Обработка металлов резанием это
Обновлено: 21.09.2024
обработка металлов резанием — Технологические процессы обработки металлов снятием стружки, осуществляемые режущим инструментами на металлорежущих станках с целью придания деталям заданных форм, размеров и качества поверхностных слоев. Основные операции: точение, строгание,… … Справочник технического переводчика
Обработка металлов резанием — технологические процессы обработки металлов путём снятия стружки, осуществляемые режущими инструментами на металлорежущих станках (См. Металлорежущий станок) с целью придания деталям заданных форм, размеров и качества поверхностных слоев … Большая советская энциклопедия
обработка металлов резанием — [metal machining] технологические процессы обработки металлов снятием стружки, осуществляемые режущими инструментами на металлорежущих станках с целью придания деталям заданных форм, размеров и качества поверхностных слоев. Основные операции… … Энциклопедический словарь по металлургии
ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ — [metal machining] технологические процессы обработки металлов снятием стружки, осуществляемые режущим инструментами на металлорежущих станках с целью придания деталям заданных форм, размеров и качества поверхностных слоев. Основные операции:… … Металлургический словарь
обработка металлов давлением — [metal working (mechanical working), shaping] совокупность технологических процессов, в результате которых под действием внешних сил металлическая заготовка формоизменяется без нарушения сплошности и практически изменения объема только за счет… … Энциклопедический словарь по металлургии
Обработка металлов давлением — Эту статью следует викифицировать. Пожалуйста, оформите её согласно правилам оформления статей. Обработка металлов давлением технологический процесс получения заготовок или деталей в результате силового воздействия инструмен … Википедия
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ — [metal working (mechanical working), shaping] совокупность технологических процессов, в результате которых под действием внешних сил металлическая заготовка формоизменяется без нарушения сплошности и практического изменения объема только за счет… … Металлургический словарь
Обработка металлов давлением — группа технологических процессов, в результате которых изменяется форма металлической заготовки без нарушения её сплошности за счёт относительного смещения отдельных её частей, т. е. путём пластической деформации (См. Деформация).… … Большая советская энциклопедия
Химико-термическая обработка металлов — Химико термическая обработка (ХТО) нагрев и выдержка металлических (а в ряде случаев и неметаллических) материалов при высоких температурах в химически активных средах (твердых, жидких, газообразных). В подавляющем большинстве случаев химико… … Википедия
обработка холодом — [cold treatment] охлаждение закаленной стали до отрицательных температур (ниже мартенситной точки Мк) для обеспечения распада остаточного аустенита, повышения свойств (преимущественно твердости) и стабилизации размеров изделий. Обработку холодом… … Энциклопедический словарь по металлургии
Виды обработки металла резанием
Обработка металлов резанием активно используется во многих отраслях, в наибольшей степени – в машиностроении, где является важной и дорогостоящей частью процесса. Это объясняется высокими требованиями, которые предъявляются к изделиям: они должны быть безупречны с точки зрения качества и геометрической точности.
Обработка резанием этим требованиям вполне удовлетворяет, позволяя создавать уникальные высокоточные детали. Именно поэтому уже много лет она не теряет своей популярности.
Как происходит обработка?
Резание металла – это процесс, при котором специальным режущим инструментом с обрабатываемой заготовки снимается слой металла с целью придания ей необходимой формы.
Если учесть, что существует великое множество разнообразных деталей, отличающихся по целому ряду своих характеристик, то не вызовет удивления тот факт, что для работы с ними требуются совершенно разные методы и станки. Для каждой детали предполагается своя технология. Так, основными методами обработки металлов резанием являются:
- точение;
- сверление;
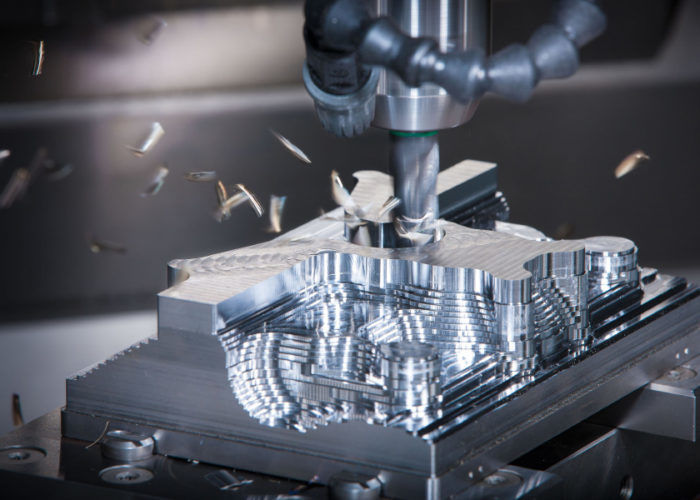
- фрезерование;
- строгание;
- долбление;
- шлифование.

А использующиеся при этом станки, как правило, носят названия применяемых методов (точильный, фрезеровальный, долбежный и т. д.).
На станках устанавливаются различные инструменты, с помощью которых и выполняется процедура обработки. Они должны значительно превосходить обрабатываемый металл по твердости и прочности, их режущие края должны быть острыми. Инструменты, как и заготовки, перед началом работы закрепляются на станке с помощью специальных приспособлений.
В процессе обработки металла образуется много отходов (порядка 20% стружки), что не слишком хорошо с экономической точки зрения. Однако зачастую отказаться от резания не представляется возможным ввиду его универсальности, низкой энергозатратности, высокой точности изделий, большого выбора оборудования и т. д.
Как можно обрабатывать металл резанием?
Обработку резанием можно осуществить несколькими методами. Они ориентированы на разные по форме изделия и имеют разные цели. Основные способы обработки металлов резанием:
- Точение. Выполняется с помощью станка, на котором установлен резец (например, токарный). Процесс работы выглядит так: обрабатываемое изделие совершает вращательное движение вокруг своей оси, а в это время резцом снимается нужный слой металла. Точение применяют для цилиндрических, конических и торцевых поверхностей (и наружных, и внутренних).
- Сверление. Выполняется на станках с установленным сверлом. Легко догадаться, что сверление предназначено для того, чтобы проделывать в деталях отверстия. Деталь прочно зажимается в тисках, и в ней просверливается отверстие нужного диаметра, при этом диаметр определяется размером сверла. Между тем сверла различаются не только размером, но и формой: есть сверла спиральные, перовые, центровочные и другие, каждое для своих целей.
- Фрезерование. Требует специального оборудования, на котором установлена фреза – инструмент с резцами. Фреза совершает вращательное движение, а заготовка, закрепленная на столе, движется продольно. Фрезеровка может быть горизонтальной, вертикальной и диагональной, в зависимости от того, как будут закреплены заготовка и фреза. Существуют и компактные ручные электрические фрезеры, которые при необходимости могут использоваться где угодно, не привязывая мастера к станку. Правда, и возможностей у них гораздо меньше.
- Строгание. Для него необходим строгальный станок (их существует несколько видов: строгально-долбежный, поперечно-строгальный, продольно-строгальный и т. д.). Обрабатывают на них преимущественно рамы, штанги, станины и т. п. Резцы могут использоваться прямые и изогнутые. Прямые наиболее просты в применении, но не позволяют добиться высокой точности. Изогнутые резцы высокоточны, и поэтому являются предпочтительными, и распространены больше.
- Долбление. Необходим долбежный станок. Резец совершает прямолинейное возвратно-поступательное движение, а перпендикулярно ему двигается заготовка. Применяется по большей части для плоских поверхностей с небольшой высотой. С помощью долбления, например, можно получить зубчатые колеса достаточно неплохих степеней точности.
- Шлифование. Для него необходим станок со шлифовальным кругом. Шлифовальный круг крутится, а заготовка получает круговую, продольную или поперечную подачу. Шлифование позволяет получить деталь потрясающей точности, следует лишь учитывать в работе ряд особенностей процесса, таких как нагревание детали во время обработки, устойчивость станка (отсутствие сильных вибраций), глубина резания и т. д.





Выводы
Обработка металла резанием, несмотря на свой недостаток в виде большого количества отходов, продолжает активно использоваться в различных производственных отраслях.
При резании подвергается деформации форма детали без воздействия на структуру материала, режущий инструмент работает лишь с поверхностью изделия. Если прибавить к этому универсальность, высокоточность и другие плюсы, то они, несомненно, перекроют имеющиеся минусы. Поэтому можно с уверенностью заявить, что, несмотря на появление новых технологий обработки металла, обработка резанием сдаст свои позиции еще очень нескоро.
Обработка металлов резанием
технологические процессы обработки металлов путём снятия стружки, осуществляемые режущими инструментами на металлорежущих станках (См. Металлорежущий станок) с целью придания деталям заданных форм, размеров и качества поверхностных слоев. Основные виды О. м. р.: Точение, Строгание, Сверление, Развёртывание, Протягивание, Фрезерование и зубофрезерование, Шлифование, хонингование и др. Закономерности О. м. р. рассматриваются как результат взаимодействия системы станок — приспособление — инструмент — деталь (СПИД). Любой вид О. м. р. характеризуется режимом резания, представляющим собой совокупность следующих основных элементов: скорость резания v, глубина резания t и подача s. Скорость резания — скорость инструмента или заготовки в направлении главного движения, в результате которого происходит отделение стружки от заготовки, подача — скорость в направлении движения подачи. Например, при точении (рис. 1) скоростью резания называется скорость перемещения обрабатываемой заготовки относительно режущей кромки резца (окружная скорость) в м/мин, подачей — перемещение режущей кромки резца за один оборот заготовки в мм/об. Глубина резания— толщина (в мм) снимаемого слоя металла за один проход (расстояние между обрабатываемой и обработанной поверхностями, измеренное по нормали). В сечении срезаемого слоя металла (см. рис. 1) рассматриваются такие элементы резания (физические параметры): толщина срезаемого слоя и ширина срезаемого слоя; их величина при постоянных t и s зависит от главного угла в плане j (см. Геометрия резца).
В разработку основ механики процесса резания большой вклад внесли русские и советские учёные: И. А. Тиме, К. А. Зворыкин, А. А. Брикс, А. В. Гадолин, Я. Г. Усачёв, А. Н. Челюсткин, И. М. Беспрозванный, Г. И. Грановский, А. М. Даниелян, Н. Н. Зорев, А. И. Исаев, М. В. Касьян, А. И. Каширин, В. А. Кривоухов, В. Д. Кузнецов, М. Н. Ларин, Т. Н. Лоладзе, А. Я. Малкин, А. В. Панкин, Н. И. Резников, А. М. Розенберг и др., а также зарубежные учёные: Мерчент и Эрнст (США), В. Дегнер, Р. Рейнгольд, Н. Якобс (ГДР), Х. Опиц (ФРГ), Окоси (Япония), К. Скршиван (ЧССР) и др. В области практики ряд ценных работ принадлежит советским рабочим-новаторам: Г. С. Борткевичу, П. Б. Быкову, В. И. Жирову, В. А. Карасёву, В. А. Колесову, С. И. Бушуеву, Е. И. Лебедеву, В. К. Семинскому и др.
В зависимости от условий резания стружка, снимаемая режущим инструментом (резцом (См. Резец), Сверлом, протяжкой (См. Протяжка), фрезой (См. Фреза) и др.) в процессе О. м. р., может быть элементной, скалывания, сливной и надлома. Характер стружкообразования и деформации металла рассматривается обычно для конкретных случаев, в зависимости от условий резания; от химического состава и физико-механических свойств обрабатываемого металла, режима резания, геометрии режущей части инструмента, ориентации его режущих кромок относительно вектора скорости резания, смазывающе-охлаждающей жидкости и др. Деформация металла в разных зонах стружкообразования различна, причём она охватывает также и поверхностный слой обработанной детали, в результате чего он приобретает Наклёп и возникают внутренние (остаточные) напряжения, что оказывает влияние на качество деталей в целом.
В результате превращения механической энергии, расходуемой при О. м. р., в тепловую возникают тепловые источники (в зонах деформации срезаемого слоя, а также в зонах трения контактов инструмент — стружка и инструмент — деталь), влияющие на стойкость режущего инструмента (время работы между переточками до установленного критерия затупления) и качество поверхностного слоя обработанной детали. Описание температурного слоя в зоне резания (рис. 2) может быть получено экспериментально, расчётным путём или моделированием процесса резания на ЭВМ. Тепловые явления при О. м. р. вызывают изменение структуры и физико-механических свойств как срезаемого слоя металла, так и поверхностного слоя детали, а также структуры и твёрдости поверхностных слоев режущего инструмента. Процесс теплообразования зависит также от условий резания. Скорость резания и свойства обрабатываемого металла существенно влияют на температуру резания в зоне контакта стружки с передней поверхностью резца (рис. 3). Тепловые и температурные факторы процессов О. м. р. выявляются следующими экспериментальными методами: калориметрическим, при помощи термопар по изменению микроструктуры (например, поверхности инструмента), при помощи термокрасок, оптическим, радиационным и др. Трение стружки и обрабатываемой детали о поверхности режущего инструмента, тепловые и электрические явления при О. м. р. вызывают его изнашивание. Различают следующие виды износа: адгезионный, абразивно-механический, абразивно-химический, диффузионный, электродиффузионный. Характер изнашивания металлорежущего инструмента является одним из основных факторов, предопределяющих выбор оптимальной геометрии его режущей части. При выборе инструмента в зависимости от материала его режущей части и др. условий резания руководствуются тем или иным критерием износа. На рис. 4 показан характер изнашивания задней поверхности резца. Его переточку надо осуществлять после времени работы T2 при износе hoпт (до наступления критического износа hk, соответствующего T3).
Система сил, действующих при О. м. р., может быть приведена к единой равнодействующей силе. Однако для решения практических задач не обязательно знать величину этой силы, важное значение имеют её составляющие: Pz — сила резания, действующая в плоскости резания в направлении главного движения; Ру — радиальная составляющая, действующая перпендикулярно к оси заготовки (при точении) или оси инструмента (при сверлении и фрезеровании); Px — сила подачи, действующая в направлении подачи. Силы Pz, Px, Ру влияют на условия работы станка, инструмента и приспособления, точность обработки, шероховатость обработанной поверхности детали и т.д. На величину этих сил влияют свойства и структура обрабатываемого материала, режим резания, геометрия и материал режущей части инструмента, метод охлаждения и др. Сила Pz обычно является наибольшей — на её преодоление расходуется наибольшая мощность. Способы определения Pz, Ру, Px могут быть теоретическими и экспериментальными, определяемыми с помощью специальных динамометров. На практике часто используют полученные на основе экспериментов эмпирические формулы. Затрачиваемая мощность (в квт) для большинства процессов О. м. р.:
где Pz — составляющая силы резания в направлении подачи в н (кгс), v — скорость резания в м/мин, потребная мощность электродвигателя станка Ncт = Nэ/h, где h — кпд станка.
Скорость резания, допускаемая режущим инструментом, зависит от тех же факторов, что и силы резания, и находится в сложной зависимости от его стойкости (рис. 5).
Значительное влияние на О. м. р. оказывают активные смазочно-охлаждающие жидкости, при правильном подборе, а также при оптимальном способе подачи которых увеличивается стойкость режущего инструмента, повышается допускаемая скорость резания, улучшается качество поверхностного слоя и снижается шероховатость обработанных поверхностей, в особенности деталей из вязких жаропрочных и тугоплавких труднообрабатываемых сталей и сплавов. Вынужденные колебания (вибрации) системы СПИД, а также автоколебания элементов этой системы ухудшают результаты О. м. р. Колебания обоих видов можно снизить, воздействуя на вызывающие их факторы — прерывистость процесса резания, дисбаланс вращающихся частей, дефекты в передачах станка, недостаточную жёсткость и деформации заготовки и др.
Эффективность О. м. р. определяется установлением рациональных режимов резания, учитывающих все влияющие факторы. Для ускорения расчёта часто применяют ЭВМ. Расчёт режимов резания на ЭВМ сводится к предварительному отбору исходной информации, разработке и конкретизации алгоритмов, заполнению операционных карт исходной информацией, её кодированию и программированию алгоритмов.
Повышение производительности труда и уменьшение потерь металла (стружки) при О. м. р. связано с расширением применения методов получения заготовок, форма и размеры которых максимально приближаются к готовым деталям. Это обеспечивает резкое сокращение (или исключение полностью) обдирочных (черновых) операций и приводит к преобладанию доли чистовых и отделочных операций в общем объёме О. м. р.
Дальнейшее направление развития О. м. р.: интенсификация процессов резания, освоение обработки новых материалов, повышение точности и качества обработки, применение упрочняющих процессов, автоматизации и механизации обработки.
Лит.: Беспрозванный И. М., Основы теории резания металлов, М., 1948; Русские учёные — основоположники науки о резании металлов: И. А. Тиме, К. А. Зворыкин, Я. Г. Усачёв, А. Н. Челюсткин. Жизнь, деятельность и избранные труды, М., 1952; Резание металлов, М., 1954; Аваков А. А., Физические основы теории стойкости режущих инструментов, М., 1960; Панкин А. В., Обработка металлов резанием, М., 1961; Развитие науки о резании металлов, М., 1967; Электрические явления при трении н резании металлов, М., 1969: Брюхов В. А., Павлов Э. Н., Расчет режимов резания и нормирование с помощью ЭВМ, М., 1969; Роман О. В., Левенцов А. А., Шелковский И. Ф., Обработка металлов резанием и станки, Минск, 1970.
Рис. 1. Элементы режима резания при точении: 1 — обрабатываемая поверхность; 2 — поверхность резания; 3 — обработанная поверхность; D — диаметр обрабатываемой заготовки; d — диаметр детали после обработки; а и б — толщина и ширина срезаемого слоя.
Рис. 2. Температурное поле на поверхностях сверла (деталь — сталь 45; сверло из быстрорежущей стали; v = 25 м/мин; s = 0,11 мм/об; без охлаждения).
Рис. 3. Влияние свойств обрабатываемого металла на температуру резания: 1 — сталь Ст. 3; 2 — сталь 4OX; 3 — чугун; 4 — латунь; 5 — алюминий.
Рис. 4. Характер изнашивания задней поверхности режущего инструмента: OA — период приработки; AB — период рабочего изнашивания; ВС — период катастрофического изнашивания.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Полезное
Смотреть что такое "Обработка металлов резанием" в других словарях:
ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ — см. Резание металлов … Большой энциклопедический политехнический словарь
Обработка резанием

Обрабо́тка ре́занием — обработка, заключающаяся в образовании новых поверхностей отделением поверхностных слоёв материала с образованием стружки [1] . Осуществляется путём снятия стружки режущим инструментом (резецом, фрезой и пр.).
Содержание
История
Основоположником учения о механическом резании был русский учёный И.А Тиме, который в конце 19-го века впервые исследовал процесс стружкообразования (взаимосвязь геометрии режущего инструмента с режимами обработки и силы резания). Дальнейшее развитие наука о резании получила в работах К.А Зворыкина и А.А Брикса о силе действующей на контактные поверхности инструмента.
Виды обработки резанием
- (обтачивание, растачивание, подрезание, разрезание). (рассверливание, зенкерование, зенкование, развёртывание, цековка).
- Строгание, долбление. . , прошивание.
- Отделочные методы (полирование, доводка, притирка, хонингование, суперфиниширование, шевингование).
Литература
А. М. Дальский и др. Технология конструкционных материалов. — М .: Машиностроение, 1977. — 664 с.
- Справочник технолога-машиностроителя. Изд. 3-е переработ. Том 1. Под ред. канд.техн.наук А.Г. Косиловой и Р.К Мещерякова. М:. «Машиностроение», 1972. 694с.
- Справочник конструктора-машиностроителя: В 3-х т. Т.3. — 5-е изд., перераб. и доп.— М.:«Машиностроение», 1980. — 557с., ил.
- Справочник технолога-машиностроителя. В двух томах. Изд.3,переработанное. Том 2. Под ред. Заслуженного деятеля науки и техники д-ра техн. наук проф. А.Н.Малова.М., «Машиностроение»,1972,стр.568.
- Бобров В.Ф. Основы теории резания металлов.—М.: Машиностроение, 1975.—344 с.
См. также
Примечания
- ↑ ГОСТ 3.1109-82. Единая система технологической документации. Термины и определения основных понятий
- Технологии машиностроения
- Металлообработка
Wikimedia Foundation . 2010 .
Смотреть что такое "Обработка резанием" в других словарях:
обработка резанием — резание Обработка, заключающаяся в образовании новых поверхностей отделением поверхностных слоев материала с образованием стружки. Примечание Образование поверхностей сопровождается деформированием и разрушением поверхностных слоев материала.… … Справочник технического переводчика
Обработка резанием — 33. Обработка резанием Резание D. Spanen Е. Machining F. Usinage par enlevément de matiére Источник: ГОСТ 3.1109 82: Единая система технологической документации. Термины и определения основных понятий … Словарь-справочник терминов нормативно-технической документации
ГОСТ 25762-83: Обработка резанием. Термины, определения и обозначения общих понятий — Терминология ГОСТ 25762 83: Обработка резанием. Термины, определения и обозначения общих понятий оригинал документа: 51. Вспомогательная задняя поверхность F. Face de dépouille complémentaire Определения термина из разных документов:… … Словарь-справочник терминов нормативно-технической документации
Обработка — 7. Обработка* Математический и (или) логический анализ результатов измерения Источник … Словарь-справочник терминов нормативно-технической документации
ОБРАБОТКА — (1) информации процесс закономерного изменения представления и содержания (см.), осуществляемый вручную или при помощью ЭВМ; (2) О. древесины: а) промышленная способы добычи (см.) и её использования как строительного, конструкционного и… … Большая политехническая энциклопедия
Читайте также: