Обработка металлов резанием давлением
Обновлено: 04.10.2024
Сталь, чугун, медь, алюминий — каждый материал нуждается в отдельном подходе.
При выборе способа работы с металлическими конструкциями необходимо опираться на физические и химические свойства сталей, а именно:
- температура плавления и закалки — для термообработки;
- твердость и прочность — для резания и точения.
Второй признак классификации происходит в зависимости от того, какая стоит цель перед специалистом. Задачи могут быть многочисленными — распиловка, то есть отделение одного фрагмента от целого, шлифовка, создание фигурной поверхности, штамповка и пр.
Основные способы и методы обработки металлов и сплавов
В зависимости от намерений, могут применяться разнообразные технологии, использоваться то или иное оборудование. Перечислим основные подходы к металлообработке:
- механический — это оказание физического давления прессом или острием инструмента;
- термический — производится посредством поднятия высокой температуры, применяется для изменения формы или придания дополнительных физических характеристик;
- художественный — к нему, в первую очередь, относится ковка — придание необходимой конфигурации изделию с целью достижения эстетического эффекта;
- сварочный — это соединение двух и более элементов посредством электродуговой или инверторной сварки;
- электрический, в том числе прокалка, то есть пропуск через металл разряда;
- токарный — придание нужной формы (рис. 2);
- литье — это отлив из расплавленного материала требуемой детали.
Теперь перейдем к описанию наиболее часто применяемых видов металлообработки.
Фрезерные работы
Фрезеровщики могут на своей аппаратуре производить сразу несколько операций — и наружная обработка, придание формы, и создание отверстий, полостей, поскольку фреза передвигается в нескольких направлениях (рис. 1, 3, 4). Помимо этого, можно наносить фаски, делать резьбу, канавки.

Рисунок 1 — Фрезерование детали
Многообразие процедур и задач настолько высоко, что фрезерный станок один из самых востребованных. Его устанавливают как на производствах, так и в частных мастерских. Отдельно стоит упомянуть оборудование, оснащенное ЧПУ (рис. 5, 6), так как автоматизация позволяет делать высокоточные операции с деталями фактически любой формы.

Рисунок 2 – Обработка заготовки на токарном станке.
Зубонарезные работы
Это процесс обработки металла, входе которого создаются зубчатые колеса, а также другие детали, имеющие зубья. Особенность заключается в том, что требуется сохранять на протяжении всего рабочего участка одинаковый шаг, а также глубину резьбы. Есть специализированные зубофрезерные и зубодолбежные инструменты, которые базируются на копировальном методе, то есть впадины прорезываются обычным фрезерным способом с единичным делением.

Рисунок 3 – Фрезерование детали.
На крупном оборудовании есть специальные червячные резцы, которые расположены так, что они при одном проходе позволяют создать кромки на одинаковом расстоянии. Затем все зубцы шлифуются специализированными дисками, которые отличаются наличием основного количества абразивных веществ на торцах.
Токарные работы
Обработка металла точением — это снятие верхнего слоя с вращающейся стальной заготовки посредством различного режущего инструмента. Основные изделия, с которыми можно работать на таком станке имеют цилиндрическую или конусообразную форму. Помимо срезания стружки, можно производить следующие процедуры:
- торцевание;
- снятие фасок;
- отрезание;
- обработка галтелей;
- прорезание канавок.
Важный нюанс при произведении операции — это стружкоотведение. Оно бывает автоматическим на станках с ЧПУ, но чаще производится вручную специалистом.

Рисунок 4 – Фрезерование плоской поверхности.
Сваривание металлических элементов в одну конструкцию — это наиболее часто используемый на данный момент способ достижения прочного соединения. Он заключается в точечном нагреве рабочей зоны с последующим расплавлением материала. Расплавленная сталь вступает во взаимодействие, образуя при застывании крепкую связь.
- электродуговые аппараты с электродами;
- полуавтоматы с присадочной проволокой.
В первом случае проводник покрыт специальным неплавким составом, который одновременно поддерживает сварную ванну и способствует правильному наложению шва без влияния кислорода. Во втором случае присадка является дополнительным материалом, который при расплавлении скрепляет заготовки.
Сварщик должен обладать опытом и достаточным объемом знаний, чтобы правильно выбрать электрод, силу тока, скорость движения.

Рисунок 5 – Фрезерование на станке с ЧПУ.
Ручная дуговая сварка
Дополнительные названия — MMA, РД, РДС. Метод придуман еще в 19 веке, но активно используется до настоящего времени с небольшими модификациями. Между проводником и поверхностью стали образуется электродуга с помощью ударов или «чирканья» по детали. В образованной сварной ванне одновременно плавится и заготовка, и электрод.
Способ используется в домашних условиях. Затруднения возникают, когда нужно создать потолочное или вертикальное соединение. Специалисты в таких случаях советуют ускорять процесс работы, чтобы сила тяготения не помешала отличному результату.
Сварка под флюсом
При воздействии на область сваривания воздуха происходит окисление. Это естественный процесс, но он мешает образованию прочного соединения. В электродуговых аппаратах применяют электроды со специальной обсыпкой. Помимо этого, активно применяется технология с подачей инертного газа. Но максимальное качество можно получить только при применении флюса. Это гранулированный порошок, который при нагревании плавится и служит защитой для процессов, происходящих под образованной пленкой. Затем вещество остается в виде шлака, который легко снимается со шва привычным способом, шлифовкой.

Рисунок 6 — Обработка детали на станке.
Электрическая обработка изделий из металла
Основная технология выглядит так: на участок подается точечный разряд, который приводит к оплавлению стали. Используемый электрод обычно сделан из латуни, а пространство между ним и поверхностью заполняют маслом, которое имеет отличные проводящие способности. Активно применяется эта методика для работы с металлическими тонкими листами, а также для заточки инструментов.
Подвидом электрообработки можно считать ультразвуковой метод. Волны с высокой частотой по аналогичному принципу разрушают молекулярные соединения, что приводит к образованию отверстий.
Высокая точность позволяет пользоваться технологией для изготовления ювелирных изделий.

Рисунок 7 – Обработка детали на токарном станке.

Рисунок 8 – Фреза.
Способы механической обработки
Несмотря на разнообразие процессов, их суть одинаковая. Берется заготовка с припуском, то есть с «лишними» миллиметрами или сантиметрами. Затем на нее оказывается воздействие посредством более твердого и острого инструмента. Остальные нюансы зависят от подвида — наличие вращения, подача и пр. К ним относят:
- Точение на токарном оборудовании.
- Сверление — образование сквозных или глухих отверстий нужного диаметра.
- Нарезание внутренней и внешней резьбы. Вручную это можно сделать с помощью метчика и плашки.
- Фрезерование.
- Строгание — процедура не отличается от классического типа деревообработки, когда резец проходит несколько подходов по поверхности. снимая стружку.
- Шлифование — важный финишный процесс, придание нужного уровня шероховатости и доведение до идеальных размеров.
После перечисленных способов не остается никакого припуска.

Рисунок 9 — Инструменты для обработки металла резанием.
Основы металлообработки давлением
При данных методах целостность стали не нарушается, но меняется форма. В большинстве случаев необходимо термическое воздействие, чтобы уменьшить прочность и твердость детали.
- Ковка. Проводится вручную, поэтому очень ресурсозатратна. Однако результат получается индивидуальный, а поэтому дорогостоящий. Нагретый металлический прут специалист отбивает молотком до нужной конфигурации. В современных условиях используется пресс.
- Штамповка. Часто применяется к тонколистовому металлу. Есть матрица и пуансон. Они имеют зеркальное отражение, но одинаковую форму. Помещенный между ними лист сгибается, приобретая нужные очертания.
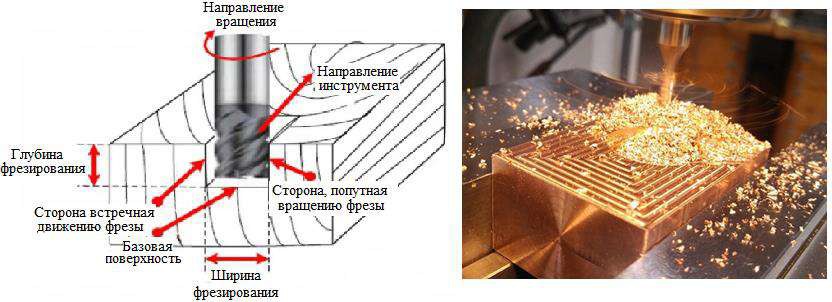
Рисунок 10 – Фрезерование.
Как обрабатывают металлы с помощью резания?
Это простая процедура, имеющая целью разъединения одной детали на две и более. Для этого используются специальные лезвия из крепкой инструментальной стали.
Подвиды обработки металла:
- ручная резка;
- газовая;
- лазерная;
- плазменная.
Химическое воздействие
Ряд химикатов может повысить прочностные, антикоррозийные характеристики заготовки. В основном управляемые реакции необходимы или для снятия загрязнений перед другим видом металлообработки, или для нанесения дополнительного покрытия, например, цинкование.
Время и температура
При данном способе важно поддерживать нужный температурный режим и определенный временной промежуток, иначе, передержав или перегрев сталь при работе, можно столкнуться с необратимыми деформациями.
Термообработка
Обработчик металла применяет ряд операций при повышенном термическом воздействии с целью изменить физические и химические качества продукции.
Отжиг. Суть — повышение t до предела пластичности и постепенное остывание вместе с печью.
Результат — увеличенная ковкость, снятие внутренних напряжений, сниженная прочность.
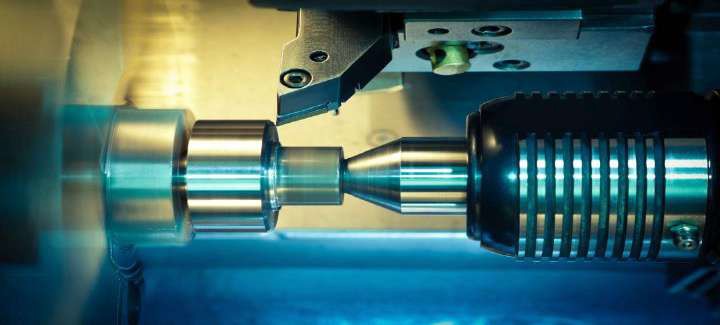
Рисунок 11 – Резец токарного станка.
Закалка. Нагрев, продолжительное выжидание при высокой температуре, быстрое охлаждение вводе или масле. Итог — увеличивается прочность и стойкость к сжатиям и растяжением, но также повышается хрупкость.
Отпуск. Вторичное нагревание после закаливания, чтобы компенсировать полученное негативное воздействие.
Старение. Медленное и продолжительное изменение температурного режима, которое приводит к естественным превращениям, происходящим при длительной эксплуатации металлической конструкции.
Нормализация. Процедура аналогична отжигу, но остывание происходит на открытом воздухе. Меняется зернистость структуры, приводит к повышению ковкости.
Общие сведения об обработке металлов давлением
1. Обработка давлением основана на способности металлов необратимо изменять свою форму без разрушения под действием внешних сил. Она обеспечивает получение заготовок для производства деталей, а в некоторых случаях и самих деталей требуемых форм и размеров с необходимыми механическими и физическими свойствами.
Обработка давлением – прогрессивный, экономичный и высокопроизводительный способ металлообработки, развивающийся в направлении максимального приближения форм и размеров заготовки к форме и размерам детали, что обеспечивает лучшее использование металла, сокращение трудоёмкости последующей обработки резанием и уменьшением себестоимости продукции.
При производстве металлических изделий широко применяют обработку металлов давлением как в горячем состоянии, так и в холодном. Основными способами обработки металлов давлением являются прокатка, волочение, прессование, ковка и штамповка.
Прокатка – один из важных способов обработки давлением, которым обрабатывается более 75% выплавляемой стали.
Прокатка осуществляется захватом заготовки 2 (рис. 22, а) и деформации ее между вращающимися в разные стороны валками 1 прокатного стана; при этом толщина заготовки уменьшается, а длина и ширина увеличиваются. Валки имеют гладкую поверхность для прокатки листов или вырезанные ручьи, составляющие калибры, для получения круглой или квадратной полосы, рельсов и т. д.
Волочение – процесс, при котором заготовка 2 (рис. 22, б) протягивается на волочильном стане через отверстие инструмента 1, называемого волокой; при этом поперечное сечение заготовки уменьшается; а длина ее увеличивается.
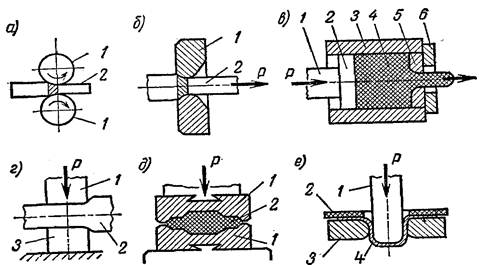
Рис. 22 Схемы основных способов обработки металлов давлением:
а – прокатка; б – волочение; в – прессование; г – ковка; д – объемная штамповка; е – листовая штамповка
Прессование представляет собой выдавливание заготовки 4 (рис. 22, в), помещенной в специальный цилиндр – контейнер 3,через отверстие матрицы 5, удерживаемой матрицедержателем 6;выдавливание производят при помощи пресс – шайбы 2 и пуансона 1. В зависимости от формы и размеров отверстия матрицы получают разнообразные изделия.
Ковка металла заключается в обжатии заготовки 2 (рис. 22, г) между верхним 1 и нижним 3 бойками молота с применением разнообразного инструмента. Свободной ковкой получают поковки различных размеров простой или сложной формы на молотах или прессах.
Штамповка – процесс деформации металла в штампах, форма и размеры внутренней полости которых определяют форму и размеры получаемой поковки. Различают объемную и листовую штамповку.
При объемной штамповке (рис. 22, д) на горячештамповочных молотах и прессах заготовка 2 деформируется в штампе 1. Листовая штамповка (рис. 22, е) осуществляется на холодноштамповочных прессах. При помощи пуансона 1, прижима 2, матрицы 3 листовая заготовка 4 превращается в изделие.
2. Различают горячую и холодную обработки металлов давлением.
Горячая обработка металлов давлением характеризуется явлениями возврата и рекристаллизации, отсутствием упрочнения (наклёпа); механические и физико-химические свойства металла изменяются сравнительно мало. Пластическая деформация не создаёт полосчатости (неравномерности) микроструктуры, но приводит к образованию полосчатости макроструктуры у литых заготовок (слитков) или к изменению направления волокон макроструктуры (прядей неметаллических включений) при обработке металлов давлением заготовок, полученных прокаткой, прессованием и волочением. Полосчатость макроструктуры создаёт анизотропию механических свойств, при которой свойства материала вдоль волокон обычно лучше его свойств в поперечном направлении.
При холодной обработке металлов давлением процесс пластической деформации сопровождается упрочнением, которое изменяет механические и физико-химические характеристики металла, создаёт полосчатость микроструктуры и также изменяет направление волокон макроструктуры. При холодной обработке металлов давлением возникает текстура, создающая анизотропию не только механических, но и физико-химических свойств металла. Используя влияние обработки металлов давлением на свойства металла, можно изготавливать детали с наилучшими свойствами при минимальной массе.
Для получения заготовок обработкой давлением используют различные деформируемые материалы: углеродистые, легированные и высоколегированные стали, жаропрочные сплавы, сплавы на основе алюминия, меди, магния, титана, никеля и др.
Исходными заготовками для обработки металлов давлением являются плоские и круглые слитки разных размеров и массы из стали и цветных сплавов.
До обработки давлением слитки подвергают механической обработке, которая заключается в отрезке прибыльной и донной частей и очистке поверхности от литейных пороков.
Размеры и масса слитков зависят от их назначения. Цилиндрические слитки предназначаются для изготовления прутков, профилей и труб. Их получают главным образом методом непрерывного литья. Плоские слитки применяют для изготовления различных поковок, листов, лент, полос и т. п.
3. Существенные преимущества обработки металлов давлением по сравнению с литейным производством и обработкой резанием – возможность значительного уменьшения отхода металла, а также повышения производительности труда, поскольку в результате однократного приложения усилия можно значительно изменить форму и размеры деформируемой заготовки. Кроме того, пластическая деформация сопровождается изменением физико-механических свойств металла заготовки, что можно использовать для получения деталей с наилучшими эксплуатационными свойствами (прочностью, жесткостью, высокой износостойкостью и т. д.) при наименьшей их массе.
Эти и другие преимущества обработки металлов давлением (отмеченные ниже) способствуют неуклонному росту ее удельного веса в металлообработке. Совершенствование технологических процессов обработки металлов давлением, а также применяемого оборудования позволяет расширять номенклатуру деталей, изготовляемых обработкой давлением, увеличивать диапазон деталей по массе и размерам, а также повышать точность размеров полуфабрикатов, получаемых обработкой металлов давлением.
Обработка металлов резанием
Сварка – технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями изделия при их местном или общем нагреве, пластическом деформировании, а также при совместном действии того и другого факторов.
В зависимости от состояния металла в сварочной зоне все способы сварки делятся на две группы: плавлением и давлением (в соответствии с ГОСТ 2601-74).
К сварке плавлением относятся следующие способы: дуговая, электрошлаковая, электронно-лучевая, лазерная, газовая, термитная.
К сварке давлением – контактная, диффузионная, холодная, ультрозвуковая, взрывом и др.
Сварные соединения могут быть стыковыми, угловыми, тавровыми, нахлесточными.
Сущность обработки металла давлением состоит в целенаправленной пластической деформации, придающей ему определенные форму и размеры, в ходе которой разрушается грубозернистая литая структура, устраняются пористость и рыхлость, улучшается металлургическое качество и создается благоприятная ориентировка вновь образовавшихся структурных составляющих металла.
При горячей обработке давлением, когда металл обладает большой пластичностью при малой прочности, его зерна вытягиваются и трансформируются в волокна.
Волокнистое строение металла обеспечивает значительное повышение прочности металла на разрыв вдоль волокон по сравнению с поперечным направлением.
К основным способам обработки металлов давление относятся Прокатка, Ковка, Штамповка.
Прокатка представляет собой процесс деформирования слитка или иной продолговатой металлической заготовки между двумя вращающимися валками, расстояние между рабочими поверхностями которых меньше высоты заготовки. Прокатка характеризуется сортаментом стального проката, который включает в себя пять основных групп:
- сортовой прокат (заготовки для ковки и штамповки, мех обработки и пр. и для строительных конструкций);
- листовой прокат (толстолистовая (свыше 4 мм ) и тонколистовая (0,2-3,75мм) сталь;
- специальный прокат (вагонные колеса и пр.);
- периодический прокат (прокат с периодически изменяющемся по длине профилем).
Ковка и штамповка. При ковке деформирование металла заготовки осуществляется путем целенаправленно наносимых ударов или нажатий. В зависимости от используемого оборудования ковка делится на свободную или ковку в штампах (штамповку).
Основными видами обработки резанием являются точение, строгание, сверление, фрезерование и шлифование.
Обработка металлов резанием осуществляется на металлорежущих станках – токарных, строгальных, сверлильных, фрезерных и шлифовальных – с использованием различных режущих инструментов – резцов, сверл, фрез, шлифовальных кругов.
Удаляемый в процессе резания металл – припуск – превращается в стружку, при этом наличие стружки является характерным признаком всех разновидностей процесса резания металлов.
Движение в процессе резания характеризуется двумя составляющими: главное движение резания и движение подачи.
Главное движение – Дr имеет наибольшую скорость называемую скоростью резания. Движение подачи Дs имеет скорость меньшую, чем скорость главного движения резания и предназначено для срезания припуска со всей поверхности, подлежащей обработке. Это движение называется подачей. Главное движение и движение подачи в зависимости от вида обработки могут быть вращательными и прямолинейно поступательными и совершаться как заготовкой, так и режущим инструментом.
При точении главное движение – вращательное движение заготовки, движение подачи – прямолинейно поступательное движение режущего инструмента - резца.
При строгании главное движение сообщается резцу, а движение подачи заготовке, или оба движения – только резцу.
При сверлении – оба движения, как правило, режущему инструменту – сверлу.
При фрезеровании - главное движение режущему инструменту – фрезе, а движение подачи заготовке
При круглом и плоском шлифовании – главное движение сообщается режущему инструменту – шлифовальному кругу, а движение подачи – заготовке.
Металлорежущие станки с числовым программным управлением являются эффективным средством автоматизации мелкосерийного и серийного производства.
Станки с ЧПУ являются полуавтоматами, так как рабочий цикл обработки детали осуществляется автоматически по программе. Участие человека в работе станка с ЧПУ сводится в основном к перемещению детали в зону закрепления детали и после автоматической обработки детали – к ее раскреплению и перемещению из зоны обработки. Действия человека здесь успешно заменяются в настоящее время действиями машины – промышленного робота.
Промышленный робот – автоматическая машина, заменяющая функции человека при перемещении предметов производства и (или) технологической оснастки.
Для эффективного перехода с изготовления одного изделия на другое широко используются гибкие производственные системы (ГПС).
ГПС – совокупность нескольких или отдельной единицы технологического оборудования и системы обеспечения ее функционирования в автоматическом режиме, которая обладает свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений и характеристик.
Основные группы сварочного оборудования
Сварочные генераторы. Это электромеханические приборы, состоящие из двигателя и мощного генератора. Принцип работы таков: энергия сгорания топлива в двигателе передается в генератор, которые преобразует ее в электрический ток. Если генератор поддерживает постоянство сварочного дуги, то его называют сварочным агрегатом. Если двигатель является однофазным или трехфазным, то получаем сварочный преобразователь. Сварочные агрегаты имеют уникальную особенность: они не требуют подключения к электросети, а потому их можно использовать в любом месте автономно. Но из-за такой автономности они получаются большими и тяжелыми – и применяют их в основном в строительстве.
Сварочные трансформаторы. Простые, дешевые, широко используемые сварочные аппараты для ручной дуговой сварки. На контакты трансформатора подается переменный ток и вызывает переменный магнитный поток, который, в свою очередь, вызывает переменный ток с пониженным напряжением. Это напряжение и приводит к нагреву свариваемых поверхностей. Трансформаторы получили широкое распространение из-за простоты конструкции, невысокой цены и высокой надежности. Минусы, конечно, тоже имеются: это большие габариты и то, что переменный ток не может создать ровный шов. У новичков могут также возникнуть сложности с началом работы с трансформатором.
Сварочные выпрямители.Это трансформатор, источник питания и блок полупроводниковых выпрямителей. Аппарат вырабатывает постоянный ток, дуга не прерывается и отличается стабильностью. Эта особенность позволяет качественно использовать выпрямители даже непрофессионалам. При применении дополнительных приборов выпрямители могут сваривать цветные металлы и чугун.
Сварочные инверторы. Это аппараты, обладающие повышенной частотой, которая позволяет при меньшем весе и габаритах производить более мощную сварку. Такая сварка обеспечивает ровный, аккуратный сварной шов и устойчивую дугу.
Газосварочное оборудование - оборудование для резки и сварки металлов. Для сварки используется энергия горючего газа в смеси с кислородом или воздухом.
Обработка металлов давлением
Под обработкой давлением понимают методы получения изделий путем пластической деформации металлов и сплавов.
Величина пластической деформации не безгранична, при определенных ее значениях может начаться разрушение металла. Однако, создавая наиболее благоприятные условия деформирования, в настоящее время достигают значительного пластического формоизменения даже у материалов, имеющих в обычных условиях невысокую пластичность.
Существенные преимущества обработки металлов давлением по сравнению с обработкой резанием – возможность значительного уменьшения отхода металла, а также повышения производительности труда, поскольку в результате однократного приложения деформирующей силы можно значительно изменить форму и размеры деформируемой заготовки. Кроме того, пластическая деформация сопровождается изменением физико-механических свойств металла заготовки, что можно использовать для получения деталей с наилучшими эксплуатационными свойствами (прочностью, жесткостью, высокой износостойкостью и т. д.) при наименьшей их массе. Эти и другие преимущества обработки металлов давлением способствуют неуклонному росту ее удельного веса в металлообработке.
Классификация процессов обработки металлов давлением
По назначению процессы обработки металлов давлением группируют следующим образом:
для получения изделий постоянного поперечного сечения по длине (прутков, проволоки, лент, листов); основными разновидностями таких процессов являются прокатка, прессование и волочение;
для получения деталей или заготовок (полуфабрикатов), имеющих приближенно формы и размеры готовых деталей и требующих обработки резанием лишь для придания им окончательных размеров и получения поверхности заданного качества; основными разновидностями таких процессов являются ковка и штамповка.
Основными схемами деформирования объемной заготовки можно считать сжатие между плоскостями инструмента, ротационное обжатие вращающимися валками, затекание металла в полость инструмента, выдавливание металла из полости инструмента и волочение, при котором в качестве заготовки может быть использован только пруток.
Процессы деформирования листовой заготовки – операции листовой штамповки, объединяются в две группы:
разделительные операции (отрезка, вырубка, пробивка, надрезка) и формоизменяющие (гибка, вытяжка, формовка и др.).
Сжатие между плоскостями инструмента – осадка, характеризуется свободным пластическим течением металла между поверхностями инструмента (рис. 22, а). Отношение высоты заготовки к ее меньшему поперечному размеру не может быть больше 2,5-3, из-за опасности потери устойчивости и изгиба.
Схема свободного течения металла при сжатии между плоскостями инструмента лежит в основе операций ковки: осадки, протяжки, раскатки и др., а также имеет место во многих способах объемной штамповки.
Ротационное обжатие вращающимися валками (рис. 22,6) обусловливается силами трения между вращающимся инструментом и заготовкой, благодаря которым последняя перемещается в зазоре между валками, одновременно деформируясь. Эта схема лежит в основе прокатки.
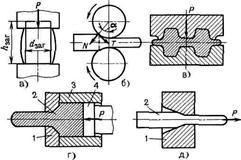
Рис. 22 Основные схемы деформирования в обработке металлов давлением
Затекание металла в полость инструмента (рис. 22, в) – схема деформирования, являющаяся сутью объемной штамповки. Металл заготовки заполняет полость, называемую ручьем, специального инструмента – штампа, приобретая его форму и размеры. Течение металла ограничивается поверхностями полостей.
Выдавливание металла (рис. 22, г) через отверстие заданного сечения в матрице 1 происходит вследствие его сжатия в замкнутой полости, образуемой контейнером 3, матрицей 7 и пуансоном 4. при Схема выдавливания характерна для таких видов обработки металлов давлением, как прессование, горячая и холодная штамповка.
Волочение (рис. 22, д) заключается в протягивании заготовки 2 через сужающееся отверстие в инструменте, называемом волокой 7; площадь поперечного сечения заготовки уменьшается и получает форму поперечного сечения отверстия волоки, а следовательно, длина (из условия постоянства объема при пластической деформации) увеличивается.
В зависимости от температуры пластического деформирования различают холодную и горячую обработку давлением.
Основная цель нагрева – повышение пластических свойств для улучшения заполнения рабочего пространства штампа, а также уменьшения износа инструмента.
Максимальную температуру нагрева, т. е. температуру начала горячей обработки давлением, следует назначать такой, чтобы не было пережога (появления хрупкой пленки между зернами металла вследствие окисления их границ) и перегрева. В процессе обработки нагретый металл обычно остывает, соприкасаясь с более холодным инструментом и окружающей средой.
Заканчивать горячую обработку давлением следует также при вполне определенной температуре, ниже которой пластичность вследствие упрочнения падает и в изделии возможно образование трещин. Но при высоких температурах заканчивать деформирование нецелесообразно, особенно для сплавов, не имеющих фазовых превращений. В этом случае после деформирования зерна успевают вырасти и получается крупнозернистая структура, характеризующаяся низкими механическими свойствами.
Каждый металл и сплав имеет свой строго определенный температурный интервал горячей обработки давлением.
С увеличением времени нагрева увеличивается окисление поверхности металла, так как при высоких температурах металл активнее химически взаимодействует с кислородом воздуха. В результате на поверхности, например, стальной заготовки образуется окалина - слой, состоящий из оксидов железа. Кроме потерь металла с окалиной, последняя, вдавливаясь в поверхность заготовки при деформировании, вызывает необходимость увеличения припусков на механическую обработку. Окалина увеличивает износ деформирующего инструмента, так как ее твердость значительно больше твердости горячего металла.
При высоких температурах на поверхности стальной заготовки интенсивно окисляется не только железо, но и углерод; происходит так называемое обезуглероживание. Толщина обезуглероженного слоя иногда достигает 1,5-2 мм.
Для уменьшения окисления заготовки нагревают в нейтральной или восстановительной атмосфере. Для увеличения производительности применяют индукционный нагрев. При этом способе в специально изготовленный индуктор (из медной трубки) подается ток высокой частоты. Между витками индуктора создается магнитное поле, и на поверхность заготовки наводятся токи Фуко, которые вызывают разогрев поверхности. Количество тепла, выделяемое заготовке: Q=0,24J 2 Rt. Чем больше сила тока, тем выше скорость разогрева.
Технологии обработки металла
Металлообработка – технологические процессы, которые изменяют размер, форму и другие характеристики металлоизделий. Применяются различные виды обработки – литье, механические, электрические и термические виды обработки, сварка.
Под металлообработкой понимают совокупность технологических процессов, изменяющих размеры, форму и другие характеристики металлических заготовок. Условная классификация технологий обработки металлов: литье, механообработка (резанием и давлением), термическая, сварка, электрическая, художественная.
Один из наиболее древних способов обработки металлов
Литье – это процесс изготовления отливок путем заливки литейных форм расплавленным металлом. После отвердевания металлический расплав приобретает конфигурацию внутреннего пространства формы. Современные технологии литья обеспечивают возможность изготавливать отливки сложных форм с минимально возможными припусками на дальнейшую механообработку.
Типы обработки металла литьем:
- В песчаные формы. Это самая массовая и недорогая литейная технология, позволяющая изготавливать грубые заготовки. Отверстия и полости в них образуют с помощью стержней, помещаемых в форму для литья.
- В кокиль – разборную, чаще всего металлическую форму. Методика позволяет получать качественные полуфабрикаты. Отвердевшее изделие извлекают из кокиля.
- Под давлением в пресс-формах. Способ применяется в основном для цветных сплавов и некоторых марок стали.
- По выплавляемым моделям. Этот метод позволяет изготавливать сложные по форме изделия. Для этого из стеарина и другого материала изготавливают высокоточную модель детали, а затем на нее наносят суспензию, формирующую оболочку. Высушенную и прокаленную оболочковую форму заполняют металлическим расплавом. Охлаждение –на открытом пространстве или в термостате.
Основные виды механической обработки металлов
Механообработка металлических заготовок включает процессы, в результате которых изменяются геометрические характеристики деталей. Ее можно разделить на две основные категории. К первой группе, называемой обработкой давлением, относятся операции, происходящие без снятия поверхностного слоя металла. Это прокатка, ковка, штамповка, прессование. Вторая группа – технологические операции, называемые обработкой резанием. К ним относят токарную обработку, фрезерование, строгание, долбление, сверление.
Способы обработки металлов давлением (ОМД)
Задачи, решаемые различными видами ОМД: получение полуфабрикатов или изделий заданных геометрических параметров, улучшение микроструктуры металла, снижение усадочной пористости отливок, улучшение физико-механических характеристик заготовок. Существует два основных направления ОМД:
- холодные процессы – осуществляются при температурах ниже порога начала рекристаллизационных процессов;
- горячая ОМД– происходит выше температур рекристаллизации.
Основные виды обработки металлов давлением:
- Горячая прокатка. Этот способ механической обработки применяется в производстве листового, трубного, сортового и фасонного проката. Горячекатаные полуфабрикаты могут служить исходным материалом для различных способов холодного деформирования.
- Холодная прокатка. Ее цель – повышение точности размеров, улучшение качества поверхности и других характеристик горячекатаных полуфабрикатов.
- Холодное и горячее волочение. Осуществляется протягиванием заготовки через отверстие заданной формы с целью получения требуемого поперечного сечения длинномерного проката. Площадь сечения отверстия всегда меньше площади сечения заготовки. Этот способ металлообработки применяется при производстве прутков (круглых, квадратных, многоугольных)и фасонного проката с малым размером сечения, тонкостенных труб небольшого диаметра.
- Горячая и холодная штамповка. Этот вид ОМД известен на протяжении нескольких веков. А холодная штамповка длительное время была основным способом производства металлической посуды благодаря простой реализации и невысокой стоимости процесса. Штамповка бывает листовой и объемной. В результате объемной штамповки происходит пространственное изменение формы объемной заготовки. Обычно целью такой технологической операции является получение из заготовки простой формы (шара, цилиндра, параллелепипеда, куба) изделия более сложной конфигурации. Листовая штамповка – вид обработки металлов, с помощью которого получают как небольшие детали, так и корпуса различных видов транспорта.
- Ковка. Осуществляется при нагреве заготовки. Бывает ручной (такой способ сейчас применяется в основном для создания художественных изделий) и механизированной.
- Холодное и горячее прессование (экструдирование). Экструзия заключается в обработке заготовок путем их выдавливания через один или несколько каналов. Без нагрева обычно прессуются мягкие цветные металлы (алюминий, медь) и сплавы на их основе. Для стальных заготовок обычно применяют горячее прессование. Экструдирование – современный метод металлообработки, позволяющий получать длинномерные профильные изделия.
- Комбинированная обработка. Очень часто для получения необходимого результата комбинируют несколько технологий ОМД и/или ОМД сочетают с другими типами металлообработки.
Виды металлообработки резанием
Обработка резанием – совокупность процессов, подразумевающих срезание слоев металла с переходом их в стружку или разделение заготовок на части. Разделяют черновую, получистовую и чистовую обработку. Заготовками служат: отливки, все виды проката, штампованные, кованые, прессованные детали.
Основные методы обработки металлов резанием:
- Токарная обработка (точение). Реализуется на станках токарной группы с помощью резцов. Точение позволяет создавать конические, цилиндрические и фасонные детали.
- Сверление. Дополнительные операции, которые могут сочетаться со сверлением – растачивание, развертывание, рассверливание, зенкерование. Их цель – получение отверстий нужного диаметра и глубины – сквозных или глухих. Применяемое оборудование – сверлильные станки различных типов, токарные станки.
- Фрезерование. Осуществляется на фрезерных станках с помощью дисковых, цилиндрических, торцевых, концевых, угловых фрез.
- Шлифование. Эта операция относится к чистовым. С ее помощью снижают шероховатость поверхности до значения, указанного в чертежах на изделие. Рабочий орган шлифовальных станков – абразивные круги, ленты, хонинговальные головки.
- Операции по разделению заготовок на части – резка и рубка. Резка осуществляется ручным или механизированным инструментом, как вариант – термическим воздействием. В серийном производстве для рубки проката применяют ножницы-гильотины, пресс-ножницы, механические и гидропрессы, угловысечные станки.
Для реализации скоростных методов резания используются металлообрабатывающие станки с ЧПУ, выполняющие все операции в автоматическом режиме в соответствии с заложенной в них компьютерной программой.
Термическая обработка металлов
Термообработкой металлов и сплавов называют совокупность операций нагрева до установленных температур, выдержки и охлаждения с различной скоростью и в различных средах. Их цель –получение микроструктуры и физико-механических характеристик, соответствующих запланированной технической задаче. Основные виды термообработки:
- ОтжигIиIIрода. Отжиг I рода для стальных заготовок обычно подразумевает нагрев до температур, при которых не происходят фазовые превращения стали. В зависимости от условий проведения этот вид т/о включает процессы гомогенизации, рекристаллизации, снятия остаточных напряжений и некоторого снижения твердости. Отжиг II рода для сталей сопровождается фазовыми превращениями. В результате такой т/о падают показатели прочности и твердости стали, повышается ее пластичность и ударная вязкость. Обычно отжиг II рода применяют для подготовки к различным видам механообработки.
- Закалка. Применяется для металлов и сплавов, в которых в твердом состоянии при нагреве до высоких температур и охлаждении в воде или масле происходят фазовые превращения. Закалка всегда сочетается с отпуском, который уменьшает хрупкость и напряжения, характерные для закаленных сталей. После закалки и отжига повышаются прочность, твердость, износостойкость стальной заготовки.
- Термомеханическая обработка (ТМО). Сочетает пластическую деформацию с термообработкой. Горячая пластическая деформация сочетается с закалкой, холодная – со старением. ТМО применяется для сталей, алюминиевых и магниевых сплавов.
Сварка металлов и сплавов
Сущность сварки заключается в нагреве кромок свариваемых деталей до температуры плавления и дальнейшем образовании между ними неразъемного соединения.
Существует несколько способов сварки:
- Электрическая. Самый распространенный вид сварочного процесса. Электродуговая сварка осуществляется покрытыми плавящимися электродами, неплавящимися электродами в среде инертных газов, с использованием сварочной проволоки. Еще один вид электросварки – контактная сварка. Различают точечную и роликовую электросварку. В последнем случае токопроводящий ролик соединяет две детали сплошным швом.
- Газовая. Окислителем в этом процессе является кислород, а функции горючего газа выполняют: ацетилен, его более экономичная альтернатива – МАФ (метилацетилен-алленовая фракция), природный газ, пропанбутановая смесь, водород и др.
- Химическая. Для нагрева кромок используется тепло, выделяемое в результате химической реакции. Химическая сварка применяется в труднодоступных местах и даже под водой.
Электрическая обработка металлов и сплавов
Электрообработка металлических заготовок основана на способности металла разрушаться при подаче высокоинтенсивных электрических разрядов. Этот вид металлообработки применяется для изготовления отверстий в тонких металлических листах, работы с полуфабрикатами из твердых сплавов, заточки инструментов.
Помимо видов металлообработки, служащих для получения необходимых технических характеристик металлоизделий, существует художественная обработка металлических заготовок. Ее цель – создание декоративных предметов или украшение изделий, имеющих практическое применение. Для этой цели применяют литье, чеканку, ковку, сварку.
Читайте также: