Обработка металлов резанием и давлением
Обновлено: 19.04.2024
Процесс обработки металлов давлением (ОМД) – это придание материалу требуемой формы, размеров, физико-механических свойств без нарушения его сплошности путем пластической деформации. Обработка металлов давлением основана на их способности в определенных условиях пластически деформироваться в результате воздействия на деформируемое тело (заготовку) внешних сил. Нарушение сплошности строения материала деформируемой заготовки в большинстве случаев недопустимо и приводит к браку.
а - прокатка; б - прессование; в - волочение;
г - ковка; д - штамповка; е - вытяжка
Рисунок 13 - Схемы основных видов обработки металлов давлением
Процессы обработки металлов давлением по назначению подразделяют на два вида:
1) для получения заготовок постоянного поперечного сечения по длине (прутков, проволоки, лент, листов), применяемых в строительных конструкциях или в качестве заготовок для последующего изготовления из них деталей только обработкой резанием или с использованием предварительного пластического формоизменения. Основными разновидностями таких процессов являются прокатка (рис. 13 а), прессование (рис. 13 б) и волочение (рис. 13 в).
2) для получения деталей или заготовок (полуфабрикатов), имеющих приближенно формы и размеры готовых деталей и требующих обработки резанием лишь для придания им окончательных размеров и получения поверхности заданного качества. Основными разновидностями таких процессов являются ковка (рис. 13 г) и штамповка (рис. 13 д).
Прокатное производство.
Прокатке подвергают до 90% всей выплавляемой стали и большую часть цветных металлов. При прокатке металл пластически деформируется вращающимися валками. Взаимное расположение валков и заготовки, форма и число валков могут быть различными. Выделяют три основных вида прокатки: продольную, поперечную и поперечно-винтовую.
При продольной прокатке (рис. 13 а, 14 а) заготовка 2 деформируется между двумя валками 1, вращающимися в разные стороны, и перемещается перпендикулярно к осям валков. При поперечной прокатке (рис. 14 б) валки 1, вращаясь в одном направлении, придают вращение заготовке 2 и деформируют ее. При поперчно-винтовой прокатке (рис. 14 в) валки 1 расположены под углом и сообщают заготовке 2 при деформировании вращательное и поступательное движения.
Для нормального протекания процесса, особенно для его начала в период захвата, необходима определенная величина сил трения. Со стороны валков на заготовку действуют нормальные силы N и сила трения T. Для обеспечения захвата заготовки валками необходимо, чтобы тангенс угла захвата был меньше коэффициента трения. При горячей прокатке стали гладкими валками угол захвата равен 15-24°, при холодной – 5-8°.
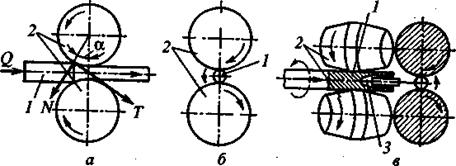
Рисунок 14 - Схема основных видов прокатки
Таким образом, степень обжатия заготовки при прокатке в значительной степени определяется углом захвата или коэффициентом трения между валками и заготовкой. Для его увеличения часто на поверхность валков наносят риски, рифления, специальные наплавочные валики, повышая тем самым допустимую величину абсолютного обжатия.
Инструментом прокатки являются валки, которые могут быть гладкими для проката листов, полос либо с фигурными вырезами – ручьями. Совокупность соответствующих вырезов в верхнем и нижнем валках образует калибр. Пара валков обычно имеет несколько калибров.
Форму поперечного сечения продукции, получаемой при прокатке, называют профилем. Совокупность форм и размеров профилей, получаемых прокаткой, называют сортаментом (рис. 15).
Хотя сортамент прокатных изделий весьма обширен, все же представляется возможным весь прокат разбить на следующие основные четыре группы: сортовой, листовой, трубы, специальные виды проката (бандажи, колеса, периодические профили и пр.). Наиболее разнообразной является группа сортового проката, который подразделяется на простые и фасонные профили. Прокат в виде круга, квадрата, полос плоского сечения относится к простым профилям. Прокат сложного поперечного сечения относится к фасонным профилям.
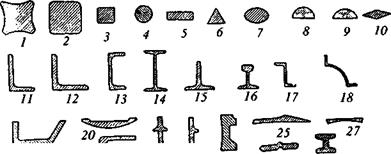 |
Рисунок 15 - Разновидности профилей проката
В зависимости от назначения фасонные профили подразделяются на профили общего или массового потребления (угловой профиль, швеллеры, двутавровые балки, шестигранные профили и др.) и профили специального назначения (рельсы железнодорожные широкой и узкой колеи, рельсы трамвайные, профили сельскохозяйственного машиностроения, электропромышленности, нефтяной промышленности и др.). В прокатных цехах производят более 1600 размеров простых профилей, более 1100 фасонных профилей общего потребления и примерно 1350 размеров профилей специального назначения.
Волочение металла — это процесс протягивания прутка через отверстие, размеры которого меньше, чем исходные размеры прутка. При этом длина прутка увеличивается, а поперечное сечение приобретает форму отверстия с одновременным уменьшением поперечного сечения. Волочение выполняется тяговым усилием, приложенным к переднему концу обрабатываемой заготовки. Волочение производят в холодном состоянии. Данным способом получают проволоку всех видов, прутки с высокой точностью поперечных размеров и трубы разнообразных сечений.
Основной инструмент при волочении сплошных профилей – волоки различной конструкции, а при волочении полых профилей – волоки и оправки к ним. Волочение осуществляют на волочильных станах, состоящих из тянущего устройства и волочильного инструмента.
Обработка металла волочением находит широкое применение в металлургической, кабельной и машиностроительной промышленности. Волочением получают проволоку с минимальным диаметром 0,002 мм, прутки диаметром до 100 мм, причем не только круглого сечения, трубы главным образом небольшого диаметра и с тонкой стенкой. Волочением обрабатывают стали разнообразного химического состава, прецизионные сплавы, а также практически все цветные металлы (золото, серебро, медь, алюминий, и др.) и их сплавы. Изделия, полученные волочением, обладают высоким качеством поверхности и высокой точностью размеров поперечного сечения. Если изделию требуется придать в основном эти характеристики, то такой вид обработки называют калибровкой.
Волочение выгодно отличается от механической обработки металла резанием (строганием), фрезерованием, обточкой и прочее, т. к. при этом отсутствуют отходы металла в виде стружки, а сам процесс заметно производительнее и менее трудоемок. Волочением можно изготовлять полые и сплошные изделия часто сложного поперечного сечения, производство которых другими способами не всегда представляется возможным (например, тонкие изделия, прутки значительной длины).
При волочении ряда профилей (квадратный, треугольный, шестиугольный) используют составные волоки, которые отличаются высокой универсальностью, т. к. в одной и той же волоке, меняя профиль отверстия соответствующей перестановкой отдельных пластин, можно получать различные размеры профиля. Кроме составных волок при производстве прутков и главным образом труб применяют шариковые и роликовые волоки. При получении профилей сложной формы применяют дисковые волоки, в которых рабочие поверхности волочильного канала образуются поверхностями свободно вращающихся дисков (неприводных валков-роликов).
В качестве исходного материала для волочения применяют катаную и прессованную заготовки. При производстве алюминиевой, медной и другой проволоки в качестве исходной заготовки используют катанку, получаемую непосредственно из плавильной печи через кристаллизатор и непрерывный прокатный стан. Независимо от способа получения исходная заготовка перед волочением проходит тщательную предварительную подготовку, которая заключается в проведении того или иного вида термической обработки, удалении окалины и подготовке поверхности для закрепления и удержания на ней смазки в процессе волочения. Эти предварительные операции обеспечивают нормальное выполнение пластической деформации в волочильном отверстии, способствуют получению высокого качества поверхности изделия, уменьшают усилие и энергию на волочение и снижают износ волочильного инструмента.
При производстве проволоки и прутков волочением большое внимание уделяют подготовке поверхности продукта обработки перед волочением. Удаление окалины в калибровочных и волочильных цехах производят механическим, химическим и электрохимическим способами, а также комбинациями этих способов.
Прессование металла — это процесс выдавливания металла из контейнера через одно или несколько отверстий в матрице с площадью меньшей, чем поперечное сечение исходной заготовки. При прессовании реализуется одна из самых благоприятных схем нагружения, обеспечивающая максимальную пластичность - всестороннее неравномерное сжатие.
Этот способ пластической обработки находит широкое применение при деформировании как в горячем, так и в холодном состоянии металлов, имеющих не только высокую податливость, но и обладающих значительной природной жесткостью, а также в одинаковой мере применим для обработки металлических порошков и неметаллических материалов (пластмасс и др.).
Прессованием изготовляют прутки диаметром З-250 мм, трубы диаметром 20 - 400 мм при толщине стенки 1,5 - 12 мм, полые профили с несколькими каналами сложного сечения, с наружными и внутренними ребрами, разнообразные профили с постоянным и изменяющимся (плавно или ступенчато) сечением по длине. Профили для изготовления деталей машин, несущих конструкций и других изделий, получаемые прессованием, часто оказываются более экономичными, чем изготовляемые прокаткой, штамповкой или отливкой с последующей механической обработкой. Кроме того, прессованием получают изделия весьма сложной конфигурации, что исключается при других способах пластической обработки.
К основным преимуществам прессования металла относятся: возможность успешной пластической обработки с высокими вытяжками (в том числе малопластичных металлов и сплавов); возможность получения практически любого поперечного сечения изделия, что при обработке металла другими способами не всегда удается; универсальность применяемого оборудования, позволяющего легко переходить на производство профилей различных конфигураций; производство изделий с высокими качеством поверхности и точностью размеров поперечного сечения, что во многих случаях превышает принятую точность при пластической обработке металла другими способами (например, при прокатке).
К недостаткам получения изделий прессованием следует отнести: повышенный расход металла на единицу изделия из-за существенных потерь в виде пресс-остатка; появление в некоторых случаях заметной неравномерности механических и других свойств по длине и поперечному сечению изделия; сравнительно высокую стоимость прессового инструмента.
Процесс прессования выполняется в условиях равномерного всестороннего сжатия металла, что положительно сказывается на увеличении его пластичности. Поэтому прессованием можно обрабатывать металлы и сплавы с низкой природной пластичностью. Однако трехосное сжатие вызывает необходимость значительных усилий при обработке. Поэтому прессование требует повышенного расхода энергии на единицу объема деформируемого тела. В качестве силового агрегата для прессования наибольшее распространение получили гидравлические прессы с усилием прессования 1000-1500 т. Они не боятся перегрузки, позволяют регулировать в широких пределах скорость перемещения силового плунжера, легко автоматизируются, в том числе с помощью систем программного управления.
Производство бесшовных и сварных труб.
Трубы подразделяют на бесшовные и сварные. Бесшовные трубы прокатывают диаметром 30-650 мм с толщиной стенки от 2 до 160 мм, сварные – диаметром от 5 до 2500 мм. Материалом для производства труб могут быть как углеродистые, так и легированные стали, цветные металлы. В качестве заготовки для производства бесшовных труб применяют круглые или граненые слитки, а также круглые катаные прутки большого диаметра. Основной операцией является прошивка заготовки, т.н. получение в заготовке сквозного отверстия. Перед прошивкой заготовку нагревают в методической печи до температуры горячей обработки давлением и направляют на прошивочный стан с двумя бочкообразными валками, оси которых расположены под углом 10-15° друг к другу.
Таким образом, при прошивке отверстия используется принцип поперечно-винтовой прокатки. В результате вращательно-поступательного движения заготовки при достаточно большой степени обжатия в центре заготовки возникают весьма значительные радиальные растягивающие напряжения, вызывающие течение металла от центра к периферии. Металл в центре доводится до состояния разрыхления, и заготовка легко прошивается неподвижным прошвинем, надвигаясь на него в результате поступательного движения заготовки. Прокатка производится несколько раз; каждый раз трубы вместе с оправкой поворачиваются в валках на 90°. Способ позволяет получать трубы диаметром 57-426 мм с толщиной стенки 3-30 мм.
Сварные трубы из низкоуглеродистых и низколегированных сталей изготавливают из прокатных полос, называемых штрипсами, или листов, ширина которых равна длине диаметра (или половине диаметра трубы). Процесс производства трубы включает в себя формовку плоской заготовки в трубу, сварку (печную, электрическую, газовую), правку, калибровку.
Печной сваркой получают трубы небольшого диаметра до 10-114 мм и толщиной 2-5 мм из низкоуглеродистой стали. Процесс включает в себя нагрев полос в газовой печи до 1300-1350°C, формовку нагретого участка в сварочной воронке и обжатие со значительной пластической деформацией. Большое распространение при производстве труб большого диаметра для магистральных трубопроводов получил способ с применением электросварки под флюсом.
Производят сварные трубы с прямыми и спиральными швами. По первой технологии из листа формируют трубную заготовку, затем ее сваривают с наложением наружного и внутреннего швов. При производстве труб со спиральным швом в качестве исходной заготовки используют ленту, которую сворачивают по спирали в трубу нужного диаметра и затем сваривают по кромке наружным и внутренним швами. Прочность, а главное надежность, труб со спиральным швом выше, чем с прямым.
Объемная штамповка – вид обработки металлов давлением, при котором формообразование поковки осуществляется пластическим деформированием заготовки в специальном инструменте – штампе. Полости в верхней и нижней частях штампа называют ручьями штампа. Течение металла в штампе ограничивается поверхностями полости штампа, и в конечный момент штамповки при смыкании они образуют единую замкнутую полость, соответствующую по конфигурации штамповке.
Исходным материалом для горячей объемной штамповки служат прокатанные или прессованные прутки круглого, квадратного или прямоугольного сечения, а также периодический прокат. Штамповку можно вести непосредственно от прутка с последующим отделением его от штампованной части, однако чаще предварительно от прутка отрезают мерные куски.
Штамповке подвергают чаще всего углеродистые или низколегированные стали, реже цветные металлы и сплавы. Основными достоинствами горячей объемной штамповки являются: высокая производительность (до сотен поковок в час); меньшие припуски и допуски, чем при ковке (это приводит к упрощению механической обработки и снижению ее трудоемкости); квалификация штамповщика может быть существенно меньшей, чем кузнеца.
Процесс штамповки выполняется в зависимости от вида поковки, рода материала и характера производства на установках различного вида. Наиболее широкое распространение получила штамповка на молотах, прессах, горизонтально-ковочных машинах и другом оборудовании. Молоты представляют собой машины динамического действия на обрабатываемый металл и чаще всего характеризуются массой падающих частей.
В зависимости от типа штампа горячую объемную штамповку подразделяют на штамповку в открытых штампах, штамповку в закрытых штампах и в штампах для выдавливания.
К листовой штамповке относятся методы получения деталей и изделий, для которых в качестве исходной заготовки используют листовой материал, трубные заготовки, катаные и гнутые профили. Листовую штамповку осуществляют как в холодном, так и подогретом состоянии. Горячей листовой штамповкой получают крупногабаритные детали паровых и гидравлических турбин большой мощности, детали прессов, прокатных станов и другие.
Технологии обработки металла
Металлообработка – технологические процессы, которые изменяют размер, форму и другие характеристики металлоизделий. Применяются различные виды обработки – литье, механические, электрические и термические виды обработки, сварка.
Под металлообработкой понимают совокупность технологических процессов, изменяющих размеры, форму и другие характеристики металлических заготовок. Условная классификация технологий обработки металлов: литье, механообработка (резанием и давлением), термическая, сварка, электрическая, художественная.
Один из наиболее древних способов обработки металлов
Литье – это процесс изготовления отливок путем заливки литейных форм расплавленным металлом. После отвердевания металлический расплав приобретает конфигурацию внутреннего пространства формы. Современные технологии литья обеспечивают возможность изготавливать отливки сложных форм с минимально возможными припусками на дальнейшую механообработку.
Типы обработки металла литьем:
- В песчаные формы. Это самая массовая и недорогая литейная технология, позволяющая изготавливать грубые заготовки. Отверстия и полости в них образуют с помощью стержней, помещаемых в форму для литья.
- В кокиль – разборную, чаще всего металлическую форму. Методика позволяет получать качественные полуфабрикаты. Отвердевшее изделие извлекают из кокиля.
- Под давлением в пресс-формах. Способ применяется в основном для цветных сплавов и некоторых марок стали.
- По выплавляемым моделям. Этот метод позволяет изготавливать сложные по форме изделия. Для этого из стеарина и другого материала изготавливают высокоточную модель детали, а затем на нее наносят суспензию, формирующую оболочку. Высушенную и прокаленную оболочковую форму заполняют металлическим расплавом. Охлаждение –на открытом пространстве или в термостате.
Основные виды механической обработки металлов
Механообработка металлических заготовок включает процессы, в результате которых изменяются геометрические характеристики деталей. Ее можно разделить на две основные категории. К первой группе, называемой обработкой давлением, относятся операции, происходящие без снятия поверхностного слоя металла. Это прокатка, ковка, штамповка, прессование. Вторая группа – технологические операции, называемые обработкой резанием. К ним относят токарную обработку, фрезерование, строгание, долбление, сверление.
Способы обработки металлов давлением (ОМД)
Задачи, решаемые различными видами ОМД: получение полуфабрикатов или изделий заданных геометрических параметров, улучшение микроструктуры металла, снижение усадочной пористости отливок, улучшение физико-механических характеристик заготовок. Существует два основных направления ОМД:
- холодные процессы – осуществляются при температурах ниже порога начала рекристаллизационных процессов;
- горячая ОМД– происходит выше температур рекристаллизации.
Основные виды обработки металлов давлением:
- Горячая прокатка. Этот способ механической обработки применяется в производстве листового, трубного, сортового и фасонного проката. Горячекатаные полуфабрикаты могут служить исходным материалом для различных способов холодного деформирования.
- Холодная прокатка. Ее цель – повышение точности размеров, улучшение качества поверхности и других характеристик горячекатаных полуфабрикатов.
- Холодное и горячее волочение. Осуществляется протягиванием заготовки через отверстие заданной формы с целью получения требуемого поперечного сечения длинномерного проката. Площадь сечения отверстия всегда меньше площади сечения заготовки. Этот способ металлообработки применяется при производстве прутков (круглых, квадратных, многоугольных)и фасонного проката с малым размером сечения, тонкостенных труб небольшого диаметра.
- Горячая и холодная штамповка. Этот вид ОМД известен на протяжении нескольких веков. А холодная штамповка длительное время была основным способом производства металлической посуды благодаря простой реализации и невысокой стоимости процесса. Штамповка бывает листовой и объемной. В результате объемной штамповки происходит пространственное изменение формы объемной заготовки. Обычно целью такой технологической операции является получение из заготовки простой формы (шара, цилиндра, параллелепипеда, куба) изделия более сложной конфигурации. Листовая штамповка – вид обработки металлов, с помощью которого получают как небольшие детали, так и корпуса различных видов транспорта.
- Ковка. Осуществляется при нагреве заготовки. Бывает ручной (такой способ сейчас применяется в основном для создания художественных изделий) и механизированной.
- Холодное и горячее прессование (экструдирование). Экструзия заключается в обработке заготовок путем их выдавливания через один или несколько каналов. Без нагрева обычно прессуются мягкие цветные металлы (алюминий, медь) и сплавы на их основе. Для стальных заготовок обычно применяют горячее прессование. Экструдирование – современный метод металлообработки, позволяющий получать длинномерные профильные изделия.
- Комбинированная обработка. Очень часто для получения необходимого результата комбинируют несколько технологий ОМД и/или ОМД сочетают с другими типами металлообработки.
Виды металлообработки резанием
Обработка резанием – совокупность процессов, подразумевающих срезание слоев металла с переходом их в стружку или разделение заготовок на части. Разделяют черновую, получистовую и чистовую обработку. Заготовками служат: отливки, все виды проката, штампованные, кованые, прессованные детали.
Основные методы обработки металлов резанием:
- Токарная обработка (точение). Реализуется на станках токарной группы с помощью резцов. Точение позволяет создавать конические, цилиндрические и фасонные детали.
- Сверление. Дополнительные операции, которые могут сочетаться со сверлением – растачивание, развертывание, рассверливание, зенкерование. Их цель – получение отверстий нужного диаметра и глубины – сквозных или глухих. Применяемое оборудование – сверлильные станки различных типов, токарные станки.
- Фрезерование. Осуществляется на фрезерных станках с помощью дисковых, цилиндрических, торцевых, концевых, угловых фрез.
- Шлифование. Эта операция относится к чистовым. С ее помощью снижают шероховатость поверхности до значения, указанного в чертежах на изделие. Рабочий орган шлифовальных станков – абразивные круги, ленты, хонинговальные головки.
- Операции по разделению заготовок на части – резка и рубка. Резка осуществляется ручным или механизированным инструментом, как вариант – термическим воздействием. В серийном производстве для рубки проката применяют ножницы-гильотины, пресс-ножницы, механические и гидропрессы, угловысечные станки.
Для реализации скоростных методов резания используются металлообрабатывающие станки с ЧПУ, выполняющие все операции в автоматическом режиме в соответствии с заложенной в них компьютерной программой.
Термическая обработка металлов
Термообработкой металлов и сплавов называют совокупность операций нагрева до установленных температур, выдержки и охлаждения с различной скоростью и в различных средах. Их цель –получение микроструктуры и физико-механических характеристик, соответствующих запланированной технической задаче. Основные виды термообработки:
- ОтжигIиIIрода. Отжиг I рода для стальных заготовок обычно подразумевает нагрев до температур, при которых не происходят фазовые превращения стали. В зависимости от условий проведения этот вид т/о включает процессы гомогенизации, рекристаллизации, снятия остаточных напряжений и некоторого снижения твердости. Отжиг II рода для сталей сопровождается фазовыми превращениями. В результате такой т/о падают показатели прочности и твердости стали, повышается ее пластичность и ударная вязкость. Обычно отжиг II рода применяют для подготовки к различным видам механообработки.
- Закалка. Применяется для металлов и сплавов, в которых в твердом состоянии при нагреве до высоких температур и охлаждении в воде или масле происходят фазовые превращения. Закалка всегда сочетается с отпуском, который уменьшает хрупкость и напряжения, характерные для закаленных сталей. После закалки и отжига повышаются прочность, твердость, износостойкость стальной заготовки.
- Термомеханическая обработка (ТМО). Сочетает пластическую деформацию с термообработкой. Горячая пластическая деформация сочетается с закалкой, холодная – со старением. ТМО применяется для сталей, алюминиевых и магниевых сплавов.
Сварка металлов и сплавов
Сущность сварки заключается в нагреве кромок свариваемых деталей до температуры плавления и дальнейшем образовании между ними неразъемного соединения.
Существует несколько способов сварки:
- Электрическая. Самый распространенный вид сварочного процесса. Электродуговая сварка осуществляется покрытыми плавящимися электродами, неплавящимися электродами в среде инертных газов, с использованием сварочной проволоки. Еще один вид электросварки – контактная сварка. Различают точечную и роликовую электросварку. В последнем случае токопроводящий ролик соединяет две детали сплошным швом.
- Газовая. Окислителем в этом процессе является кислород, а функции горючего газа выполняют: ацетилен, его более экономичная альтернатива – МАФ (метилацетилен-алленовая фракция), природный газ, пропанбутановая смесь, водород и др.
- Химическая. Для нагрева кромок используется тепло, выделяемое в результате химической реакции. Химическая сварка применяется в труднодоступных местах и даже под водой.
Электрическая обработка металлов и сплавов
Электрообработка металлических заготовок основана на способности металла разрушаться при подаче высокоинтенсивных электрических разрядов. Этот вид металлообработки применяется для изготовления отверстий в тонких металлических листах, работы с полуфабрикатами из твердых сплавов, заточки инструментов.
Помимо видов металлообработки, служащих для получения необходимых технических характеристик металлоизделий, существует художественная обработка металлических заготовок. Ее цель – создание декоративных предметов или украшение изделий, имеющих практическое применение. Для этой цели применяют литье, чеканку, ковку, сварку.
Общие сведения об обработке металлов давлением
1. Обработка давлением основана на способности металлов необратимо изменять свою форму без разрушения под действием внешних сил. Она обеспечивает получение заготовок для производства деталей, а в некоторых случаях и самих деталей требуемых форм и размеров с необходимыми механическими и физическими свойствами.
Обработка давлением – прогрессивный, экономичный и высокопроизводительный способ металлообработки, развивающийся в направлении максимального приближения форм и размеров заготовки к форме и размерам детали, что обеспечивает лучшее использование металла, сокращение трудоёмкости последующей обработки резанием и уменьшением себестоимости продукции.
При производстве металлических изделий широко применяют обработку металлов давлением как в горячем состоянии, так и в холодном. Основными способами обработки металлов давлением являются прокатка, волочение, прессование, ковка и штамповка.
Прокатка – один из важных способов обработки давлением, которым обрабатывается более 75% выплавляемой стали.
Прокатка осуществляется захватом заготовки 2 (рис. 22, а) и деформации ее между вращающимися в разные стороны валками 1 прокатного стана; при этом толщина заготовки уменьшается, а длина и ширина увеличиваются. Валки имеют гладкую поверхность для прокатки листов или вырезанные ручьи, составляющие калибры, для получения круглой или квадратной полосы, рельсов и т. д.
Волочение – процесс, при котором заготовка 2 (рис. 22, б) протягивается на волочильном стане через отверстие инструмента 1, называемого волокой; при этом поперечное сечение заготовки уменьшается; а длина ее увеличивается.
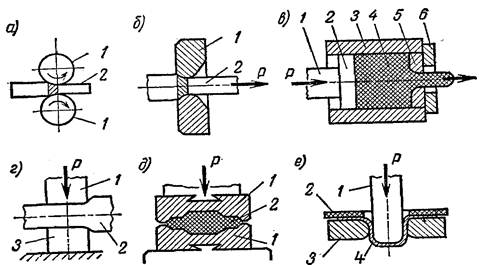
Рис. 22 Схемы основных способов обработки металлов давлением:
а – прокатка; б – волочение; в – прессование; г – ковка; д – объемная штамповка; е – листовая штамповка
Прессование представляет собой выдавливание заготовки 4 (рис. 22, в), помещенной в специальный цилиндр – контейнер 3,через отверстие матрицы 5, удерживаемой матрицедержателем 6;выдавливание производят при помощи пресс – шайбы 2 и пуансона 1. В зависимости от формы и размеров отверстия матрицы получают разнообразные изделия.
Ковка металла заключается в обжатии заготовки 2 (рис. 22, г) между верхним 1 и нижним 3 бойками молота с применением разнообразного инструмента. Свободной ковкой получают поковки различных размеров простой или сложной формы на молотах или прессах.
Штамповка – процесс деформации металла в штампах, форма и размеры внутренней полости которых определяют форму и размеры получаемой поковки. Различают объемную и листовую штамповку.
При объемной штамповке (рис. 22, д) на горячештамповочных молотах и прессах заготовка 2 деформируется в штампе 1. Листовая штамповка (рис. 22, е) осуществляется на холодноштамповочных прессах. При помощи пуансона 1, прижима 2, матрицы 3 листовая заготовка 4 превращается в изделие.
2. Различают горячую и холодную обработки металлов давлением.
Горячая обработка металлов давлением характеризуется явлениями возврата и рекристаллизации, отсутствием упрочнения (наклёпа); механические и физико-химические свойства металла изменяются сравнительно мало. Пластическая деформация не создаёт полосчатости (неравномерности) микроструктуры, но приводит к образованию полосчатости макроструктуры у литых заготовок (слитков) или к изменению направления волокон макроструктуры (прядей неметаллических включений) при обработке металлов давлением заготовок, полученных прокаткой, прессованием и волочением. Полосчатость макроструктуры создаёт анизотропию механических свойств, при которой свойства материала вдоль волокон обычно лучше его свойств в поперечном направлении.
При холодной обработке металлов давлением процесс пластической деформации сопровождается упрочнением, которое изменяет механические и физико-химические характеристики металла, создаёт полосчатость микроструктуры и также изменяет направление волокон макроструктуры. При холодной обработке металлов давлением возникает текстура, создающая анизотропию не только механических, но и физико-химических свойств металла. Используя влияние обработки металлов давлением на свойства металла, можно изготавливать детали с наилучшими свойствами при минимальной массе.
Для получения заготовок обработкой давлением используют различные деформируемые материалы: углеродистые, легированные и высоколегированные стали, жаропрочные сплавы, сплавы на основе алюминия, меди, магния, титана, никеля и др.
Исходными заготовками для обработки металлов давлением являются плоские и круглые слитки разных размеров и массы из стали и цветных сплавов.
До обработки давлением слитки подвергают механической обработке, которая заключается в отрезке прибыльной и донной частей и очистке поверхности от литейных пороков.
Размеры и масса слитков зависят от их назначения. Цилиндрические слитки предназначаются для изготовления прутков, профилей и труб. Их получают главным образом методом непрерывного литья. Плоские слитки применяют для изготовления различных поковок, листов, лент, полос и т. п.
3. Существенные преимущества обработки металлов давлением по сравнению с литейным производством и обработкой резанием – возможность значительного уменьшения отхода металла, а также повышения производительности труда, поскольку в результате однократного приложения усилия можно значительно изменить форму и размеры деформируемой заготовки. Кроме того, пластическая деформация сопровождается изменением физико-механических свойств металла заготовки, что можно использовать для получения деталей с наилучшими эксплуатационными свойствами (прочностью, жесткостью, высокой износостойкостью и т. д.) при наименьшей их массе.
Эти и другие преимущества обработки металлов давлением (отмеченные ниже) способствуют неуклонному росту ее удельного веса в металлообработке. Совершенствование технологических процессов обработки металлов давлением, а также применяемого оборудования позволяет расширять номенклатуру деталей, изготовляемых обработкой давлением, увеличивать диапазон деталей по массе и размерам, а также повышать точность размеров полуфабрикатов, получаемых обработкой металлов давлением.
Обработка металлов резанием
Сварка – технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями изделия при их местном или общем нагреве, пластическом деформировании, а также при совместном действии того и другого факторов.
В зависимости от состояния металла в сварочной зоне все способы сварки делятся на две группы: плавлением и давлением (в соответствии с ГОСТ 2601-74).
К сварке плавлением относятся следующие способы: дуговая, электрошлаковая, электронно-лучевая, лазерная, газовая, термитная.
К сварке давлением – контактная, диффузионная, холодная, ультрозвуковая, взрывом и др.
Сварные соединения могут быть стыковыми, угловыми, тавровыми, нахлесточными.
Сущность обработки металла давлением состоит в целенаправленной пластической деформации, придающей ему определенные форму и размеры, в ходе которой разрушается грубозернистая литая структура, устраняются пористость и рыхлость, улучшается металлургическое качество и создается благоприятная ориентировка вновь образовавшихся структурных составляющих металла.
При горячей обработке давлением, когда металл обладает большой пластичностью при малой прочности, его зерна вытягиваются и трансформируются в волокна.
Волокнистое строение металла обеспечивает значительное повышение прочности металла на разрыв вдоль волокон по сравнению с поперечным направлением.
К основным способам обработки металлов давление относятся Прокатка, Ковка, Штамповка.
Прокатка представляет собой процесс деформирования слитка или иной продолговатой металлической заготовки между двумя вращающимися валками, расстояние между рабочими поверхностями которых меньше высоты заготовки. Прокатка характеризуется сортаментом стального проката, который включает в себя пять основных групп:
- сортовой прокат (заготовки для ковки и штамповки, мех обработки и пр. и для строительных конструкций);
- листовой прокат (толстолистовая (свыше 4 мм ) и тонколистовая (0,2-3,75мм) сталь;
- специальный прокат (вагонные колеса и пр.);
- периодический прокат (прокат с периодически изменяющемся по длине профилем).
Ковка и штамповка. При ковке деформирование металла заготовки осуществляется путем целенаправленно наносимых ударов или нажатий. В зависимости от используемого оборудования ковка делится на свободную или ковку в штампах (штамповку).
Основными видами обработки резанием являются точение, строгание, сверление, фрезерование и шлифование.
Обработка металлов резанием осуществляется на металлорежущих станках – токарных, строгальных, сверлильных, фрезерных и шлифовальных – с использованием различных режущих инструментов – резцов, сверл, фрез, шлифовальных кругов.
Удаляемый в процессе резания металл – припуск – превращается в стружку, при этом наличие стружки является характерным признаком всех разновидностей процесса резания металлов.
Движение в процессе резания характеризуется двумя составляющими: главное движение резания и движение подачи.
Главное движение – Дr имеет наибольшую скорость называемую скоростью резания. Движение подачи Дs имеет скорость меньшую, чем скорость главного движения резания и предназначено для срезания припуска со всей поверхности, подлежащей обработке. Это движение называется подачей. Главное движение и движение подачи в зависимости от вида обработки могут быть вращательными и прямолинейно поступательными и совершаться как заготовкой, так и режущим инструментом.
При точении главное движение – вращательное движение заготовки, движение подачи – прямолинейно поступательное движение режущего инструмента - резца.
При строгании главное движение сообщается резцу, а движение подачи заготовке, или оба движения – только резцу.
При сверлении – оба движения, как правило, режущему инструменту – сверлу.
При фрезеровании - главное движение режущему инструменту – фрезе, а движение подачи заготовке
При круглом и плоском шлифовании – главное движение сообщается режущему инструменту – шлифовальному кругу, а движение подачи – заготовке.
Металлорежущие станки с числовым программным управлением являются эффективным средством автоматизации мелкосерийного и серийного производства.
Станки с ЧПУ являются полуавтоматами, так как рабочий цикл обработки детали осуществляется автоматически по программе. Участие человека в работе станка с ЧПУ сводится в основном к перемещению детали в зону закрепления детали и после автоматической обработки детали – к ее раскреплению и перемещению из зоны обработки. Действия человека здесь успешно заменяются в настоящее время действиями машины – промышленного робота.
Промышленный робот – автоматическая машина, заменяющая функции человека при перемещении предметов производства и (или) технологической оснастки.
Для эффективного перехода с изготовления одного изделия на другое широко используются гибкие производственные системы (ГПС).
ГПС – совокупность нескольких или отдельной единицы технологического оборудования и системы обеспечения ее функционирования в автоматическом режиме, которая обладает свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений и характеристик.
Основные группы сварочного оборудования
Сварочные генераторы. Это электромеханические приборы, состоящие из двигателя и мощного генератора. Принцип работы таков: энергия сгорания топлива в двигателе передается в генератор, которые преобразует ее в электрический ток. Если генератор поддерживает постоянство сварочного дуги, то его называют сварочным агрегатом. Если двигатель является однофазным или трехфазным, то получаем сварочный преобразователь. Сварочные агрегаты имеют уникальную особенность: они не требуют подключения к электросети, а потому их можно использовать в любом месте автономно. Но из-за такой автономности они получаются большими и тяжелыми – и применяют их в основном в строительстве.
Сварочные трансформаторы. Простые, дешевые, широко используемые сварочные аппараты для ручной дуговой сварки. На контакты трансформатора подается переменный ток и вызывает переменный магнитный поток, который, в свою очередь, вызывает переменный ток с пониженным напряжением. Это напряжение и приводит к нагреву свариваемых поверхностей. Трансформаторы получили широкое распространение из-за простоты конструкции, невысокой цены и высокой надежности. Минусы, конечно, тоже имеются: это большие габариты и то, что переменный ток не может создать ровный шов. У новичков могут также возникнуть сложности с началом работы с трансформатором.
Сварочные выпрямители.Это трансформатор, источник питания и блок полупроводниковых выпрямителей. Аппарат вырабатывает постоянный ток, дуга не прерывается и отличается стабильностью. Эта особенность позволяет качественно использовать выпрямители даже непрофессионалам. При применении дополнительных приборов выпрямители могут сваривать цветные металлы и чугун.
Сварочные инверторы. Это аппараты, обладающие повышенной частотой, которая позволяет при меньшем весе и габаритах производить более мощную сварку. Такая сварка обеспечивает ровный, аккуратный сварной шов и устойчивую дугу.
Газосварочное оборудование - оборудование для резки и сварки металлов. Для сварки используется энергия горючего газа в смеси с кислородом или воздухом.
Виды обработки металлов

Почти три тысячелетия люди производят из металлов и сплавов различные изделия: предметы быта и рабочие инструменты, механизмы, оружие и пр. Но чтобы получить готовую деталь, предварительно заготовка должна пройти обработку.
Так называются технологические процессы, вследствие которых изменяются размер, форма и другие характеристики заготовок. Существуют различные виды обработки металлов.
Какой нужно использовать, выбирают в зависимости от типа материала и результата, который требуется получить. Это может быть один из механических или термических способов, сварка или литье. Какие бывают виды обработки металлов, в чем разница между ними, читайте в нашей статье.
Основные виды обработки металлов
Металлообработка представляет собой технологические процессы, позволяющие изменить размеры, форму и остальные характеристики заготовок. Основными видами обработки металлов являются литье, механообработка, то есть использование резания и давления, сварка, а также термическая, электрическая, художественная обработка.
Каждый материал имеет свои физические и химические характеристики, поэтому требует применения особого подхода. При выборе метода учитывают такие показатели:
- температуру плавления и закалки, если планируется термообработка;
- твердость и прочность при применении резания, точения.
Стоит пояснить, что твердость и прочность влияют на выполнение конкретной задачи, например, на шлифовку, формирование фигурной поверхности, штамповку, распиловку, то есть отделение одного фрагмента, пр.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
В зависимости от запланированного результата выбирают технологию и определенный набор оборудования. Чаще всего используются такие виды обработки металлов:
Виды механической обработки металлов
Механическая металлообработка отличается от других подходов тем, что не изменяет химическую структуру металла или сплава, влияя только на размеры и конфигурацию изделия. В процессе работы заготовки подгоняются под заданные чертежом параметры при помощи режущего инструмента, сварки.

Готовые детали полностью соответствуют чертежу, имеют идеальную форму, точные габариты и ровную поверхность.
Механическое воздействие может оказываться различным металлорежущим оборудованием. С учетом используемого инструмента выделяют два вида механической обработки металлов:
Резание
Данный подход позволяет сформировать новую поверхность металла с помощью деформирования и удаления, срезания поверхностного слоя заготовки. В процессе работы неизбежно образуется стружка из верхнего слоя металла, то есть избыточный материал – его обозначают как припуск.
Чтобы снизить трудоемкость и затраты на обработку, его делают минимальным. Однако его размеры не должны негативно отражаться на качестве и ключевых характеристиках изделия.
Принято говорить о нескольких видах обработки металлов резанием в соответствии с применяемым инструментом:
- Точение, при котором будущее изделие закрепляется во вращающейся оснастке. Далее резцом удаляют лишний слой металла, чтобы добиться заданных характеристик. Благодаря данному методу изготавливаются детали, имеющие форму тела вращения.
- Сверление позволяет формировать в материале отверстия круглой формы. Для этого деталь жестко фиксируется, к ней медленно подают инструмент в продольном направлении. А вращающееся вокруг своей оси сверло погружается в деталь.
- Фрезерование, в отличие от сверления, предполагает использование инструмента, где режущим является не только острие, но и боковые поверхности. Вращающаяся фреза может перемещаться в вертикальном направлении, а также в стороны и вперед/назад. Данный вид обработки металлов дает возможность изготавливать изделия практически любой формы.
- Строгание позволяет формировать продольные пазы и предполагает, что резец движется назад и вперед относительно неподвижной заготовки. При каждом проходе он удаляет продольную полосу металла. Стоит оговориться, что существуют станки, в которых двигается деталь, а резец остается статичен.
- Шлифование предполагает использование абразивного материала, который вращается либо совершает продольные возвратно-поступательные движения. Он удаляет тонкие слои металла с поверхности будущего изделия. Метод задействуется при финальной обработке поверхностей, подготовке перед нанесением покрытий.
- токарные станки;
- сверлильно-расточные аппараты;
- шлифовальные машины;
- фрезерные станки;
- протяжные станки;
- прессы.
- Горячая прокатка используется при изготовлении листового, трубного, сортового, фасонного проката. Также горячекатаные заготовки могут в дальнейшем подвергаться холодному деформированию различными способами.
- Холодная прокатка позволяет повысить показатели горячекатаных изделий, например, добиться более точных размеров, улучшить качество поверхности.
- Химический, при котором повышение температуры достигается при помощи химической реакции. Этот способ становится единственным выходом, если не удается использовать электрооборудование, газовый баллон.
- Газовый предполагает нагревание металла газовой горелкой перед сваркой или резкой.
- Электросварка используется чаще других методов, позволяет нагревать и плавить металл для дальнейшего соединения.
- Дуговая. В ее основе лежит применение тепла электрической дуги, а все работы осуществляются сварочным оборудованием и электродами в среде инертных газов.
- Контактная. Требует нагревания сильным электрическим током и может быть точечная или роликовая. В первом случае элементы соединяют в отдельных точках, тогда как во втором формируют сплошной шов по всей поверхности стыка.
- втулки;
- шкивы;
- валы;
- кольца;
- зубчатые колеса;
- гайки;
- муфты;
- прочее.
- Химико-термическая обработка позволяет обогатить поверхность металла дополнительными компонентами, например, углеродом. Способ связан с использованием максимальных температур нагрева и значительных периодов выдержки – таким образом сплав получается однородным.
- Термомеханическая обработка обеспечивает металлу лучшие механические характеристики, чем те, что достижимы при классической термообработке.
- Электроискровый. Предполагает воздействие искусственным разрядом, что приводит к точечному повышению температуры заготовки до +8 000…+10 000 °C.
- Электрохимический. Необходим для формирования блестящей поверхности изделия.
- цветные металлы;
- чугун;
- нержавеющую сталь.

Также на предприятиях применяется немало вспомогательных видов обработки металлов резанием. Они подбираются в соответствии с внешними показателями детали, позволяют работать с наружной и внутренней цилиндрической поверхностью либо плоскостями.
Пластическая деформация и электрофизическая обработка
К пластической деформации относят ковку, прессование, штамповку, накатку и другие способы. К ним прибегают, когда необходимо изменить форму, конфигурацию, габариты и физико-механические характеристики заготовки.
Для этого на производствах используется большой набор инструментов, призванных повысить эффективность обработки металла.

Чаще всего при данном виде обработки металлов специалисты работают с таким оборудованием:
После стотонного прессования или ковки на металл наносят различные покрытия посредством электрохимического метода. Таким образом изделия удается латунировать, никелировать, лудить и осуществлять другие операции.
Обработка металлов давлением
Люди начали активно использовать один из видов обработки металла давлением еще несколько тысячелетий назад. Современные методы сильно отличаются от тех, что применялись ранее, но суть остается неизменной: воздействие физической силы или давления позволяет придать заготовке необходимую форму и размер.

Существует семь методов обработки давлением, причем для каждого из них предназначено специальное оборудование:
Холодное и горячее волочение предполагает протягивание заготовки через отверстие нужной формы – таким образом задают необходимое поперечное сечение длинномерного проката.
Для данного вида обработки металлов важно, чтобы площадь сечения отверстия была меньше аналогичного показателя заготовки. Этим методом изготавливают круглые, квадратные, многоугольные прутки, фасонный прокат с малым сечением, тонкостенные трубы, имеющие небольшой диаметр.
Горячая и холодная штамповка используется людьми уже много веков. Долгое время холодная штамповка оставалась главным способом создания металлической посуды, так как метод не отличался сложностью и большими затратами.
Штамповка может быть листовой и объемной. Первая позволяет изготавливать изделия разных размеров: от небольших деталей до корпусов транспорта. Во втором случае обеспечивается пространственное изменение формы объемной заготовки. Так, из простой формы, например, шара, цилиндра, параллелепипеда, куба, получают более сложные изделия.
Холодное и горячее прессование или экструдирование позволяет получать длинномерные профильные изделия и предполагает выдавливание заготовок через один или несколько каналов.
При этом виде обработки мягких цветных металлов, например, алюминия и меди, а также сплавов на их основе, удается отказаться от дополнительного нагрева. Работа со сталью предполагает горячее прессование.
Обработка металлов сваркой
Данный вид обработки предполагает нагрев металла до температуры пластичности или до плавления кромок. После чего детали соединяют в неразъемную конструкцию.

Специалисты выделяют три вида обработки металла сваркой:
Существуют следующие разновидности электросварки:
Этот вид обработки металлов позволяет соединять элементы трубопроводов, строительных конструкций, изготавливать кузова для автомобилей. Немаловажно, что сварка может без проблем комбинироваться с другими способами металлообработки.
Токарная обработка металлов
В данном случае с металлической заготовки срезается тонкий слой металла до придания ей необходимой формы и шероховатости. Работа проводится на токарном оборудовании с использованием набора режущих инструментов.
Токарная обработка близка к расклиниванию приповерхностного слоя металла острой кромкой рабочего инструмента. Благодаря механическому усилию кромка врезается в заготовку, снимает тонкий слой материала, то есть припуск, который превращается в стружку.
Высокое качество при этом виде обработки металлов достигается благодаря непрерывности и высокой скорости резки. Нужно учитывать, что скорость подбирается для каждого случая индивидуально.
Токарное оборудование позволяет изготавливать детали типа тел вращения, а именно:
Обработка металлов литьем
Много веков назад люди научились создавать различные предметы, нагревая металл до жидкого состояния и разливая в литейные формы. Далее материал остывал и затвердевал – в результате получалась отливка, дублирующая заливочную форму.

Постепенно данный вид обработки металлов менялся. Сегодня существует несколько способов литья, в том числе с дополнительным применением давления. Благодаря самым современным подходам изготавливают даже маленькие отливки с предельной точностью сохранения всех параметров.

Различают три вида термической обработки металла:
Термообработка металла
Речь идет о нескольких способах воздействия, связанных с температурным режимом и позволяющих корректировать физические и механические свойства материала:
Закалка металла
Заготовку нагревают до достижения пластичного состояния, некоторое время выдерживают, чтобы стабилизировались молекулярные структуры, и быстро охлаждают. Для этого изделие погружают в воду либо масло.
Получившийся материал значительно превосходит обычный по твердости и хрупкости. Он применяется для изготовления конструкций, подвергающихся минимальным динамическим и сильным статическим нагрузкам.
Отжиг металла
В данном случае также происходит нагрев до пластичности. Разница в том, что процесс остужения проходит прямо в печи, поэтому достигается обратный закалке эффект. Металл теряет свою твердость, снимается внутреннее напряжение, он становится более пластичным, что позволяет использовать его для ковки, раскатки, штамповки.
Старение металла
Такой вид обработки используется преимущественно с декоративными целями и предполагает фазовые превращения материала. Иными словами, он в ускоренном темпе претерпевает все стадии естественного старения.
Отпуск металла
Является следующим этапом после закаливания, который призван снизить хрупкость материала, появившуюся на предыдущей стадии обработки. Деталь нагревается до высокой температуры, но не достигающей показателей, используемых во время закалки, далее ее постепенно охлаждают.
Данная операция выполняется при изготовлении инструментов.
Нормализация металла
Подобная обработка позволяет сформировать структуру с мелким зерном, благодаря чему возрастает ковкость, но сохраняется необходимая твердость. Нормализация нередко предшествует закаливанию и резке. Сам процесс близок к отжигу с той лишь разницей, что заготовка остывает на воздухе, а не в печи.
Большинство видов термической обработки металлов предполагает нагревание и последующее охлаждение. Разница состоит только в нюансах.
Электрическая обработка металлов
В данном случае используется воздействие электрическим током.

Какие виды обработки металлов относятся к данной группе? Это:
Указанные способы могут применяться при работе даже с наиболее твердыми разновидностями сплавов.
Химическая обработка металлов
К помощи химии прибегают, если нужно подготовить металлические поверхности к другим операциям или добиться более высоких эстетических показателей.

При этом виде обработки на металл воздействуют специальными веществами, повышающими его стойкость к появлению ржавчины, улучшающими внешний вид. Также химические составы позволяют очистить поверхность перед окрашиванием или сваркой.
На данный момент очень распространен гальванический метод электрохимической обработки, который необходим для формирования надежных защитных покрытий на поверхности изделий.
Рекомендуем статьи
Это не все используемые в промышленности виды обработки металлов. Помимо перечисленных выше подходов, применяют резание и ультразвуковую обработку.
Определенный метод выбирают, исходя из целого ряда факторов, в том числе опираются на характеристики, которые планируется придать заготовке, а также ее размеры и конечное изделие.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: