Оборудование для электродуговой сварки металла
Обновлено: 17.05.2024
Ручная дуговая сварка, источником теплоты которой служит электрическая дуга, занимает одно из ведущих мест среди различных видов сварки плавлением. Электрическая дуга, возникающая за счет дугового разряда между электродом и свариваемым металлом, возникает и поддерживается источником постоянного или переменного тока. Под действием теплоты, полученной при помощи электрической дуги, происходит плавление основного и присадочного материалов, в результате чего образуется сварочная ванна. Остывая, металл кристаллизуется, образуя прочное сварное соединение. Все операции по зажиганию дуги, поддержанию ее длины и перемещению вдоль линии шва выполняются сварщиком вручную без применения механизмов. Дуговая сварка выполняется как плавящимся, так и неплавящимся электродом.
Оборудование для дуговой сварки:
В качестве оборудования, создающего устойчивую сварочную дугу, применяют различные трансформаторы, выпрямители и генераторы. В зависимости от характера и интенсивности сварочных работ и размеров свариваемых деталей промышленность выпускает большой ассортимент оборудования с различными техническими характеристиками. Однако все они должны удовлетворять следующим требованиям:
- иметь на зажимах источника тока напряжение холостого тока при разомкнутой сварочной цепи, достаточное для возбуждения и устойчивого горения сварочной дуги. При этом напряжение холостого тока должно быть безопасным, то есть не более 80 — 90В;
- обеспечить ток короткого замыкания, не превышающий установленных значений, выдерживая продолжительные короткие замыкания без перегрева и повреждения возбуждающей обмотки;
- иметь устройства для плавного регулирования силы сварочного тока;
- обладать хорошими динамическими свойствами, обеспечивая быстрое восстановление напряжения после коротких замыканий;
- обладать хорошей внешней характеристикой.
Для бытового потребления современная промышленность выпускает сварочные аппараты, отличающиеся двумя характеристиками. Первая из них — это максимальный сварочный ток, а вторая — время работы, на протяжении которого в 10 минутном рабочем цикле вырабатывается этот максимальный ток. К примеру, аппарат, рассчитанный на 140 амперный ток при 60% рабочем цикле должен обеспечить 140 ампер в течение не более 6 минут из каждых 10 минут работы. Остальные 4 минуты цикла отведены на режим холостого тока, при котором аппарат остывает.
Характеристики сварочного оборудования
Внешняя характеристика сварочного тока выражает зависимость между напряжением на зажимах выходных клемм и током в сварочной цепи (рис.1). Различают четыре вида внешних характеристик (крутопадающая I, пологопадающая 2, жесткая 3 и возрастающая 4) выбор которых зависит от вольт-амперной характеристики сварочной дуги. Под вольт-амперной характеристикой (ВАХ) (рис.2) понимают зависимость напряжения дуги от силы сварочного тока.
| Рис. 1. Внешние характеристики источников питания для дуговой сварки | Рис. 2. Вольт-амперная характеристика дуги — А; зависимость напряжения дуги ( Uд ) от длины (Ld ) — Б |
Вольт-амперная характеристика сварочного аппарата отличается от вольт-амперной характеристики любого другого источника питания своей нелинейной зависимостью. Это объясняется тем, что количество заряженных частиц в дуговом разряде не является величиной постоянной и зависит от степени ионизации, то есгь от силы тока, и говорит о том, что электрическая дуга в газах не подчиняется закону Ома. Из приведенного рисунка видно, что при малых токах (до 100 А) количество заряженных частиц в дуге интенсивно растет, а ее сопротивление при этом падает (падающая зона ВАХ I). Это объясняется ростом эмиссии катода при его разогреве. При возрастании силы тока дуга начинает сжиматься, рост заряженных частиц прекращается, а объем газа, участвующий в переносе заряженных частиц, сжимается (жесткая зона ВАХ II). Дальнейший рост вольт-амперной характеристики возможен только при увеличении расходуемой внутри дуги энергии (возрастающая зона ВАХ III).
Сварочные аппараты ручной дуговой сварки плавящимися электродами с защитным покрытием обычно эксплуатируются на ниспадающем и жестком участках ВАХ (зоны I и II). Для питания такой дуги применяют источники питания с крутопадающей и пологопадающей внешней характеристикой, так как отклонения тока при изменении дуги у этих аппаратов обычно незначительны. Это особенно важно при сварке в труднодоступных местах, когда сварщику приходится подбирать длину дуги.
Механизация процессов при сварке под флюсом или плавящимся электродом в защитных газах позволяет выполнять саморегулирование дуги при ее случайных отклонениях. Это достигается изменением скорости плавления электрода, то есть при уменьшении дуги автоматически повышается ток, и скорость плавления электрода увеличивается. Для такой сварки предпочтительнее источники питания с возрастающей ВАХ и возрастающей или жесткой внешней характеристикой.
Сварочные трансформаторы
Сварочные трансформаторы предназначены для создания устойчивой электрической дуги, поэтому они должны иметь требуемую внешнюю характеристику. Как правило, это падающая характеристика, так как сварочные трансформаторы используются для ручной дуговой сварки и сварки под флюсом.
Промышленный переменный ток на территории России имеет частоту 50 периодов в секунду (50 Гц). Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220 или 380 В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75 В. При сварке на малых токах (60—100 А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70 — 80 В.
Трансформаторы с нормальным магнитным рассеянием. На рис. 1 приводится принципиальная схема трансформатора с отдельным дросселем. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора реактивной катушки).
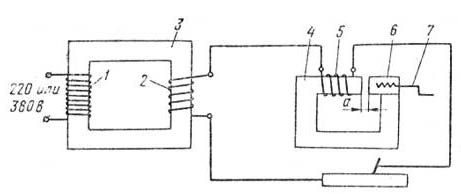
Рис. 1. Принципиальная схема трансформатора с отдельным дросселем (сварочный ток регулируется изменением воздушного зазора)
Понижающий трансформатор, основой которого является магнитопровод 3 (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе 3 имеются первичная 1 и вторичная 2 (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода 4, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода 5, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе 4 имеется подвижная часть б, которую можно перемещать с помощью винта, вращаемого рукояткой 7.
Первичная обмотка 1 трансформатора подключается в сеть переменного тока напряжением 220 или 380 В. Переменный ток высокого напряжения, проходя по обмотке 1, создаст действующее вдоль магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке 2 индуктируется переменный ток низкого напряжения. Обмотку дросселя 5 включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора а между подвижной и неподвижной частями магнитопровода 4 (рис. 1). При увеличении воздушного зазора а магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора а дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор нужно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока — зазор уменьшить (рукоятку вращать против часовой стрелки). Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью.
Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
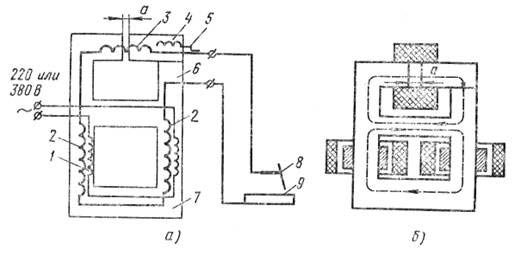
Рис. 2. Принципиальная электрическая и конструктивная схема трансформатора типа СТН в однокорпусном исполнении (а) и его магнитная схема (б). 1 — первичная обмотка; 2 — вторичная обмотка; 3 — реактивная обмотка; 4 — подвижной пакет магнитопровода; 5 — винтовой механизм с рукояткой; 6 — магнитопровод регулятора; 7 — магнитопровод трансформатора; 8 — электродержатель; 9 — свариваемое изделие
В 1924 г. академиком В. П. Никитиным была предложена система сварочных трансформаторов типа СТН, состоящих из трансформатора и встроенного дросселя. Принципиальная электрическая и конструктивная схема трансформаторов типа СТН в однокорпусном исполнении, а также магнитная система показаны на рис. 2. Сердечник такого трансформатора, изготовленный из тонколистовой трансформаторной стали, состоит из двух, связанных общим ярмом сердечников,— основного и вспомогательного. Обмотки трансформатора изготовлены в виде двух катушек, каждая из которых состоит из двух слоев первичной обмотки 1, выполненных из изолированного провода, и двух наружных слоев вторичной обмотки 2, выполненных из неизолированной шинной меди. Катушки дросселя пропитаны теплостойким лаком и имеют асбестовые прокладки.
Обмотки трансформаторов типа СТН изготовляют из медного или алюминиевого проводов с выводами, армированными медью. Величину сварочного тока регулируют с помощью подвижного пакета магнитопровода 4, путем изменения воздушного зазора а винтовым механизмом с рукояткой 5. Увеличение воздушного зазора при вращении рукоятки 5 по часовой стрелке вызывает, как и в трансформаторах типа СТЭ с отдельным дросселем, уменьшение магнитного потока в магнитопроводе 6 и увеличение сварочного тока. При уменьшении воздушного зазора повышается индуктивное сопротивление реактивной обмотки дросселя, а величина сварочного тока уменьшается.
ВНИИЭСО разработаны трансформаторы этой системы СТН-500-П и СТН-700-И с алюминиевыми обмотками. Кроме того, на базе этих трансформаторов разработаны трансформаторы ТСОК-500 и ТСОК-700 со встроенными конденсаторами, подключенными к первичной обмотке трансформатора. Конденсаторы компенсируют реактивную мощность и обеспечивают повышение коэффициента мощности сварочного трансформатора до 0,87.
Однокорпусные трансформаторы СТН более компактны, масса их меньше, чем у трансформаторов типа СТЭ с отдельным дросселем, а мощность одинакова.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили в настоящее время широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении.
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая — при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока. Точность показаний шкалы составляет 7,5 % от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
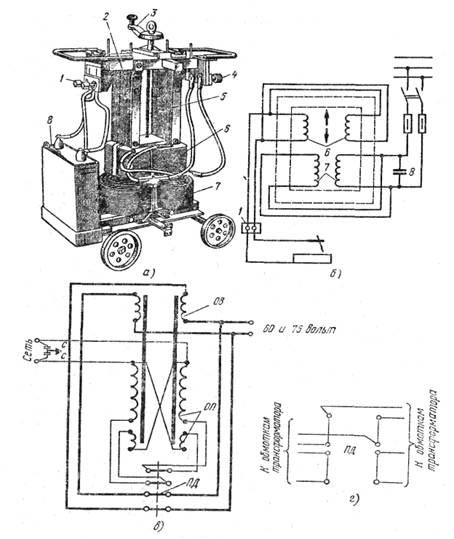 | |
| Рис. 3. Сварочные трансформаторы: а — конструктивная схема трансформатора ТСК-500; б — электрическая схема трансформатора ТСК-500: 1 — сетевые зажимы для проводов; 2 — сердечник (магнитопровод); 3 — рукоятка регулирования тока; 4 — зажимы для подсоединения сварочных проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор; в — параллельное; г — последовательное соединение обмоток трансформатора ТД-500; ОП — первичная обмотка; ОВ — вторичная обмотка; ПД — переключатель диапазона токов; С — защитный фильтр от радиопомех. | Рис.4 Портативный сварочный аппарат |
На рис. 3-а,б показаны принципиальная электрическая и конструктивная схемы трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмоток 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности (соs φ). На рис. 3, в показана принципиальная электрическая схема трансформатора ТД-500.
ТД-500 представляет собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное — диапазон малых токов.
Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при . увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети — 220 или 380 В.
Трансформатор ТД-500 ~ однофазный стержневого типа состоит из следующих основных узлов: магнитопровода — сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Алюминиевые обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной обмотки неподвижно закреплены у нижнего ярма, а вторичной обмотки — подвижные. Переключение диапазонов тока производят переключателем барабанного типа, рукоятка которого выведена на крышку трансформатора. Величину отсчета тока производят по шкале, отградуированной соответственно на два диапазона токов при номинальном напряжении питающей сети.
Емкостной фильтр, состоящий из двух конденсаторов, служит для снижения помех радиоприемным устройствам.
Правила техники безопасности при эксплуатации сварочных трансформаторов. В процессе работы электросварщик постоянно обращается с электрическим током, поэтому все токоведущие части сварочной цепи должны быть надежно изолированы. Ток величиной 0,1 А и выше опасен для жизни и может привести к трагическому исходу. Опасность поражения электрическим током зависит от многих факторов и в первую очередь от сопротивления цепи, состояния организма человека, влажности и температуры окружающей атмосферы, напряжения между точками соприкосновения и от материала пола, на котором стоит человек.
Сварщик должен помнить, что первичная обмотка трансформатора соединена с силовой сетью высокого напряжения, поэтому в случае пробоя изоляции это напряжение может быть и во вторичной цепи трансформатора, т. е. на электрододержателе.
Напряжение считается безопасным: в сухих помещениях до 36 В и в сырых до 12 В.
При сварке в закрытых сосудах, где повышается опасность поражения электрическим током, необходимо применять ограничители холостого хода трансформатора, специальную обувь, резиновые подстилки; сварка в таких случаях ведется под непрерывным контролем специального дежурного. Для снижения напряжения холостого хода существуют различные специальные устройства — ограничители холостого хода.
Сварочные трансформаторы промышленного использования, как правило, подключают к трехфазной сети 380 В, что в бытовых условиях не всегда удобно. Как правило, подключение индивидуального участка к трехфазной сети хлопотно и дорого, и без особой нужды это не делают. Для таких потребителей промышленность выпускает сварочные трансформаторы, рассчитанные на работу от однофазной сети с напряжением 220 — 240 В. Пример такого портативного сварочного аппарата приведен на рис.4. Этот аппарат, обеспечивающий разогрев дуги до 4000°С, уменьшает обычное сетевое напряжение, одновременно повышая сварочный ток. Ток в установленном диапазоне регулируется с помощью ручки, смонтированной на передней панели аппарата. В комплект аппарата входит сетевой кабель и два сварочных провода, один из которых соединен с электрододержателем, а второй - с заземляющим зажимом.
Обычно для домашних работ вполне подходят аппараты, вырабатывающие сварочный ток в 140 ампер при 20-процентном рабочем цикле. При выборе аппарата следует обращать внимание на то, чтобы регулировка сварочного тока была плавной.
Электродуговая сварка - особенности и технология проведения
Электродуговая сварка является наиболее распространенным способом соединения разных видов металлов. Этот процесс обладает универсальностью, его применяют повсеместно в производстве и в бытовых условиях.
У него имеется множество положительных качеств - простое выполнение, не требует использования дорогостоящего оборудования, сварку могут проводить даже новички в этом деле. Но все же перед тем как приступать к работе рекомендуется изучить ее основные принципы и особенности.

Что такое электродуговая сварка
Важно знать, что такое электродуговая сварка. Во время этого технологического процесса происходит расплавление примыкающих друг к другу областей двух свариваемых элементов при помощи тепла, которое поступает от электрической дуги. Сварочная ванна перемещается за электродугой. А при застывании она переходит в состояние прочного и неразъемного соединения, которое также называют сварным швом.
Технология электродуговой сварки металлов имеет характерную особенность. Расплавленная металлическая основа способна усиленно взаимодействовать с кислородом воздуха и азотом.
Для того чтобы защитить сварочную ванну обычно применяются следующие виды газов:
- Аргон;
- Углекислый газ;
- Гелий и другие инертные газы.
Стоит отметить! Сварка электрической дугой может проводиться с применением плавящихся электродов, материал которых войдет в сварной шов, а также неплавящихся. В данных ситуациях флюсовые добавки насыпаются вдоль линии соединения в виде порошка.
Принцип электродуговой сварки
В технологии электродуговой сварки имеется несколько принципов - короткое замыкание и пробой. Именно на последний показатель стоит обратить повышенное внимание.

В данном случае за основу берется пробой диэлектрика, который возникает при наполнении межатомного пространства частицами с электрическим зарядом. Ионы создают положительные заряды, а электроны - отрицательные. В некоторых ситуациях пробой возможен для любых диэлектриков. Но вот что касается электродуговой сварки металлов, то во время нее применяется пробой воздушного пространства между электродом и массой.
Во время сварки на электроде создается заряд тока с низким показателем напряжения, но с высокой силой - примерно 80-200 А. Также наблюдается огромная плотность - несколько тысяч А/м 2 .
В момент касания электрода массы, а именно другого материала с высокими показателями электропроводности при сваривании металлических конструкций, то может возникнуть короткое замыкание, которое создает электрическое поле с высокой мощностью. Именно в нем возникает пробой.
Виды и способы
Электрическая дуговая сварка имеет несколько разновидностей. Каждая из них обладает некоторыми отличительными особенностями, которые оказывают влияние на качество и вид сварного соединения.
Выделяют следующие виды электродуговой сварки:
- Ручная электродуговая сварка. Во время нее используется только ручная сила человека без механизмов;
- Механизированного вида. Во время процесса используется механизация при подаче проволоки в область сваривания, а часть работы производится ручной силой;
- Автоматического типа. Сварка осуществляется в автоматическом режиме. Специальное оборудование самостоятельно подает дугу, регулирует показатели ее длине, перемещение.
Технологический процесс электродуговой сварки также разделяется на способы:
- Пучком. Во время сварки производится связывание в пучок нескольких электродов, сваривание их торцов и установка в держателе. Используется больший диапазон токов и можно самостоятельно увеличивать показатели производительности.
- Сварка лежачим электродом. Во время этого процесса может производиться укладка с длиной от 50 до 120 см с обмазкой в разделанный стык или угол. На него помещается медный брус с продольной канавкой. После этого заготовка и электрод подсоединяются к источнику тока. Угольный стержень поджигает дугу, которая уходит под область бруска. Она перемещается по стыку, расплавляет рабочий элемент и сваривает кромку. В результате этого получается сварное соединение.
- Сварка наклонным электродом. Данный метод проводится для повышения производительности. Во время него электрод фиксируется в зажиме с обоймой, которая перемещается под своей массой по стойке. В момент зажигания дуги, электрод оплавляется, а обойма опускается вниз.
Виды аппаратов
Обычно при проведении электродуговой сварки используется простой сварочный аппарат - трансформаторный. Он работает по принципу обычного трансформатора, понижает напряжение и повышает ток. Данное устройство варит при помощи переменного тока.

Однако трансформаторное сварочное оборудование неудобное, оно обладает огромными размерами. По этой причине могут возникнуть проблемы с его перемещением. Для этих целей требуется специальное приспособление на колесиках.
Если требуется мобильный сварочный аппарат для электродуговой сварки, то отличным вариантом будет инвертор. Данное оборудование первым делом преобразует переменный ток от бытовой сети в ток с высокой частотой. А уже после этого оно переводит его в постоянный. Кроме этого устройства этого вида имеют небольшую массу, компактные габариты.
Инверторное сварочное оборудование для электродуговой сварки помогает добиться максимальной стабильности дуги. Именно это оказывает положительное воздействие на качество шва. Кроме этого устройство позволяет использовать разные режимы - с прямой и обратной полярностью.
Особенности проведения работ
Электродуговая сварка чугуна и других видов металла должна проводиться правильно. Соблюдение всех принципов и правил позволит получить прочный и качественный сварной шов.

Технология ручной электродуговой сварки включает несколько особенностей:
- На начальном этапе производится зачистка и обезжиривание заготовок, может выполняться их разрезание. К ним требуется приставить раскаленный электрод. Торцевая часть электрода делит область поверхности свариваемого элемента на ионы и электроны;
- Для того чтобы сварка была быстрее, а результат был качественным, на поверхность сварного материала (электрода) следует нанести специальные элементы. В качестве него рекомендуется использовать кальций, калий, натрий. Они ускоряют разделение металла на частицы;
- Сварочный процесс может осуществляться с использование открытой или закрытой дуги. В открытом состоянии в металлическую основу будет проникать много азота, это окажет пагубное влияние на структуру сварного шва. Для снижения этого негативного воздействия на электроды требуется нанести слой металла. В условиях промышленности наиболее оптимальным вариантом будет использование закрытого метода, при его проведении зона сварки будет защищена от воздействия кислорода;
- Далее необходимо установить электрод в оборудование для электродуговой сварки - инвертер. При помощи конца прута требуется провести два раза по торцам свариваемых металлических компонентов - это произведет разжигание дуги. После того как будет включен сварочный аппарат необходимо установить ток на требуемом уровне;
- Во время сварочного процесса электрод опирается на поверхность свариваемых деталей и медленно водится по области зазора. В сварочную ванну поступает жидкий металл, который во время застывания образует прочный и ровный сварной шов. Использование специальной технологической карты позволит точно рассчитать мощность, ток и продолжительность воздействия дуги;
- Сваривание вертикальных швов производится при помощи дуги. Уровень угла соприкосновения электрода и свариваемой поверхности должен быть прямым. Допускается небольшое отклонение на 10 градусов;
- Чтобы предотвратить наплавление жидкого металла в одной области может применяться техника елочки, треугольника или многослойное прохождение тонкой дуги.
Важно! Сварщик во время электродуговой сварки обязательно должен соблюдать все правила и этапы. Каждый метод сваривания подбирается в зависимости от используемого металла и условий проведения сварки (в промышленных или бытовых условиях).
Меры безопасности
Во время проведения электродуговой сварки обязательно следует соблюдать следующие меры безопасности:
- Обязательно требуется надевать защитную форму и обувь из плотного материала. Данные средства смогут защитить тело от раскаленного металла, который может вызвать сильные ожоги. Рукава требуется плотно застегнуть, на кисти рук надеваются перчатки.
- Если нет защитной формы, то вместо нее можно воспользоваться хлопчатобумажной одеждой.
- От яркого света и искры от раскаленного металла лицо и глаза необходимо закрыть защитной маской.
- Сварочные работы должны выполняться в проветриваемых помещениях.
- Перед началом работ рекомендуется подготовить воду или огнетушитель. Раскаленные частицы металла, искры могут привести к пожару, поэтому все средства для его предотвращения должны быть под рукой.
Обратите внимание! Технику безопасности обязательно нужно строго соблюдать. Если этого не делать, то во время сварочного процесса можно по неосторожности получить серьезные травмы.
Электродуговая сварка является популярной технологией, которая отлично подходит для сваривания разных видов металлов. Проведение процесса должно осуществлять правильно с соблюдение важных принципов. Работу требуется делать все поэтапно, это позволит подучить ровный и прочный шов. Но не стоит забывать про необходимые меры безопасности, которые защитят от травм и помогут сделать все правильно.
Интересное видео
Как варить дуговой сваркой
Существуют разные способы прочного и неразъемного соединения металлических деталей, которые при создании металлоизделий используют профессиональные сварщики. Если же научиться варить хочет новичок, то наилучшей для таких случаев будет ручная дуговая электросварка.
Обычно именно с такого типа сварки начинают обучение те, кто впоследствии становится профессиональными сварщиками. Сам по себе такой способ не сложный и позволяет понять основные принципы сварочного процесса начинающим мастерам. Но, чтобы сварочные швы получались качественными и прочными, необходимо знать, как правильно варить дуговой сваркой.
Сущность сварочного процесса
От правильности действий и умений человека непосредственно зависит, насколько надежным и качественным будет сварное металлоизделие. Поэтому в первую очередь следует изучить основы дуговой сварки.

Место, в котором происходит соединение электрода с металлом называют сварочной ванной. Перед тем как варить дуговой сваркой необходимо знать параметры ванны. Стандартные размеры следующие:
- 5-6 мм - глубина;
- 10-32 мм - длина;
- 7-15 мм - ширина.
Это условные параметры, конкретные размеры зависят от формы кромок соединяемых элементов, режима сварки, скорости движения электрода и других факторов.
Чтобы четко понимать, как правильно варить дуговой сваркой начинающим мастерам сперва необходимо досконально разобраться в происходящих при сваривании процессах:
- электрическая дуга возникает в момент, когда электрод соприкасается с металлической поверхностью;
- металл вместе образования дуги расплавляется;
- одновременно с металлом сам электрод также плавится и при этом расплавившиеся частички перемещаются в сварную ванну;
- плавке подвергается и защитное покрытие электрода. Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки;
- в процессе сварки образуется шлак, который также способствует подержанию оптимального температурного режима и не допускает перегревания сварной ванны;
- сварочный шов образуется в результате движения электрода и перемещения ванны;
- после остывания металла на соединении остается шлаковая корочка, которую с помощью молотка необходимо аккуратно отбить.

Если вы никогда ранее не видели держатель электрода и общие понятия сварочного процесса вам незнакомы, то следует пройти уроки дуговой сварки, которые в открытом доступе есть в интернете на многих сайтах.
Обратите внимание! Только при наличии двух проводящих ток элементов с противоположными зарядами возможно возникновение электрической дуги. Такими элементами являются металл и электрод. Начинающим мастерам лучше всего использовать стандартный электрод, у которого центральный элемент выполнен из металла.
Инструменты и оборудование
Техника ручной дуговой сварки относительно простая и выполняется с применением специализированного оборудования и электродов. Также понадобятся вспомогательные инструменты и защитные средства.
Типы оборудования
Существует три вида аппаратов, которыми может выполняться дуговая сварка своими руками:
- трансформаторы. Принцип работы таких устройств основан на переменном токе. Следует отметить что они довольно тяжелые, способны вызывать резкие изменения напряжения в общей электросети и сильно шумят. Выполнить ровный шов на трансформаторе довольно сложно, это под силу только обладающим опытом сварщикам. Но если начинающие мастера пройдут обучение дуговой сварке именно с применением трансформатора, то работать с другим оборудованием будет намного легче;
- выпрямители. Работу приборов обеспечивают полупроводниковые диоды. Агрегаты такого типа переменный ток превращают в постоянный. Это универсальные устройства. Для них подходят практически все электроды и сваривание проводить можно на разных металлах. В сравнении с трансформатором процесс сварки намного проще и сохраняется стабильность дуги;
- инверторы. Работают почти бесшумно. Удобны в применении благодаря компактности и автоматической системе настроек. В процессе работы устройство выдает постоянный ток высокой мощности посредством превращения переменного.
Среди всех аппаратов самыми лучшими считаются инверторы. Они создают стабильную дугу даже при скачках напряжения и отличаются многофункциональностью.
Инструменты и обмундирование
Перед тем как варить электродуговой сваркой, нужно вначале подготовить средства для личной защиты и инструменты:

- аппарат для сварки и электроды к нему. Тем, кто только учится сварочному мастерству, следует приготовить побольше электродов;
- подсобные инструменты. Техника дуговой сварки подразумевает удаление возникшего при сваривании шлака, а для этого понадобится молоток и щетка по металлу;
- защитное обмундирование. Нельзя приступать к свариванию без специальной маски, перчаток и защитной одежды из плотных материалов. Пренебрегать такими средствами не стоит, поскольку от них зависит безопасность человека.
Если вы первый раз работаете с аппаратом и хотите научиться как правильно варить ручной дуговой сваркой, то рекомендовано предварительно подготовить тренировочные металлические элементы.
Подготовка к свариванию
Задаваясь целью как научиться правильно варить дуговой сваркой следует понимать, что безопасность и эффективность сваривания во многом зависит от подготовительного процесса. Приступать к сварным работам следует только после подготовки сварочного аппарата:
- необходимо проверить частоту электротока и напряжение, показания в рабочем аппарате и в сети должны быть одинаковыми;
- номер электрода подбирать нужно с учетом мощности оборудования;
- клемму заземления обязательно необходимо надежно зафиксировать;
- проверить все соединения, целостность изоляции кабеля;
- электрод поместить в держатель и проверить прочность его фиксации.
Подготовить нужно также свариваемую поверхность. Ее нужно тщательно очистить от ржавчины, следов масла и других загрязнений. Если этого не сделать, то сварочный шов будет с дефектами.
На целостность проверяются и электроды. Важно чтобы покрытие было без сколов и трещин. Нередко требуется сперва прокалить или просушить электроды и только потом вставлять в держатель аппарата.
Особенности и порядок сваривания
Дуговая сварка для начинающих сварщиков считается самой простой и доступной в обучении. Начинать процесс сваривания нужно с розжига дуги, который осуществляется двумя методами:
- касание. Под углом 60° размещается электрод, концом которого нужно слегка коснуться металлической поверхности и сразу же поднять его на 3-5 мм. Если все сделать правильно, то должна дуга образоваться;
- чиркание. По подготовленному металлу быстро нужно провести самим кончиком электрода и без замедлений поднять его на расстояние 2-3 мм.
Лучше всего зазор выдерживать в среднем 0,5 см, поскольку при его уменьшении электрод будет залипать. Контролировать длину дуги можно также по присутствующему звуку. Наличие резких звуков указывает на то, что зазор чрезмерно большой. Если звук ритмичный и размеренный, то длина дуги постоянная и нормальная.

Начинать сваривать детали нужно сразу же как поймана оптимальная дуга. Плавно и медленно с незначительными колебаниями в стороны электрод перемещается по направлению создаваемого стыка. Когда еще до окончания шва электрод сгорел, то следует вставить второй, отступить примерно 10-12 мм от образовавшего в оборвавшемся шве кратера, повторно зажечь дугу и продолжать процесс, двигаясь вперед.
Обычно стыковые соединения в несколько слоев выполняет:
- двумя - элементы, толщина которых не превышает 6 мм;
- тремя - детали с диапазоном толщины от 6 до 12 мм;
- четырьмя - изделия, у которых больше 12 мм составляет толщина.
Различают также разные траектории движения дуги и выполнять их нужно одновременно:
- поперечная. Ширина движений должна отвечать заданной ширине шва;
- продольная. Формирует тоненький валик ниточного шва;
- поступательная. Способствует поддержанию однообразной дуги, сам электрод при этом перемещается вдоль линии сварного соединения.
Сплошным швом сваривать не рекомендовано, поскольку произойдет перекос металла. При слишком быстрых движениях электродом стык получится неровным и на нем останутся непроваренные участки. Слишком медленно также нельзя электрод вести, потому в металле возникнут дырки от прожига.
Следить необходимо за зазором между свариваемой поверхностью и электродом. Если он очень маленький, то металл попросту не прогреется. Непрочный и неровный шов получится чрезмерно большом зазоре.
Хоть с первого взгляда довольно сложной кажется ручная дуговая сварка для начинающих, но если изучить технологию и следовать инструкции, то научиться сварочному мастерству может каждый.
Оборудование для сварочных работ

Оборудование для сварочных работ отличается в зависимости от выбранной технологии. Но одно требование должно соблюдаться всегда – результат должен соответствовать требованиям качества, а работа сварщика – быть безопасной и продуктивной.
В нашей статье мы расскажем не только о видах оборудования, которые применяются при использовании различных сварочных технологий – плазменной, газовой, лазерной и т. д., но и приведем требования техники безопасности, которые нужно соблюдать.
Оборудование для сварочных работ электродуговой сваркой
Ручная дуговая сварка выполняется при помощи генераторов, трансформаторов или выпрямителей. На выбор установок влияет тип и сложность предстоящей обработки. Для оборудования важно соответствие определенным требованиям. Оно должно:
- иметь специальное устройство, позволяющее контролировать силу тока;
- функционировать без нарушений в случае замыкания;
- работать на холостом ходу, поддерживая сварочную дугу, при разомкнутой электрической цепи;
- иметь высокие динамические возможности, позволяющие восстановить работоспособность после замыкания;
- обладать внешними показателями.
Оборудование для сварочных работ, используемое в домашних условиях, имеет несколько отличий. Первое заключается в максимальных значениях электрического тока. Второе – во времени, необходимом для работы и выработки максимального тока.

Для работы генератора необходим постоянный ток, обеспечивающий бесперебойную стабильную сварочную дугу. Конструктивно устройство состоит из:
- статора с магнитными полюсами;
- якоря с коллекторами и обмоткой.
При вращении якоря в магнитном поле, создаваемом полюсами статора, обмотки вырабатывают переменный ток, преобразуемый коллекторами в постоянный.
Якорь приводится в движение электродвигателем, расположенном с ним на одном валу. Оборудование носит название сварочного преобразователя. Установки для сварочных работ оснащаются двигателями внутреннего сгорания, служащими для запуска вращающего устройства. Они отличаются возможностью сваривать заготовки, не прибегая к использованию внешних источников электроэнергии.
Рекомендуем статьи по металлообработке
Источником питания оборудования для сварочных работ является выпрямитель, включающий в себя регулирующее устройство, блок выпрямителей и трансформатор. Он обеспечивает электрическую дугу постоянным током, проходящим через первичную обмотку и блок кремниевых или селеновых выпрямителей. Для получения падающей внешней характеристики аппаратура для сварки оснащается дополнительным дросселем. При производстве стандартных выпрямителей используется трехфазная схема, преимуществами которой является большое число пульсаций напряжения, позволяющее равномерно распределить нагрузку в цепи.
За счет трансформаторов обеспечивается устойчивость электрической дуги. Следовательно, эта часть оборудования для сварочных работ должна соответствовать определенным параметрам. Стандартно такой величиной является падающая характеристика, поскольку многие трансформаторы используются для аргонодуговой сварки или обработки под флюсом.
Частота промышленного переменного тока в России соответствует 50 Гц. Задача трансформатора заключается в преобразовании высокого напряжения в более низкое – до уровня, который требуется для выполнения сварочных работ. Значение вторичного показателя напряжения с учетом холостого хода составляет 60–75 В, сила малого тока варьируется в пределах от 65 до 100 А. Стабильная электрическая дуга получается при напряжении 75–80 В.
Оборудование для газосварки
Для обеспечения эффективной защиты от огня трубы, генератора ацетилена и других элементов используется водяной затвор в виде обратной тяги из газовой горелки. Важно поддерживать определенный уровень воды в затворе. Располагается этот элемент оборудования для сварочных работ между горелкой и ацетиленовой трубой.

Цвет баллонов зависит от наполняющего их газа. Однако верхняя часть любого сосуда остается не окрашенной. Это необходимо для того, чтобы краска не вступила в контакт с газом. Другой технический нюанс заключается в запрете установки медных вентилей на баллоны с ацетиленом, поскольку существует риск взрыва в результате взаимодействия ацетилена и меди.
Полностью лишенный запаха и цвета О2 выступает в качестве катализатора, запуская процесс плавления при сварке. Кислород хранят и транспортируют в баллонах, давление в которых является постоянным.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Соблюдение правил безопасности при работе с кислородными баллонами является обязательным, поскольку вероятность возгорания возникает, например, при контакте газа с техническим маслом.
Запрещено присутствие источников тепла или прямого солнечного света в помещениях для хранения газовых баллонов.
Для получения кислорода для сварочных работ используется специальное оборудование, преобразующее атмосферный воздух.
В зависимости от чистоты существует три сорта кислорода:
- высший – концентрация газа составляет 99,5 %;
- первый – 99,2 %;
- второй – 98,5 %.
Вторым по распространенности газом является ацетилен, его применяют для сварочных работ, а также для резки металлов. Этот газ без цвета и запаха взрывается при нагревании или повышении давления. Для его производства используются карбид кальция и вода.
Несмотря на более высокую стоимость, он обладает определенными преимуществами, что обуславливает его востребованность при сварочных работах. Ацетилен обладает более высокой температурой горения по сравнению с дешевым метаном, пропаном или парами керосина.
Сварочный шов формируется из флюса и присадочной проволоки. Последняя не должна иметь механических загрязнений, коррозии. Металлическая нить может в определенных случаях заменяться полоской металла, аналогичного тому, из которого выполнена свариваемая заготовка.
Флюсы защищают сварную ванну от негативного воздействия внешней среды. Флюсовые смеси состоят из буры и борной кислоты, наносимых либо непосредственно на обрабатываемые детали, либо на присадочную проволоку.
Обойтись без флюса можно только при работе с углеродистыми сталями. Сваривать медь, алюминий и их сплавы без этого вещества невозможно.
Шланги в оборудовании для сварочных работ используются для подачи газов и горячих жидкостей. Поскольку они функционируют под давлением, то должны отвечать определенным техническим требованиям.
Выпускается три разновидности шлангов:
- с красной полосой – выдерживает давление до 6 атмосфер;
- с желтой полосой – предназначен для горючих веществ;
- с синей полосой – выдерживает давление до 20 атмосфер.
- Газовые горелки.
Для смешивания газов и паров горючих жидкостей используется смеситель горелки. Производители предлагают множество горелок, различающихся в зависимости от мощности, наличия инжектора и т. п.
Требуется в сварочном оборудовании с высоким давлением газа.
Этот элемент необходим для снижения давления газа, выходящего из баллона. Редукторы могут быть прямого и обратного действия. Работа с сжиженными газами требует использования современных моделей с серебрением. Такое оборудование не допускает замерзания газа на выходе из баллона.
Так называется специальный рабочий стол для сварки. Оптимальным является пост с поворотной и фиксируемой столешницей. Также рабочее место должно оснащаться системой вытяжной вентиляции и местом для складирования и хранения оборудования и инструментов для сварочных работ.
Используемое оборудование для плазменной сварки
Оборудование для сварочных работ (для плазменной обработки) состоит из следующих элементов:
- горелки (плазматрона);
- источника питания (инвертора);
- баллона с плазмообразующим газом;
- баллона с защитным газом;
- системы водяного охлаждения;
- кабель-пакета.
Сварочная горелка является сложным устройством, состоящим из электродов, трубопроводов для подачи газов и охлаждающей жидкости, электрического кабеля для подачи питания к электроду.

На конструкцию горелки влияет мощность сварочного оборудования. Маломощные аппараты оснащаются горелками с выдвижным катодом, который за счет кнопки управления замыкается на анод-сопло и возбуждает дугу.
Ручная плазменная сварка выполняется при помощи горелки в форме пистолета, которую удобно держать в руках. Плазменно-водяная сварка осуществляется приспособлением для горения в форме пистолета, имеющего также разрядную камеру и парообразующее устройство.
Более мощное оборудование для сварочных работ оснащается горелками с неподвижным катодом. Оно состоит из:
- катода;
- полости для рабочего газа;
- полости для защитного газа;
- анода (с полостью для охлаждения);
- корпуса.
В горелках для мощного сварочного оборудования отсутствуют ручки, так как они крепятся непосредственно к манипуляторам или станкам.
Источником питания в оборудовании выступают инверторы, практически полностью вытеснившие трансформаторные источники энергии. Благодаря современным импульсным преобразователям на IGBT-транзисторах обеспечивается стабильный рабочий ток, регулируемый для работы оборудования на различных режимах.
Плазма образуется за счет воздуха, кислорода, аргона и азота.
Для создания защитной газовой среды используются инертные газы (сварочную ванную защищают азотом, аргоном, парами спирта или ацетона).
Сварочный аппарат и горелку соединяют кабель-пакетом, который состоит из:
- шлангов для подачи рабочего и защитного газов;
- шлангов для подачи и отвода водяного охлаждения;
- провода подачи основного тока;
- провода запуска электрической дуги;
- цепи системы управления.
В бытовых сварочных аппаратах к горелке подключены только провода подачи тока, соответственно в таком оборудовании речь идет об обычном кабеле электропитания.
Необходимое оборудование для лазерной сварки металла
Оборудование для лазерной сварки имеет разные габариты и мощность, но все оно функционирует на твердом или газообразном рабочем теле. Разница заключается в способе возникновения светового излучения. Обработка металлов на любом из типов станков выполняется одинаково.

Аппараты применяются в режиме непрерывного излучения. Для них характерны более высокие рабочие частоты, а также ограниченный КПД и мощность. Твердотельное оборудование используется при работе с малогабаритными и тонкостенными изделиями.
При необходимости сваривания более толстых заготовок требуется оборудование с газообразным рабочим телом. Возбуждение излучения в газовой среде происходит за счет электрического разряда. Такая аппаратура подходит для работы с заготовками толщиной до 20 мм. При данной технологии увеличивается мощность луча, а также повышается КПД. Оборудование для сварочных работ имеет сложное устройство с хрупкой стеклянной колбой.
Детали сложной конфигурации и толстые листовые металлы обрабатывают гибридными сварочными установками. Они имеют, помимо лазерной головки, горелку электродугового полуавтомата.
Присадочным материалом является проволока, заполняющая сварочный зазор и формирующая сварочный шов.
Требования к использованию сварочного оборудования
Требования к работе сварочного оборудования для электронно-лучевой сварки закреплены в «Правилах по эксплуатации высоковольтных электроустановок». Минимизировать риски получения производственных травм можно, укомплектовав рабочее место оператора-сварщика подъемно-транспортными механизмами (тельфером, тележкой и т. д.), а также надежно зафиксировав баллоны со сжатым и сжиженным газом.
Наибольшую опасность при газовой сварке представляет взрыв ацетилено-воздушной смеси в случае неправильной эксплуатации ацетиленовых генераторов, карбида кальция и горелок при обратном ударе пламени. Существует вероятность возгорания клапанов кислородных редукторов при попадании на них следов масел или резкого открывания вентиля газового баллона. Наиболее опасным является взрыв кислородного баллона, который находится под высоким давлением.
При неосторожном обращении с пламенем горелки возможно получение ожога мастером или возникновение пожара в помещении. Газовая сварка и резка металлов представляют опасность для зрения, видимые лучи отрицательно воздействуют на сетчатую и сосудистую оболочку глаз, невидимые инфракрасные лучи – на роговицу и хрусталик глаза.
Заниматься сварочными работами сварщики могут только после сдачи технического минимума по правилам техники безопасности.
Сварочные работы запрещено выполнять вблизи огнеопасных и легковоспламеняющихся материалов, включая бензин, керосин, паклю, стружки и т. п.
Если сварка выполняется на постоянной основе, то для работы требуется оборудовать помещение исходя из минимально необходимой для одного поста площади – 4 м 2 и прохода между рабочими местами – минимум 80 см. В помещении должна быть обеспечена хорошая вентиляция.
Работа со сварочным оборудованием, включая ручную и механизированную кислородную резку, сварку и другие виды газопламенной обработки требует использования газосварщиками и газорезчиками защитных очков закрытого типа со стеклами Г-1, Г-2 и Г-3. Плотность их стеклянных светофильтров должна соответствовать требованиям ГОСТ 9497-60 при расходе ацетилена до 750 дм3/ч – ГС-12. Вспомогательный персонал, работающий со сварщиками или резчиками должен обеспечиваться защитными очками со стеклами В-1, В-2 и В-3 в соответствии с требованиями ГОСТ 9497-60.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: