Оборудование для вальцовки листового металла
Обновлено: 04.10.2024
В каталоге представлены вальцы для гибки и прокатки листового металла, которые можно купить за наличный и безналичный расчет, в кредит и лизинг, а также заказать доставку по России и СНГ.
Вальцовка листового металла (станок для которой может иметь ручной или машинный привод) – распространённая операция холодной штамповки. Вальцы для листового металла в любом исполнении – будь то вертикальный листогибочный пресс или обычный вальцовочный станок – всегда включит в свой станочный парк любая компания, основное производство которой составляют машины для пластического деформирования листового металла, а технологический процесс включает разные виды гибочных оперций.
Последовательность вальцовки
Вальцовочный станок для листового металла деформирует заготовку путём загибания плоской кромки в незамкнутое кольцо, причём синхронно с обеих сторон листа. С этой целью вальцы для металла снабжаются 3…4 валками, один из которых должен быть приводным. Вальцовочная машина для тонколистового металла часто оснащается ручным приводом вращения валка, в остальных случаях (вальцы 3 мм, вальцы 4 мм и более) используется электродвигатель. Некоторые конструкции вальцов для листового металла оснащаются приспособлениями для автоматической заправки заготовки.
Россия имеет богатый опыт проектирования и изготовления подобного оборудования, поэтому отечественные вальцы по металлу для гибки гладких листов и полосы в своих эксплуатационных характеристиках не уступают лучшим мировым образцам и тем более китайским.
Все исполнения вальцов для листового металла неметаллоёмки. Любой валковый способ гибки относится к операциям, не требующим значительных затрат энергии, поскольку деформация происходит не усилием, а изгибающим моментом.
Устройство
Станок для вальцовки листового металла включает в себя:
Приводной двигатель с возможностью реверса (либо рукоятку, если вальцовочное оборудование оснащено ручным приводом).
Клиноременную передачу или многоступенчатый редуктор.
Приводной вал, в подшипниках которого размещён цилиндрический приводной валок.
Оси с неприводными валками, каждый из которых может иметь различный диаметр.
Купить вальцовочный станок с ручным приводом не только выгоднее, но и безопаснее, особенно, если работа предполагается в условиях мелкосерийного или единичного производства. Кроме того, монтаж таких вальцов для листового металла может быть предусмотрен в любом месте с достаточной площадью.
Как выбрать
Для того, чтобы купить вальцы для листового металла должны быть известны:
желаемый диапазон радиусов гибки;
форма и размеры листа в плане;
производительность, которую может обеспечить обработка.
Предназначать станок для работы в составе линии можно, оснастив его приспособлениями для автоматической подачи металла.
Цены на вальцовочный станок складываются также из брендовой составляющей, которая предусматривает текущие регламентные операции, оперативную поставку оригинальных запасных частей и пр. Купить вальцы для листового металла лучше всего у дилеров специализированных предприятий, имеющий опыт конструирования и производства подобного оборудования. Вальцовочный станок для листового металла купить целесообразно с комплектом сменного инструмента и приспособлений.
Промышленный вальцовочный станок для листового металла, цена на который весьма быстро окупит первоначальные вложения – хороший вариант для старта собственного бизнеса. Вальцы купить выгодно, например, при изготовлении водосточных, дымо- и воздухоотводных труб, отливов и т.д.
Следует предостеречь от технически неверного использования термина «вальцовочный станок» применительно к вальцам для листового металла. Например, если встречаются выражения типа «вальцовый станок», «вальцевые станки», «вальцовый станок для металла», «вальцевые станки для металла» и т.п., то речь идёт об оборудовании для валяния шерсти, которое совершенно не предназначено для профилирования металла.
Вальцы для металла купить можно также и после капитального ремонта по более низкой стоимости: сама конструкция оборудования долговечна, поэтому многими десятилетиями исправно служит своим владельцам.
Виды и особенности вальцовочных станков
Изделия из тонколистового металла, содержащие в своей основе детали цилиндрической или конической формы, проходят стадию изготовления радиусных заготовок из стали или цветных металлов. Такой процесс называют вальцовкой. Современное машиностроение предлагает широкий ассортимент вальцовочных станков.

Назначение и сфера применения
Предприятия, занимающиеся изготовлением из листового металла радиусных изделий, оснащены вальцовочным оборудованием. Вальцовка – процесс многократного гиба металлического листа, в результате которого получают заготовки для изготовления труб различного коммуникационного назначения, товаров народного потребления (тазы, вёдра и пр.), а также деталей для последующей штамповки и др.
Обратите внимание. В основе рабочего процесса вальцовочного станка заложено свойство листового металла изгибаться в заданном радиусе деформации при оказании на него механического давления посредством валов.
Вальцовочные станки можно встретить во многих сферах деятельности человека – от домашнего хозяйства до высокотехнологичных промышленных предприятий, занятых производством изделий ракетно-технического назначения.

Особенности конструкции
С помощью вальцов осуществляют пластичную деформацию листового металла. Особенностью листогибочного устройства является то, что прокат металлических заготовок происходит путём прохождения листа под давлением между двумя, тремя и даже четырьмя валками. В результате заготовка постепенно изгибается, стремясь приобрести цилиндрическую, овальную или конусную форму.
Независимо от вида модели вальцовочные станки построены по единому принципу. На примере простого ручного станка можно увидеть общепринятые элементы вальцов:

Станина может выглядеть в виде рамы, сваренной из металлопрофиля или быть чугунной плитой. Всё зависит от полезной нагрузки, на которую рассчитан станок.
Стойки
Как правило, с каждой стороны расположены по две вертикальные опоры, на которые помещена горизонтальная балка. Обычно стойки изготавливают из квадратной трубы. Мощные станки оснащены опорами из специального профиля.
Верхняя балка
Это несущая платформа, по её сторонам установлено навесное оборудование – это щёки с подшипниковыми узлами и прижимные устройства.
Одна из них может быть съёмной или иметь боковой проём, через который вынимают конец приводного вала. В них вмонтированы подшипники с шестернями, а также установлена поворотная ручка или подведён редуктор электродвигателя (приводной механизм).
Независимо от количества валов, только один из них является приводным и съёмным. Два или три вала закреплены стационарно и являются ведомыми элементами проката листового металла.
Прижимы
Устройства расположены с двух сторон валов. Прижимы оснащены винтами, которые прижимают ведущий вал к ведомым цилиндрам. Чтобы прокатка осуществлялась без брака прижим регулируют синхронно двумя устройствами. От степени прижима зависит величина радиуса изгиба заготовки.
Классификация
Основой являются прокатные вальцы – длинномерные валы, изготовленные из высокопрочного стального сплава. По их количеству листогибочное оборудование подразделяется на три вида – это станки:
Двухвалковые
Эти станки в основном востребованы в приусадебных хозяйствах, ремесленных мастерских и там, где нужно время от времени изготавливать мелкими партиями водосточные желоба, небольшие ёмкости и т.п. Валы расположены в одной вертикальной поперечной плоскости один над другим. Диаметр верхнего вала, как правило, вдвое меньше нижнего вала. От степени прижима подвижного верхнего цилиндра к нижнему катку зависит величина радиуса гиба заготовки.
Достоинства
Преимущества двухвалковых листогибов можно описать так:
ручные модели не нуждаются в силовом оборудовании так, как используется физическая сила оператора станка;
снабжённые электрическим приводом, станки обладают большей производительностью;
широкий ряд, обрабатываемых материалов – от мягких до жёстких листовых материалов различного вида.
Трёхвалковые
Самый популярный вид листогибочных вальцов – это станки с тремя катками. Их можно встретить, как в ручном исполнении, таки и с электроприводом. Станок представляет собой три вала, оси которых представляют собой вершины равнобедренного треугольника. Один из них является приводным и находится над или под двумя стационарными катками. Отличительной особенностью конструкции является то, что ведущий вал одним концом закреплён в щеке тогда, как второй конец можно вынимать из второй щеки для снятия готового изделия в виде цилиндра.

На заметку. Вальцы содержат деформационный орган, который расположен на раме или литой станине, в зависимости от массивности обрабатываемого листового материала. Особый интерес представляют электромеханические вальцы. Благодаря силовому приводу, оборудование такого типа легко обрабатывает листовой металл толщиной 1,5 мм и более.
Принцип работы
Работа трёхвалкового вальцовочного станка заключается в обкатке листового металла вокруг приводного валка. Его диаметр определяет минимальный радиус гиба заготовки, размер которого регулируют высотой ведущего вала относительно двух катков. Ручные вальцы используют в основном для гибки алюминиевых и медных листов. А также на них изготавливать цилиндрические, овальные и конусные заготовки из оцинкованной жести.
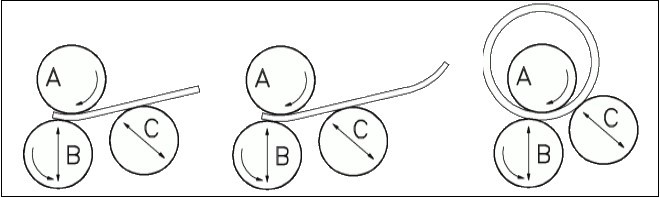
Четырёхвалковые
Вальцы такого типа оснащены гибочным органом, состоящим из одного верхнего ведущего вала и двух нижних валков + дополнительный нижний цилиндр. Этот дополнительный элемент исключает недостаток 3-х валкового оборудования, то есть на заготовках не оставляет крайние прямые участки.
Наличие четырёх валов, предназначенных для вальцовки листового металла толщиной до 7,5 мм. требует применение силового привода большой мощности. Поэтому станками такой конструкции управляет гидравлика. Сложное мощное гидравлическое вальцовочное оборудование оснащено числовым программным управлением (ЧПУ). Все настройки, регулировки и рабочие процессы полностью автоматизированы.
Заключение
Вальцовочные станки с успехом используются индивидуальными предпринимателями, в малых предприятиях и небольших слесарных мастерских.
Вальцовочный станок: виды, изготовление своими руками
Вальцовочный станок, который многие специалисты называют валковой машиной или просто вальцами, – это устройство, позволяющее выполнять гибку заготовок, изготовленных из листового металла. Вальцовочные станки отличаются высокой эффективностью и универсальностью, что позволяет успешно применять такое оборудование в самых различных сферах, включая строительство и ремонт.

Станок вальцовочный W12-4×2500 прокатывает мягкую сталь толщиной до 4 мм
Назначение и основные разновидности
Вальцовочные устройства, об универсальности которых говорилось выше, сегодня можно встретить практически на любом производственном предприятии. Именно при помощи такого станка (который при желании можно изготовить и своими руками) из листового металлопроката получают изделия конической, цилиндрической и даже овальной формы. Технологическую операцию, позволяющую решать такие задачи, называют вальцеванием. При этом не следует путать ее с развальцовкой, посредством которой добиваются изменения конфигурации и размеров трубных изделий.
Вальцовые станки самой простой конструкции активно используются и домашними мастерами. При помощи такого оборудования производятся различные желоба, воздуховоды, элементы кровельных конструкций, а также множество изделий другого назначения. Вальцовые станки, выпускаемые современной промышленностью, могут эффективно выполнять обработку листов, изготовленных из различных металлов.
Так, устройства данного типа, представленные большим разнообразием моделей, могут успешно справляться с листовыми заготовками из углеродистых и легированных сталей, алюминия, меди и чугуна. Отдельные модели таких станков, вальцы которых имеют специальную конструкцию, могут выполнять гибку листов из поликарбоната.

Процесс вальцовки листового металла
Среди вальцовочного оборудования выделяют следующие категории:
- ручной станок;
- электромеханический станок;
- станок для листового металла, оснащенный гидравлическим приводом.
Вальцевой станок с ручным приводом – это оборудование наиболее простого типа, которое может выпускаться в напольном (монтируется на стойке) или настольном (устанавливается на верстаке) вариантах. Такая вальцовочная ручная машина проста в использовании, однако требует приложения значительных физических усилий. Между тем простота конструкции станка обеспечивает сохранение его надежности на протяжении длительного времени.

Классический гибочный трехвалковый станок ручного типа подходит для придания круглой формы металлическим заготовкам толщиной до 3,5 мм
Вальцы трехвалковые ручные (а именно с таким количеством рабочих органов они преимущественно и изготавливаются) позволяют выполнять обработку трубного и листового проката с толщиной стенки до 1,5–2 мм. Такой ручной листогибочный станок проще всего изготовить своими руками. Он отличается такими преимуществами, как:
- компактные габариты;
- незначительная масса;
- высокая мобильность, что позволяет легко перемещать такие станки в те места, где их применение наиболее востребовано;
- экономия на оплате электричества (вальцовочная ручная машина не требует его применения);
- невысокая стоимость (если сравнивать ее с ценой станков электромеханического типа).

Электромеханический трехвалковый листогиб FormRoller используется для серийного производства заготовок различной геометрии
Устройство с электрическим приводом (вальцовочный электромеханический станок) имеет в своей конструкции специальный редуктор, который значительно повышает эффективность такого оборудования. Электромеханическую вальцовочную машину можно использовать как для обработки листового металла, так и для изменения конфигурации профильного трубного проката. Что касается обработки листового металла, то трехвалковый станок с электромеханическим приводом может применяться для обработки листового проката, толщина которого не превышает 4 мм.
К наиболее мощному типу оборудования относят гидравлическую вальцовочную машину, которая активно используется на энергетических, судостроительных и машиностроительных предприятиях. Гидравлический трехвалковый станок или устройство с большим количеством рабочих органов отличается в разы большей мощностью, если сравнивать его с аппаратами ручной или электромеханической категории. На вальцовочном оборудовании гидравлического типа, которое нередко оснащается системами ЧПУ, можно с успехом гнуть листы металла, толщина которых доходит до 8 мм.

Гидравлический привод этого станка легко перемещает валы внушительных габаритов, а ЧПУ контролирует их расположение и степень деформации листа
Конструкция и принцип действия
Несущим элементом вальцовочной машины, в том числе и изготовленной своими руками, является станина-основание. Именно на этой станине, которая может быть изготовлена из чугуна или листовой стали значительной толщины, монтируется деформирующий орган станка, который может включать в себя два, три или даже четыре валка. Преимущественное большинство таких аппаратов, в том числе и изготовленных своими руками, оснащается тремя рабочими органами, так как двухвалковые вальцы не отличаются высокой эффективностью.
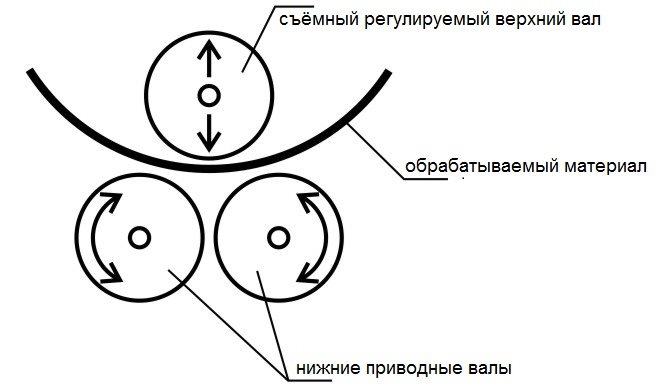
Вращательное движение в процессе работы трехвалкового станка сообщается только двум нижним рабочим органам, которые между тем могут совершать линейное перемещение лишь в горизонтальной плоскости, что необходимо для изменения расстояния между ними. Верхний валок такого устройства, который называется упорным, совершает свое вращение за счет сил трения, создаваемых между его поверхностью и поверхностью обрабатываемой заготовки.
Устройство вальцовочного станка (нажмите для увеличения)
Верхний валок, которым оснащают вальцовочную машину, обладает возможностью не только совершать движение в вертикальном направлении, что позволяет прижать его с требуемым усилием к поверхности обрабатываемой заготовки, но и откидываться в сторону. Последнее необходимо для того, чтобы осуществить его быструю замену на валок, предназначенный для обработки заготовок с другими геометрическими параметрами.
Станок, рабочие вальцы которого оснащены специальными канавками, может использоваться для гибки труб, прутков и даже проволоки большого сечения. Следует иметь в виду, что дополнительный четвертый валок, использование которого значительно увеличивает нагрузку на приводной механизм оборудования, может устанавливаться только на вальцовочный электромеханический или гидравлический станок.

Узел регулировки положения нижнего вала
Листогибочный станок, основными рабочими органами которого являются вальцы, работает по следующему принципу.
- Лист металла, из которого необходимо сформировать изделие цилиндрической или конической формы, укладывается на два нижних валка, разведенных между собой на определенное расстояние.
- Опуская при помощи специального механизма верхний валок, металлический лист надежно зажимают между тремя рабочими органами.
- При вращении двух нижних валков, которое обеспечивает ручной или электромеханический привод, обрабатываемый лист металла приводится в движение и начинает огибать зажимающие его рабочие органы вальцовочного станка, постепенно принимая требуемую конфигурацию.
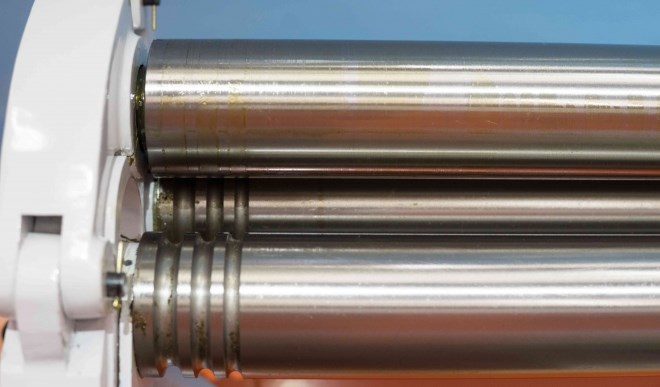
Полированные поверхности вальцов не повреждают заготовки, а прорези по краям позволяют гнуть прутки
Двигаясь с определенной скоростью между валками, плоский лист металла постепенно превращается в изделие цилиндрической, конической или овальной формы. Очевидно, что станок данного типа работает не так, как развальцовочная машина, рабочий орган которой раскатывает конец трубного изделия, расширяя его до требуемых геометрических параметров.
Вальцовочную машину, на которой можно эффективно гнуть не только листовой металлический прокат, но и трубные изделия, совершенно не обязательно покупать. Вальцовочный аппарат, если от него не требуется высокая производительность, несложно изготовить своими руками. Конечно, проще всего сделать такой станок с ручным приводом, но мощности и функциональных возможностей этого оборудования вполне хватит для того, чтобы выполнять на нем работы, связанные со строительством и ремонтом.
Вальцовочный станок своими руками: чертежи и видео
Для изготовления ручного вальцовочного станка необходимо в первую очередь найти его чертежи или разработать их самостоятельно, приняв за основу конструкцию любой серийной модели.
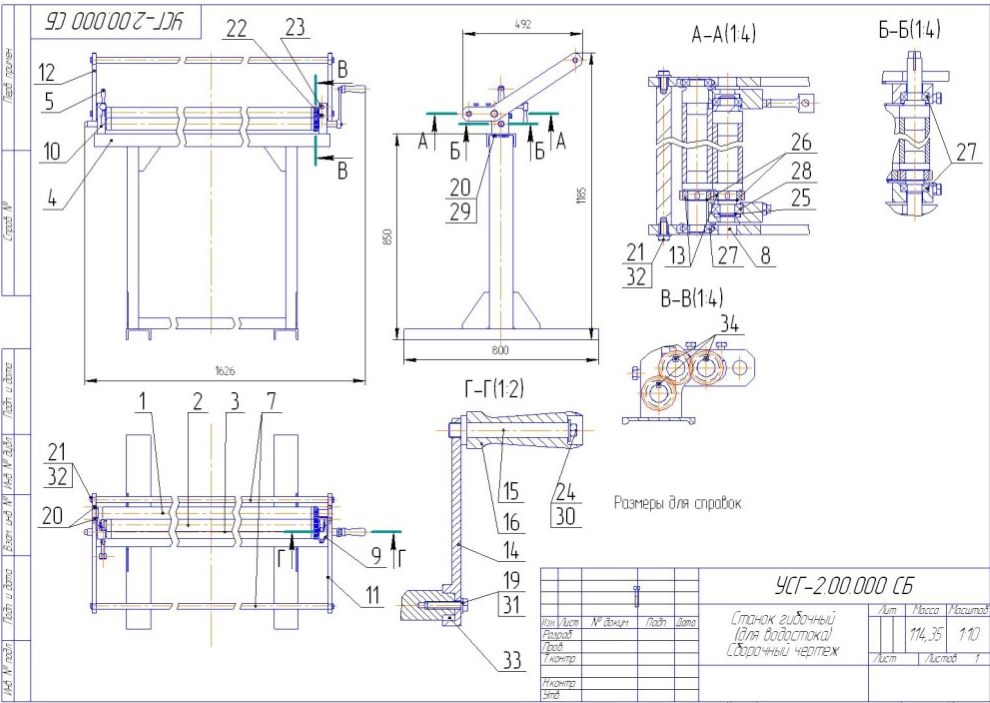
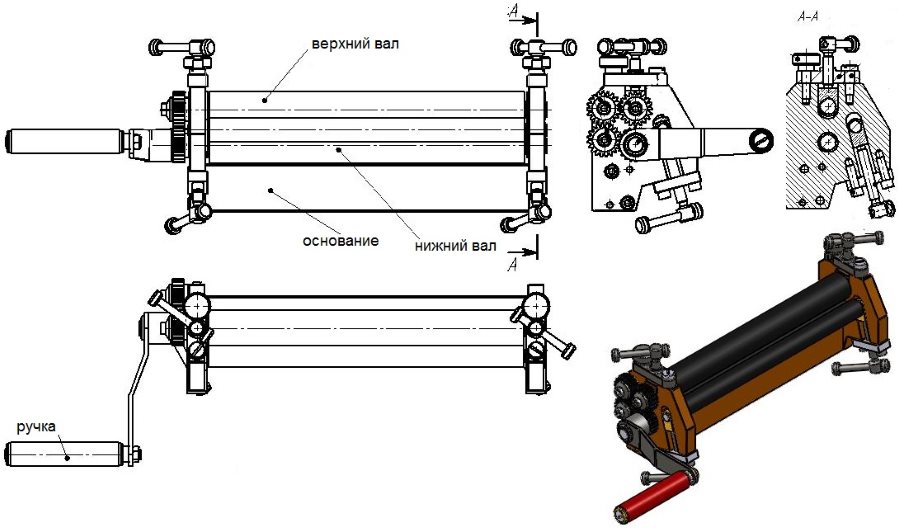
Сборочный чертеж серийного вальцовочного станка УСГ (нажмите для увеличения)
Итак, чтобы своими руками изготовить вальцовочный ручной станок, необходимо следовать представленному ниже алгоритму.
- Из металлических листов, раскроив их по предварительно подготовленному чертежу, изготавливают станину устройства, в специальных пазах которой будут фиксироваться его нижние валы. Между собой конструктивные элементы станины соединяют при помощи ребер жесткости, в качестве которых могут быть использованы металлические трубы или уголки.
- Для размещения верхнего валка к станине устройства привариваются опорные стойки. Для их изготовления лучше всего использовать мощный П-образный профиль. В опорной стойке монтируются подшипниковые узлы, в которые и устанавливается верхний валок станка.
- На боковой части станины монтируется приводной механизм, который включает в себя три звездочки, цепь и устройство для ее натяжения.
- Завершающим этапом изготовления самодельного вальцовочного станка является установка ручки приводного механизма, натяжка цепи и регулировка всех конструктивных элементов.

Установка верхнего валка на самодельном станке
Естественно, что после окончательной сборки самодельный станок необходимо протестировать (и отрегулировать работу всех его механизмов, если в этом возникнет необходимость).
Популярные модели ручного вальцовочного оборудования
Ручные вальцовые станки, представленные на современном отечественном рынке, позволяют эффективно решать технологические задачи любой степени сложности. Так, за приемлемую цену можно приобрести малогабаритное вальцовочное устройство настольного типа или стационарное оборудование, мощности и производительности которого вполне хватит для решения задач, стоящих перед небольшим производственным или ремонтным предприятием.
Среди специалистов и домашних мастеров, предпочитающих выполнять гибку металлических листов своими руками, большой популярностью пользуется ручное вальцовочное оборудование следующих торговых марок.
Эта компания выпускает надежное и эффективное оборудование, предназначенное для обработки листовых заготовок различной ширины и толщины.
Под этой торговой маркой выпускается надежное, функциональное и удобное в использовании оборудование для выполнения вальцовки. На многих моделях от Metalmaster за счет наличия специальных канавок на валках можно выполнять гибку труб и прутков.
Это отечественный бренд, под которым в Китае производится недорогое, но достаточно надежное листогибочное оборудование. Используя такие станки, можно выполнять гибку листового металла, толщина которого не превышает 1,5 мм.

Модель Энкор-Корвет-512 с ручным редуктором изгибает прутки и листы, есть возможность настройки под конус
Листогибочные станки электромеханического типа
Вальцовочные электромеханические станки представлены на отечественном рынке в не менее широком ассортименте. Так, из наиболее популярных торговых марок аппаратов данного типа стоит отметить следующие.
Это функциональное оборудование для вальцовки, которое благодаря высокой надежности редко нуждается в ремонте и дорогостоящем обслуживании. За счет оснащения дополнительными конструктивными элементами технические возможности станков данной торговой марки могут быть значительно расширены.
Под данной торговой маркой выпускаются вальцовые электромеханические станки профессионального уровня. Конструктивной особенностью таких станков является асимметричное расположение рабочих валков, а также возможность быстрого отвода верхнего рабочего органа, что позволяет выполнять оперативное извлечение заготовки из зоны обработки.

Электромеханический вальцовочный станок Stalex ESR-1300×2.5 (ширина и толщина обрабатываемого металла отражена в обозначении станка)
Это мощное и надежное оборудование с удобным ножным управлением, которое может использоваться не только для гибки листового металла, но и для обработки трубных изделий и арматурных прутков.
Вальцовка листового металла и изготовление вальцов своими руками
Такая технологическая операция, как вальцовка листового металла, остается распространенной уже на протяжении достаточно продолжительного времени. Конечно, вальцы, используемые для обработки листового металла, с момента своего изобретения претерпели серьезные изменения, но принцип их действия практически не изменился. Развитие современных технологий привело к тому, что сегодня на рынке можно без особых проблем найти оборудование, позволяющее выполнять такую сложную технологическую операцию, как вальцевание, даже в домашних условиях.

Вальцовка листового металла на электромеханическом станке
Особенности технологии
Вальцевание, которому могут подвергаться изделия не только из металла, но и из других пластичных материалов (резина, пластик и др.), представляет собой процесс, необходимый для придания листовым заготовкам требуемой конфигурации. Несмотря на то, что наиболее распространенной является вальцовка листового металла, подвергаться такой технологической операции может и трубопрокатная продукция.
При этом используется специальное оборудование, основными рабочими элементами которого являются валы, воздействующие на заготовку из листового проката. Если необходимо придать ей цилиндрическую форму, технологическая операция носит название вальцовки (или вальцевания). Когда же требуется увеличить диаметр трубы, процедуру называют развальцовкой.
Принцип работы 3-х валкового листогибочного станка
На промышленных предприятиях для выполнения операций вальцовки или развальцовки используют оборудование с электрическим или гидравлическим приводами, а в домашних условиях для этого применяют станки с ручным приводом, которые могут быть как серийными, так и самодельными. Высокой популярности таких технологических операций, как вальцевание и развальцовка, предполагающих деформирование металла в холодном состоянии, способствует несколько факторов.
- Сталь или другой металл, из которого изготовлены обрабатываемые изделия, не подвергаются температурному воздействию и, соответственно, не изменяют своих первоначальных характеристик.
- В структуре материала, который подвергнут такой обработке, не образуются внутренние трещины.
- Обрабатываемое изделие деформируется равномерно по всей своей поверхности.
- При помощи холодного деформирования, процесс которого можно контролировать, изготавливают изделия с максимально точными геометрическими параметрами.
Благодаря перечисленным преимуществам с помощью этих технологических операций выполняют обработку не только крупногабаритных, но и миниатюрных изделий из стали и других металлов (таких, например, как детали ювелирных украшений).
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.

Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
Основные различия между 3-х и 4-х валковыми станками
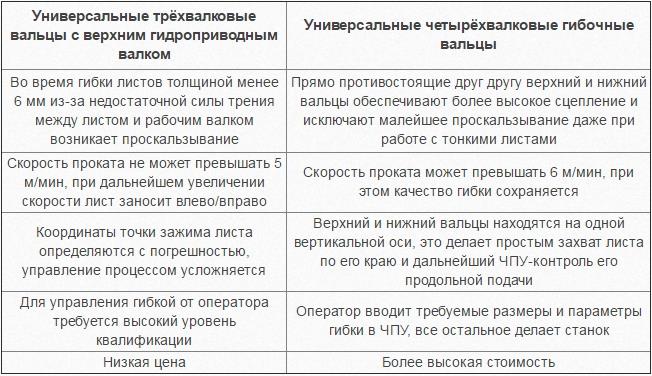
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
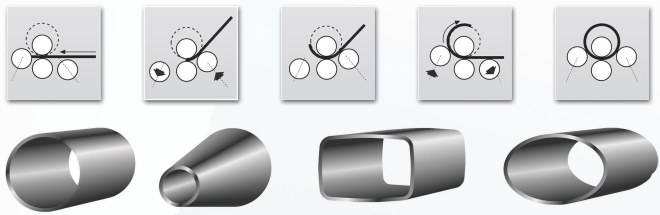
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
Классификация вальцов по типу привода
По типу используемого привода оборудование для вальцовки заготовок из листового металла делят на следующие категории:
- ручное;
- электрическое;
- гидравлическое.
Наиболее простыми по конструкции являются вальцы с ручным приводом, именно их домашние мастера чаще всего собирают своими руками для собственных нужд.

На простых трехвалковых вальцах зажим заготовки, вращение валов и формирование радиуса загиба выполняется вручную
Значимыми преимуществами такого устройства, которое не требует никакого дополнительного питания для своей работы, являются:
- компактность и, соответственно, высокая мобильность;
- надежность;
- простота эксплуатации и обслуживания;
- невысокая стоимость (особенно в том случае, если вальцы собраны своими руками).
Из минусов станков данного типа следует отметить:
- невысокую производительность;
- невозможность, особенно в случае с самодельными станками, выполнять вальцевание изделий из листового металла большой толщины (более 2 мм);
- необходимость приложения значительных физических усилий для гибки листовых заготовок из стали.

Электромеханические двухсторонние вальцы с программным управлением
Более производительными и эффективными в работе являются станки, оснащенные электрическим приводом. Конечно, их стоимость, даже если они изготовлены своими руками, выше, чем цена ручных вальцов, зато они позволяют обрабатывать листовые изделия значительной толщины.
Самыми мощными являются вальцы, работающие от гидравлического привода. Возможности таких станков, которые отличаются большими габаритами, позволяют успешно выполнять вальцевание листовых заготовок из металла даже очень значительной толщины. Устройства данного типа, как правило, устанавливаются на промышленных предприятиях, где к мощности, надежности и функциональности оборудования предъявляются высокие требования.
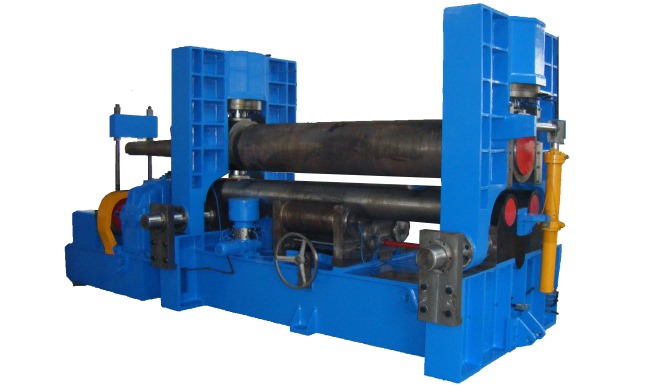
Промышленные вальцы с гидравлическим приводом
Изготовление листогибочных вальцов своими руками
Благодаря простоте конструкции ручных вальцов изготовить их своими руками несложно. Естественно, чтобы собрать работоспособный самодельный станок, на котором будет выполняться обработка листового металла, надо обладать определенными навыками и иметь в своем распоряжении все необходимые инструменты и расходные материалы. Кроме знакомства с рекомендациями по выполнению такой процедуры, желательно посмотреть и видео на данную тему.
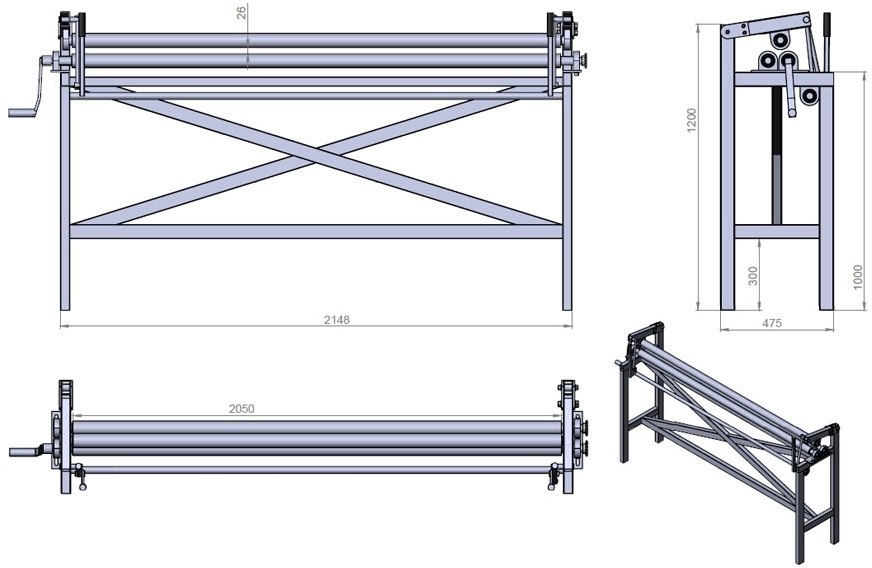
Чертеж самодельных ручных вальцов для прокатки широких заготовок (нажмите для увеличения)
Первое, что вам потребуется для изготовления своими руками вальцов, – это чертежи, которые можно найти в интернете или составить самостоятельно. Сделав чертежи, можно приступать к подготовке материалов и сборке конструктивных узлов, из которых будет состоять ваш самодельный станок. К таким узлам, в частности, относятся:
- рама вальцов, на которой фиксируются все остальные их элементы;
- боковые стойки, в подшипниковые узлы которых будут устанавливаться валки;
- непосредственно сами валки, изготовленные из высокопрочной стали (количество и диаметры данных элементов зависят от того, какими техническими возможностями вы хотите наделить свое устройство);
- рукоятка, которая будет приводить во вращение нижние валки;
- приводной узел (цепной или зубчатый), обеспечивающий синхронное вращение нижних валков (следует иметь в виду, что вращаться такие валки должны в одну сторону);
- нажимной узел пружинного типа, за счет которого обеспечивается прижатие верхнего валка к поверхности листовой заготовки из металла.
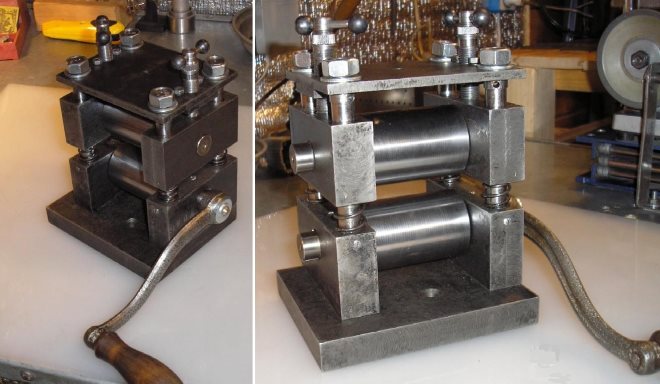
Компактные самодельные вальцы для обработки узких заготовок
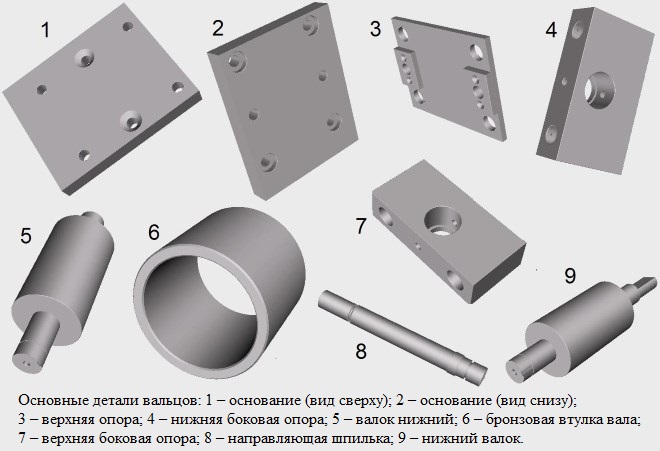
Основные детали компактных вальцов
Сборка вальцов начинается с изготовления рамы, которую можно сварить своими руками из стальных заготовок большой толщины. Размеры данного элемента, естественно, необходимо сверять с имеющимся у вас чертежом. В качестве боковых стоек, которые также при помощи сварки фиксируются на раме, можно использовать мощные швеллеры из низкоуглеродистой стали.
Элементы приводного узла фиксируются на одной из стоек, для чего на ней предусматриваются специальные отверстия. После того как боковые стойки с приводным узлом полностью смонтированы, в их подшипниковые узлы устанавливаются сами валки, которые необходимо выставить на параллельность и только после этого выполнять окончательную фиксацию всех остальных узлов.

Вариант листогибочных вальцов, изготовленных своими руками
Перед началом работы на станке, который вы собрали своими руками, следует выполнить на нем пробную гибку, чтобы сразу обнаружить все имеющиеся недостатки и устранить их.
Выяснить, как правильно работать с вальцами, вам может помочь видео, но, в сущности, этот процесс не представляет больших сложностей. Вальцевание, на каком бы оборудовании оно ни выполнялось, осуществляется в следующей последовательности.
Вальцовка (вальцевание) труб и металла: особенности технологии
Вальцовка, или вальцевание, как еще называют эту технологическую операцию, подразумевает пластическую деформацию металлических заготовок для формирования из них изделий требуемой конфигурации. При этом может выполняться как вальцовка труб (для изменения формы их поперечного сечения), так и обработка листового металла, в процессе которой создаются изделия цилиндрической, конической и овальной конфигурации.

Формовка профиля на трехвалковом станке
Вальцовка выполняется на специальном оборудовании, оснащенном валками, которые и отвечают за пластическую деформацию заготовок из металла в нужном направлении, поэтому данная технологическая операция и получила такое название.
Проходя прокатку между вальцами, размеры и расстояние между которыми подбираются в зависимости от геометрических параметров заготовки и готового изделия, обрабатываемая деталь приобретает требуемые размеры и форму. В отдельных случаях вальцевание металла может предполагать не только прокатку заготовок из него, но и их ковку.
Вальцевать можно не только заготовки, изготовленные из металла, но и изделия из полимерных материалов и резиновых смесей, которые также отличаются высокой пластичностью. Если говорить о металле, то вальцовке можно подвергать заготовки, изготовленные из:
- отдельных марок нержавеющей стали;
- меди, алюминия и сплавов данных металлов;
- углеродистых стальных сплавов;
- оцинкованной стали.
Кроме вальцовки, различают такие технологические операции, как развальцовка и завальцовка кромок, в результате которых пластической деформации (и, соответственно, изменению геометрической формы) подвергаются концы трубок, изготовленных из различных металлов. Для этого используется инструмент, в конструкции которого вальцы могут отсутствовать. С помощью развальцовки и завальцовки выполняется подготовка концов трубок для их дальнейшего соединения. Рабочие вальцы миниатюрного размера можно увидеть в инструменте, который используется для завальцовки трубы, то есть уменьшения ее изначального диаметра.
Завальцевать трубу можно и с помощью токарного станка. Видео с примером выполнения такой операции можно посмотреть ниже.
Основные инструменты
Хотя это и не совсем верно, под понятием вальцовки металла часто подразумевают целый перечень технологических операций, при помощи которых осуществляют изменение формы металлической заготовки. К таким операциям, в частности, относятся:
- формирование из узкой металлической полосы трубного изделия круглого, квадратного или прямоугольного профиля (при помощи данного метода производят трубопрокат сварного типа; по похожей технологии выполняется вальцовка металлического уголка);
- изменение формы поперечного сечения, наружного диаметра и толщины стенок готового трубного изделия – вальцовка труб (по такой технологии обработке могут подвергаться как бесшовные, так и сварные трубные изделия);
- формирование на отдельных участках трубного изделия изгибов с требуемыми параметрами – гибка труб;
- изготовление из листового металла изделий цилиндрической (вальцовка обечаек), конической (вальцовка конусов) и овальной формы;
- увеличение диаметра (расширение) обрезанного конца металлической трубы – развальцовка (при помощи данной технологии выполняется подготовка металлических изделий к их соединению между собой; в частности, именно таким образом подготавливают к монтажу трубки для кондиционеров);
- уменьшение диаметра (сужение) обрезанного конца трубного изделия – завальцовка труб.

Вальцовка профильной трубы на трубогибочном станке
Для завальцовки мягких медных трубок могут быть использованы обычные клещи, а для их развальцовки – инструмент, рабочим органом которого является конусный элемент, разжимающий конец трубы на требуемую величину. На самом деле называться вальцовкой могут только те технологические операции, которые выполняются при помощи оборудования и инструмента, в конструкции которых присутствуют вальцы.
В зависимости от типа заготовки и результата, которого необходимо добиться, для выполнения вальцовки может использоваться различное оборудование и инструменты, которые чаще всего являются достаточно универсальными.

Промышленная вальцовочная машина способна изгибать листовой материал больших размеров с высокой точностью
Процесс вальцевания металлических листов, в результате которого из них формируют изделия цилиндрической, конической или овальной формы, осуществляется на специальном оборудовании, оснащенном двумя, тремя или даже четырьмя рабочими валками. Обработка на станке трехвалкового типа заключается в том, что металлический лист, прижимаясь к двум вращающимся нижним валкам третьим – упорным, также начинает вращаться вокруг него, постепенно превращаясь в изделие цилиндрической формы. Регулировать радиус изгиба металлического листа при вальцовке позволяет подбор валков соответствующего диаметра, а также расстояния между нижними рабочими элементами. Поскольку валки в процессе работы испытывают значительные механические нагрузки, для их изготовления используют высокопрочные сорта стальных сплавов.
Для гибки труб, которую часто называют вальцовкой, применяется оборудование, также оснащенное системой валков. Огибаясь вокруг рабочих валков в процессе вращения, изделие приобретает требуемый угол или радиус изгиба. На таком оборудовании, которое отличается высокой универсальностью, можно также выполнять вальцовку уголка.

Станок трехвалковый предназначен для вальцовки профильных труб по дуге любого радиуса
Назначение и методы
Обработка трубопроката методом вальцовки, как уже говорилось выше, может выполняться с целью изменения формы профиля поперечного сечения, а также для того, чтобы изменить начальные параметры готовой трубы – наружный и внутренний диаметры, толщину стенки, форму конечной части. Для изменения формы поперечного сечения выполняют прокатку через систему валков специального оборудования, которые, оказывая значительное давление на стенки трубы, формируют требуемый профиль.

В предназначенном для вальцовки оборудовании используются различные типы валков, которые формируют заданную форму и определенный размер заготовки
Если для расширения конечной части мягких трубок для кондиционеров эффективны простейшие приспособления, то для вальцовки трубных изделий, изготовленных из стальных сплавов, необходимо применение специальных инструментов. Последние в зависимости от параметров и материала изготовления трубопроката, который необходимо подвергнуть вальцовке, делятся на следующие категории:
- Т – для обработки труб с внутренним диаметром в диапазоне 5,6–12,5 мм (особенностью инструмента данной серии является то, что с его помощью вальцевать можно на ограниченную глубину);
- СТ – для вальцовки сварных изделий, внутренний диаметр которых находится в интервале 6–11 мм (также имеет ограниченную глубину вальцевания);
- Р – для обработки трубопроката диаметром 1,2–4 см (максимальная величина развальцовки при использовании такого инструмента составляет 4,87 см);
- РТ – для работы с трубами диаметром 0,55–1,15 см (при этом увеличиваться внутренний диаметр изделия может до 1,29 см);
- СР – для вальцовки на более значительную глубину (максимальная величина развальцовки инструментами данной серии составляет 3,23 см);
- 5Р – для обработки тонкостенного трубопроката из нержавеющих стальных сплавов.

Фотографии некоторых моделей инструмента для развальцовки
На современном рынке представлено еще несколько серий инструмента для вальцовки, но мы перечислили наиболее популярные из них.
Специализированный инструмент для выполнения развальцовки труб чаще всего используется при монтаже теплообменников, в которых устанавливаются трубные решетки. Рабочий орган такого приспособления, который и оказывает механическое воздействие на стенки трубы, подвергается специальной обработке, позволяющей наделить его высокой прочностью.
Развальцовка труб при монтаже теплообменного оборудования
Монтаж труб в теплообменных системах, выполняемый при помощи вальцовочной операции, является достаточно распространенной процедурой, поэтому лучше познакомиться с ней более подробно. Использование такой технологии и качественного инструмента позволяет получить надежные соединения труб со стенками отверстий, выполненных в трубном барабане.
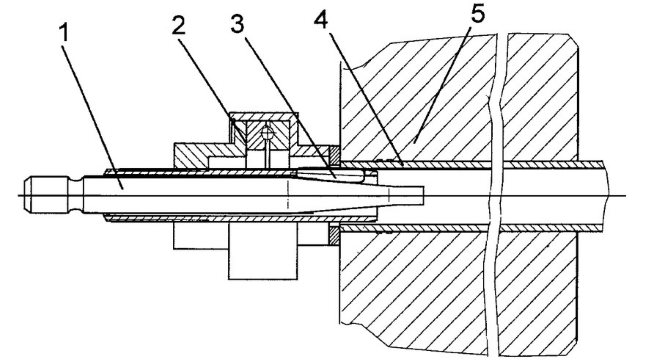
Схема вальцовки трубы роликовым инструментом: 1 – веретено с рабочим конусом; 2 – обойма с подшипником; 3 – ролики; 4 – труба; 5 – решетка трубная
Итак, необходимо выполнить следующие действия.
- Отрезок трубы устанавливают в отверстие, диаметр которого меньше, чем ее наружный диаметр.
- Рабочий орган инструмента вводят во внутреннюю часть трубы и начинают выполнять ее расширение. Ее диаметр под действием пластической деформации начинает увеличиваться, и зазор между ее наружной стенкой и стенкой отверстия, в которое она вставлена, исчезает. После выборки зазора деформироваться начинают и стенки отверстия в трубном барабане, на которые оказывает давление расширяющаяся труба. Таким образом, формируется плотное и надежное соединение.
- Когда вальцуешь при помощи такого инструмента, следует быть очень аккуратным и следить за тем, чтобы стенки трубы под воздействием значительного давления не разрушились. Это может произойти, если ее диаметр увеличивается выше допустимого технологией предела. Избежать таких негативных последствий позволяет не только строгое следование технологическим рекомендациям, но и правильный выбор инструмента.
Итак, под вальцовкой подразумевается достаточно большой перечень технологических операций, для качественного выполнения которых необходимо правильно подбирать соответствующие инструменты и оборудование.
Читайте также: