Оборудование для полимерной окраски металла
Обновлено: 18.05.2024
Мы конструируем и производим линии порошковой окраски, а также осуществляем их доставку, монтаж, гарантийное и последующее обслуживание.
Цех порошковой окраски включает в себя:
- печи и камеры полимеризации порошковой краски (тупиковые и проходного типа)
- универсальные или однопостовые камеры напыления, либо закрытого типа
- системы очистки воздуха и рекуперации порошковой краски
- транспортные системы для подачи изделий по участку(нижняя и верхняя).
Цена: по запросу
Ниже представлено оборудование, входящее в линию порошковой окраски, необходимое для создания полного технологического цикла в цеху порошковой покраски.
Различаются принципу работы, конструкции, методом подвода высокого напряжения. Могут быть стационарными и ручными, способ зарядки краски может быть электростатическим или трибостатическим, подача порошка может осуществляться прямо из коробки с порошковой краской или из бункера.

Защищают помещения цеха от зоны распыления порошковой краски
В соответствии с ГОСТ 9.410-88 «Покрытия порошковые полимерные», камеры порошковой покраски должны быть :
- оборудованы вытяжными воздуховодами с пламеотсекателями с присоединением к удаляющим устройствам принудительной вытяжной вентиляции
- обеспечены форсунками автоматической общецеховой системы пожаротушения и датчиками .
Камеры могут быть з акрытыми и открытыми, проходного и тупикового типа.

Предназначены для формирования полимерного порошковыми красками, температура плавления которых не выше 250 градусов Цельсия.
При этом важно, чтобы максимальный отрезок перепада температур в печи (в ее верхней и нижней части) не превышал 10 градусов, данное условие достигается за счет постоянной циркуляции воздуха в камере.

Перемещают окрашиваемые детали по позициям линии порошковой окраски.
Типы: верхняя, нижняя транспортная. Бывают ручными и автоматическими.
Дополнительное оборудование
Производит очистку и осушку воздуха,также позволяет подготавливать поверхности изделий и порошковую краску к производству, и производить уборку помещений.
Сюда входит: оборудование для подготовки поверхности, система очистки воздуха, компрессоры.
Определяющим фактором при подборе оборудования являются габаритные размеры деталей подлежащих окраске и программа их выпуска.
На сегодняшний день у компании «Антанта» имеется большой штат специалистов и инженеров в области порошковой окраски, которые ежегодно проходят стажировку в Финляндии. Собственная производственная и технологическая база позволяет изготавливать оборудование любой комплектации и сложности.
Линии для порошковой окраски «Антанта» позволяет получить низкую себестоимость покрытия порошковой окраски за квадратный метр окрашиваемой поверхности Ваших изделий.
Линии и комплексы порошковой окраски
Линии порошковой окраски нашего производства обладают рядом преимуществ.Мы изготавливаем линии по индивидуальным проектам с учетом потребностей заказчика, размеров помещений и производственной программы.
Линия окраски нашего производства окупится за несколько месяцев, в зависимости от загруженности и производственной программы.
Специалисты нашей компании предоставят необходимые рекомендации по использованию порошковых красок, и подберут вам лучшие предложения из огромного разнообразия на рынке красок.
На оборудовании для порошкового окрашивания «Антанта» могут использоваться как импортные, так и отечественные порошковые краски.
Лизинг оборудования для порошковой покраски
В нашей компании Вы можете приобрести окрасочную линию в лизинг. Мы работаем с большинством лизинговых компаний и зарекомендовали себя как надежный поставщик. Условия по лизингу обычно зависят от параметров компании Заказчика – продолжительность работы, обороты, баланс и другие экономические параметры деятельности. Для обращения в лизинговую компанию Вам необходимо предоставить наше коммерческое предложение на оборудование и пакет документов по Вашей компании, далее в течение 2-3 дней Вам предоставят предложение с условиями лизинга.
Для более подробной консультации звоните нашим специалистам по бесплатному номеру 8 800 551 20 44.

Порошковое окрашивание представляет собой способ нанесения пигментного полимерного покрытия на металлические изделия. Технологический процесс такого окрашивания включает ряд различных процедур: от предварительной подготовки изделий к нанесению краски до полимеризации напыления для придания материалу прочности. С целью автоматизации или роботизации процесса окрашивания заготовок могут быть сформированы производственные линии или приобретены специальные комплексы порошковой окраски.
Элементы линии порошковой окраски
Базовые элементы производственной линии окрашивания включают оборудование для подготовки изделий к окрашиванию, установки напыления краски (включая краскопульты и аппараты для подачи порошка), печи для её полимеризации, соединенные транспортной системой. По мере необходимости возможно включение другого оборудования в производственную линию.
В качестве оборудования для подготовки к окрашиванию выступают агрегаты химической подготовки, струйно-абразивные или дробеструйные системы. Данные установки предназначены для удаления с поверхности заготовок масляно-жировых загрязнений, частиц коррозии, пыли и пр.
После того, как заготовка была обработана и обезжирена, она помещается в печь для сушки, где под воздействием повышенной температуры с поверхности изделия удаляются остатки влаги перед нанесением порошковой краски. Камеры для предварительной просушки могут быть разного типа и выбираются исходя из размеров изделий, подлежащих окрашиванию, предпочтений заказчиков. Среди наиболее популярного оборудования: печи колокольного и тупикового типов, системы с воздушными завесами.
Центральной частью комплексов для окрашивания являются камеры нанесения порошковой краски. В закрытом пространстве осуществляется процесс напыления пигмента электростатическим способом. Окрашивание деталей может проводиться автоматическими установками или вручную специалистом.
По завершению напыления краски на заготовку, она отправляется в печь полимеризации, где происходит расплавление полимерного порошка для равномерного покрытия изделия. Воздух камеры, в которую помещается изделие, начинает равномерно нагреваться до температуры 160-240 градусов. Длительность полимеризации и температурный режим выставляются в соответствии с требованиями, указанными производителем краски. В зависимости от типа топлива, нагрев может быть электрическим, газовым или дизельным. Газовые печи полимеризации являются наиболее экономными в разрезе расходуемой энергии, однако их установка требует наличие газа на производстве, проведенного согласно всем требованиям и нормам.
Транспортная система служит для формирования связи между элементами производства - соединение пути заготовки в единую цепочку от одного этапа до другого. Автоматизированная транспортная линия снижает временные затраты на перемещение деталей и ускоряет производственный цикл, что, в свою очередь, уменьшает простои оборудования и экономит средства на обеспечение его функционирования. Транспортные системы могут быть сформированы на любом производстве, предполагающем возможность автоматической подачи и перемещения деталей: например, в машиностроительной сфере, станкостроительной, химической и металлургической отраслях. При этом, внедрение линии транспортировки заготовок позволяет высвободить свободные площади в производственном цехе, повысить безопасность труда и исключить ошибки при транспортировке деталей. Параметры транспортной системы зависят от габаритов заготовок, требуемой скорости движения и возможности её регулировки, графика работы производства, системы управления и т.д.
Направляющие транспортной системы могут быть верхнего или нижнего типа, а также совмещенными.
«Мозгом» комплекса порошкового окрашивания является пульт управления. Для реализации простого управления системой напыления порошковой краски пульт может быть оснащен интеллектуальной системой управления, иметь дисплей и русскоязычное меню. С помощью сенсорного дисплея можно устанавливать настройки системы, указывать параметры рабочего цикла, определять скорость движения заготовок.
Интеллектуальная система управления позволяет контролировать окрашивание на каждом этапе благодаря отражению на дисплее актуальной стадии процесса. Например: полимеризация, 150 градусов, 6 минут. Кроме этого система может быть оснащена световой и/или звуковой сигнализацией.
Грамотно сформированная линия порошкового окрашивания позволяет обеспечить эффективность функционирования производства и снизить затраты на эксплуатацию оборудования.
Виды линий порошковой окраски
Конфигурация производственных комплексов может быть различна и зависит от возможности формирования на производстве транспортной системы, номенклатуры изделий, подлежащих окрашиванию, размеров цеха и т.д.:
Линейные линии - оборудование для порошкового окрашивания устанавливается вдоль одной оси.
Кольцевые линии - транспортные тележки двигаются по кругу, что обеспечивает высокую производительность в процессе окрашивания.
Г-образные линии - расположение предусматривает наличие поворотной балки.
Полукольцевые линии - оборудование и технологические камеры расположены полукругом.
Цикл окрашивания
В качестве примера следует рассмотреть цикл окрашивания на полукольцевой транспортной линии напыления порошковой краски:
- первым шагом происходит загрузка заготовок в транспортную систему. Изделия могут загружаться вручную, поступать на линию с предыдущего производственного процесса или со складского помещения;
- на втором шаге происходит запуск процессе предварительной обработки изделия;
- после этого чистая обезжиренная заготовка поступает в камеру напыления, где и происходит окрашивание детали с одной, двух (иногда и более) сторон;
- четвёртым шагом является перемещение заготовки в печь полимеризации;
- параллельно перемещению заготовки в полимеризационную камеру происходит запуск следующего изделия на подготовительный этап.
В мелко- и среднесерийном производстве комплексы порошковой окраски базируются на ручном или полуавтоматическом управлении, в крупносерийном - на автоматической системе. В зависимости от потребностей производства, могут быть использованы стандартные комплексы порошковой окраски или индивидуально спроектированные линии.
Использование линий и комплексов порошковой окраски имеет ряд преимуществ:
- наличие системы рекуперации в комплексе порошкового окрашивания снижает количество отходов красящего вещества до 1%: остатки краски могут повторно использоваться после очистки;
- высокий уровень автоматизации системы облегчает процедуру обучения сотрудников;
- изделия и заготовки окрашенные методом напыления порошковой краски с последующей полимеризацией покрытия не требуют особого ухода;
- экономия времени за счет подачи и перемещения заготовок по связанной в единую систему транспортной линии. Процесс полимеризации краски обычно занимает 10-15 минут, что существенно меньше чем просушка окрашенного покрытия другими способами. Общая длительность окрашивания порошковой краской с этапом подготовки - примерно 30 минут;
- метод порошкового окрашивания является экологичным, а использование современного оборудования дает возможность минимизировать выбросы вредных веществ в окружающую среду.
Осуществления окрашивания в производстве с использованием линий и комплексов для порошкового напыления является простым, высокоэффективным и рентабельным способом покрытия изделий, кроме того, это повышает прочность деталей.
Автоматическая линия порошковой окраски
Компанией «Антанта» смонтировано уже более 15 конвейерных автоматических линий порошковой окраски. В данном разделе мы рассмотрим: из какого оборудования состоят автоматические линии, в каких случаях они необходимы, какова их цена и что необходимо учитывать при их выборе.
Автоматическая линия порошковой покраски включает оборудование:
1.1 Камеры струйной подготовки поверхности.
1.2 Камера сушки
2.1 Камера напыления порошковой краски.
2.2 Манипуляторы с установками распыления порошковой краски.
2.3 Печь полимеризации.

1. Участок подготовки поверхности.
1.1. Камера струйной подготовки поверхности.
Узнать цену

В автоматических линиях порошковой покраски в большинстве случаев для подготовки поверхности используются камеры струйного облива.
Струйная подготовка поверхности является наиболее универсальным и эффективным методом подготовки изделий перед порошковой окраской. Это обусловлено рядом факторов:
- высокой производительностью данного метода,
- возможностью обработки мелких и крупных деталей,
- использованием в ручных и автоматических участках порошковой окраски.
Струйная подготовка поверхности состоит из нескольких этапов: обезжиривание, аморфное фосфатирование, промывка технической водой, промывка деминерализованной водой.
При струйной очистке, на изделие, находящиеся в специальном туннельном агрегате, через форсунки под давлением подается жидкость, соответствующая стадии очистки. Стекая в поддон камеры, далее жидкость проходит через фильтр очистки от грубых примесей и попадает в свой накопительный бак.
Каждая жидкость имеет свой контур циркуляции и подачи через форсунки. Переключение контуров циркуляции и клапанов, переключающих контур стока, происходит в автоматическом режиме.
С использованием выше указанных методов возможно создание практически бессточных технологий. При этом в качестве отходов будет накапливаться только различный шлам.

Необходимость применения деминерализованной воды, в качестве последнего этапа струйной очистки, определяется качеством технической воды в месте установки участка порошковой окраски. Т.е. если техническая вода соответствует параметрам для промывки, то деминерализационная установка не требуется.
Совмещение стадий фосфатирования и обезжиривания в одной камере.
В тех случаях, когда поверхность металла не имеет серьезных загрязнений, таких как конверсионные масла и графитовая смазка, стадию аморфного фосфатирования можно совмещать со стадией обезжиривания в одной камере подготовки поверхности, что позволяет экономить производственные площади и сокращает расходы на автоматизированную линию порошковой окраски.
Промывку технической и деминерализованной водой можно так же совмещать в одной струйной камере. Но, при этом, фосфатирование и промывку водой мы не рекомендуем совмещать, т.к. даже при разделении контуров подачи и распыления фосфатных жидкостей и промывочной воды, все равно часть химикатов со стенок камеры и изделий попадает в промывочную воду, ухудшая качество промывки, и наоборот, вода попадает в фосфатную жидкость, уменьшая ее концентрацию. И вода и фосфаты рециркулируют по кругу.

1.2. Камера сушки.
После очистки поверхности хим-растворами и промывки водой необходимо высушить изделия для последующего нанесения порошковой краски. Для этого предназначена камера сушки.
В качестве энергоносителя может выступать как электроэнергия, так и газ. Метод нагрева — конвективный. Камера сушки снабжена циркуляционным электрокалорифером и имеет вытяжную вентиляцию. Интенсивная циркуляция горячего воздуха обеспечивает быстрый нагрев и сушку изделий.
Изделие, выходящее из камеры сушки, должно быть полностью сухим, так как от этого напрямую зависит качество и однородность получаемого покрытия.
2. Участок порошковой покраски.
Узнать цену
2.1. Камера напыления порошковой краски конвейерного типа.

Камера напыления в автоматизированной линии предназначена для оптимизации нанесения порошковой композиции на изделие.
Основные функции камеры напыления:
- Очистка воздуха от порошковой смеси, не осевшей на изделии. При правильно сделанной камере напыления, порошковая краска не вылетает за пределы объема камеры, тем самым не загрязняя помещение и воздух.
- Сбор или рекуперация порошковой краски. Уловленная порошковая краска, после сброса с фильтров, собирается в отдельном бункере, после чего может быть использована по новой.
Составные части камеры напыления:
- Сборная, закрытая панелями, конструкция с двумя отсеками для загрузки и выгрузки изделий и двумя окнами для напыления порошковой краски, расположенными с противоположных сторон.
- Блок мультициклонов (устанавливается в зависимости от конструкции).
- Блок картриджных фильтров с фильтром тонкой очистки.
Конструкция камеры напыления.

Камера напыления представляет собой сборную конструкцию из отбортованных панелей, что позволяет при необходимости легко ее демонтировать и вновь монтировать. Стыковка панелей выполнена таким образом, что отбортованные стороны остаются снаружи, поэтому внутренние стенки камеры покрытия не имеют выступов, что позволяет легко её очистить при смене цвета краски.
С целью эффективной работы фильтров и обеспечения постоянной воздушной тяги в камере напыления осуществляется очистка этих фильтров пневмоударом, с задаваемой на пульте управления периодичностью. Фильтры тонкой очистки, расположенные в верхней части блока фильтров, задерживают частицы, проходящие через первичный фильтр (размеры этих частиц – менее 10 микрон).
Очищенный от всех частиц воздух выбрасывается в помещение, что, во-первых, исключает необходимость монтажа вентиляционной системы, во-вторых, предотвращает выброс теплого воздуха из помещения.
Для обеспечения эффективной очистки увлекаемого из камеры напыления воздуха с частицами не осевшей на изделия порошковой краски и с одновременным обеспечением необходимой воздушной тяги, предотвращающей распространение порошковой краски вне камеры, мы устанавливаем мультициклон и блок картриджных фильтров.
Блок картриджных фильтров имеет систему очистки пневмоударом в ручном и/или автоматическом режимах с установкой периода очистки. Каждый из импортных фильтров имеет 11 м2 эффективной площади. Количество устанавливаемых фильтров, количество циклонов в мультициклоне и тип вентилятора рассчитываются исходя из параметров камеры напыления.

2.2. Манипуляторы с установками распыления порошковой краски.
Нанесение порошковой краски на изделие осуществляется через окна камеры напыления, при помощи распылительных установок, ручным или автоматическим способом.
В зависимости от конструкции конвейерной линии применяется или ручное напыление порошковой краски с участием маляра или автоматическое нанесение при помощи специальных манипуляторов (станций) или стендов с закрепленными на них распылителями.
Манипуляторы (станции) чаще всего используются при окраске высоких изделий. В данном случае станция осуществляет плавное перемещение распылителей вверх-вниз в диапазоне высоты изделия. Скорость перемещения и разгона задаются с пульта управления.
Установки напыления с распылителями подбираются в зависимости от способа напыления (ручной или автоматическая станция). Для подбора оптимального оборудования, мы сотрудничаем с несколькими производителями распылительных установок: Gema (Швейцария), Eleсtron (Турция), Tesla (Корея).
2.3. Печь полимеризации конвейерного типа.

Предназначена для реализации техпроцесса отверждения (полимеризации) покрытий. В качестве энергоносителя может использовать электроэнергия или природный газ. Метод нагрева — конвективный.
Основные показатели качества печи полимеризации:
- Равномерный прогрев всего внутреннего объема печи с разницей не более +/- 5С. о
- Оптимальная скорость конвекции, при которой порошковая краска не сдувается с изделий.
- Время нагрева пустой цикличной печи не более 30 минут до 180 С. о
- Температура внешних стенок печи не более 50С о .
Тип конструкции конвейерной печи полимеризации зависит от выбранной схемы конвейера, размера изделий и размера помещения выделенного под линию порошковой окраски.
Печь полимеризации имеет разборную конструкцию. Все элементы камеры полимеризации могут быть транспортированы к месту монтажа через стандартные проемы дверей.
Камера полимеризации состоит из теплоизолирующих панелей, обеспечивающих температуру внешней стороны печи не выше 40 Со, при поддержании температуры внутри печи 200 Со. Печь снабжена циркуляционным электрокалорифером и имеет вытяжную вентиляцию.
Отдельно отметим надежность и долговечность изготавливаемых нами термокамер (камеры сушки и полимеризации), число установленных нами термокамер достигло почти 500 штук, некоторые из них эксплуатируются уже более 10 лет. Эти обстоятельства позволяют нам устанавливать на термокамеры гарантийный срок ДВА года. Например, в соответствии с требованием Заказчика (Зеленодольский завод пластиковых труб) изготовленная нами термокамера непрерывно и безостановочно работала в течение 14 месяцев, а такую гарантию на непрерывную работу не давал ни один из наших конкурентов.
3. Автоматическая транспортная система конвейерного типа.
Транспортная система в линии порошковой покраски предназначена для размещения и перемещения изделий по стадиям техпроцесса нанесения порошковых покрытий. В конвейерной линии порошковой окраски в первую очередь от транспортной системы зависит производительность всего участка. При подборе конвейерной транспортной системы основными параметрами являются — скорость движения и грузоподъемность конвейера.

4. Как подобрать автоматическую линию порошковой окраски?
Потребность в автоматической линии порошковой покраски возникает, когда на предприятии организовано крупное серийное производство одинаковых деталей, нуждающихся в порошковой покраске. Автоматическая линия всегда разрабатывается индивидуально под определенные размеры и форму деталей, с небольшими отклонениями по размерам «от-до».
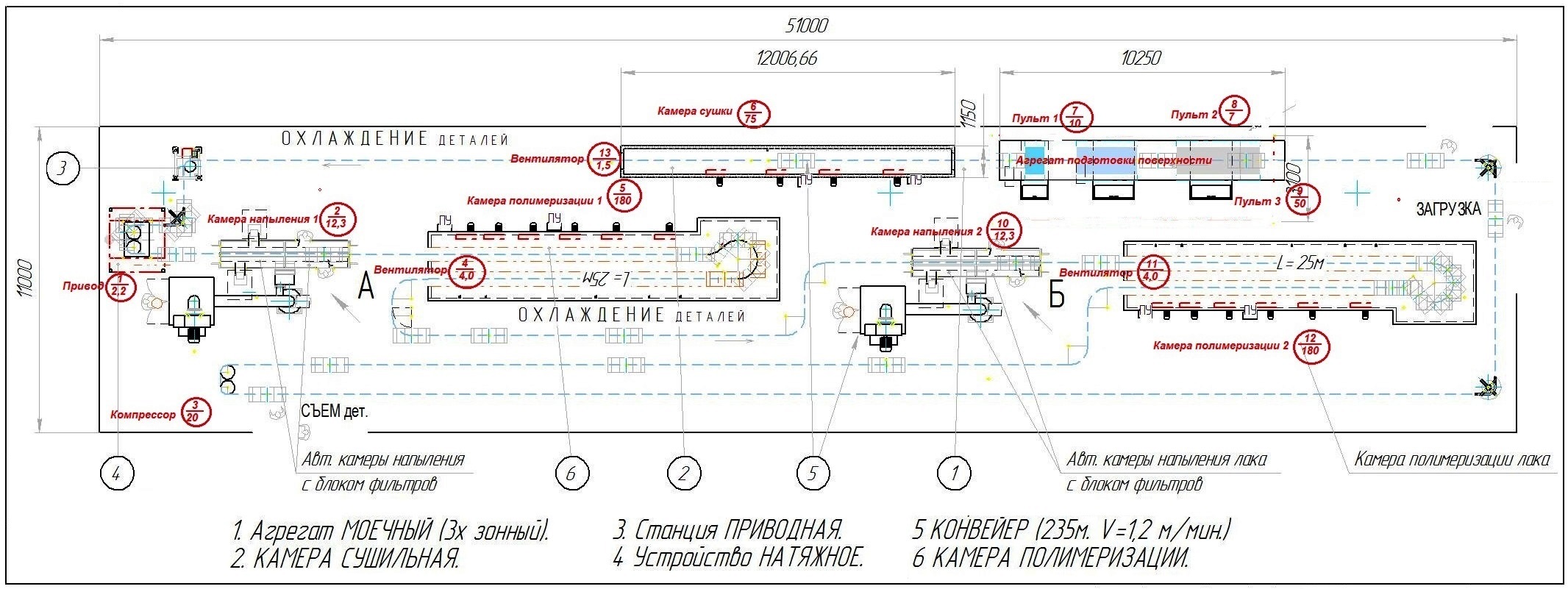
Процесс проектирования и расценки автоматической конвейерной линии порошковой окраски происходит индивидуально по каждому заказу и требует большого опыта в данной сфере. Ниже представлена спроектированная планировка конвейерного участка порошковой покраски.
Компания «Антанта» запустила свою первую автоматическую линию в 2011 годуС тех пор спроектировано, произведено и смонтировано более 15 конвейерных линий порошковой окраски. Производство автоматической линии занимаетот 3 до 6 месяцев. Цена варьируется от 8 до 25 млн. рублей. При этом, производством ручных линий порошковой покраски мы занимаемся с 2005 года.
Техническое задание на расчет цены.
Узнать цену
Для выбора вариации автоматической порошковой линии и получения сметного расчета стоимости просим Вас заполнить техническое задание. Расчеты занимают ориентировочно 5-7 дней, после чего мы направим Вам подробное коммерческое предложение на оборудование с планировкой размещения в Вашем помещении.
Печь полимеризации порошковой краски
Печь полимеризации является элементом линии порошковой окраски и выполняет функцию нагрева и запекания порошка на детали для формирования качественного покрытия.
Принцип работы заключается в нагревании воздуха во внутреннем объеме камеры и его рециркуляции через нагревательные элементы. Правильная скорость рециркуляции позволяет поддерживать одинаковую температуру во всем объеме камеры (+/-5 С) и, в то же время, не сдувать еще не запёкшийся порошок с деталей.
Цена печей для порошковой покраски зависит в большей степени от их размеров и источника энергопотребления. Наиболее востребованы для покупки камеры на электричестве длиной 3 и 6 м.
Печи полимеризации делятся по источнику потребляемой энергии:
- Электрические — наиболее распространенные. Нагрев происходит при помощи тэнов. Тены имеют увеличенную площадь теплоотдачи за счет оребрения.
- Газовые — экономичные, но дорогие. Менее востребованы, т.к. для их эксплуатации в производственное помещение должен быть проведен газ. Их цена примерно в 2 раза выше.

Цена от 195 000 руб.

Цена от 889 000 руб.
В зависимости от вида участка, камеры сушки могут быть оснащены одним из следующих видов транспортной системы:
- с верхней загрузкой — используются в линиях с верхней транспортной системой.
- с нижней загрузкой — используются в линиях с нижней и комбинированной транспортной системой.
- печи порошковой окраски конвейерного (туннельного) типа с верхним монорельсом.

Печь полимеризации с нижней транспортной системой

Печь полимеризации с верхней транспортной системой
Цена от 220 000 руб.

Конвеерная печь полимеризации
Цена от 255 000 руб.
Виды печей полимеризации по расположению дверей:
- Тупиковые печи — двери расположены только с одной стороны.
- Проходные – двери с двух сторон
- Двухсекционные проходные — внутренний объем делится на две секции при помощи встроенных дверей. Данный вариант является более экономичным, т.к. позволяет использовать только одну секцию, в случае необходимости покраски небольшого количества деталей.
Тупиковая печь для порошковой покраски

Проходная печь для полимерной покраски
Цена от 205 000 руб.

Проходная двухсекционная печь полимеризации
Размеры печей для порошковой покраски
Компания Антанта производит сушильные камеры размером от мини 1х1х1 до макси 12х2,5х3 м (ДхШхВ) для покраски крупногабаритных изделий. Мини камеры используются для окраски автодисков, метизов, мебельной фурнитуры и других мелких деталей.
Расчет полимерно-порошковой печи – её размеров и мощности, производится специалистами компании «Антанта» на основе заполненного технического задания, полученного от Заказчика. Основными данными для расчета являются размеры и количество окрашиваемых изделий.
Печь для полимерной покраски состоит из следующих основных элементов:
- Термошкаф, собранный из термостойких теплоизоляционных панелей.
- Теплогенератор, в котором установлены тены или газовая горелка с теплообменниками и вентилятор рециркуляции воздуха.
- Шкаф управления.
- Вентиляции дымоудаления для вытяжки вредных газов.
- Элементы транспортной системы.
Алгоритм работы печи полимеризации
Нагреваемая камера оснащена терминалом управления, обеспечивающим автоматический режим работы от запуска до окончания процесса полимеризации.
Цикл запекания краски состоит из следующих этапов:
- Нагрев внутреннего объема до температуры запекания порошковой краски (указывается на коробке от порошковой краски).
- Поддержание заданной температуры с дельтой +/-5 С в течении 10-20 мин (указывается на коробке от краски). Реальная температура отображается на панели контроллера.
- Отключение нагрева и включение вентилятора вытяжки на 5 мин. Вентиляция печи сушки порошковой краски необходима для отсоса горячего воздуха и вредных газов, образовавшихся в процессе полимеризации.
- Сигнал завершения цикла.
Только соблюдая все технологические интервалы работы можно добиться стойкого и красивого полимерного покрытия. Управление печью для полимерки возможно также и в ручном режиме.
В документацию по оборудованию входит принципиальная схема печи полимеризации, отражающая работу электрооборудования.
Потребляемая мощность зависит напрямую от ее внутреннего объема. К примеру, стандартная печка 3000х1600х1800 мм объемом 8,64 куба потребляет около 40 кВт. При подборе оборудования для Заказчика, мощность рассчитывается сразу и указывается в предложении.
Все печи порошковой окраски производятся по индивидуальному заказу на основании технического задания Заказчика. Размеры оборудования рассчитываются специалистами компании “Антанта” исходя из изделий Заказчика и их производственной программы.
Получить подробную консультацию и купить печь для порошковой покраски можно обратившись к нашим менеджерам. Расчет стоимости производится также по индивидуальным параметрам для каждого Заказчика.
Читайте также: