Обработка цветных и черных металлов
Обновлено: 03.05.2024
Литье металла – это востребованный технологический процесс, который позволяет изготавливать металлические изделия нужной формы. Проводится отливка из разных сплавов, обладающих той или иной степенью жидкотекучести в расплавленном состоянии.
Такой способ выполнения позволяет выпускать качественную продукцию без применения громоздкого оборудования и огромного количества работников. На современном рынке эта технология пользуется огромным спросом, а также входит в десятку самых эффективных и применяемых в мире.
Общие сведенья
В процессе производства проводится заливка расплавленного материала в специальные формы. После охлаждения он принимает нужную форму и подвергается последующей обработке. Используются такие изделия в различных отраслях экономики:
- автомобилестроение;
- авиационная промышленность;
- машиностроение;
- стоматология;
- ортопедия;
- ювелирное производство.






Для разных видов сплавов используется определенная технология литья, позволяющая добиться нужных качеств в готовом изделии и избежать брака. Для литейного производства используются разные виды компонентов. Они обладают высоким показателем жидкотекучести. Это свойство сплава определяется:
- химическим составом;
- структурой металлического сплава;
- температурой плавления.
Наиболее востребованными в промышленности являются металлы, имеющие низкую температуру плавления, так как их производство менее затратное. Чем ниже температура плавления материала, тем легче производится его отливка.
Металлы для заливки
В нужную форму специалисты могут отлить любой подготовленный сплав в расплавленном состоянии. Проблема состоит в том, что каждый вид материала имеет свою особенную температуру плавления и разную степень жидкотекучести. Чаще всего в промышленном литье используются металлы с низкой температурой плавления.
Компоненты, пригодные для литья, разделяют на черные, цветные и редкоземельные.

К черным относятся сталь, литейный и ковкий чугун. Все остальные сплавы относят к цветным и редкоземельным.
Для каждого вида сплавов используются специальные методы литья, позволяющие изготавливать изделия из следующих материалов:
- стали;
- чугуна;
- алюминия;
- меди;
- латуни;
- золота;
- серебра;
- платины;
- никеля;
- титана;
- бронзы;
- магния.
За все время существования литейного производства было разработано много разных технологических решений с разными условиями отливки.
При отливке изделий из черных металлов используют 5 видов стали с разным содержанием углерода. Изделия с повышенной прочностью отливают из легированной стали.

Это самый распространенный материал, который используется для промышленной заливки.
Методы литья деталей
Для производства деталей станков и иной продукции высокоточного машиностроения используется обычный ковкий чугун и чугун перлитный, обладающей хорошей пригодностью к обработке.
Литейный чугун, который используется в разных сферах производства, делят на четыре вида:
- белый;
- серый;
- отбеленный;
- половинчатый.
Его отливка отличается низкой себестоимостью, сам материал имеет небольшую прочность и обрабатывается при помощи обычного резания.
Более прочным материалом для оливки считается чугун, в состав которого входит шаровидный графит.

Широко применяются для заливки сплавы цветных металлов, прежде всего медь и алюминий. Они отличаются высокой устойчивостью к коррозии и стоят недорого.
Самой дорогой считается технология производства титанового сплава, требующая соблюдения особенных условий заливки и остывания. Такой редкоземельный сплав используется для высокотехнологичных отраслей экономики, таких как авиакосмическая индустрия или медицина.
Сплавы драгоценных металлов используются при отливке ювелирных, медицинских изделий или деталей для электроники.
Литьё металлаСпособы отливки изделий из металлических сплавов
Современное литейное производство кроме традиционной технологии заливки жидкого металла в песчаные формы применяют и другие высокотехнологичные, производительные способы литья:
- вакуумный;
- центробежный;
- под давлением;
- центробежный;
- оболочковый;
- многократный;
- ртутный;
- по выплавляемым моделям;
- электрошлаковый.
Высокотехнологичные виды литья позволили создавать металлические изделия с определенными качествами при высокой производительности труда и минимальном браке.
Чаще всего сегодня в промышленных масштабах используются следующие технологии производства:
- в металлические формы (коколь);
- статическое литье;
- отливка под давлением;
- в оболочковые формы;
- в выплавляемые модели.
При выполнении статической заливки используются неподвижные формы, в которые разливают жидкий металл. Готовые изделия достают после того, как они остынут в неподвижной модели.
Производство титана
Для изготовления высокопрочных сплавов из титана и стали применяют вакуумную отливку, позволяющую снизить в металле содержание газов. Таким способом создают более плотную структуру металлического сплава с помощью плавления в вакууме. Затем горячий металл разливают в многократные емкости, в которых он остывает.
При введении технологии отливки под давлением применяется специальное оборудование, с помощью которого заполняют пресс-формы жидким металлом. Он подается под высоким давлением в диапазоне 7–700 МПа.
Такой способ производства выполняется машинами горячего или холодного прессования.

Выполняется эта технология для заливки алюминиевых, медных, цинковых и оловянно-свинцовых сплавов. Все эти металлы обладают низкой температурой плавления, что увеличивает технологические характеристики изделий из них.
Холодные и горячие способы литья под давлением позволяют получать изделие с идеально точными размерами и ровной поверхностью, которую не нужно после завершения процесса дополнительно обрабатывать.
Такая технология позволяет повысить производительность труда. А также она сокращает время всего технологического цикла, упрощает изготовление металлического изделия. У нее имеются также недостатки, к которым относится невозможность производить продукцию сложной конфигурации, так как они могут при вынимании из пресс-формы деформироваться. Таким способом производят только металлическую продукцию, имеющую небольшой диаметр.
При центробежном литье применяются специальные вращающиеся в горизонтальной или вертикальной плоскости формы.

Действие центробежных сил обеспечивает равномерное заполнение всех полостей в отливочной форме. Внедряется такая технология отлива при производстве труб, втулок или металлических дисков. А также ее применяют при отливке ажурных ювелирных изделий.
Издержки процессов
Для уменьшения убыточности процесса обычные способы литья в одноразовые модели были модернизированы с созданием высокопрочных полимерных составов. Для этого стали производить отливку в оболочковые емкости, изготовленные из термореактивного порошкообразного полимера. Он при воздействии температуры превращается в твердую оболочку, формирующую жидкий сплав.
Таким способом отливаются радиаторы водяного и парового отопления, узлы автомобилей, станков, самолетов и других видов высокотехнологичных механизмов. Эта технология позволяет получать детали большого размера и любой сложной модификации.
Традиционной считается отливка в кокиль, когда используется прочная форма.

Из нее вытаскивается деталь после отвердения металла. Таким способом производят простые стальные изделия небольшого размера. Чаще всего в кокиль отливаются медные и алюминиевые сплавы с невысокой температурой правления.
Модель для них делается из жаропрочной стали или чугуна, имеющих боле высокую температуру плавления чем медь или алюминий.
К преимуществам такой технологии следует отнести:
- невысокую себестоимость производственного процесса и возможность его недорогой автоматизации;
- простоту исполнения;
- сохранность отливочных форм, которые используются неоднократно;
- точность параметров изготовленных изделий;
- качественную структуру металла, в которой не будет неметаллических частиц;
- гладкую поверхность изделия, которая получается при таком способе отливки.
Традиционная технология отливки по выплавляемым моделям сегодня усовершенствовалась благодаря появлению новейших материалов.
Если раньше модель для заливки сплава делали из дерева или иной органики, которая могла быть разрушена высокими температурами при выжигании, то сегодня используются легкоплавкие материалы, такие как парафин и стеарин.

Отливка по выплавляемым моделям применяется при отливке художественной продукции со сложной конфигурацией. Это затратная технология отлива, которая используется при создании памятников или иных художественных изделий.
Стальную емкость для такой заливки делают на основе моделей из легкоплавких материалов, она имеет точные размеры, а ее поверхность тщательно полируют.
Виды отливочных форм
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.

Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.
Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.
Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.

При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
Настолько щепетильная работа требует от всего персонала высокой точности и квалификации. Каждый этап производства проводится в оптимальных условиях, способствующих выходу только качественной продукции.
Обработка цветных металлов

Цветные металлы — большая категория мягких и пластичных металлов. Сюда входят олово, цинк, медь, никель, алюминий, магний и т.п. Они представляют 75 % всех химических элементов периодической системы Д.И. Менделеева. В отличие от черных металлов, цветные имеют характерный оттенок и не содержат в своем составе железо и его сплавы.
Цветные металлы добываются с трудом. Они находятся в земной коре в минимальном количестве и практически не встречаются в чистом виде. Переработка нежелезных металлов и производство из них изделий требуют больших не только энергетических, но и финансовых затрат. Однако по диапазону механических, физических и химических свойств им нет равных.
Ковкость и немагнитность, теплопроводность и термостойкость, прочность и коррозийная устойчивость — главные характеристики цветных металлов, благодаря которым они служат незаменимым сырьем в различных отраслях промышленности и обеспечивают развитие электроники, энергетики, авиа– и машиностроения, космонавтики и т.д. Большинство промышленных изделий готовится из алюминия, меди и цинка.
Популярные виды цветных металлов
Алюминий — легкий и гибкий металл серебристого цвета. Имеет высокую электропроводность, но низкую степень прочности. Проявляет стойкость к атмосферной коррозии, поэтому используется в пищевой, военной и другой промышленности.
Медь — пластичный золотистый металл с розоватым оттенком. Обладает хорошей теплопроводностью и низким электрическим сопротивлением. Образует сплавы со многими металлами, которые широко применяются в строительстве, электротехнике и приборостроении.
Цинк — хрупкий нержавеющий металл бело–голубого цвета. Основной компонент антикоррозионных покрытий. Приобретает пластичность при нагревании до 100–150 °C. Участвует в извлечении золота, серебра и других благородных металлов из чернового свинца.
Защитное покрытие металла
С течением времени некоторые цветные металлы могут разрушиться. Обычно поверхность металла повреждается под воздействием кислорода или при регулярном контакте с водой. Во избежание негативных последствий специалисты рекомендуют заранее обрабатывать детали и покрывать их защитными средствами с учетом физико–химических способностей каждого элемента.
Лакокрасочные материалы — наиболее эффективный способ защиты цветных металлов от ржавления. К ним относятся краски, грунтовка и универсальные препараты «3 в 1».

Грунтовка — лучшее средство против атмосферной коррозии. Грунтование проводится перед окрашиванием металла в один или два слоя. Защищает от окисления и обеспечивает устойчивое сцепление краски с основанием.
В большинстве случаев на изделия из алюминия наносятся уретановые краски или грунтовые составы на цинковой основе. Медные, латунные и бронзовые детали подвергаются защитной обработке в процессе производства и, как правило, дополнительно краской не покрываются. В случае разрушения заводское покрытие полностью удаляют, поверхность металла полируют и наносят полиуретановый или эпоксидный лак. Защитное покрытие сохраняет металл от различных повреждений и наделяет неповторимым блеском.
Методы нанесения покрытия
Защитные металлические покрытия могут наноситься несколькими методами: гальваническим, диффузионным, горячим, металлизацией напылением, плакированием и т.п.

Гальваника. Самый известный способ защиты металла. Основывается на нанесении специальных антикоррозионных металлических и химических средств на поверхность изделия. Слой защитного покрытия зависит от климатических условий. При резком климате — толщину слоя увеличивают. Гальваника широко применяется в строительстве и машиностроении. В гальваническом производстве применяются такие виды покрытия, как никелирование, анодирование, хромирование и некоторые другие.
Никелирование — равномерное покрытие металла тонким слоем никеля с добавлением до 12% фосфора. Для повышения коррозионной устойчивости и износостойкости изделия проводится термообработка. Никелирование бывает химическим, электрохимическим и «черный никель».
Анодирование — образование защитной или декоративной пленки алюминиевых, магниевых и подобных сплавов под воздействием тока. Обработка наделяет поверхность изделия электроизоляционностью, водостойкостью и антикоррозийностью.
Хромирование — процесс нанесения хрома и его сплавов на поверхность изделий. Металл не тускнеет и становится коррозионно–, износо– и жаростойким. Покрытие используется в машиностроении и разных отраслях промышленности.
Металлизация напылением. Процесс распыления поверхности расплавленных металлических изделий с помощью воздушной струи.
Горячий метод. Погружение изделий в ванну, наполненную расплавленным металлом.
Плакирование. Покрытие основного металла другим металлом, который проявляет наибольшую устойчивость к агрессивной среде. В процессе плакирования проводится литье, совместная прокатка, прессование и ковка.
Диффузионный метод. Покрытие наносится под воздействием высокой температуры. Оно проникает в поверхностный слой основного металла и наделяет изделия защитными свойствами.
Технологии обработки цветных металлов
Обработку изделий осуществляют с учетом свойств металла, из которого они изготовлены. Большинство цветных металлов обладают высокой теплопроводностью, при нагревании проявляют снижение механических свойств и взаимодействует с атмосферными газами, поэтому обрабатываются холодными или горячими, термическими или механическими методами. Например, холодная обработка выполняется в температурных условиях ниже температуры рекристаллизации, а горячая обработка — выше температуры рекристаллизации.

К числу самых распространенных обработок цветных металлов относятся отливка, сварка, механообработка на металлорежущих станках и обработка давлением. Последняя технология наиболее востребована в промышленности. Она охватывает прессовку, штамповку, прокатку, волочение и ковку.
Прессовка. Применяется для обработки алюминия, меди, свинца и олова. Заготовки продавливаются через матрицу. Прессовка используется в производстве труб, прутков и профилей разной сложности.
Штамповка. Изделия помещаются в металлические формы заданных параметров и изготавливаются под прессом.
Прокатка. Заготовки обрабатываются под давлением. Металл проходит между валками и вращается в разных направлениях. В результате меняется профиль заготовки и уменьшается площадь поперечного сечения. Таким способом получают рельсы, балки, изделия сортового и трубного металлопроката.
Волочение. Металл протягивается через матрицу в холодном виде. Технология направлена на сокращение площади поперечного сечения и увеличение длины заготовки. Улучшает свойства поверхности металла.
Ковка. Изделие приобретает форму в результате последовательных ударов инструментов по металлической заготовке. Различают ручную и машинную ковку. Первая используется в производстве мелких деталей, а вторая — на гидравлических прессах, пневматических или паровоздушных молотах.
Обработка цветных металлов и выбор защитного покрытия — занятие специалистов. Доверьтесь профессионалам и закажите цветные металлы и сплавы на нашем сайте. Стоимость товара за 1 кг зависит от вида материала и варьируется от 135 до 2200 рублей. Подробнее об условиях покупки цветного металла в Москве и регионах России можно узнать здесь.
Токарная обработка металла
На протяжении многих десятилетий проводится токарная обработка металла и за столь длительный срок, как технология обработки, так и виды станков значительно изменились. Несмотря на это, общие черты, которые свойственны токарным станкам по металлу, сохранились.

Точение вала на токарном станке с использованием СОЖ
Особенности процесса
Токарная обработка металла проходит следующим образом:
- установленные в шпиндель заготовки вращаются вокруг своей оси;
- точение проводится путем подвода резца. подобные инструменты имеют различную форму, могут быть изготовлены из инструментальной стали или иметь твердосплавные режущие кромки;
- точение происходит путем создания поперечного усилия суппортом, в котором закреплены резцы: из-за большой силы трения и разного показателя твердости, которой обладают резцы и заготовка, происходит снятие с поверхности металла обрабатываемой заготовки;
- технология, по которое проводится точение, может быть самой разной: совмещение продольной и поперечное подачи или использование только одной.
Учитывая то, как происходит резание на токарном станке по металлу, все они имеют схожую конструкцию.
Особенности токарных станков по металлу
Способ придания необходимых размеров и формы заготовке определяет также особенности станков токарной группы. Несмотря на то, что разные виды станков отличаются между собой, можно выделить несколько схожих признаков, которые свойственные всей токарной группе:
- обработки поверхности проводится резанием. инструменты, которые используются в большинстве случаев – резцы, виды которых зависят от многих показателей;
- имеется шпиндель с кулачковым патроном, в котором закрепляются заготовки. основное движение – вращательное, передается шпинделю;
- резцы закрепляют в суппорте, которому предается возвратно-поступательное движение. особенности конструкции суппорта позволяют использовать разные методы обработки поверхности;
- крепление изделия в некоторых случаях может проводиться по двум сторонам, для чего используют заднюю бабку;
- станок токарного типа можно использовать для растачивания отверстий, которые расположены вдоль оси изделия;
- скорость и подача, при которых проводится резание, могут устанавливаться в зависимости от типа поверхности заготовки, необходимых показателей точности снятия металла и шероховатости получаемой поверхности. для этого конструкция токарных станков имеет сложную схему передач.
Резание на токарных станках выполняется только при условии использования средств индивидуальной защиты, а также при установке защитного экрана.
Виды токарных станков
В зависимости от того, какие изделия нужно получить с какой точностью, можно выделить следующие группы токарных станков:
- токарно-винторезные – наиболее распространенная группа. при использовании токарных станков из этой группы можно получить цилиндрические поверхности различного диаметра. есть возможность придать заготовки конусность, нарезать на поверхности резьбу. можно проводить обработку черных и цветных металлов;
- токарно-карусельные – используются для получения изделия большого диаметра. также применяется для обработки цветных и черных металлов;
- лоботокарная группа отличается тем, что заготовки устанавливаются по горизонтали и есть возможность получения конической или цилиндрической поверхности;
- токарно-револьверная группа используется для обработки заготовки, которая представлена калиброванным прудком.




Существуют и другие, узкоспециализированные виды станков, которые условно относят к токарной группе из-за особенностей резания, когда используются резцы.
Внедрение ЧПУ
Существенным прорывом в области станкостроения стало использование системы Числового Программного Управления. Изделия с появление системы ЧПУ стало можно получить с меньшими затратами, чистота обработки, как и точность находятся на самом высоком уровне.
Наличие системы ЧПУ определяет следующее:
- повышение показателя производительности при условии, когда резцы используются с твердосплавной режущей кромкой;
- обработка возможна как черных и цветных, так и инструментальных сплавов при соответствующей оснастке;
- вмешательство мастера в процесс минимальное. резание происходит в автоматическом режиме;
- система ЧПУ позволяет указать все режимы резания. программа для ЧПУ составляется с указанием скорости, при которой проводится резание, а также подачи;
- зачастую вся зона, в которой происходит резание, закрыта защитным кожухом, так как система ЧПУ не позволит начать работу без защиты окружающих;
- высокая точность работы ЧПУ, которая получается резанием с правильным указанием скорости, позволяет получать детали с меньшим показателем брака для ответственных элементов различных конструкций.
Система ЧПУ широко используется при производстве токарных станков в Китае и США. Возможность внедрения ЧПУ определяется точность позиционирования элементов конструкции станка.
Режимы работы
Важным показателем можно назвать то, какой режим обработки используется. К основным показателям можно отнести:
- Скорость вращения шпинделя, в котором закрепляют заготовки. Скорость устанавливается исходя из того, какое резание проводится: чистовое или черновое. Скорость чернового резания меньше, чем скорость чистового резания. Это связано с взаимосвязью: чем больше скорость вращения шпинделя, тем меньше подача. В противном случае возникает ситуация, когда резцы деформируются или начинает «гореть» металл. Чрезмерная нагрузка оказывает плохое влияние на состояние станка.
- Подача выбирается с учетом скорости. При черновой обработке она больше, что ускоряет процесс снятия большей части металла, при чистовой – меньше, что необходимо для достижения необходимой точности.
В зависимости от режима обработки также выбираются резцы. Их виды зависят от формы режущей кромки, головки и стержня.
Точение заготовок из металла путем использования станков токарной группы – наиболее популярный метод обработки, несмотря на появление современного лазерного и другого оборудования. Столь высокая популярность связана с надежность станков и их относительно небольшой стоимость, долгим сроком службы. Некоторые модели из токарно-винторезной группы служат на протяжении нескольких десятилетий при надлежащем уходе и периодическом ремонте.
Обработка металла
Металлы и их сплавы издавна используются человеком для изготовления инструментов и оружия, украшений и ритуальных предметов, домашней утвари и деталей механизмов.
Чтобы превратить металлические слитки в деталь или изделие, их требуется обработать, или изменить их форму, размеры и физико-химические свойства. За несколько тысячелетий было разработано и отлажено множество способов обработки металлов.

Особенности обработки металла
Многочисленные виды металлообработки можно отнести к одной из больших групп:
- механическая (обработка резанием);
- литье;
- термическая;
- давлением;
- сварка;
- электрическая;
- химическая.
Литье — один из самых древних способов. Он заключается в расплавлении металла и розливе его в подготовленную форму, повторяющую конфигурацию будущего изделия. Этим способом получают прочные отливки самых разных размеров и форм.
Про другие виды обработки будет рассказано ниже.
Сварка
Сварка также известна человеку издревле, но большинство методов были разработаны в последнее столетие. Сущность сварки заключается в соединении нагретых до температуры пластичности или до температуры плавления кромок двух деталей в единое неразъемное целое.
В зависимости от способа нагрева металла различают несколько групп сварочных технологий:
- Химическая. Металл нагревают выделяемым в ходе химической реакции теплом. Термитную сварку широко применяют в труднодоступных местах, где невозможно подвести электричество или подтащить газовые баллоны, в том числе под водой.
- Газовая. Металл в зоне сварки нагревается пламенем газовой горелки. Меняя форму факела, можно осуществлять не только сварку, но и резку металлов.
- Электросварка. Самый распространенный способ:
- Дуговая сварка использует для нагрева и расплавления рабочей зоны тепло электрической дуги. Для розжига и поддержание дуги применяют специальные сварочные аппараты. Сварка ведется обсыпными электродами или специальной сварочной проволокой в атмосфере инертных газов.
- При контактной сварке нагрев осуществляется проходящим через точку соприкосновения соединяемых заготовок сильным электротоком. Различают точечную сварку, при которой детали соединяются в отдельных точках, и роликовую, при которой проводящий ролик катится по поверхности деталей и соединяет их непрерывным швом.
![Дуговая сварка]()
С помощью сварки соединяют детали механизмов, строительные конструкции, трубопроводы, корпуса судов и автомобилей и многое другое. Сварка хорошо сочетается с другими видами обработки металлов.
Электрическая обработка
Метод основан на частичном разрушении металлических деталей под воздействием электрических разрядов высокой интенсивности.
Его применяют для прожигания отверстий в тонколистовом металле, при заточке инструмента и обработке заготовок из твердых сплавов. Он также помогает достать из отверстия обломившийся и застрявший кончик сверла или резьбового метчика.
Графитовый или латунный электрод, на который подано высокое напряжение, подводят к месту обработки. Проскакивает искра, металл частично оплавляется и разбрызгивается. Для улавливания частиц металла промежуток между электродом и деталью заполняют специальным маслом.
![Ультразвуковая обработка металла]()
Ультразвуковая обработка металла
К электрическим способам обработки металлов относят и ультразвуковой. В детали возбуждаются колебания высокой интенсивности с частотой свыше 20 кгц. Они вызывают локальный резонанс и точечные разрушения поверхностного слоя, метод применяют для обработки прочных сплавов, нержавейки и драгоценностей.
Особенности художественной обработки металлов
К художественным видам обработки металлов относят литье, ковку и чеканку. В средине XX века к ним добавилась сварка. Каждый способ требует своих инструментов и приспособлений. С их помощью мастер либо создает отдельное художественное произведение, либо дополнительно украшает утилитарное изделие, придавая ему эстетическое наполнение.
![Художественная чеканка]()
Чеканка — это создание рельефного изображения на поверхности металлического листа или самого готового изделия, например, кувшина. Чеканку выполняют и по нагретому металлу.
Способы механической обработки металлов
Большую группу способов механической обработки металлов объединяет одно: в каждом из них применяется острый и твердый по отношению к заготовке инструмент, к которому прикладывают механическое усилие. В результате взаимодействия от детали отделяется слой металла, и форма ее изменяется. Заготовка превышает размерами конечное изделие на величину, называемую «припуск»
Разделяют такие виды механической обработки металлов, как:
- Точение. Заготовка закрепляется во вращающейся оснастке, и к ней подводится резец, снимающий слой металла до тех пор, пока не будут достигнуты заданные конструктором размеры. Применяется для производства деталей, имеющих форму тела вращения.
- Сверление. В неподвижную деталь погружают сверло, которое быстро вращается вокруг своей оси и медленно подается к заготовке в продольном направлении. Применяется для проделывания отверстий круглой формы.
- Фрезерование. В отличие от сверления, где обработка проводится только передним концом сверла, у фрезы рабочей является и боковая поверхность, и кроме вертикального направления, вращающаяся фреза перемещается и вправо-влево и вперед-назад. Это позволяет создавать детали практически любой требуемой формы.
- Строгание. Резец движется относительно неподвижно закрепленной детали взад- вперед, каждый раз снимая продольную полоску металла. В некоторых моделях станков закреплен резец, а двигается деталью. Применяется для создания продольных пазов.
- Шлифование. Обработка производится вращающимся или совершающим продольные возвратно- поступательные движения абразивным материалом, который снимает тонкие слои с поверхности металла. Применяется для обработки поверхностей и подготовки их к нанесению покрытий.
![Шлифовка металла]()
Каждая операция требует своего специального оборудования. В технологическом процессе изготовления детали эти операции группируются, чередуются и комбинируются для достижения оптимальной производительности и сокращения внутрицеховых расходов.
Обработка давлением
Обработка металла давлением применяется для изменения формы детали без нарушения ее целостности. Существуют следующие виды:
Перед ковкой заготовку нагревают, опирают на твердую поверхность и наносят серию ударов тяжелым молотом так, чтобы заготовка приняла нужную форму.
Исторически ковка была ручной, кузнец разогревал деталь в пламени горна, выхватывал ее клещами и клал на наковальню, а потом стучал по ней кузнечным молотом, пока не получался меч или подкова. Современный кузнец воздействует на заготовку молотом кузнечного пресса с усилием до нескольких тысяч тонн. Заготовки длиной до десятков метров разогреваются в газовых или индукционных печах и подаются на ковочную плиту транспортными системами. Вместо ручного молота применяются кузнечные штампы из высокопрочной стали.
![Ковка]()
Для штамповки требуется две зеркальные по отношению друг к другу формы — матрица и пуансон. Тонкий лист металла помещают между ними, а потом с большим усилием сдвигают. Металл, изгибаясь, принимает форму матрицы. При больших толщинах листа металл нагревают до точки пластичности. Такой процесс называют горячая штамповка.
Во время штамповки могут выполняться такие операции, как:
- гибка;
- вытягивание;
- осаживание;
- и другие.
С помощью штамповки выпускают широчайший ассортимент изделий — от корпусов бытовой техники до колесных дисков и бензобаков.
Обработка с помощью резки
Металл поступает на предприятие в виде проката — листов или профилей стандартных размеров и толщин. Чтобы разъединить лист или профиль на изделия или заготовки нужных размеров, применяют обработку резкой.
Для профиля чаще всего используют резку абразивным кругом или дисковой пилой.
Для раскроя листов металла применяют несколько видов резки:
- Ручная. Газосварщик с газовой горелкой вырезает куски металла нужного размера и формы. Применяется в небольших мастерских и на опытных производствах.
- Газовая. Установка газовой резки режет пламенем автоматизированной газовой горелки и позволяет не только быстро произвести раскрой листа, но и разложить вырезанные заготовки по контейнерам для доставки их на сборочные участки . Режет металл лазерным лучом. Отличается высокой точностью и малым коэффициентом отходов. Кроме резки, может выполнять операции сварки и гравировки — нанесения на металл не удаляемых надписей.
- Плазменная. Режет металл факелом высокоионизированного газа — плазмы. Применяется для раскроя листов из твердых и специальных сплавов.
![Лазерная резка]()
В условиях промышленного производства и средних или крупных серий на первый план выходит такое понятие, как коэффициент использования металла. Он повышается как за счет более плотной раскладки деталей по площади, так и за счет прогрессивных технологий резки, дающих меньше отходов
Химическая обработка металлов для повышения защитных свойств материала
Химическая обработка металла — это воздействие на него специальными веществами с целью вызвать управляемую химическую реакцию.
Выполняются как подготовительные операции для очистки поверхности перед сваркой или покраской, так и как финишные отделочные операции для улучшения внешнего вида изделия и защиты его от коррозии.
![Цинкование металла]()
С помощью электрохимической обработки гальваническим методом наносят защитные покрытия.
Термические виды обработки металлов
Термическая обработка металлов применяется для улучшения их физико-механических свойств. К ней относя такие операции, как:
- отжиг;
- закалка;
- отпуск;
- старение;
- нормализация.
![Термическая обработка стали]()
Термическая обработка стали
Термическая обработка заключается в нагревании детали до определенной температуры и ее последующем охлаждении по специальной программе.
Отжиг
Заготовку нагревают до температуры пластичности и медленно охлаждают прямо в печи.
Отжиг снижает твердость стали, но существенно повышает пластичность и ковкость.
![Обработка металла]()
Применяется перед штамповкой или раскаткой. Во время отжига снимаются внутренние напряжения, возникшие при отливке или механической обработке.
Закалка
При закалке заготовку прогревают до температуры пластичности и держат в таком состоянии в течение определенного времени, за которое стабилизируются внутренние структуры металла. Далее изделие быстро охлаждают в большом количестве воды или масла. Закалка существенно повышает твердость материала и снижает его ударную вязкость, повышая, таким образом, и хрупкость. Применяют для элементов конструкций, подверженных большим статическим и малым динамическим нагрузкам.
Отпуск
Проводится после закалки. Образец нагревают до температуры, несколько меньшей температуры закалки, и охлаждают медленно. Это позволяет компенсировать излишнюю хрупкость, появившуюся после закалки. Применяется в инструментальном производстве
Старение
Искусственное старение заключается в стимуляции фазовых превращений в массе металла. Его проводят при умеренном нагреве для придания материалу свойств, возникающих при естественном старении за долгое время.
Нормализация
Нормализация проводится для повышения ковкости без заметного снижения твердости за счет приобретения сталью мелкозернистой структуры.
Ее применяют перед закалкой и для повышения обрабатываемости резанием. Проводят так же, как и отжиг, но остывает заготовка на открытом воздухе.
Современные способы обработки цветных металлов
Уже много десятилетий большой популярностью для изготовления различных изделий пользуется обработка цветных металлов. Технологии и современные методы производства позволяют ускорить сам процесс, а также повысить качество конечного продукта.
Классификация цветных металлов
Цветные металлы обладают характерным оттенком и высокой пластичностью. Их добыча осуществляется из земной породы, где они находятся в очень небольшом количестве. Обработка цветных металлов затратное по силам и финансам производство, но оно приносит огромную прибыль. Изделия из них обладают уникальными характеристиками, недоступными при их изготовлении из чёрных материалов.
Все цветные металлы делятся на несколько групп по своим свойствам:
- тяжёлые (олово, цинк, свинец);
- лёгкие (титан, литий, натрий, магний);
- малые (сурьма, мышьяк, ртуть, кадмий);
- рассеянные (германий, селен, теллур);
- драгоценные (платина, золото, серебро);
- радиоактивные (плутоний, радий, уран);
- тугоплавкие (ванадий, вольфрам, хром, марганец).
Выбор группы используемых в производстве цветных металлов зависит от желаемых свойств конечного изделия.
Основные свойства
Медь – пластичный металл с хорошей теплопроводностью, но низким уровнем сопротивления электричеству. Обладает золотистым цветом с розовым отливом. Её редко используют самостоятельно, чаще добавляют в сплавы. Применяют металл для изготовления приборов, машин, электрической техники.
![]()
Бронза – самый популярный сплав с медью, производится добавлением олова и химических веществ. Полученное сырьё обладает прочностью, гибкостью, пластичностью, его легко ковать и оно с трудом поддаётся износу.
![]()
Алюминий – хорошо проводит электричество, относится к пластичным металлам. Обладает серебристым оттенком и малым весом. Непрочный, но стойкий к коррозии. Используется в военном деле, пищевой промышленности и на смежных производствах.
![]()
Цинк – довольно хрупкий цветной металл, но стойкий к коррозии и пластичный, если его нагреть до температуры 100–150 ºC. При его помощи создаётся устойчивое к коррозии покрытие на изделиях, а также различные стальные сплавы.
При выборе цветного металла для будущей детали необходимо учитывать его свойства, знать все преимущества и недостатки, а также рассмотреть варианты сплавов. Это позволит создать максимально качественное изделие с заданными характеристиками.
Использование защитного покрытия
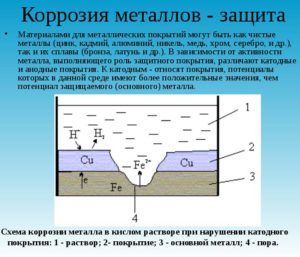
![Защитное покрытие]()
Чтобы сохранить первоначальный вид и функциональность изделия, а также защитить его от атмосферной коррозии, применяются специальные покрытия. Обработка изделия краской или грунтовкой – наиболее простой и эффективный метод защиты.
Для достижения большего эффекта на очищенный металл наносят грунтовку в 1–2 слоя. Это защищает от разрушения и помогает краске лучше держаться на изделии. Выбор средств зависит от вида цветного металла.
Обработка алюминия производится грунтовками на основе цинка или уретановыми красками. Латунь, медь и бронза не требуют дополнительной обработки. При возникновении повреждений проводится полировка и нанесение эпоксидного или полиуретанового лака.
Способы нанесения защитного слоя
Выбор методики нанесения покрытия зависит от вида цветного металла, финансирования предприятия и желаемых характеристик изделия.
Самым популярным способом обработки цветных металлов для защиты от повреждений считается гальваника. На поверхность изделия наносится защитный слой из специального состава. Его толщина регулируется в зависимости от температурного режима, при котором будет эксплуатироваться деталь. Чем более резкий климат, тем больше слой.
Особенно популярен гальванический метод обработки деталей в строительстве домов и машин. Существует несколько разновидностей покрытия.
Хромирование – проводится с использованием хрома и сплавов на его основе. Деталь становится блестящей, металл после обработки устойчив к действию высоких температур, коррозии и износу. Особенно популярен метод в промышленном производстве.
![]()
Анодирование – проводится с использованием тока, действие которого вызывает образование плёнки при обработке алюминия, магния и подобных им сплавов. Конечное изделие устойчиво к действию электричества, коррозии и воды.
Никелирование – проводится с использованием смеси никеля и фосфора (до 12%). После покрытия детали подвергают термообработке, что увеличивает стойкость к коррозии и износу.
![]()
Метод гальванической обработки деталей довольно дорогостоящий, поэтому его применение для малых производств затруднено.
Дополнительные методы
![Металлизация напылением]()
Металлизация напылением относится к бюджетным вариантам. На поверхность изделия наносится расплавленная смесь при помощи воздушной струи.
Существует также горячий метод нанесения защитного слоя. Детали погружаются в ванну, внутри которой находится расплавленный металл.
При диффузионном методе защитный слой создаётся в условиях повышенной температуры. Таким образом, состав проникает в изделие, чем повышает его устойчивость к внешним воздействиям.
Нанесение на цветной металл, из которого выполнена деталь, другого, более стойкого, называют плакированием. Процесс подразумевает литьё, совместную прокатку, пресс и дальнейшую ковку изделия.
Современные технологии обработки
Существует несколько основных методов обработки цветных металлов. Они делятся на несколько групп в зависимости от технологии и температурного режима: горячие и холодные, механические и термические.
Самые популярные из них:
- сварка (термическая, химическая, газовая, дуговая, электрическая, контактная);
- отливка; с использованием станков (гравировка, фрезеровка, токарное производство, шлифовка, гидроабразивная и плазменная резка); (штамповка, прессовка, волочение, прокат, ковка).
Для грамотного выбора методики обработки нужно знать несколько параметров используемого цветного металла:
- теплоёмкость;
- теплопроводность;
- наличие или отсутствие реакции с воздухом при нагревании;
- изменение механических свойств при повышенной температуре.
Если правильно высчитать и учесть все показатели, то изделие будет служить долго, а его свойства будут полностью отвечать заявленным.
Видео по теме: Обработка цветных металлов
Читайте также: