Образование раковин в металле
Обновлено: 18.05.2024
Стальной слиток — кристаллическое тело неоднородное по плотности, неметаллическим примесям, химическому составу и строению. Неоднородности слитка могут быть физические, кристаллические и химические. Они ухудшают качество стали, а иногда являются причиной брака в прокатном производстве.
К физической неоднородности относят усадочную раковину, газовые пузыри и неметаллические включения. Кристаллическая неоднородность слитка вызвана условиями его затвердевания. К химической неоднородности слитка относят цокольную, объемную и дендритную ликвации.
Уменьшение объема жидкого металла при охлаждении приводит к образованию так называемой усадочной раковины (см. рис. 54), которая образуется в центре слитка, в верхней его части. Усадочная раковина может быть небольших размеров, может быть вытянута вдоль слитка на большую глубину, имеет различную форму, может быть сосредоточена в одном месте или рассеяна. Для борьбы с усадочной раковиной применяют специальные утепленные керамические надставки — прибыли, которые затем срезают вместе с раковиной. После прокатки слитка отрезают конец полосы, соответствующий протяженности усадочной раковины. Чем больше усадочная раковина, тем больше металла идет в обрезь и тем меньше выход годного. При прокатке качественной и легированной стали обрезь достигает 20 % и более массы слитка.
Кроме усадочной раковины, в слитке могут образоваться следующие дефекты.
Усадочная рыхлость — мелкие пустоты, скапливающиеся в центре слитка, причиной которых является также неравномерное охлаждение и уменьшение объема слитка при охлаждении.
Ликвация — химическая неоднородность слитка, т. е. неравномерное распределение вредных примесей по сечению слитка. Она вызывается неравномерностью кристаллизации. Вначале кристаллизуются зерна, содержащие меньше серы, фосфора, повышающих температуру плавления. В кристаллах, затвердевающих позднее, этих примесей значительно больше. Химическая неоднородность отрицательно влияет на механические свойства металлов.
Газовые пузыри (раковины)— пустоты внутри слитка. Они образуются вследствие растворимости газов в жидком металле и располагаются по длине слитка под коркой и иногда выходят на поверхность. При прокатке газовые пузыри обнажаются и могут быть причиной брака. На готовом прокате образуются волосовины, похожие на трещины, иногда довольно глубокие. При прокатке листовой стали пузыри приводят к браку в виде изъеденной поверхности листа.
Трещины бывают наружные, внутренние, продольные и поперечные. Причиной трещин является неравномерность охлаждения металла. При заливке очень горячей стали в изложницы трещин получается больше.
Плены — приварившиеся капли стали, возникающие вследствие разбрызгивания металла при разливке в изложницы.
Неметаллические включения могут быть в виде частиц шлака, попавших в изложницу из ковша вместе с металлом и не успевших всплыть кверху при застывании металла в виде химических соединений (Al2O3; SiO2; MnO, FeO), образующихся при раскислении стали в ковше, а также соединений, химический состав которых соответствует составу огнеупорных материалов, применяемых для футеровки желоба, ковша и поддона. Все неметаллические включения ухудшают физико-механические свойства готовых изделий (проката) и могут привести к браку. Будучи на поверхности слитков, они способствуют появлению поперечных трещин и рванин на поверхности блюмов, слябов, заготовок и ютового проката. Неметаллические включения остаются в стали после прокатки.
При раскислении стали (введении избыточного количества раскислителей) создается недостаток кислорода. Вследствие перераскисления металла получается избыток газов, которые не успевают выделиться из слитка и обусловливают его рост.
При сифонной разливке, если скорость разливки недостаточна или изложницы высокие и узкие, металл в верхней части изложницы быстро остывает и густеет. Газы, находящиеся в это время в металле, не могут выйти наружу, в результате чего происходит вспучивание верхней поверхности слитка с образованием нароста с поперечными рубцами, который называют рослостью.
В случае недостатка раскислителей в стали остается много несвязанного кислорода, который вызывает вспенивание металла в изложнице. При последующем более быстром застывании периферийных слоев слитка центральная часть его подвергается усадке.
Если сталь разливают при высокой температуре, то в ней будет содержаться большое количество газов. Металл, находящийся у стенок изложницы, быстро остывает из-за отдачи тепла стенкам изложницы. В результате образуется корка металла, не поддающаяся усадке. Осевая часть слитка, более насыщенная газами, продолжает уменьшаться в объеме и опускается, вследствие чего верхняя часть слитка получается с большой усадкой в середине (такой порок на практике называют голенищем).
Рослость и усадка слитков приводят к увеличению расхода металла на обрезь и расслоению переднего конца при прокатке на обжимных станах.
К поверхностным дефектам слитков относят плены, поперечные и продольные трещины, поверхностные шлаковые включения, завороты, свищи, поры и др. Все эти дефекты связаны с качеством изложниц, скоростями разливки и охлаждения стали.
Дефекты блюмов, слябов и заготовок разделяют на две группы: а) дефекты литейного происхождения, которые обусловлены какими-либо дефектами слитков; б) дефекты прокатного происхождения, причинами которых являются нарушения в технологическом процессе прокатки полупродукта.
К дефектам блюмов, слябов и заготовок относят в первую очередь нарушения целостности металла, трещины, волосовины, рванины, скворечники, закаты и др.
Причиной образования поверхностных нарушений целостности металла являются дефекты слитков: трещины и рванины, газовые пузыри, плены и завороты, неметаллические включения, транскристаллическая структура, а также собственно процесс прокатки (величина обжатия за проход, система калибровки, температура, скорость прокатки и др.).
Волосовины в отличие от трещин представляют собой мелкие наружные трещины, вытянутые обычно в направлении прокатки. Причиной их образования являются подкорковые пузыри, если они близко расположены к поверхности слитков и если нагрев и деформация приводят к выходу этих дефектов на поверхность прокатываемого металла.
Рис. 56 “Скворечники” на блюмах
Рванины на поверхности блюмов представляют собой разрывы (надрывы) металла разнообразного очертания. Они часто переходят в скворечники — крупные разрывы, идущие от поверхности внутрь (рис. 56). Причиной образования скворечников является быстрый и неравномерный нагрев, при котором могут получаться поперечные трещины, расширяющиеся и углубляющиеся при прокатке.
Закаты по внешнему виду похожи на тонкую продольную трещину и представляют собой вдавленный и закатанный заусенец. Если же вдавливаются и закатываются всякого рода возвышения, то закат в этом случае похож на плену, представляющую собой тонкое плоское отслоение. Образуются плены от брызг при разливке стали сверху, подкорковых пузырей, плохого раскисления металла, а также от наслоения на палках и от использования сильно выработанных калибров.
Царапины (риски) на поверхности заготовок образуются от применения изношенных проводок и выработанных калибров.
Дефекты на полупродукте получаются при резке на ножницах (косом резе, загибе конца полосы, смятии кромок на торце, образовании заусенцев на торце). При недостаточной обрезке концов на блюмах могут оставаться следы усадочной раковины и рыхлости.
Дефекты прокатного происхождения на блюмах, слябах и заготовках могут быть вызваны неправильными нагревом слитков, настройкой стана, калибровкой валков, низким качеством валковой арматуры и неправильной ее установкой, износом калибров, неправильными температурным режимом прокатки, режимом охлаждения металла после прокатки и др.

При прокатке блюмов могут встречаться следующие дефекты профиля (рис. 57). Блюмы ромбического сечения (рис. 57, а) получаются из-за неравномерного нагрева слитка; из-за смещения ручьев, при прокатке и калибре, ширина которого больше стороны задаваемого блюма, или при прокатке полосы на ребро с отношением сторон более 1,5, в особенности при малых сечениях. Подрез блюмов (рис. 57, б) возникает из-за смещения ручьев или задачи полосы на бурты. Лампасы (заусенцы) на блюмах (рис. 57, в) получаются на двух противоположных сторонах в результате переполнения калибров металлом из-за недостаточного выпуска калибра, когда в нем производят несколько проходов. Блюмы-свертыши (рис. 57, а) получаются из-за смещения ручьев, перекоса валков, задачи полосы на бурты и неравномерного нагрева слитка. На образование свертышей может влиять выпуск калибров и обжатие. Разносторонность (рис. 57, д) и выпуск боков (рис. 57, е) происходит от неравномерного зазора по крайним буртам валков.
При прокатке заготовок (на непрерывных заготовочных станах) могут быть следующие дефекты профиля (рис. 57).
Односторонний лампас (рис. 57, ж) образуется из-за несимметричной установки вводных проводок по отношению к вертикальной оси калибра. Двусторонний лампас (рис. 57, з) получается из-за переполнения калибра металлом. Подрез заготовок (рис. 57, и) образуется при смещении ручьев калибра, а также при недокантовке полосы, задаваемой в данный калибр. Невыполнение горизонтальных углов у заготовки (рис. 57, к) наблюдается в том случае, если металл в недостаточном количестве поступает в данный калибр. Прямоугольное сечение вместо квадратного получается при прокатке заготовки в квадратном калибре со смещенными ручьями (рис. 57, л). Выпуклые бока у заготовок (рис. 57, м) образуются в том случае, если стенки калибра значительно выработаны.
Деффекты литья и их предупреждение
Виды раковин. Наиболее частым видом литейного брака являются всевозможные раковины. Они выявляются большей частью только в процессе механической обработки отливок.
Раковины бывают газовые, усадочные (рыхлость и пористость), песочные и шлаковые.
Раковины газовые. Газовые раковины - это сферические или округленные пустоты с гладкой блестящей (у закрытых) или окисленной (у открытых) поверхностью, расположенные снаружи отливки или внутри ее.
Газовые раковины, образовавшиеся за счет плохого качества металла, чаще всего имеют малые размеры и разбросаны по всей массе отливки. Газовые раковины, образовавшиеся за счет дефектов форм и неправильной технологии заливки, концентрируются чаще всего на отдельных определенных участках формы и находятся на небольшой глубине от поверхности или стержня.
Причины образования газовых раковин следующие:
1. Выделение газов из металла вследствие уменьшения растворимости их в металле при его кристаллизации. Пузырьки газа стремятся всплыть на поверхность, часть их не успевает уйти за пределы отливки и остается в ней в виде газовых раковин.
2. Конструкция формы с такими поверхностями, которые затрудняют удаление скопившихся газов. Это вызывает образование раковин на поверхности отливки.
3. Плохая газопроницаемость формовочной смеси, в частности для стержней, при большом газообразовании.
4. Неудачный состав переплавляемой шихты, загрязненной ржавчиной, серой, водородом, исходным металлом, уже насыщенным газом, замасленной стружкой, а также присутствие в шихте влаги и чрезмерное содержание серы в коксе, нефти (в мазуте) и в сланцевом масле, если оно служит топливом.
5. Неправильное ведение плавки, вызывающее насыщение металла газом в процессе плавки, если металл плохо раскислен.
6. Слишком большая скорость заливки форм. Когда скорость заполнения формы металлом больше скорости отвода из нее газов, оставшиеся газы вызывают в отливках образование газовых раковин. Чем меньше скорость заливки, тем больше остается времени для удаления газов и воздуха через поры и вентиляционные каналы формы. При этом отпадает опасность прохождения газов через жидкий металл.
7. Неудачные способ заполнения формы - заливка прерывающейся струей. При быстрой заливке металла в форму сверху образуются брызги; они окисляются и при отливке чугуна и стали могут вызвать появление раковин за счет выделения окиси углерода при восстановлении окислов железа углеродом. Алюминиевая бронза и алюминиевые сплавы при заливке форм сверху вспениваются. Это также вызывает в отливке газовые раковины.
8. Недостаточное сечение или неправильное расположение выпора.
9. Насыщение чугуна в вагранке газами при избыточном количестве влаги в воздухе, подаваемом в вагранку.
10. Недостаточно горячий металл может содержать газовые пузыри, не успевающие выделиться при охлаждении металла.
11. Разливка металла в плохо высушенный и недостаточно нагретый ковш. Носок ковша должен быть особенно хорошо высушен перед разливкой.
12. Излишняя влажность формовочной смеси в отдельных местах, если форму приходится исправлять после выемки модели.
13. Чрезмерное уплотнение земли и заглаживание формы, уменьшающей газопроницаемость.
14. Ржавая поверхность холодильников и кокилей, которая при соприкосновении с жидким чугуном реагирует с углеродом металла, образуя окись углерода (СО).
15. Неправильная конструкция литниковой системы, при которой возможно засасывание воздуха или неспокойное поступление металла в форму, врыв струи, образование вихрей и неправильное вентилирование газов из стержней (направление вниз или навстречу поступающему в форму жидкому металлу).
16. Заливка струей с большой высоты, когда происходит засасывание воздуха, вспенивание и разбрызгивание металла (с образованием "корольков").
17. Газы, выделяющиеся вследствие химической реакции в самом металле. Сернистый газ (SO2) обычно вступает в реакцию с медью, образуя закись меди (Cu 2O) и сернистую медь(Cu 2S):SO 2 + 6Cu <> Cu 2S + 2Cu 2O.
Реакция эта, однако, может идти в обоих направлениях в зависимости от концентрации участвующих веществ. От взаимодействия сернистой меди с закисью меди может выделяться сернистый газ, нерастворимый в металле и дающий крупные пузыри. Такие случаи нередко имеют место в заводской практике и особенно опасны при разливки красной меди.
Мелкие газовые пузырьки могут получиться на поверхности отливки из бронзы с примесью свинца. Эта газовая пористость происходит при окрашивании формы краской, содержащей графит. Окислы свинца в бронзе восстанавливаются графитом с выделением окиси углерода на поверхности отливки, соприкасающейся с графитовой краской.
При замене графита тальком (3MgO * 4SiO sub>2 * H sub>2O) источником газовой пористости может явиться кристаллизационная вода, выделение которой при температуре бронзы, залитой в форму, вызывает повышенную пористость на поверхности отливки. Предварительное прокаливание талька до 1000 o обеспечивает удаление кристаллизационной воды. Тогда газовой пористости на поверхности отливки не получится. Растворенный в никеле кислород, действуя на углерод и серу, образует с ними СО и SO2, вызывающие газовые раковины.
18. Газы, образующиеся от избытка смазки металлической формы при заливке в нее жидкого металла.
19. Газы, выделяющиеся из трещин на изношенных металлических формах (адсорбированные газы в трещинах изложниц).
20. Поглощение сернистого газа, образующегося при горении кокса, содержащего серу, при плавке в вагранку бронзы (что иногда практикуется в литейных).
Бронзой поглощаются и другие газы, всегда присутствующие в атмосфере вагранки (азот, кислород, углекислый газ, водяные пары, окись углерода, водород, углеводороды, летучая сера, сероводород и др.)
21. Выделение водорода и окиси углерода сплавами, содержащими магний, цинк, алюминий, кремний, при действии водяного пара и углекислого газа, например:
22. Плохо обожженный древесный уголь, вследствие дополнительной перегонки выделяющей на поверхности расплавленного металла углеводороды и водород. Водород может при этом поглощаться хорошо раскисленным сплавом, например, алюминиевой бронзой, кремнистой латунью, и отливка окажется пузыристой.
23. Насыщенный газами исходный металл для переплавки. В процессе переплавки в вагранке такого насыщенного газами металла газы передаются литью как бы по наследству.
Раковине усадочные (рыхлость и пористость). Усадочные раковины имеют вид углублений и пустот неправильной формы, образующихся в тех метах отливки, где металл затвердевает в последнюю очередь. Иногда вместо концентрированных усадочных раковин наблюдается местная рыхлость и пористость, вследствие которых отливки не выдерживают давления при гидравлическом испытании и бракуются.
Основной причиной образования усадочных раковин является уменьшение объема металла при затвердевании и дальнейшем охлаждении. Размер усадочных раковин зависит от степени (величины) усадки и от температуры заливки металла в форму (высокая температура заливки устанавливает объем усадочных раковин), а также от конструкции и размеров отливки и от скорости заполнения формы.
Меры предупреждения. В тех частях отливок, где следует ожидать образования раковин, в формах устраивают соответствующие прибыли, из которых в период усадки отливка питается жидким металлом. Металл в прибыли должен затвердевать в последнюю очередь. Для устранения пористости применяют холодильники, ускоряющие затвердевание металла в соответствующих зонах.
Усадочные раковины и рыхлость можно устранять изменением конструкции формы, уменьшая скопления металла в отдельных ее частях.
Раковины песочные.
Песочные раковины - это закрытые или открытые раковины неправильной формы в различных частях отливки, заполненные частично или полностью формовочным материалом.
Образование песочных раковин вызывают следующие причины:
1. Повреждение песочной формы при извлечении из нее модели или сборке формы (накладывании верхней опоки).
2. Разрушения частей формы струей металла при заполнении формы.
3. Размывание металлом слабо набитых мест формы или пережженных в сушиле.
4. Механическое засорение готовой формы.
5. Неправильные формовочные уклоны модели.
6. Отсутствие галтелей (закруглений в углах модели), необходимой величины (вследствие чего земля с углов осыпается).
7. Несоответствие размеров и конструкций опоки размерам модели (в тесной опоке тонкий слой земляной формы может осыпаться от удара струи жидкого металла).
8. Применение неисправных опок, вызывающих повреждение формы.
9. Неудовлетворительное качество формовочных материалов, разрушаемых в форме металлом.
10. Неравномерное уплотнение в форме формовочной смеси.
11. Недостаточное упрочнение формы или отдельных частей ее каркасами, крючками, шпильками и др.
12. Неправильная установка стержней.
13. Резкие удары, толчки по форме при переворачивании, сборке, передвижении.
14. Неправильная, неизбежная установка груза, который накладывается на форму во избежание подъема верхней опоки металлом..
15. Неправильное направление струи металла и заливки формы с большой высоты.
Раковины шлаковые.
Шлаковые раковины имеют неправильную форму и
шероховатую поверхность. Полость раковины бывает заполнена шлаком полностью или частично.
Размеры, количество ми расположение шлаковых раковин разнообразны и зависят от причин, вызвавших их образование,.
Основной причиной образования шлаковых раковин является попадание шлака в форму вместе с металлом при заливке вследствие:
1. Плохой очистки металла от шлака.
2. Недостаточного заполнения литниковой чаши во время заливки.
3. Неправильный литниковый системы.
4. Недостаточной жидкотекучести металла.
5. Перерыва струи металла при заливке.
Меры предупреждения. Для борьбы со шлаковыми раковинами необходимо
обеспечить повышенную температуру при плавлении металла с целью увеличить его жидкотекучесть и понизить вязкость. А также улучшить условия всплывания шлака при выдерживании металла в ковше или копильнике перед заливкой. Шлак необходимо счищать с поверхности металла счищалками. Для облегчения снятия жидкий шлак следует присыпать чистым сухим песком, который делает его более густым.
Чтобы шлак не попал в форму, необходимо принимать меры для задержки его не только в ковше, но и литниковой системе. В литниковой системе шлак задерживают шлакоуловителями, в которых он отделяется от металла за счет разности в удельных весах. Простейшим шлакоуловителем литниковой системы является уже сама литниковая чаша. Необходимо правильно подобрать размеры шлакоуловителя и сечений отдельных элементов литниковой системы.
При выборе литниковой системы следует руководствоваться ГОСТ и ведомственными или заводским нормалями. Даже при правильно построенной литниковой системе шлак может проникать в форму, если литниковая система не будет заполнена металлом в течении всей заливки или будет допущен перерыв струи.
Пригар
Другим видом брака является пригар. Отличительные признаки. Поверхность отливки бывает покрыта ошлакованной, оплавленной формовочной землей (химический пригар) и неошлакованной облицовочной землей с металлом, прониквшим в ее поры (механический пригар).
Причины образования. Низкая огнеупорность формовочной смеси создает условия для химического пригорания ее к отливке с образованием легкоплавких соединений с окислами железа, марганца и др. Легкоплавкие соединения проникают в глубь формовочной земли вследствие капиллярности. Такой пригар лишь с трудом удаляется пневмоническими зубилами и наждачными камнями.
Основными причинами механического пригара являются большая пористость облицовочной земли, вследствие которой в землю проникает жидкий металл, высокая температура металла при заливке формы и давление металла (напор) при заливке высоких отливок.
Трещины
Трещины бывают сквозные или несквозные, так называемые надрывы на поверхности отливок.
Отличительные признаки. Горячие трещины от внутренних напряжений образуются в то время, когда металл еще не остыл, за счет его повышенной усадки. Холодные трещины представляют собой разрыв металла в конце остывания за счет проявления внутренних напряжений, обусловленных усадкой. У горячих трещин, проявляющихся при высоких температурах, поверхность излома всегда бывает окислена, а у холодных - чистая поверхность или иногда покрыта легкими цветами побежалости.
Причины образования. Причинами образования трещин могут служить:
1. Неправильная конструкция самой отливки (резкие переходы в толщине, отсутствие галтелей или несоответствующий радиус их округлений).
2. Механическое сопротивление со стороны формы, стержней и каркасов, препятствующих свободной усадке.
3. Неправильная литниковая система (местный перегрев отливки).
4. Неправильные размеры и расположение холодильников, прибылей и выпоров.
5. Чрезмерно высокая температура заливки и вредные примеси в металле.
Иногда бывает достаточно даже легкого удара во время выбивки из опок, при обрубки или при небрежном обращении во время транспортировки, чтобы отливка дала трещину.
Меры предупреждения. Для устранения возможности возникновения трещин необходимо сводить к минимуму внутренние напряжение в отливке. Для этого нужно применять следующие меры.
1. Конструировать отливки так, чтобы они допускали по возможности свободную усадку по всем направлениям.
2. Стремиться заливать металл в сырую форму - более податливую, чем сухая.
3. Разница в толщинах сопрягающихся стенок должна быть минимальной.
Сложную отливку лучше составлять из нескольких частей, соединяемых затем в одно целое.
4. Радиус галтелей рекомендуется делать от 1/6 до 1/3 толщины соединяемых сечений. Размер радиусов галтелей следует выбирать равным 1; 2; 3; 5; 8; 10; 15; 20; 25; 30 и 40 мм.
5. В случае неизбежности неравномерного сечения в отливке ее следует конструировать так, чтобы массивные и тонкие части могли сокращаться при усадке, не мешая друг другу (например, следует применять пружинящие изогнутые спицы маховиков и зубчатых колес вместо прямых). Подводом металла в тонкие или в кварцевые части отливки можно выровнять скорость охлаждения их более массивных и центральных частей.
6. Применять металлические холодильники и холодильные формовочные смеси с повышенной теплопроводностью (хромистый железняк), способствующие предупреждению пороков усадочного характера. Смесью из хромистого железняка обкладывают те части формы (внутренние углы, стенки массивных частей), остывание которых нужно ускорить. Холодильная формовочная смесь удобнее металлических холодильников, так как ей легко придать любую форму при обкладывании моделей самой сложной конфигурации.
Меняя толщину слоя смеси, можно регулировать скорость остывания различных частей отливки как с наружной, так и с внутренней стороны.
7. Для борьбы с горячими трещинами от растягивающих усилий при усадки между смежными частями (например, фланцы, трубы, корпуса, краны паровой арматуры и т.п.) применять специальную высокоподатливую формовочную массу, а литниковую систему делать так, чтобы струя горячего металла не давала чрезмерных местных перегревов формы.
Другие дефекты литья
Дефекты в размерах и очертаниях отливок получаются вследствие перекоса форм и смещения стержней, раздутия форм при слабой набивке в опоках и ряда причин, связанных с дефектами опок и моделей и с плохим качеством работы при изготовлении форм.
Спаи и слоистость - пороки отливки в виде трещин, но с округлыми краями. Они получаются при заполнении форм недостаточно жидкотекучим металлом или же прерывистой струей.
Недоливы - когда часть отливок оказывается незаполненной металлом вследствие его плохой жидкотекучести, изобилия газов или пара в форме утечки металла по плохо скрепленному разъему форм.
Борьба с браком в литейных цехах
Предупреждение брака. Литейный брак приносит нашему народному хозяйству огромнейший ущерб, даже при условии использования забракованного литья в качестве шихтового возврата.
Этот ущерб велик, если учесть потери дефицита цветного металла. Только понимание сущности производства может помочь при всех условиях находить истинную причину брака и пути к его устранению. Глубокое понимание технологии дает возможность изменять способы производства и вводить новые.
Борьба с браком может быть успешной только в том случае, когда выявлены причины его и найдены способы устранения.
Способы снижения брака в литейной следующие:
1. Тщательное контролирование исходных материалов (шихты, формовочных земель и других видов сырья).
2. Выбор правильной технологии (формовка, плавка, заливка и т.д.)
3. Детальный инструктаж исполнителей с применением авторегулировки и контрольной аппаратуры (пирометров и пр.)
4. Строгая технологическая и организационная дисциплина.
5. Правильная организация технического контроля отливок.
6. Тщательный анализ изучение видов и предлагаемых причин брака.
7. Широкое внедрение различных методов исправления дефектов отливок.
8. совместная работа литейщиков и конструкторов, так как литейный брак нередко зарождается еще на столе конструктора.
Способы исправления литейного брака.
Во многих литейных существуют специальные отделы для исправления литейного брака, когда такое исправление технически и экономически целесообразно и не отражается на качестве изделий. Способы исправления литейного брака следующие:
1. Небольшая течь отливки, обнаруженная при испытании гидравлическим давлением, устраняется путем заварки, термической обработки (отжигом), пропитки под давлением бакелитовым лаком с последующей термической обработкой при температуре до 150-180 o C или запрессовкой в поры растворов различных веществ.
2. Заделка мелких трещин и раковин путем нанесения металла с помощью аппарата ЛК-2 или другого.
ДЕФЕКТЫ ЛИТЬЯ МЕТАЛЛА

Сплавы для литья состоят из двух и более компонентов. Основным элементом выступает металл. Сплавы из металла обладают более высокими механическими и физическими свойствами, чем чистые металлы.
Например, прочность стали больше прочности железа, а бронза и латунь прочнее меди.
Литые изделия применяют во всех отраслях промышленности. Самый распространенный метод литья — литье по выплавляемым моделям (ЛВМ). Для того, чтобы получить отливки применяют неразъемные формы, которые сформированы из воскоподобных композиций.
Преимущества ЛВМ:
- Большая точность отливок.
- Возможность вылить детали сложной формы и маленького размера.
- Экономия расходного материала и инструмента.
- Литье тонкостенных литых конструкций.
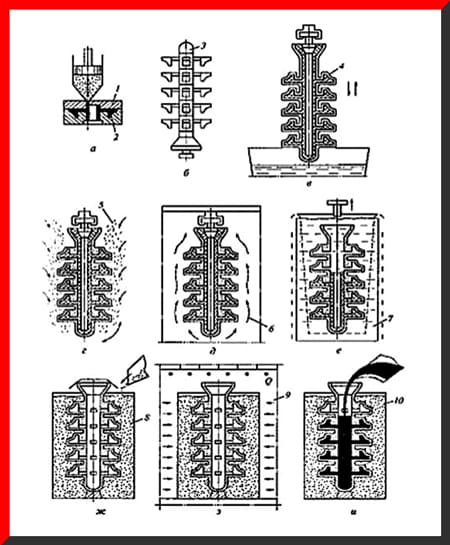
Рисунок 1. Процесс литья по выплавляемым моделям.
1 – пресс-форма; 2 – модель; 3 – блок моделей отливок; 4 – слой суспензии; 5 – огнеупорный материал; 6 – пары аммиака; 7 – горячая вода; 8 – опорный материал; 9 – печь; 10 – прокаленная форма.
а — запрессовка модельного состава в пресс-форму; б – сборка моделей в блоки; в – нанесение на модельные блоки огнеупорной смеси; г – нанесение слоя огнеупорного зернистого материала; д – подсушка слоев оболочки; е – удаление модельного состава; ж – формовка в опоки; з – прокалка в печи; и – заливка формы.
Важная задача литейной отрасли – сократить потери от брака.
Две основные системы для определения дефектов литья металла:
- Выявление дефектов по причинам образования и общности явлений.
Определение дефектов литья металла по внешнему виду.
ПОВЕРХНОСТНЫЕ ДЕФЕКТЫ ЛИТЬЯ МЕТАЛЛА
1. Пригар.
Наслоение на отливке, образующееся из элементов формовочных материалов, которые оплавились. Это образование крепко держится на наружной части отлитой детали. Начальный этап формирования пригара – жидкий сплав попадает в поры формы. Вторая стадия – окислы металла расплава вступают в реакцию с окислами формовочного материала.
Чтобы предотвратить этот дефект нужно добиться того, чтобы давление расплава было меньше критического и температура на поверхности формы была ниже температуры затвердевания сплава.
Таблица 1. Критическое давление (кГ/см 2 ) в газовых средах при попадании в образцы, нагретые до 1600 0 C.
| Материал смеси | Аргон | Водород | Воздух |
| Циркон | 0,44 | 0,37 | 0,20 |
| Магнезит | 0,42 | 0,40 | — |
| Кварц | 0,34 | 0,28 | 0,23 |
| Хромомагнезит | 0,38 | 0,34 | 0,28 |
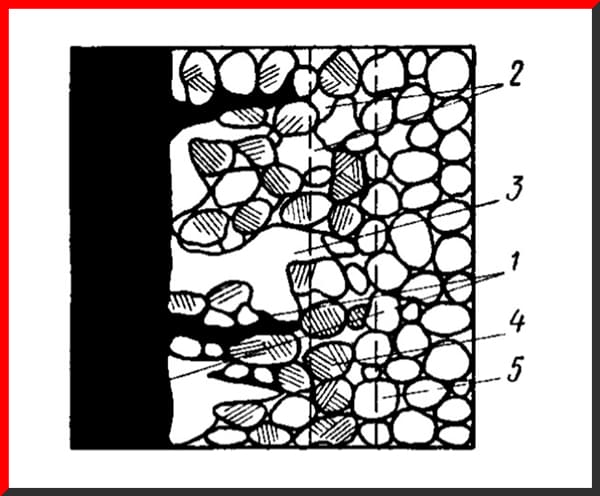
Рисунок 2. Контактная зона пригара.
1 – отливка и сплав, проникший в поры или трещины формы; 2 – поры; 3 – новообразования; 4 – видоизмененные зерна песка; 5 – малоизмененные зерна песка.
Чтобы предотвратить попадание сплава в поры нужно использовать облицовочные смеси с высоким охлаждающим потенциалом.
Для того, чтобы получить чистую поверхность отливок создают на поверхности формы вязкую пленку, которая не пропускает кислород в поры смеси. Для этого в формовочную смесь добавляют 0,2 – 2 % щелочи, жидкого стекла, апатитовой руды или других элементов, которые при нагревании образуют вязкие легкоплавкие шлаки.
2. Складчатость.
Часто наблюдается на чугунных отливках в виде сморщенных участков и углублений с бесформенными краями. Дефект образуется около питателей отливок. Складчатость резко снижает гидравлическую плотность отливок.
Методы предупреждения складчатости. При избыточном количестве угля, пека и других элементов повышается появление блестящего углерода и появляется складчатость. Поэтому содержание этих материалов в составе формовочных смесей не должно быть выше 5 – 6 %. Нужно увеличивать газопроницаемость формовочной смеси, а также усовершенствовать вентиляцию форм. Также значительное увеличение температуры заливаемого металла уменьшает вероятность образования такого дефекта литья металла как складчатость.
3. Ужимины.
Это утолщение на поверхности отливки, под которым располагается полость. Внутри полости находится формовочный материал. Ужимины образуются от быстрого нагрева рабочей полости формы. Они могут иметь вид неглубоких вытянутых канавок или впадин, тонких и плоских наростов неправильной формы с песчаными включениями. Иногда образуются ужимины без прослойки формовочной смеси. Такие удалить очень трудно.
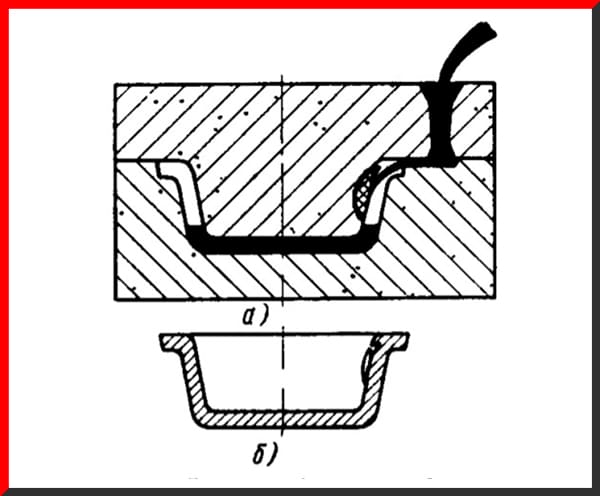
Рисунок 3. Схема образования ужимин при тепловом и механическом воздействии струи расплава на поверхности формы.
а – отслоение и разрушение участка полости формы; б – отливка с дефектом.
Способы предотвращения ужимин.
Самый распространенный – нанести на поверхность формы, которая склонна к отслоению, параллельные риски сплошной сеткой. Расстояние между рисками зависит от свойств формовочной смеси и условий заливки формы.
К способам предотвращения ужимин относится также повышение прочностных свойств зоны конденсации влаги за счет активации глинистых материалов, входящих в состав формовочных смесей, определенным количеством кальцинированной соды.
Увеличить прочность зоны конденсации влаги можно путем введения в формовочные смеси веществ, приготовленных на основе производных крахмала и целлюлозы. В зоне конденсации влаги, нагретой до 100 0 C, они хорошо поглощают влагу и препятствуют ее разупрочнению.
Уменьшают температурные напряжения формовочных смесей, вводя в их состав специальные добавки – древесную и злаковую муку, сульфитную барду, торф и прочие.
ДЕФЕКТЫ ЛИТЬЯ МЕТАЛЛА. РАКОВИНЫ
1. Газовые раковины.
Это пустоты в отливке, которые образовались под воздействием газов. Такие дефекты литья металла могут располагаться как группами, так и быть одиночными очагами. Они имеют гладкую поверхность.
Для предупреждения появления газовых раковин, которые образуются при попадании газа в сплав, следует уменьшать газотворность смесей, увеличивать скорость отвода газов из форм и стержней и удалять из отливки газовые пузыри до ее затвердевания. Газы, оставшиеся в металле в растворенном состоянии, раковин не образуют. Когда отливка быстро затвердевает, выделяется меньше растворенных газов и вероятность появления газовых раковин уменьшается. Для того, чтобы уменьшить газонасыщенность металлов применяют вакуумную плавку.
2. Ситовидная пористость.
Вытянутые раковины с гладкими стенками, которые расположены под литейной коркой по всей отливке или в отдельной ее части перпендикулярно к поверхности отливки. Отдельные раковины могут выходить наружу. Их диаметр не меньше 2 – 3 мм. Дефект встречается в стальных и чугунных отливках.

Рисунок 4. Ситовидная пористость в сечении стальной отливки.
Как не допустить образование ситовидной пористости. Самым распространенным методом является раскисление сплава с большим количеством раскисляющих добавок, достаточных для того, чтобы связать кислород, который попадает в сталь в момент между выходом из печи и окончательным заполнением формы. Часто для раскисления применяют алюминий. Оптимальная норма – 1,5 кг на 1 тонну стали. Остаточное его содержание в отливке должно составлять 0,04 – 0,06 %.
Также рекомендуется сокращать время плавки после кипения стали, чтобы не повышать содержание кислорода и водорода, не допускать попадания влаги из системы охлаждения, тщательно раскислять сталь в печи. Не рекомендуется заливать формы сильно перегретой сталью.
Для того, чтобы исключить ситовидную пористость в чугунных отливках необходимо выявить и устранить источники попадания в чугун алюминия и титана. В чугуне их количество не должно превышать 0,01 – 0,02 %.
Водород из чугуна удаляют продувкой сухим инертным газом (азот, аргон), а также методом заливки чугуна в просушенные формы.
3. Усадочные раковины и пористость.
Это открытые или закрытые полости в отливке, которые имеют шероховатую грубокристаллическую поверхность.
Усадочная пористость проявляется в виде мелких полостей, которые расположены между дендритами сплава по всему объему отливки или в ее центральных частях. Усадочные раковины образуются в утолщенных местах отливки, которые затвердевают в последнюю очередь. Металл в усадочной раковине содержит большой процент серы и фосфора.
Большое влияние на образование усадочных дефектов литья металла оказывает химический состав сплава.
Как предотвратить усадочные дефекты? Усадка – естественный процесс, который проходит в остывающей отливке. Предотвратить его невозможно. Все что можно сделать – создать такие условия затвердевания, при которых недостаток жидкого металла в кристаллизующейся отливке восполняется путем подвода дополнительного жидкого металла. Этот процесс должен быть непрерывным и продолжаться до полного затвердевания.
НЕМЕТАЛЛИЧЕСКИЕ ВКЛЮЧЕНИЯ В ОТЛИВКАХ
1. Шлаковые включения.
Это включения, которые имеют вид и состав шлака. Чаще всего они расположены в верхних частях отливок или на их поверхности.
Основная причина возникновения – проникновение шлака вместе с расплавом в рабочую полость литейной формы. Если частицы шлака слишком мелкие, они не приводят к образованию дефектов литья металла.
Основные способы предотвращения шлаковых включений:
- Полное отделение шлака в процессе плавки и подготовки к заливке.
- Задержка шлака в литниковой системе за счет применения специальных элементов и приспособлений.
В производственных условиях исключается длительная выдержка жидкого металла в ковшах. Таким образом, чтобы предотвратить образование шлаковых включений процесс шлакообразования и вязкость шлака следует регулировать в процессе плавки, подбирая и дозируя флюс определенного состава. Установка шлакоуловителей позволяет отделить расплав от шлака.
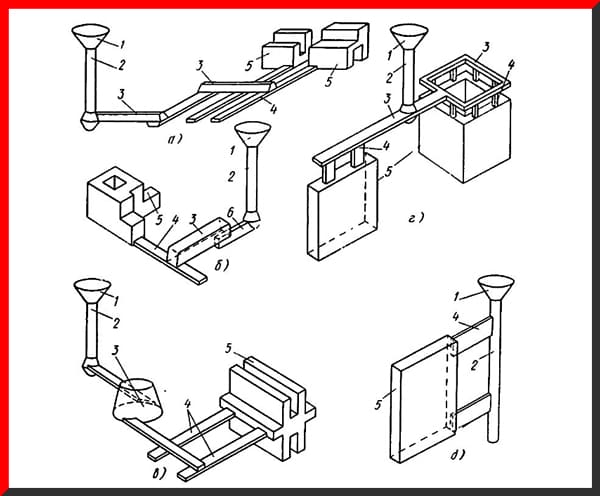
Рисунок 5. Схемы литниковых систем.
а – тормозящая; б – дроссельная; в – с центробежным шлакоуловителем; г – дождевая; д – сифонная; 1 – литниковая чаша; 2 – стояк; 3 – шлакоуловитель; 4 – питатели; 5 – отливка; 6 – дроссель.
2. Песчаные включения.
Открытые или закрытые полости в отливке, которые заполнены формовочным или стержневым материалом. В большинстве случаев являются следствием других дефектов, вызванных разрушением рабочей полости формы и приводящих к образованию приливов.
Природные глинистые формовочные смеси способствуют усилению размыва формы и увеличению количества песчаных включений.
Как предотвратить песчаные дефекты литья металла. Следует повышать механическую прочность материала формы. Для этого в нее вводят достаточное количество глины или бентонита и тщательно перемешивают компоненты.
Образование песчаных включений также уменьшается при окрашивании литниковой системы цирконовой краской. Кроме того, в ней не должно быть резких поворотов, отдельные элементы должны плавно сопрягаться и иметь соответствующие радиусы закругления.
Соблюдение технологии также имеет очень важное значение. Важно не допустить попадание формовочной смеси в форму при ее сборке, транспортировке и выдерживании перед заливкой.
3. Плены.
Это пленки на поверхности и внутри отливки, состоящие из окислов и включений формовочного материала.
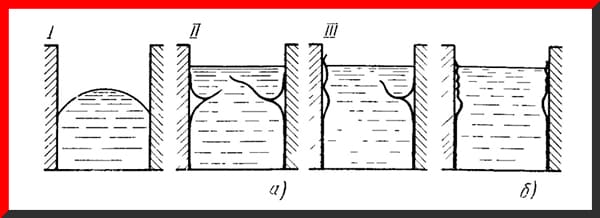
Рисунок 6. Механизм образования плен.
а, I – расплав плена разрушается на его гребне при быстром неспокойном поступлении в форму;
а, II – вытекающий через разорванную плену расплав заливает смежные участки полости формы.
а, III – в этом случае плена полностью или частично остается в толще отливки.
б – прижимаясь к стенкам формы или стержней, плены могут способствовать образованию неровной волнистой поверхности отливок.
Увеличение склонности сплава к пленообразованию вызывают алюминий, титан, хром. Склонность стали к образованию плен увеличивается при ее многократном перегреве без наведения шлака.
Температуру расплава, при которой начинают появляться плены, называют порогом пленообразования.
Для стали Х18Н9ТЛ температурный порог составляет 1600 – 1630 0 C, для марки Х20Н5Г12АФЛ — 1500 – 1580 0 C. При нагреве сплава выше порога пленообразования плены исчезают.
Эффективный способ уменьшения плен – повышение температуры и скорости заливки расплава, а также создание в форме восстановительной атмосферы за счет введения органических веществ – мазута, каменноугольной смолы и пека.
ДЕФЕКТЫ ЛИТЬЯ МЕТАЛЛА. ТРЕЩИНЫ
В процессе затвердевания отливки температура отдельных ее участков никогда не бывает одинаковой. Температура поверхности всегда ниже, чем внутренних слоев, тонкие стенки остывают быстрее толстых. Стержни и болваны, окруженные металлом, быстро прогреваются и затрудняют отвод тепла от соприкасающихся с ними стенок отливки, части отливок, примыкающие к литниковой системе и прибылям, остывают медленнее. Одни элементы отливки, препятствуя свободной усадке других, оказывают друг на друга силовое воздействие. В результате возникают внутренние напряжения, от которых и появляются трещины.
1. Горячие трещины.
Так называют хорошо видимое нарушение сплошности отливки. Поверхность трещин грубая, окисленная, со следами дендритов. Характерный признак – неровные края и значительная ширина.

Рисунок 7. Горячая трещина в отливках.
Горячие трещины появляются от растягивающих напряжений. Причиной разрушения может быть недостаточная прочность сплава или недостаточная способность к деформированию.
Большое влияние на образование горячих трещин оказывает конструкция отливки. Чем больше разница в толщине отдельных частей отливок, тем больше температурные напряжения.
Методы предотвращения горячих трещин. Важно обеспечить минимальный перепад температур в стенках и отдельных частях отливки в период ее затвердевания и охлаждения. Поэтому нужно правильно конструировать отливки так, чтобы одновременно обеспечить затвердевание и остывание стенок отливки без образования термических узлов.
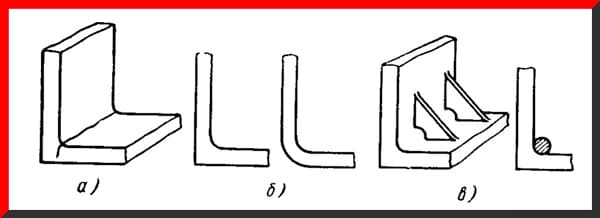
Рисунок 8. Предупреждение горячих трещин в герметическом узле отливки.
а – горячая трещина в остром углу; б – закругления; в – тонкие ребра и наружный холодильник.
Большое влияние на образование трещин оказывает температура металла, способ его подвода, наличие прибылей, неметаллические включения. Все эти факторы нужно учитывать.
2. Холодные трещины.
Когда стальные отливки охлаждаются до 620 – 650, а чугунные ниже 400 – 650 0 C, в их материалах преобладают упругие свойства. От этого образуются холодные трещины. Механизм образования холодных трещин почти не отличается от горячих.

Рисунок 9. Холодная трещина.
Холодные трещины появляются в зоне растягивающих напряжений и располагаются в острых углах и других местах, где концентрируются напряжения.
Предотвращение холодных трещин. Важно не допустить возникновение остаточных напряжений. Для этого повышают прочность и пластических свойств металла отливки. Например, стали с пониженным содержанием углерода и легирующих элементов меньше склонны к образованию данных дефектов литья металла.
У компании ООО ЛипецкТехноЛит есть собственный цех литья, где мы применяем современные технологии в области изготовления стали, оборудования для металлообрабатывающей промышленности и запасных частей к нему.
У нас вы можете приобрести готовые дробеметные установки или заказать изготовление нестандартного оборудования по чертежам. Если нет чертежей – наши специалисты проведут исследование и предоставят присоединительные размеры перед изготовлением.
ВИДЫ ДЕФЕКТОВ СТАЛИ. ВНУТРЕННИЕ ДЕФЕКТЫ

Каждое металлургическое предприятие стремится выпускать качественную продукцию. Как на заводах-поставщиках, так и на заводах-потребителях металл подвергается контролю на соответствие ГОСТам и техническим условиям. В том числе на наличие дефектов и неоднородности структуры. Их возникновение связано со сложностью металлургического производства. Но иногда проявленные виды дефектов стали – банальное несоблюдение технологических режимов при изготовлении стали.
Разработать правильную концепцию по устранению или значительному уменьшению таких неприятностей возможно только на основе правильной классификации дефектов и знаний условий их образований. Правильная классификация также служит основой для принятия решений об использовании металла с дефектами.
Достоверно определить вид и источник возникновения удается только после его непосредственного возникновения. Особенно сложно определить возникновение дефектов поверхности, на которые при нагреве воздействует воздух или атмосфера печи, что приводит к изменению химического состава поверхностного слоя, окислению, потере углерода, образованию в зоне дефекта оксидов, нитридов и других фаз.
Существует несколько способов обнаружения и изучения поверхностных и внутренних дефектов:
- Внешний осмотр металла.
Эти методы нередко используют в комплексе.
Здесь мы рассмотрим ключевые внутренние виды дефектов стали.
1 ДЕФЕКТ УСАДОЧНАЯ РАКОВИНА

Пустота, которая образовывается, когда уменьшается объем в процессе твердения металла.
Существует открытая, закрытая и вторичная усадочные раковины. Внутренняя ее плоскость неоднородная, с маленькими выпуклостями и впадинами. Бывает так, что в усадочных раковинах находятся дендритные кристаллы. В закрытой и вторичной раковинах поверхность не окислена, а в открытой покрыта слоем оксидов. Вторичная усадочная раковина расположена ниже открытой и закрытой и отделена от них слоем толстого сплава. В дефекте накапливаются инородные тела. Сплав, прилегающий к раковине, богат углеродом, серой и фосфором.
Усадочную раковину удаляют раскаленной деформацией, если она не загрязнена труднорастворимыми оксидами. В противном случае ее заваривают в кипящей стали с минимальным содержанием кремния.
Чтобы исключить глубокое проникновение усадочной раковины в слиток можно увеличить его конусность и размеры прибыльной части. Из экономических соображений часто используется способ утепления и обогрева прибыльных частей слитков. Это позволяет уменьшить глубину посадочной раковины и сократить отходы металла. Также используют экзотермические засыпки или вставки, электродуговой обогрев металла. Такие методы полностью устраняют усадочную раковину.
2 ПОДУСАДОЧНАЯ ЛИКВАЦИЯ
Фрагмент сплава ниже усадочной, богатый углеродом и ликвидирующими примесями.
В процессе травления обнаруживается темными участками, прилегающими к нижней части прибыли без нарушения сплошности.
Чем слитки тяжелее, тем четче выражается дефект. После деформации он практически исчезает вместе с прибыльной частью. Причина образования такого виды дефектов стали – добавление в застывающий металл углерода и примесей. Наиболее резко полусадочная ликвация проявляется в сплавах с большим промежутком температур затвердения и низкой теплопроводимостью. Чтобы избежать данного дефекта необходимо регулировать величину обрези прибыльной части.
3 РОСЛЫЙ СЛИТОК
Слиток со вспучиванием верхней части, который вызван обильным выделением газов при кристаллизации сплавов.
В ходе этого дефекта образуются крупные пузыри. Фактор появления – большая концентрация газов (кислорода, азота, водорода) в сплаве. Чаще обнаруживается в сталях кипящих и полуспокойных.
После рафинирующих переплавов сплав не подвержен рослости.
4 ПУЗЫРИ

В сплошном металле выглядят как пустоты круглой, овальной или продолговатой формы, которые появляются от испарения газов.
Если в стенках пузырей нет устойчивых оксидов или силикатов, их можно заварить с помощью горячей деформации. В противных обстоятельствах стороны пузыря смыкаются и появляется тонкая прослойка оксидов.
Меры предупреждения образования пузырей:
5 КОРОЧКИ
Часть металла, запачканная неметаллическими инородными телами. Находятся внутри слитков или на поверхности. Бывают темные и бледные.
Темная корочка – изъян макроструктуры. Выглядит, как участок, который плохо полируется и содержит большое количество примесей. Самый надежный метод обнаружить корочки – ультразвуковая проверка.
Как предотвратить загрязнение металла корочками:
- управлять скоростью заполнения изложниц;
Светлая корочка – изъян макроструктуры внизу слитка. Выглядит как светлая полоса или пятно скобообразно формы с неметаллическими включениями. Это дефект с повышенной пористостью. В светлых корочках содержание углерода ниже, чем в целом в сплаве.
6 ОСЕВАЯ ПОРИСТОСТЬ И V-ОБРАЗНАЯ ЛИКВАЦИЯ
Присутствие в осевой зоне слитка мелких пор усадочного происхождения. Располагается в середине слитка, до зоны плотного металла под прибылью. Иногда сопровождается межкристаллитными щелями и неметаллическими инородными примесями. На продольных микрошлифах проявляется в виде пор. Появляется в процессе затвердения последних порций жидкого сплава в условиях недостаточного питания жидким металлом.
Осевая пористость полностью заваривается горячей деформацией. Уменьшить осевую пористость можно путем разливания стали в изложницы с большой конусностью и с меньшим отношением высоты к диаметру, а также утеплением или обогревом прибыльной части.
7 МЕЖКРИСТАЛЛИТНЫЕ ТРЕЩИНЫ, ПРОСЛОЙКИ И СКОЛЫ
Повреждения сплошности, которые появляются по линиям кристаллов из-за усадочных, термических и структурных напряжений. Трещины и прослойки чаще всего располагаются в оси слитков.
Причина появления – усадочные напряжения в участках металла. Для предупреждения межкристаллитных трещин рекомендуется выплавлять стали и сплавы в электродуговых печах на свежей шихте или на шихте с небольшим количеством отходов, применять продувку кислородом, минимизировать содержание серы и кислорода.
8 УГЛОВАЯ ЛИКВАЦИЯ И УГЛОВЫЕ ТРЕЩИНЫ
Угловая ликвация – узкие участки в углах слитков, обогащенные ликватами и возникающие на стыке двух направленных от стенок изложницы фронтов кристаллизации.
Угловая трещина – разрыв от растягивающих напряжений по участкам угловой ликвации, который может быть внутри слитка или выходить на поверхность по углам слитка.
Причина такого виды дефектов стали – обогащение ликватами зоны соприкосновения фронтов кристаллизации от граней слитка к центру. Чтобы снизить угловую ликвацию нужно снизить содержание серы и кислорода в металле и уменьшить массу слитков. Для предупреждения трещин вдобавок нужно снизить температуру жидкого металла на разливке и уменьшить скорость разливки. Также полезное влияние оказывает присадка титана (менее 0,02%).
9 ЛИКВАЦИЯ СТАЛЕЙ
Неоднородность сплавов по составу, которая образуется при затвердевании.
Различают дендритную и зональную ликвации.
Дендритная – неоднородность по составу осей и межосных участков в объеме дендрита.
Зональная – неоднородность по составу различных зон.
Меры предупреждения дендритной ликвации малоэффективны. Полезным является термическая обработка при высокой температуре – гомогенизация. Нагрев стали и сплавов при 1000 – 1280 С˚ в течение 2 – 20 ч в зависимости от марки стали и цели обработки может привести к уменьшению степени ликвации.
10 ЛИКВАЦИОННЫЙ КВАДРАТ
Изъян в поперечных макрошлифах деформированного металла, представляющий собой структурную неоднородность в виде травящихся зон, контуры которых повторяют форму слитка.
Причина образования – сочетание зональной и дендритной ликвации и примеси. Чтобы снизить дефект нужно уменьшить содержание серы и других включений, а также понизит температуру разливки стали и уменьшить массу слитков.
11 ТОЧЕЧНАЯ НЕОДНОРОДНОСТЬ
Локальное скопление сульфидов, нитридов, оксидов и карбидов, которые образуются при кристаллизации стали вследствие дендритной ликвации примесей. Выявляется в виде темных пятен и располагается в средней части сечения заготовок. Точечная неоднородность может возникать при всех способах производства стали. Уменьшить дефект можно, снизив содержание серы, кислорода, фосфора и азота.
12 ПЯТНИСТАЯ ЛИКВАЦИЯ
Скопление ликватов в полостях газовых пузырей. Отличается от точечной неоднородности более крупными размерами пятен и более четкими контурами.
Причина возникновения – высокое содержание газов в металле. Чтобы предупредить появление дефекта нужно уменьшить долю газов в составе, раскислить металл, выплавлять его с продувкой кислородом и не перегревать металл. Также в небольших количествах можно добавлять в состав титан, церий.
13 ЗАГРЯЗНЕНИЯ И ВОЛОСОВИНЫ
Скопление неметаллических включений, попадающих в металл из внешних источников. Делятся на макроскопические, микроскопические и субмикроскопические, которые можно заметить только под электронным микроскопом при большом увеличении. Располагаются произвольно по высоте и сечению в виде скоплений.
Волосовины – загрязнения, которые образуют нитевидный дефект. Могут быть в виде сплошных или прерывистых строчек.
Во избежание этих дефектов следует использовать высококачественные огнеупоры, чистые шихтовые материалы, оптимальные условия раскисления и десульфурации. Устранять или уменьшать контакт с воздухом и создавать условия для полного всплывания неметаллических включений.
14 ВНУТРЕННИЕ РАЗРЫВЫ ПРИ ДЕФОРМАЦИИ ИЗ-ЗА ПЕРЕГРЕВА ОСЕВОЙ ЗОНЫ
Обычно бывают мелкие групповые, однако при сильном перегреве также наблюдаются грубые разрывы. В зоне мелких разрывов образуется повышенная травимость. На образование дефекта оказывают влияние состав стали, условия деформации и температура нагрева. Предупредить образование внутренних разрывов можно путем снижения температуры нагрева металла перед деформацией. Дефект можно заварить, если при нагреве не было доступа воздуха.
15 ФЛОКЕНЫ
Тонкие разрывы металла округлой или овальной формы, которые образуются из-за структурных напряжений а стали, насыщенной водородом. Располагаются в средней зоне слитков, поковок или прутков. В литом металле встречаются редко.
Обычно образуются в процессе охлаждения стали после горячей деформации или термической обработки, а также при последующем хранении металла. Чаще других флокены встречаются в легированных конструкционных и инструментальных сталях. Реже – в углеродистых. Чем выше содержание углерода и других легирующих элементов, тем больше склонность к появлению флокенов.
16 СКВОРЕЧНИК
Внутренняя поперечная термическая трещина внутри заготовок и слитков, раскрывшаяся при деформации. Наиболее склонны к такому виды дефектов стали высокоуглеродистые и некоторые легированный стали. Появление скворечников определяется составом, структурой и способом нагрева стали.
Меры по предупреждению:
- не нагревать слишком холодные слитки и заготовки;
Посадка в печи предварительно отожженных слитков снижает вероятность образования трещин.
17 ВИДЫ ИЗЛОМОВ СТАЛИ

Изломы делят на шиферный, камневидный, нафталиновый и черный.
Причины образования шиферного излома – загрязненность стали неметаллическими включениями и полосчатость, которая связана с дендритной ликвацией примесей и легирующих элементов. При резком развитии дефекта снижается ударная вязкость металла. Для его предупреждения нужно применять оптимальные условия раскисления и десульфурации, чтобы снизить содержание включений. Также следует уменьшать степень дендритной ликвации.
Нафталиновый излом отличается характерным блеском, похожим на блеск кристаллов нафталина. Дефект часто обнаруживают после повторной закалки без промежуточного отжига. Очень часто нафталиновый излом встречается в сталях мартенситного класса. Исправляется отжигом.
Черный излом. В микроструктуре стали с таким дефектом наблюдается выделение графита. Этому способствуют: высокое содержание углерода и кремния, отсутствие хрома, низкая температура конца горячей деформации, длительный отпуск при температуре ниже 700 С˚, холодная деформация с высоким отпуском, добавки алюминия и закалка с последующим отпуском при 700 С˚.
Для предупреждения образования черного излома следует избегать вышеперечисленных условий и выплавлять углеродистую сталь с добавкой хрома до 0,25%. В большинстве случаев черный излом не поддается исправлению. Иногда его можно устранить закалкой с высокой температурой при значительной продолжительности выдержки.
18 РАСЩЕПЛЕНИЯ-ВЫРЫВЫ
Похожи на узкие щели, выступы и углубления в поперечном изломе прутков. Они термически обработаны на высокую вязкость и связаны полосчатостью структуры, которая возникает из-за дендритной ликвации. В продольном изломе проявляется в виде волокнистости. Образование дефекта определяется составом и строением металла, поэтому может встречаться в сталях с любым методом производства.
19 УЧАСТКИ НЕРЕКРИСТАЛЛИЗОВАННОГО ЗЕРНА
Зоны структуры деформированного металла, вытянутые вдоль направления деформации, в которых из-за задержки процессов рекристаллизации отсутствуют границы рекристаллизованных зерен. Имеют вид светлых, блестящих не травящихся участков.
Причины появления данного вида дефектов стали:
- наличие крупных кристаллитов с однородной ориентировкой в средней части слитков;
- малая степень деформации в средней зоне прутков;
- расположение кристаллографических ориентировок отдельных кристаллитов по отношению к направлению деформации, которое приводит к минимальной плотности дефектов;
Участки некристаллизованного зерна полностью устраняются термической обработкой или деформацией.
20 РАЗНОЗЕРНИСТАЯ МАКРОСТРУКТУРА
Структура деформированного металла с участками, имеющими резко различную величину зерна – крупные зерна в основной структуре мелкого зерна. Наиболее часто можно встретить в жаропрочных сталях аустенитного класса и сплавах после окончательной термической обработки.
Разнозернистость можно предупредить, проводя деформацию в условиях, которые исключают применение критических степеней обжатия и низкой температуры окончания горячей деформации.
21 ЧАСТИЦЫ КОРОНЫ
Дефект макроструктуру слитка вакуумно-дугового переплава, имеющий вид улитки или спирали, завитков, скобок или просто скоплений и отдельных полосок. Изъян выглядит как попавшая в сплав частица короны – кольцевой выступ над слитками. Он образуется на стенках кристаллизатора из-за осаждения на них паров металлов и газов, а также из-за кристаллизации брызг металла и шлаковых капель. Причина появления – насыщенность металла газами, осевая рыхлость, поверхностные дефекты, устойчивая ионизация, недостаточный зазор между расходуемым электродом и стенкой кристаллизатора.
22 ЭЛЕКТРОПРОБОЙ В СТАЛИ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА
Полость в слитке, заполненная шлаком и распространяющаяся в глубину. Диаметр полости 10 – 15 мм. Электропробой заметен на поверхности. К полости дефекта прилегает зона металла со светлыми контурами.
Пробой образуется из-за плохого соединения кристаллизатора и поддона. Изъян типичен для электрошлакового переплава и не встречается при других способах выплавки.
Для предотвращения появления нужны:
- связь поддона с кристаллизатором;
23 КРИСТАЛЛИЗАЦИОННЫЕ СЛОИ
Неоднородность структуры, связанная с изменением скорости кристаллизации металла при рафинирующих переплавах.
Делится на послойную кристаллизацию, светлую полоску, светлое кольцо и участки пониженной травимости.
Послойная чередуется неширокими темными и светлыми зонами. Они располагаются между жидкой и твердой фазами.
Светлая полоска – яркая концентрическая полоска сплава низкой травимости. Дефекты допускаются если не слишком выражены, потому что не влияют на свойства стали.
Светлое кольцо – дефект макроструктуры осевой зоны. Широкий, со смыкающимся контуром. Появляется из-за неустойчивой системы выведения усадочной раковины слитка при окончании переплава.
Участки пониженной травимости возникают из-за свойств кристаллизации нижней сторон слитков электрошлакового и вакуумно-дугового переплава.
Чтобы предупредить появление кристаллизационных слоев нужно подбирать и соблюдать соответствующий электрический режим, регулировать стабильность теплового режима по ходу плавки и использовать электроды хорошего качества.
Существуют также другие виды дефектов стали, которые говорят сами за себя: остатки поджога от резки, дефект рубки металла, шлифовочные трещины.
Качество выпускаемой продукции напрямую зависит от соблюдения технологии производства.
Компания ООО «ЛипецкТехноЛит» строго соблюдает технологию в собственном цехе литья, чтобы не допускать появления видов дефектов стали.
Читайте также: