверстия, и только потом деталь сгибается.
Современные виды гибки листового металла
- Воздушная (Airbending). При сгибании листов в матрицу на определенную глубину опускается деталь пресса (пуансон). Размеры и угол будут совпадать с параметрами готовой детали. Радиус гибки металлического изделия будет определяться свойствами самого материала и раскрытия матрицы. Такой метод дает возможность получать углы разной величины и является, по сути, универсальным.

Изделие в виде конечного профиля бывает:
- с одним углом (L);
- двумя (П);
- с несколькими (при определенной пластичности металла).
Последний вариант предполагает мультиугловую гибку без нагрева материала.
Особенности процедуры гибки металла
В соответствии с законами физики, если металл согнуть, он будет одновременно испытывать и сжатие, и растяжение. И чтобы пластическая деформация не превратилась в разрывную, нужно тщательно рассчитать радиусы загибов и усилия. Люди, работающие с металлом, знают, что он может потрескаться или изогнуться на внутренней стороне загиба, если радиус загиба будет менее толщины самой заготовки.

Объемное изделие без соединений и швов получится при сгибании плоского металла. Современные прессы для гибки с электронным управлением могут создавать очень сложные детали из листов разных сплавов с определенной пластичностью, и холодная деформация происходит без порчи материала.
Таким образом, гнутые металлические изделия имеют:
- высокую степень надежности;
- долговечность.
Процесс гибки металла достаточно приемлемый. Если пруток из стали в диаметре больше 10 мм, то не стоит его гнуть ради заготовок. Лучше взять стальные листы толщиной не более 5 мм или полосовую сталь толщиной до 7 мм. Листовой металл легче гнется, если его предварительно подогреть. Без процедуры нагревания на внешнюю поверхность в зону сгиба наносятся поперечные риски.
Создание гнутых металлических изделий из профильной трубы
Профильные трубы активно используются при сборке каркасов различных строительных конструкций. Например, парники, теплицы, беседки и прочие легкие постройки возвести с их помощью легко и быстро. Но не все так однозначно.

Для получения гнутых металлических изделий из таких труб используется оборудование, и оно дорогостоящее, что вряд ли подойдет для домашнего применения. Так возможно или нет согнуть профильную трубу дома?
- Что такое профильная труба?
Это труба, имеющая любое сечение, кроме круглого. Это может быть овал, шестиугольник, квадрат и т. д. Так как грани играют роль ребер жесткости, то и труба будет обладать хорошей прочностью.
У профильных изделий хорошая выносливость, им не страшны большие нагрузки. Благодаря этому они пригодны для использования в качестве каркаса самых различных построек.
Высоколегированная или низколегированная сталь является сырьем для изготовления профильных труб. По способу изготовления они делятся на бесшовные, электросварные и холодно- и горячекатаные.
Изделия отличаются друг от друга высотой профиля и толщиной стенки. Трубы можно использовать для производства таких деталей, как рамы, перила и лестницы. Профильная труба отлично зарекомендовала себя при сооружении арочных конструкций или в качестве замены железного бруса в строительстве.
Можно самостоятельно освоить навыки гибки профильных труб в домашних условиях, это пригодится, например, на загородном участке.
Процесс изгибания трубы придает гнутому металлическому изделию плавную и изогнутую форму. Так как деталь обладает высокой прочностью, «оформить» деталь можно только под давлением. И чтобы уменьшить эту силу давления, нужно нагреть обрабатываемый фрагмент изделия.

При всей кажущейся простоте процесса не всегда можно добиться нужной конфигурации элементов в результате гибки. Проблемы имеются, и довольно частые. Самыми распространенными можно считать три.
Во-первых, внутренняя сторона профиля может дать складки типа гофры, в то время как при правильном процессе гибки материал сокращается равномерно.
Во-вторых, может произойти разрыв наружной стенки трубы, поскольку она растягивается в процессе гибки. Металл может лопаться от излишнего напряжения.
И в-третьих, когда труба меняет свою форму, ее элементы могут потерять соосность.
Другими словами, в изогнутом состоянии ее фрагменты окажутся в разных плоскостях. Этого допустить нельзя. Сложности обычно происходят, когда неверно выбран метод гибки.
Для того чтобы сделать правильный выбор, необходимо учитывать пластические характеристики профильной трубы. Они зависят от формы и размеров сечения, толщины стенок. Зная эти величины, можно найти минимально возможный радиус закругления. Меньший радиус категорически не рекомендуется использовать.
Для определения минимального радиуса нужно знать высоту сечения. Чтобы ее рассчитать, необходимо замерить высоту профиля и вычесть из нее удвоенную толщину стенки изделия.
Искомая высота найдена, пусть она будет обозначаться h. Для прямоугольных и квадратных сечений будет действовать правило: при высоте профиля выше 20 мм минимальная длина участка, на котором деталь выдержит изгиб, должна равняться h × 3,5.
Если профиль изделия ниже 20 мм, то длина участка сгиба может быть h × 2,5 и больше. Такое правило подходит для всех труб, но при этом толщина стенки изделия также дает свои ограничения по гибке.
То есть чем она тоньше, тем больше шанс разрыва или смятия. Не рекомендуется гнуть широкие детали с толщиной стенок меньше 2 мм. Для этого лучше использовать сварку.

Важный момент, о котором нельзя забывать: профильные трубы из низколегированного и углеродистого сплава имеют высокую упругость и после сгибания могут пытаться принять свою прежнюю форму, то есть «пружинить».
Соответственно, придется работать с изделием дополнительно, так как нужно снова подгонять его под шаблон, который заранее был изготовлен. Поэтому лучше всего заранее узнать значение пластического момента сопротивления обрабатываемой профильной трубы и изгибать ее с учетом этого параметра. Чем показатель меньше, тем и «пружинить» деталь будет меньше.
Известно два основных способа гибки профильной трубы: горячий и холодный. Последний говорит о том, что процесс гибки не предполагает предварительного нагревания детали.
В первом же случае работа осуществляется только с предварительно разогретой трубой. Определенно, нагретая деталь становится более пластичной, что облегчает процесс гибки.
Производство гнутых металлических изделий не регламентировано ГОСТом в части использования горячего или холодного метода гибки. Нормативы прописаны для труб круглого сечения. В соответствии с этими требованиями, горячую гибку применяют для деталей диаметром 100 мм и более. Иные правила предусмотрены для квадратных и прямоугольных труб.
Если все же планируется самостоятельная гибка трубы, но разовая, то лучше купить или арендовать специальный гидравлический трубогиб на ручном приводе.
Специалисты по сантехнике советуют только холодный способ для труб с высотой профиля менее 10 мм. Горячий метод предназначен для изделий, чья высота профиля равна 40 мм либо выше.
Исполнитель сам принимает решение, каким методом выполнять гибку изделий с высотой профиля от 10 до 40 мм. Для начала можно сделать тестовое изгибание. Разумеется, если есть трубогиб, то выполнить работу можно без нагрева детали.
Предположим, что необходимое оборудование отсутствует, тогда стоит выполнить тестовое изгибание профильной трубы. Сначала один конец детали нужно зажать в тисках, а на другой надеть трубу большего диаметра, чем у сгибаемого изделия.
Получится как бы «плечо», которое нужно довольно сильно потянуть, чтобы изделие изогнулось. Если деталь гнется, можно воспользоваться холодным методом. В противном случае следует применить предварительный нагрев с последующим изгибанием.

Кроме этих способов, есть и другие методы ручной гибки профилированных труб, и их достаточно много. Но у всех имеется общая проблема: необходимо большое усилие для сгибания изделий. Если работник не подготовлен физически, эта работа может оказаться ему не по силам. Использование специального оборудования для гибки металлических изделий проще, намного точнее и не связано с силовыми затратами.
Единственная проблема заключается в высокой стоимости этого оборудования. Следовательно, для разовой работы оно не подойдет, так как это нерентабельно. Оптимальным решением будет аренда оборудования, таким образом, за небольшие деньги можно изготовить изделия, гибка которых будет выполнена в соответствии с шаблонами.
Читайте также: