Образование отверстий за счет удаления металла это
Обновлено: 27.09.2024
Сверление - это слесарная операция, представляющая собой один из видов резания металла с помощью инструмента, называемого сверлом, совершающего вращательные и поступательные движения.
Сверление является весьма распространенной операцией, как на разнообразных машиностроительных заводах, так и в слесарных и механических мастерских, особенно при монтажно-сборочных работах.
Сверление применяют для получения отверстий не высокой степени точности, и для получения отверстий под нарезание резьбы,
зенкерование и развёртывания.
· для получения неответственных отверстий невысокой степени точности и значительной шероховатости, например под крепёжные болты, заклёпки, шпильки и т.д.;
· для получения отверстий под нарезание резьбы, развёртывания и зенкерование.
Свёрла бывают различных видов (рис. а-и) и изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками из твёрдых сплавов.
Сверло имеет две режущих кромки. Для обработки металлов различной твёрдости, применяют свёрла с различным углом наклона винтовой канавки. Для сверления стали пользуются свёрлами с углом наклона канавки 18…30 градусов, для сверления лёгких и вязких металлов – 40…45 градусов, при обработки алюминия, дюралюминия и электрона – 45 градусов.
Хвостовики у спиральных свёрл могут быть коническими и цилиндрическими.
Конические хвостовики имеют свёрла диаметром 6…80мм. Эти хвостовики образуются конусом Морзе.
Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части.
Свёрла бывают оснащённые пластинками из твёрдых сплавов, с винтовыми, прямыми и косыми канавками, а также с отверстиями для подвода охлаждающей жидкости, твёрдосплавных монолитов, комбинированных, центровочных и перовых свёрл. Эти свёрла изготовляют из инструментальных углеродистых сталей У10, У12, У10А и У12А, а чаще – из быстрорежущей стали Р6М5.

Работы, выполняемые на сверлильных станках: а — сверление отверстий; б — рассверливание; в — зенкерование; г — растачивание; д — зенкование; е — развертывание; ж — выглаживание; з — нарезание внутренней резьбы; и —цекование
Зенкерование.Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьём, ковкой штамповкой, сверлением, с целью увеличения их диаметра, качества поверхности, повышения точности (уменьшение конусности, овальности).
Зенкеры. По внешнему виду зенкер напоминает сверло, но имеет больше режущих кромок (три – четыре) и спиральных канавок. Работает зенкер как сверло, совершая вращательное движение вокруг оси, а поступательное – вдоль оси отверстия. Зенкеры изготавливают из быстрорежущей стали; они бывают двух типов – цельные с коническим хвостиком и насадные. Первые для предварительной, а вторые для окончательной обработки отверстий.
Для получения правильного и чистого отверстия припуски на диаметр под зенкерование должен составлять 0,05 диаметра (до 0,1мм).
Зенкование.Зенкованием называется процесс обработки специальным инструментом цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклёпок.
1. цилиндрическая имеющая направляющую цапфу, рабочую часть, состоящую из 4…8 зубьев и хвостовика;
2. коническая имеет угол конуса при вершине 30, 60, 90 и 120 градусов;
Разветрывание.Развёртывание – это процесс чистовой обработки отверстий, обеспечивающий высокое качество отверстия.
Машинные развёртки изготовляют с равномерным распределением зубьев по окружности. Число зубьев развёрток чётное – 6, 8, 10 и т.д. Чем больше зубьев, чем выше качество обработки.
Ручные и машинные развёртки выполняют с прямыми (прямозубые) и винтовыми (спиральные) канавками (зубьями).
На рис. С.1 представлены станки сверлильно-расточной группы на которых производится сверление и расточка.
Клепка металла
Клепкой металла называется соединение двух или нескольких деталей при помощи заклепок, представляющих собой цилиндрические стержни с головками.
Клепка металла применяется для создания неразъемного соединения деталей, а также соединения листового полосового и фасонного металла. Заклепочные соединения применяют при ремонтах воздуховодов и вентиляторов, а также при изготовлении отдельных деталей вентиляционных систем.
Клепка металла подразделяется на холодную, горячую и смешанную. Заклепки изготовляются из мягкой стали и состоят из цилиндрического стержня и головки, называемой закладной.
Головка, которая расклепывается на другом конце стержня и служит для скрепления деталей, называется замыкающей. Клепка называется обыкновенной, если обе головки заклепки находятся над поверхностями склепанных деталей, и потайной, если головки заклепки помещены заподлицо с поверхностями склепанных частей.
Толщина заклепок выбирается расчетом. Длина стержня заклепки между головками не должна превышать пяти диаметров стержня; в случае отсутствия этого соотношения следует заклепочное соединение заменить болтовым. Клепку производят на специальных стальных поддержках, имеющих углубление по форме головки заклепки, чтобы не смять ее при расклепывании.
Чтобы поддержка не отскакивала от головки при нанесения ударов молотком, вес ее должен быть в 4—5 раз больше веса молотка. Молоток по весу выбирают в зависимости от диаметра стержня заклепки.
Для склепывания деталей, кроме слесарного молотка (лучше с квадратным бойком) и стальной поддержки, применяют стальную натяжку для уплотнения и прижимания склепываемых деталей друг к другу и к головке заклепки и стальную обжимку для окончательного формирования замыкающей головки.
Натяжки и обжимки изготовляются из инструментальной стали У8. Их рабочий конец на длине около 15 мм закаливается.
Клепка металла может производиться также и механизированным методом при помощи пневматических молотков и клепальных машин.
ОБРАЗОВАНИЕ ОТВЕРСТИЙ
Отверстия в деталях можно образовывать механической обработкой со снятием и без снятия стружки, тепловыми способами (газопламенной, электродуговой, плазменной резкой, электроискровой резкой, оптическими способами, химическим фрезерованием и т.п.).
Отверстия любой формы в литейных, кованых и точеных деталях, а также отверстия диаметром до 50 мм в заготовках и деталях из проката обрабатываются сверлением и фрезерованием.
При механической обработке со снятием стружки детали с размеченными центрами отверстий устанавливают на сверлильные или фрезеровальные станки и обрабатывают режущим инструментом: сверлами, зенкерами, развертками, фрезами (см. прим. І). Отверстия по оси вращения обрабатывают на токарных станках сверлением, зенкерованием, растачиванием, развертыванием и т.п. меньшие допуски на размеры и шероховатость поверхности можно получить шлифованием.
Для получения отверстий механической обработкой без снятия стружки используют прессы. Операции называются: вырубка, пробивка, просечка и др.
Пробивка отверстий осуществляется на прессах специальными штампами. Пробивка применяется для образования в деталях отверстий различных форм и размеров.
При одновременной пробивке большого числа отверстий с целью уменьшения усилий применяют ступенчатое расположение пуансонов. Для этой же цели на пуансонах иногда делают скосы.
Отверстия в деталях, работающих под нагрузкой или в сильно коррозионной среде, рекомендуется рассверливать.
Для изготовления сеток без отходов материала используют метод вырубки с растяжением. Этим методом можно изготовить сетки различного назначения из стали и цветных металлов с толщиной листа до 5 мм.
Вырубка является одним из видов штамповки. Процесс вырубки осуществляется с помощью пуансона и матрицы (см. рис 2.13). Пуансон изготовливают в виде сплошного сердечника, в матрице же имеется отверстие для прохода пуансона. Между пуансоном и матрицей остается зазор, в который в процессе деформирования течет металл. Величина зазора зависит от рода и толщины металла. В общем случае зазор может быть равным 10% толщины металла.
Просечка применяется для получения детали и отверстия в материалах органического происхождения, имеющих малое сопротивление срезу (см. рис. 2.14). Просечку производят вручную, на гидравлических, приводных механических прессах или на эксцентриковых механических прессах.
При работе вручную необходимо правильно устанавливать просечку. Разрезаемый материал укладывают на паронит, толщина которого должна быть в 2-3 раза превышать толщину обрабатываемого материала. Просечку производят несколькими легкими ударами молотка.
Расчетное усилие пресса слагается из усилия вырубки и усилия проталкивания. Усилие вырубки определяется по формуле, кг:
где Kз – коэффициент, учитывающий затупление инструмента; П – длина контура вырубленного изделия, мм; d – толщина материала, мм; t – допускаемое касательное напряжение, кг/мм 2 .
Усилие проталкивания определяется по формуле, кг:
где Kпр – коэффициент, учитывающий отношение усилия проталкивания к усилию вырубки, Кпр = 0,01–0,06; Р – усилие вырубки, кг; h – высота цилиндрической части матрицы.
Газопламенная, электродуговая и плазменная резка применяются для вырезки в листовом материале отверстий диаметром более 50 мм.
Электроискровая обработкаотверстий. При импульсивном электрическом разряде через воздушный промежуток между электродами проходит электрический ток очень большой силы (до 10000 А). Электрическая энергия в момент разряда переходит в тепловую, вызывая на узком участке разрядного канала повышение температуры до 40000–50000°С. Под действием этой температуры металл плавится и испаряется с большой скоростью. Одним электродом служит металлический или графический стержень, а другим – обрабатываемая деталь. При частоте электрического тока около 2250 Гц оплавление инструмента практически отсутствует. Этим методом можно обрабатывать практически любые металлы. Можно получать отверстия очень малых диаметров (от 0,1 до 1,0 мм) в деталях большой толщины, а также получать сита из нержавеющей стали для ректификационных тарелок. В зависимости от формы электрода-инструмента можно получать любой контур отверстия. Этот способ используется также для получения штампов сложной конфигурации, для получения высокого класса чистоты поверхности отверстий. При этом способе в межэлектродном пространстве создается интенсивный поток электролита. Химические соединения, образующиеся при обработке, растворяются в электролите и уносятся из межэлектродного пространства потоком жидкости. Отклонения от номинальных размеров отверстий при электрохимической обработке не превышают 0,05–0,2 мм.
Химическое фрезерование. В отдельных случаях в крупных деталях при обработке поверхностей сложной конфигурации применяют химическое фрезерование, при котором происходит глубокое травление поверхностей в специально подобранных травящих растворах.
Для интенсификации процесса в раствор вводят абразивный порошок.
Технологический процесс обработки химическим фрезерованием состоит из следующих операций: а) тщательная очистка поверхностей; б) покрытие защитными составами поверхностей, не подлежащих травлению; в) травление; г) промывка поверхностей и очистка; д) контроль.
Для получения очень точных отверстий малых диаметров различных профилей используют оптические методы. Например, кислородо-лазерный способ. Оптические методы позволяют получать отверстия, не требующие дальнейшей обработки. За счет оплавления края отверстия упрочняются и становятся совершенно гладкими.
Для обработки сквозных отверстий в незакаленных деталях диаметром 0,3-0,5 мм используют координатно-расточные станки. После закалки отверстия деформируются, что приводит к браку. Кроме того, сверла часто ломаются (7–15 отверстий на одно сверло).
Для обработки сквозных технологических отверстий в закаленных деталях пресс-форм из материалов различной твердости используется лазерная установка «Корунд-2».
В настоящее время успешно эксплуатируется в условиях серийного производства лазерный полуавтомат ЛП-2. С его помощью за 24 мин. в одной детали прошивается 60 отверстий диаметром 0,3 мм и глубиной 1 мм, при этом обеспечивается высокая точность и чистота поверхности.
С помощью лазерных установок можно проделывать отверстия, ось которых не перпендикулярна обрабатываемой поверхности.
Лазер применяется для изготовления отверстий в фильтрах; изготовлении сетчатых тарелок с отверстиями малых диаметров; отверстий в деталях форсуночных сопел и двигателей из твердых сплавов; в сетках клистронов; в камнях для ювелирной промышленности и многих других производства.
Характеристика метода обработки сверлением
Сверлением называется процесс образования отверстий в сплошном материале с помощью инструмента, называемого сверлом.
Сверление отверстий - широко распространенная операция в слесарном деле. Применяется для соединения деталей болтами, винтами, заклепками или другими крепежными деталями; получения отверстий под последующее нарезание резьбы; удаления излишнего металла более производительными средствами, чем обрубание или опиливание; выполнения ряда ремонтно-сборочных работ (высверливание детали, которую невозможно выпрессовать и др.).
Рассверливанием называется процесс увеличения диаметра отверстия при помощи сверла.
В зависимости от функционального назначения отверстий они могут обрабатываться с различной степенью точности и иметь переменное сечение.
В процессе сверления под влиянием силы резания режущие поверхности сверла сжимают прилегающие к ним частицы металла, и когда давление, создаваемое сверлом, превышает силы сцепления частиц металла, происходит образование элементов стружки и отделение ее.
При сверлении вязких металлов (сталь, медь, алюминий и др.) отдельные элементы стружки, плотно сцепляясь между собой, образуют непрерывную стружку, завивающуюся в спираль. Такая стружка называется сливной. Если обрабатываемый металл хрупок, например чугун или бронза, то отдельные элементы стружки надламываются и отделяются друг от друга. Такая стружка, состоящая из отдельных разобщенных междусобой элементов (чешуек) неправильной формы, носит название стружки надлома.
В процессе сверления различают следующие элементы резания: скорость резания, глубина резания, подача, толщина и ширина стружки.Главное рабочее движение сверла (вращательное) характеризуется скоростью резания.
Подачей при сверлении называется перемещение сверла вдоль оси за один его оборот. Она обозначается через S и измеряется в мм/об. Сверло имеет две главные режущие кромки.
Правильный выбор подачи имеет большое значение для увеличения стойкости инструмента. Величина подачи при сверлении и рассверливании зависит от заданной частоты и точности обработки, твердости обрабатываемого материала, прочности сверла и жесткости системы станок — инструмент — деталь.
Толщина среза (стружки) а измеряется в направлении, перпендикулярном режущей кромке сверла. Ширина среза измеряется вдоль режущей кромки и равна ее длине.
Таким образом, площадь поперечного сечения стружки становится больше с увеличением диаметра сверла, а для данного сверла — с увеличением подачи.
Обрабатываемый материал оказывает сопротивление резанию и удалению стружки. Для осуществления процесса резания к инструменту должны быть приложены сила подачи Ро, превосходящая силы сопротивления материала осевому перемещению сверла, и крутящий момент Мкр, необходимый для преодоления момента сопротивления М и для обеспечения главного вращательного движения шпинделя и сверла.
Сила подачи Р0 при сверлении и крутящий момент зависят от диаметра сверла D, величины подачи и свойств обрабатываемого материала.
Стойкостью сверла называется время его непрерывной (машинной) работы до затупления, измеряется в минутах.
В процессе резания при сверлении выделяется большое количество тепла. Основная часть тепла уносится стружкой, а остальная распределяется между деталью и инструментом. Для предохранения от затупления и преждевременного износа при нагреве сверла в процессе резания применяют смазывающе-охлаждающую жидкость, которая отводит тепло от стружки, детали и инструмента.
Выбор режимов резания при сверлении заключается в определении такой подачи и скорости резания, при которых процесс сверления детали оказывается наиболее производительным и экономичным.
Теоретический расчет элементов режима резания производится по нормативам, действующим на заводе, или по справочникам в следующем порядке: выбирают подачу, затем подсчитывают скорость резания и по найденной скорости резания устанавливают число оборотов сверла. Затем выбранные элементы режима резания проверяют по прочности слабого звена механизма главного движения и мощности электродвигателя станка.
Обычно в производственных условиях при выборе элементов режима резания, сверления, зенкерования, развертывания и т. д. пользуются готовыми данными технологических карт.
Если приходится сверлить глухое отверстие на определенную глубину, следует после установки и выверки обрабатываемой детали подвести сверло к поверхности детали так, чтобы оно соприкасалось с ней, и в этом положении установить на нуль имеющуюся на станке линейку (рис. а). Следя в процессе сверления за линейкой, можно определить в любой момент, насколько углубилось сверло в металл.
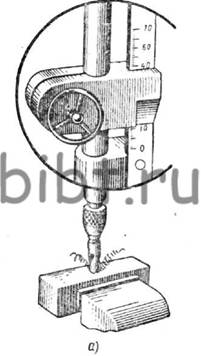
Другим способом наладки при сверлении на заданную глубину является установка и закрепление на сверле втулки-упора 1 (рис. б). Когда втулка дойдет до поверхности детали 2, это значит, что сверло просверлило отверстие на требуемую глубину.

При сверлении глубоких отверстий необходимо время от времени выводить сверло из отверстия, чтобы удалить из него стружку. Этим облегчается сверление и улучшается чистота обработки поверхности отверстия.
а - сверление глухого отверстия по линейке, б - сверление по втулке-упору: 1 - втулка-упор, 2 - деталь
Если требуется обработать неполное отверстие, расположенное сбоку детали, две детали 4 и 5 (рис. б) устанавливают вместе или устанавливают деталь 1 с прокладкой 3 (рис. а) и сверлят отверстия сверлом 2.
При сверлении глухого отверстия сбоку цилиндрической поверхности детали (рис. в) сначала перпендикулярно оси сверления обрабатывают площадку, после чего сверлят отверстие. Если этого не сделать, сверло может сломаться. При сверлении точных отверстий больших диаметров необходимо предварительно просверлить отверстия сверлом малого диаметра.

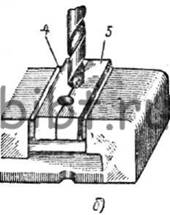

Рис. Установка деталей при сверлении:
а - одной детали, б - двух деталей вместе, в - цилиндрических деталей
В каждом конкретном случае для обработки применяются различные инструменты. Изготовление отверстий производится на сверлильных станках. Закреплённому в патроне станка инструменту сообщается вращательное и поступательное движение. Для формирования отверстия необходимой формы применяются следующие инструменты: сверло, зенкер, развёртка, мечик.
Типы свёрл
Свёрла по своим конструктивным особенностям и назначению подразделяются на спиральные, центровые и специальные.
Спиральные свёрла наиболее широко используются для обработки отверстий в сплошном материале и для рассверливания отверстий. Спиральное сверло — двузубый (двулезвийный) режущий инструмент, состоящий из двух основных частей: рабочей и хвостовика.
Хвостовики у спиральных сверл могут быть коническими и цилиндрическими. Конические хвостовики имеют сверла диаметром от 6 до 80 мм. Эти хвостовики образуются конусом Морзе. Он предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Сверла с цилиндрическими хвостовиками изготовляют диаметром до 20 мм. Хвостовик является продолжением рабочей части сверла.

Конус Морзе

Спиральное сверло Спиральное сверло
с коническим хвостовиком с цилиндрическим хвостовиком

Свёрла с коническим хвостовиком крепятся непосредственно в шпинделе сверлильного станка или переходной конической втулке ( рис. а,б). Свёрла с цилиндрическим хвостовиком крепятся в кулачковом или цанговом патронах (рис. в,г).
Свёрла с цилиндрическим хвостовикомимеют две винтовые канавки, расположенные одна против другой. Их назначение — отводить стружку из просверливаемого отверстия во время работы сверла. Канавки на сверлах имеют специальный профиль, обеспечивающий правильное образование режущих кромок сверла и необходимое пространство для выхода стружки.
Форма канавки и угол наклона ω между направлением оси сверла и касательной к ленточке должны быть такими, чтобы, не ослабляя сечения зуба, обеспечивалось достаточное стружечное пространство и легкий отвод стружки. Однако сверла (особенно малого диаметра) с увеличением угла наклона винтовой канавки ослабляются. Поэтому у сверл малого диаметра этот угол делается меньше, для сверл больших диаметров — больше. Угол наклона винтовой канавки сверла составляет 18 — 45°. Для сверления стали пользуются сверлами с углом наклона канавки 18 — 30°, для сверления хрупких металлов (латунь, бронза) — 22 — 25°, для сверления легких и вязких металлов — 40 — 45°, при обработке алюминия, дюралюминия и электрона — 45°.
В зависимости от направления винтовых канавок спиральные сверла подразделяют на правые (канавка направлена по винтовой линии с подъемом слева направо, движение сверла во время работы происходит против хода часовой стрелки) и левые (канавка направлена по винтовой линии с подъемом справа налево, движение происходит по ходу часовой стрелки). Левые сверла применяют редко. Левые и правые сверла отличаются не только канавкой, а и направлением вращения при работе.
Расположенные вдоль винтовых канавок сверла две узкие полоски на цилиндрической поверхности сверла называют ленточками. Они служат для уменьшения трения сверла о стенки отверстия, направляют сверло в отверстие и способствуют тому, чтобы сверло не уводило в сторону. Сверла диаметром 0,25 — 0,5 мм выполняются без ленточек.

Уменьшение трения сверла о стенки просверливаемого отверстия достигается также тем, что рабочая часть сверла имеет обратный конус, т. е. диаметр сверла у режущей части больше, чем на другом конце у хвостовика. Разность этих диаметров составляет 0,03 — 0,12 мм на каждые 100 мм сверла. У сверл, оснащенных пластинками из твердых сплавов, обратная конусность применяется от 0,03 — 0,15 мм на длине пластинки.
Зуб — это выступающая с нижнего конца часть сверла, имеющая режущие кромки.
Зуб сверла имеет спинку, представляющую собой углубленную часть наружной поверхности зуба, и заднюю поверхность, представляющую собой торцовую поверхность зуба на режущей части.
Поверхность канавки, воспринимающая давление стружки, называется передней поверхностью.Геометрические параметры режущей части спирального сверла поверхностью. Линия пересечения передней и задней поверхностей образует режущую кромку. Линия, образованная пересечением задних поверхностей, представляет поперечную кромку. Ее величина зависит от диаметра сверла (в среднем 0,13 диаметра сверла).
Режущие кромки соединяются между собой на сердцевине (сердцевина — тело рабочей части между канавками) короткой поперечной кромкой. Для большей прочности сверла сердцевина постепенно утолщается от поперечной кромки и к концу канавок (к хвостовику).
Центровые свёрла применяются для сверления центровых отверстий в деталях типа тел вращения. Отверстия используются для крепления и центровки заготовки с помощью конусов (центров) закреплённых в шпиндельной головке токарного станка и задней бабке.

Специальные свёрла применяют для сверления глубоких отверстий. Сверла имеют центральный канал (3) (отверстие) через который подаётся охлаждающая жидкость и вымывается стружка из зоны резания. На Рис. (г) приведена конструкция однолезвийного сверла с напаянной режущей пластиной 1 и двумя направляющими пластинами 2. Сквозные отверстия большого диаметра обрабатывают кольцевыми свёрлами (рис. д), на торцах которых закреплены режущие пластины 4, ширина которых больше толщины стенок.
Зенкерыпредназначены для обработки отверстий в литых и штампованных заготовках, а также для рассверливания предварительно обработанных отверстий. По конструктивным признакам зенкеры бывают цилиндрические (рис. а), конические (рис. б) и торцевые (рис. в). В отличие от сверла они имеют три или четыре режущих лезвия. Как и сверло, зенкер имеет рабочую зону 6 состоящую из режущей (заборной) части 1 и направляющей части 5. Хвостовик 4 имеет плоскую лапку 3 и связан с рабочей частью шейкой 2. По способу крепления зенкеры подразделяются на цельные, с коническим или цилиндрическим хвостовиком (рис. а,б) и насадные (рис. в).
Развёртки предназначены для окончательной обработки отверстий и обеспечивают точность и повышенную чистоту поверхности. В зависимости от формы обрабатываемого отверстия развёртки бывают цилиндрические Рис.6.19 (г) и конические Рис.6.19 (д), по способу крепления с коническим хвостовиком и насадные Рис.6.19 (е). В отличие от зенковок развёртки имеют от 6 до 12 главных режущих лезвий расположенных на режущей, конической, части 7, калибрующая часть 8 служит для центровки развёртки в отверстии и обеспечивает необходимую точность и чистоту поверхности.

Метчики предназначены для нарезания внутреннихрезьб и изготавливают из быстрорежущей стали Р18 Рис.6.19 (ж). Метчиками нарезают как цилиндрическую, так и коническую резьбу. На внешней поверхности метчика изготовлена резьба с прорезанными продольными пазами для вывода стружки. Рабочая поверхность метчика имеет режущую часть 9 и калибрующую 10. Процесс формирования резьбы осуществляется в основном режущей частью метчика, калибрующая часть производит окончательную доводку резьбы до требуемой чистоты и точности профиля. По своему назначению метчики делятся на гаечные, машинные и ручные.
6 разновидностей инструментов для развертывания
Развертывание — это технологическая операция в слесарном деле, которая помогает получать чистые аккуратные отверстия в металлических изделиях и деталях. Целью операции являются калиброванные отверстия для валов, плунжеров. Развертыванием достигаются нужные размеры посадочных отверстий подшипников. ´Подшипники как сборочные узлы, обеспечивающие соединение различных блоков внутри механизмов и машин, требуют большой точности для посадочных сопряжений, часто с минимальным зазором. Есть понятие гарантированного зазора, он может быть реализован с помощью этой технологической операции.

Слесарные технологические операции по работе с отверстиями
- сверление;
- затем проводится зенкерование;
- другая возможная процедура механической обработки – растачивание;
- наконец, осуществляется развертка.
Сверлят проходы в металле и других материалах с помощью сверлильного оборудования различного рода и размерности. Это вид механической обработки материалов методом резания под определенной направленностью граней инструмента. В результате появляются отверстия, которые отличаются по глубине проникновения и диаметру. Используются станки и ручное оборудование в виде механических, электрических дрелей, а также перфораторов. Эти инструменты не позволяют получать проходы в металле или иных материалах, отличающиеся большой точностью.
Поэтому дальше в работу включается зенкерование — этап получистой обработки стенок отверстия. Цилиндрические и конические проходы обрабатываются для получения более гладкой, качественной поверхности и, при необходимости, для увеличения диаметра. Наряду с зенкерованием имеется технологическая операция зенкования. Это обработка фаски, то есть края отверстия для большей гладкости и точности.
Растачивание проводится с помощью расточных резцов под заданные значения размеров. Инструменты для этого – металлорежущие станки, такие, как расточные, токарные, другие аналогичные.
Этап окончательной обработки заключается в точной обработке, калибровке отверстия под заданные параметры и допуски, прописанные в технической и нормативной документации к получаемым деталям и изделиям. Это и есть развертывание.

Инструменты для проведения операции развертывания
Этот вид работ предполагает применения специального инструмента, который носит соответствующее название. По внешнему виду развертка схожа с зенкером, работающем на предыдущей стадии обработки отверстий. Представляет собой инструмент цилиндрической или конической формы. Имеет множество лезвий – до 20 штук. Резание происходит за счет вращения.
- повышенный показатель точности;
- минимальная шероховатость, отвечает за гладкость поверхности.
Все параметры регулируются нормами и Государственными стандартами.
Квалитет как показатель точности
Достигается значение технологической точности в пределах 6-9 квалитета.
Эта величина оценивает допуски – разницу между самым большим и наиболее малым предельным значением отклонения от параметров, которые рассматриваются как номинальные размеры.
В машиностроительной продукции выделяются несколько видов размеров: номинальный, действительный, предельный. Предельные значения определяют возможность посадки – обеспечение адекватного соединения узлов и деталей.
Квалитет, от немецкого термина qualitat, который в свою очередь происходит от латинского qualitas – качество. Он определяет размеры допусков. Благодаря этому рассматривается как мера точности. Увеличение значения квалитета обозначает снижение точности и повышение допуска.
Квалитеты от 1 до 4 соответствуют производству калибров и контркалибров, речь идет об инструментах контроля.
Величины от 5 – до 12 задаются при изготовлении деталей, которые должны сопрягаться с другими деталями или блоками.
Параметры от 13 до 17 можно использовать для несопрягающихся изделий.
Существует таблица соответствий размеров отверстий в мм величине допусков в мкм при квалитете.
В таблице указаны не все параметры. Пропуски допущены для демонстрации изменений. В реальной табл. показатели идут подряд.
Допуск размеров (IT) вычисляется по формуле:
| IT, мкм= К*i |
| К- квалитет или число единиц допуска, i – единица допуска (мкм) |
Шероховатость поверхности
Развертка характеризуется значениями Ra в диапазоне от 0, 32 до 1,25 мкм. Этот параметр определяет микрогеометрические особенности твердых тел. Он отражает, какое количество и качество неровностей есть на поверхности. Они должны находиться на небольшом расстоянии друг от друга.
Шероховатость поверхности существенным образом влияет на эксплуатационные свойства изделий и деталей. К этим свойствам относится износостойкость, противостояние истиранию, прочность, плотность соединений и другие.
Величина Ra вычисляется математическим способом как среднее арифметическое из замеров отклонений профиля поверхности, проведенных на площади, ограниченной базовой длиной.
Параметры должны определяться в соответствии с требованиями и правилами ИСО — Международной организации по стандартизации, International Organization for Standardization.

Разновидности инструментов для развертывания
- Ручная цилиндрическая цельная развертка. Размерные характеристики получаемых отверстий: глубина – до 150 мм, диаметр от 1 до 32 мм.
- Ручная цельная коническая. Специально для углублений в форме конуса.
- Машинная цельная цилиндрическая, предназначена для отверстий с диаметром до 150 мм.
- Машинная цельная коническая для любых вариантов конических отверстий.
- Ручная раздвижная цилиндрическая с возможностью регулировки диаметра развертки до 32 мм.
- Машинная раздвижная цилиндрическая с возможностью регулировки диаметра.
- Цилиндрические.
- Конические.
- Ступенчатые
- Величина квалитета применительно к цилиндрическим.
- Качество обработки применительно к коническим.
По этому параметру различаются: черновые, промежуточные, чистовые. - Калиброванный припуск с указанием величины, различаются по номерам: N1, N2, N3, N4, N5, N6. Это относится к разверткам цилиндрического типа. Калиброванный припуск означает возможность дальнейшей обработки с достижением заданного размера.
- Регулируемость. Параметр предполагает различную конструкцию инструментов: они могут быть раздвижными, разжимными, шкворневыми.
- Ручными, оснащенными квадратным хвостовиком.
- Машинными с хвостовиком цилиндрического вида.
- Машинными с хвостовиком конической формы.
- Насадными.
- Материал.
Материалом для производства разверток служат чаще всего инструментальные среднелегированные стали. Может использоваться металлический материал из серии быстрорежущих, иногда углеродистых сталей. Оснащены сплавами твердого типа.
- Количество режущих кромок.
Количество лезвий сказывается на качестве обработки и скорости.

Развертывание отверстий
Обработка отверстия разверткой проходит после рассверливания сразу, либо, после прохождения этапа зенкерования. Диаметр инструмента по кромкам лезвий должен создать ровно такое отверстие, которое соответствует необходимому по технологическому заданию. Для этого инструмент доводят до нужного размера путем заточки на станке – это правило для цельных вариантов, либо выставляют необходимые значения на регулируемой развертке.
Точность полученной поверхности связана не только с правильной подгонкой инструмента, но и с тем, какую выбирают смазочно-охлаждающую жидкость. Минеральные масла, пригодные для расточки стали, не подойдут для обработки изделий из бронзы или латуни.
- диаметра отверстия;
- марки металла;
- материала режущего инструмента.
Эти показатели предопределяют, какую выбрать скорость и частоту вращения шпинделя. Ось развертки должна строго совпадать с осью отверстия.
Обработка отверстий: виды операций и используемый инструмент
Обработка отверстий – это целый ряд технологических операций, целью которых является доведение геометрических параметров, а также степени шероховатости внутренней поверхности предварительно выполненных отверстий до требуемых значений. Отверстия, которые обрабатываются при помощи таких технологических операций, могут быть предварительно получены в сплошном материале не только при помощи сверления, но также методом литья, продавливания и другими способами.

Обработка высверленного отверстия цилиндрическим зенкером
Конкретный способ и инструмент для обработки отверстий выбираются в соответствии с характеристиками необходимого результата. Различают три способа обработки отверстий – сверление, развертывание и зенкерование. В свою очередь эти методы подразделяются на дополнительные технологические операции, к которым относятся рассверливание, цекование и зенкование.
Чтобы понять особенности каждого из вышеперечисленных способов, стоит рассмотреть их подробнее.
Сверление
Чтобы обрабатывать отверстия, их необходимо предварительно получить, для чего можно использовать различные технологии. Наиболее распространенной из таких технологий является сверление, выполняемое с использованием режущего инструмента, который называется сверлом.

Основные части спирального сверла
При помощи сверл, устанавливаемых в специальных приспособлениях или оборудовании, в сплошном материале можно получать как сквозные, так и глухие отверстия. В зависимости от используемых приспособлений и оборудования сверление может быть:
- ручным, выполняемым посредством механических сверлильных устройств или электро- и пневмодрелей;
- станочным, осуществляемым на специализированном сверлильном оборудовании.

Физика сверления отверстий
Использование ручных сверлильных устройств является целесообразным в тех случаях, когда отверстия, диаметр которых не превышает 12 мм, необходимо получить в заготовках из материалов небольшой и средней твердости. К таким материалам, в частности, относятся:
- конструкционные стали;
- цветные металлы и сплавы;
- сплавы из полимерных материалов.
Если в обрабатываемой детали необходимо выполнить отверстие большего диаметра, а также добиться высокой производительности данного процесса, лучше всего использовать специальные сверлильные станки, которые могут быть настольными и стационарными. Последние в свою очередь подразделяются на вертикально- и радиально-сверлильные.
Рассверливание – тип сверлильной операции – выполняется для того, чтобы увеличить диаметр отверстия, сделанного в обрабатываемой детали ранее. Рассверливание также выполняется при помощи сверл, диаметр которых соответствует требуемым характеристикам готового отверстия.

Физика рассверливания отверстий
Такой способ обработки отверстий нежелательно применять для тех из них, которые были созданы методом литья или посредством пластической деформации материала. Связано это с тем, что участки их внутренней поверхности характеризуются различной твердостью, что является причиной неравномерного распределения нагрузок на ось сверла и, соответственно, приводит к его смещению. Формирование слоя окалины на внутренней поверхности отверстия, созданного с помощью литья, а также концентрация внутренних напряжений в структуре детали, изготовленной методом ковки или штамповки, может стать причиной того, что при рассверливании таких заготовок сверло не только сместится с требуемой траектории, но и сломается.
При выполнении сверления и рассверливания можно получить поверхности, шероховатость которых будет доходить до показателя Rz 80, при этом точность параметров формируемого отверстия будет соответствовать десятому квалитету.
Зенкерование
При помощи зенкерования, выполняемого с использованием специального режущего инструмента, решаются следующие задачи, связанные с обработкой отверстий, полученных методом литья, штамповки, ковки или посредством других технологических операций:
- приведение формы и геометрических параметров имеющегося отверстия в соответствие с требуемыми значениями;
- повышение точности параметров предварительно просверленного отверстия вплоть до восьмого квалитета;
- обработка цилиндрических отверстий для уменьшения степени шероховатости их внутренней поверхности, которая при использовании такой технологической операции может доходить до значения Ra 1,25.

При зенкеровании прикладывается меньшая сила реза, чем при сверлении, и отверстие получается более точное по форме и размерам
Если такой обработке необходимо подвергнуть отверстие небольшого диаметра, то ее можно выполнить на настольных сверлильных станках. Зенкерование отверстий большого диаметра, а также обработка глубоких отверстий выполняются на стационарном оборудовании, устанавливаемом на специальном фундаменте.
Ручное сверлильное оборудование для зенкерования не используется, так как его технические характеристики не позволяют обеспечить требуемую точность и шероховатость поверхности обрабатываемого отверстия. Разновидностями зенкерования являются такие технологические операции, как цекование и зенкование, при выполнении которых используются различные инструменты для обработки отверстий.

Зенкеры конусные по металлу
Специалисты дают следующие рекомендации для тех, кто планирует выполнить зенкерование.
- Зенкерование следует проводить в процессе той же установки детали на станке, при которой осуществлялось сверление отверстия, при этом из параметров обработки меняется только тип используемого инструмента.
- В тех случаях, когда зенкерованию подвергается необработанное отверстие в деталях корпусного типа, необходимо контролировать надежность их фиксации на рабочем столе станка.
- Выбирая величину припуска на зенкерование, надо ориентироваться на специальные таблицы.
- Режимы, на которых выполняется зенкерование, должны быть такими же, как и при осуществлении сверления.
- При зенкеровании должны соблюдаться те же правила охраны труда и техники безопасности, как и при сверлении на слесарно-сверлильном оборудовании.
Зенкование и цекование
При выполнении зенкования используется специальный инструмент – зенковка. При этом обработке подвергается только верхняя часть отверстия. Применяют такую технологическую операцию в тех случаях, когда в данной части отверстия необходимо сформировать углубление для головок крепежных элементов или просто снять с нее фаску.

Чем различаются зенкование и цекование
При выполнении зенкования также придерживаются определенных правил.
- Выполняют такую операцию только после того, как отверстие в детали будет полностью просверлено.
- Сверление и зенкование выполняются за одну установку детали на станке.
- Для зенкования устанавливают небольшие обороты шпинделя (не больше 100 оборотов в минуту) и применяют ручную подачу инструмента.
- В тех случаях, когда зенкование осуществляется цилиндрическим инструментом, диаметр цапфы которого больше диаметра обрабатываемого отверстия, работу выполняют в следующей последовательности: сначала сверлится отверстие, диаметр которого равен диаметру цапфы, выполняется зенкование, затем основное отверстие рассверливается на заданный размер.
Целью такого вида обработки, как цекование, является зачистка поверхностей детали, которые будут соприкасаться с гайками, головками болтов, шайбами и стопорными кольцами. Выполняется данная операция также на станках и при помощи цековки, для установки которой на оборудование применяются оправки.
Развертывание
Процедуре развертывания подвергаются отверстия, которые предварительно были получены в детали при помощи сверления. Обработанный с использованием такой технологической операции элемент может иметь точность, степень которой доходит до шестого квалитета, а также невысокую шероховатость – до Ra 0,63. Развертки делятся на черновые и чистовые, также они могут быть ручными или машинными.

Цилиндрические ручные развертки 24Н8 0150
Рекомендации, которых следует придерживаться при выполнении данного вида обработки, заключаются в следующем.
Читайте также: