Обтяжка фланцев для металлических прокладок ведется
Обновлено: 14.05.2024
Уплотнения фланцев используются для создания статического уплотнения между двумя поверхностями фланцев при различных условиях эксплуатации, с различными значениями давления и температуры. Прокладки заполняют микроскопические пространства и неровности поверхностей фланцев, а затем образуют уплотнение, предназначенное для хранения жидкостей и газов. Правильная установка без повреждений прокладок и поверхностей фланцев является обязательным требованием для фланцевого соединения без утечек.
Типы прокладок
Материалы для прокладок можно разделить на три основные категории:
- Неметаллические виды
- Полуметаллические виды
- Металлические виды
Неметаллические прокладки - это, как правило, композитные листовые материалы, которые используются с плоскими фланцами и фланцами с приподнятой поверхностью в классах низкого давления. Неметаллические прокладки изготавливаются из аримидного волокна, стекловолокна, эластомера, тефлона® (PTFE), графита и т. д. Типы полнопрофильных прокладок подходят для использования с плоскими фланцами. Уплотнения с плоским кольцом подходят для использования с фланцем с соединительным выступом.
ASME B16.21 охватывает типы, размеры, материалы, размеры, допуски на размеры и маркировку неметаллических плоских прокладок.

Полуметаллические прокладки - это композиты из металла и неметаллических материалов. Металл предназначен для обеспечения прочности и упругости, в то время как неметаллическая часть обеспечивает совместимость и герметичность. Часто используемые полуметаллические прокладки представляют собой спирально-навитые и резиновые прокладки, а также различные графитовые прокладки, армированные металлом.
Полуметаллические материалы предназначены практически для всех условий эксплуатации, а также для применения при высоких температурах и давлении и используются на фланцах с выступами, с наружной и внутренней резьбой, а также на фланцах с уплотнительной поверхностью «шип-паз» .
ASME B16.20 охватывает материалы, размеры, допуски на размеры и маркировку для металлических и полуметаллических прокладок.
Типичная спирально-навитая прокладка
Металлические прокладки изготавливаются из одного или нескольких металлов до желаемой формы и размера. Часто используемые металлические прокладки являются соединениями кольцевого типа (RTJ). Они всегда наносятся на специальные сопутствующие фланцы, которые обеспечивают хорошее и надежное уплотнение при правильном выборе профилей и материала.
Кольцевые фланцевые соединения предназначены для уплотнения путем «первоначального линейного контакта» или заклинивания между сопряженным фланцем и прокладкой. Прилагая давление на поверхность уплотнения с помощью силы болта, «более мягкий» металл прокладки попадает в мелкозернистую структуру материала более жесткого фланца, создавая очень плотное и эффективное уплотнение.
Часто используемые полуметаллические прокладки
Здесь ниже можно найти краткое описание ряда полуметаллических прокладок, которые широко используются.
Спирально-навитые прокладки
Концепция конструкции спирально-навитой прокладки была разработана компанией Flexitallic в 1912 году, открыв начало новой эры в безопасном и эффективном уплотнении. Основной целью этого развития были все более суровые температуры и давления, используемые операторами нефтеперерабатывающих заводов в США в первой половине столетия.
Необходимость восстановления способности прокладки не может быть переоценена. Влияние колебаний давления и температуры, перепад температур на поверхности фланца, а также ослабление напряжения болта и ползучесть требуют прокладки с достаточной гибкостью и восстановлением для поддержания уплотнения даже в этих изменяющихся условиях эксплуатации. Спирально-навитая прокладка - это точное решение таких проблем, отвечающее самым строгим условиям как температуры, так и давления во фланцевых соединениях и аналогичных узлах, а также против практически всех известных агрессивных и токсичных сред. Спирально-навитая прокладка удовлетворяет самым требовательным условиям как температура и давление во фланцевых соединениях и аналогичных узлах и против всех известных агрессивных и токсичных сред.
Спирально-навитая прокладка зависит от механических характеристик сформированной металлической спиральной полосы, а не от свойств сжатия более традиционных материалов прокладки. Это делает его особенно подходящим для низких или колеблющихся нагрузок болтов. Уплотнительные полосы или наполнители обычно представляют собой графит, хотя могут использоваться и другие материалы, такие как Teflon® (PTFE - фторопласт), обмотки всегда выполнены из нержавеющей стали. Чтобы этот тип прокладки работал, спираль не должна быть чрезмерно сжата, поэтому обычно используется один из двух типов управления сжатием.
Готовая прокладка вставляется в стальное кольцо определенной толщины. Когда прокладка вставлена во фланец и приложена нагрузка болта, закрытие фланца регулируется внешним стальным кольцом прокладки. Для дальнейшего повышения номинального давления спирально-навитой прокладки внутрь может быть добавлено стальное кольцо. Это дает дополнительный ограничитель сжатия и обеспечивает тепловой и коррозионный барьер, защищающий обмотки прокладки и предотвращающий эрозию фланца. Обычно материал внутреннего кольца выбирают таким же, как металлическая обмотка.
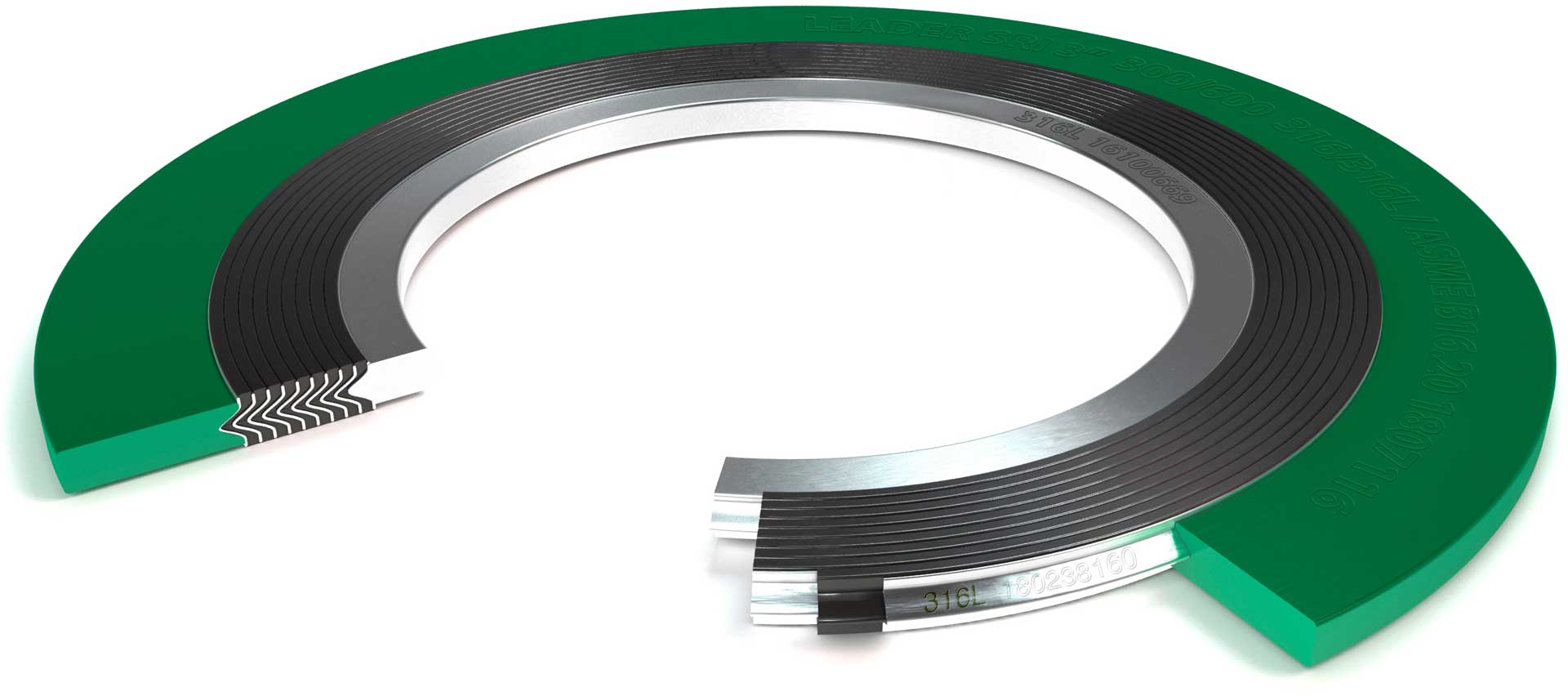
ASME B16.20, который охватывает спирально навитые прокладки, требует использования внутренних металлических колец из твердого металла: класс давления 900, номинальные размеры труб 24 и более, класс давления 1500 для номинальных размеров труб 12 и более, класс давления 2500 для номинальных размеров труб 4 и больше и все прокладки заполнены PTFE. В том же стандарте также описано, как следует характеризовать спирально-навитую прокладку, ниже вы найдете изображение на ней.
Маркировка спирально-навитых прокладок
Поперечное сечение спирально-навитой прокладки
Кампрофильные прокладки
Прокладки с гнутым профилем или «желобчатые» зарекомендовали себя во всех промышленных применениях. Уплотнения с гнутым профилем находятся на промышленных электростанциях и в первичных цепях ядерных установок. Используется либо между фланцами, либо в теплообменниках в ядерных применениях. Нефтеперерабатывающая и химическая промышленность также выигрывают, так как прокладки используются в приложениях, где поддерживаются высокие давления и температуры, и, следовательно, необходимо контролировать высокие нагрузки на болты.
Прокладки с гнутым профилем

Прокладки с гнутым профилем состоят из металлического сердечника (обычно из нержавеющей стали) с концентрическими канавками по обе стороны с уплотнительными материалами. Герметизирующими слоями (в зависимости от условий эксплуатации) могут быть графит, PTFE (тефлон®), CAF или металл (например, алюминий или серебро). Прокладки с гнутым профилем можно использовать без уплотнительных слоев, чтобы обеспечить отличное уплотнение, но существует риск повреждения поверхности фланца - особенно при высоких посадочных нагрузках. Уплотнительные слои защищают поверхности фланцев от повреждений, а также обеспечивают эффективное уплотнение.
Прокладки с металлической оболочкой
Прокладки с металлической оболочкой, как следует из названия, состоят из металлической внешней оболочки с металлическим или неметаллическим наполнителем. Материал наполнителя обеспечивает упругость прокладки, а металлическая оболочка защищает наполнитель и противостоит давлению, температуре и коррозии.

Они традиционно используются для применения в теплообменниках, насосах и клапанах, однако упругие и восстановительные свойства этих прокладок ограничены. Прокладки с металлической оболочкой требуют гладкой поверхности фланца, высокой нагрузки на болты и плоскостности фланца для эффективного уплотнения.
Существует много различных видов прокладок с оболочкой. Во фланцевой прокладке с двойной оболочкой, наполнитель полностью окружен металлической оболочкой из двух частей, которая покрывает как внутренний, так и наружный диаметры, а также обе контактные поверхности.
Металлические прокладки для фланцев с впадиной под прокладку овального сечения
Соединение кольцевого типа изначально разрабатывалось для использования в нефтяной промышленности, где при высоких давлениях и температурах требовалась необходимость в уплотнении высокой целостности. Они в основном используются в нефтяной промышленности на буровом оборудовании и оборудовании для освоения скважин. Соединения кольцевого типа также широко используются на клапанах и трубопроводах вместе с некоторыми соединениями сосудов высокого давления.
Наиболее применяемым типом является кольцо типа R, которое обрабатывается с жесткими производственными допусками в соответствии с соответствующими стандартами для обеспечения правильной установки в стандартные фланцы API 6B и ASME B16.5.
Овальные и восьмиугольные RTJ (соединение кольцевого типа) с одинаковым обозначением размера кольца могут быть взаимозаменяемыми в стандартных фланцах с плоскими кольцевыми канавками. Для бороздок старого стиля с круглым дном можно использовать только овальные RTJ. Материалы конструкции выбираются так, чтобы они соответствовали материалу фланца и были устойчивы к коррозийным и эрозионным средам. Кроме того, твердость материала RTJ меньше, чем твердость фланцев, чтобы обеспечить деформацию RTJ, а не фланцев при сборке. RTJ нестандартного размера специально предназначены для установки на фланцы, предназначенные для конкретного применения, а не на стандартный фланец.



Типичное применение
Овальные и восьмиугольные RTJ предназначены для уплотнения давления до 6250 фунтов на квадратный дюйм в соответствии с ASME B16.20 и до 5000 фунтов на квадратный дюйм в соответствии с номинальными давлениями API 6A. Типичные области применения при высоких давлениях и температурах, в которых используются эти прокладки, включают клапанные и трубопроводные узлы при бурении и очистке нефтяных месторождений. Кроме того, эти прокладки установлены в сосудах высокого давления и насосах.
Как они работают
Под осевой сжимающей нагрузкой соединения кольцевого типа пластически деформируются и протекают в неровности канавки фланца. Поскольку несущая площадь соединения кольцевого типа относительно мала, между уплотняющими поверхностями соединения кольцевого типа и канавкой возникают очень высокие поверхностные напряжения. Эти напряжения дополнительно увеличиваются на кольцах вида RX и BX, что позволяет герметизировать очень высокое внутреннее давление. Поскольку кольцевые соединения выполнены из твердого металла, их характеристики восстановления плохие. Уплотнение поддерживается благодаря действию осевой нагрузки на прокладку.
Повторное использование
Соединения кольцевого типа имеют ограниченное количество положительных помех, что обеспечивает правильное размещение соединения кольцевого типа в канавке при сжатии. Их повторное использование не рекомендуется по двум причинам:
- Первоначальная посадка прокладки будет нарушена
- Когда прокладка подвергается пластической деформации, происходит закалка наружной металлической поверхности. Это может привести к необратимому повреждению канавки.
При сжатии фланца в сборе обязательно, чтобы соединение кольцевого типа было значительно мягче, чем канавка фланца, чтобы прокладка пластически деформировалась, а не канавка. Использование более жестких кольцевых соединений может привести к повреждению канавки фланца. По этой причине соединения кольцевого типа поставляются со следующими максимальными значениями твердости:
Примечания:
* Измеряется при нагрузке 3000 кг, за исключением мягкого железа, которое измеряется при нагрузке 500 кг.
** (по Роквеллу), измеренный при нагрузке 100 кг и шарике диаметром 1/16 дюйма.
Защитное покрытие
В соответствии со спецификациями API соединения кольцевого типа из мягкого железа, низкоуглеродистой стали и других черных материалов защищены от коррозии гальваническим цинком или кадмием с максимальной толщиной 0,0005 дюйма. Могут поставляться покрытия из альтернативных материалов.
Большая Энциклопедия Нефти и Газа
Обтяжку фланцевых соединений , выполненных на металлических прокладках, а также шпилек, подвергнутых предварительному холодному натягу, делать не нужно. Такие шпильки следует подтянуть на остывшем паропроводе. [2]
Обтяжке фланцевых соединений подвергаются только соединения и лючки с паранитовыми прокладками вследствие их размягчения в начальный период растопки. [3]
Производится обтяжка фланцевых соединений , проверяется состояние сальниковых уплотнений, в случае необходимости проводят их перебивку. Проверяют манометрические краники и манометры, заменяют манометры, срок работы которых истек. Трубки фракционных теплообменников, по Которым движется азотоводородная смесь, продувают азотом. [4]
Проверка обтяжки фланцевых соединений должна производиться гайковертами с контролем момента затяжки ( динамометрические инструменты ( ключи-мультипликаторы)), одновременно не менее чем на двух взаимно противоположных шпильках с одинаковым усилием, соответствующим ЭД арматуры. [5]
Слесарь одного предприятия, не надев шланговый противогаз, производил обтяжку фланцевого соединения в верхней части колонны агрегата, остановленного для текущего ремонта. Потеряв сознание в результате отравления парами аммиака, слесарь стал сползать с аппарата. [6]
Когда давление на прогреваемом участке будет 4 - 5 ати, производят обтяжку фланцевых соединений , выполненных на пара-нитовых прокладках. Обтяжку фланцевых соединений, выполненных на металлических прокладках, а также шпилек, подвергнутых предварительному холодному натягу, делать не нужно. Такие шпильки следует подтянуть на остывшем паропроводе. [7]
Когда избыточное давление на прогреваемом участке будет 4 - 5 кГ / см2, производят обтяжку фланцевых соединений , выполненных на паронитовых прокладках. Обтяжку фланцевых соединений, выполненных на металлических прокладках, а также шпилек, подвергнутых предварительному холодному натягу, делать не нужно. Такие шпильки следует подтянуть на остывшем паропроводе. [8]
При повышении давления для отпаривания паропровода, когда оно достигает 3 - 6 ат, производят обтяжку фланцевых соединений . [9]
При паровом опробовании паропровода запрещается производить какие-либо работы, если паропровод находится под давлением. Обтяжка фланцевых соединений допускается только при давлении до 3 ат. При продувке и паровом опробовании не разрешается находиться против фланцевых соединений и сварных швов, а также у мест выхода пара при продувке. [10]
Когда давление на прогреваемом участке будет 4 - 5 ати, производят обтяжку фланцевых соединений, выполненных на пара-нитовых прокладках. Обтяжку фланцевых соединений , выполненных на металлических прокладках, а также шпилек, подвергнутых предварительному холодному натягу, делать не нужно. Такие шпильки следует подтянуть на остывшем паропроводе. [11]
Когда избыточное давление на прогреваемом участке будет 4 - 5 кГ / см2, производят обтяжку фланцевых соединений, выполненных на паронитовых прокладках. Обтяжку фланцевых соединений , выполненных на металлических прокладках, а также шпилек, подвергнутых предварительному холодному натягу, делать не нужно. Такие шпильки следует подтянуть на остывшем паропроводе. [12]
После ввода щелочи котел растапливают и постепенно поднимают давление до 3 ати. При этом давлении делается обтяжка фланцевых соединений и лючковых затворов котла с неметаллическими прокладками. Соединения с металлическими прокладками обтягиваются после охлаждения котла. [14]
После ввода щелочи в котел и установления низшего уровня производится огневой обогрев с постепенным поднятием давления на котле. После поднятия давления до 3 кгс / см2 производят обтяжку фланцевых соединений и люковых затворов котла с мягкими прокладками. Соединения с металлическими прокладками обтягивают только в холодном состоянии после охлаждения котла. [15]
Текущий ремонт проводят без опорожнения аппарата. Он включает такие операции, как перебивка и обтяжка сальников арматуры, обтяжка фланцевых соединений , смена мерных стекол, установка бандажей на поврежденные патрубки, восстановление небольших участков поврежденной изоляции, установка недостающих болтов, ремонт лестниц и ограждений, шин заземления, молниеприемников, восстановление окраски. [16]
С течением времени наблюдается ослабление первоначальной затяжки шпилек фланцевых соединений на трубопроводах высокого давления. Это объясняется тем, что упругая деформация, созданная в металле шпилек при их первоначальной затяжке, переходит в остаточную. При релаксации понижается удельное давление на прокладку, нарушается плотность фланцевого соединения и приходится производить обтяжку фланцевых соединений . [17]
Обязателен надзор за герметичностью аппаратуры, особенно за сальниками в циркуляционных компрессорах. Перед пуском установки всю систему, работающую под водородом, спрессовывают воздухом па рабочее давление, при этом все стыки обмыливают и устраняют обнаруженные пропуски. Для полного удаления воздуха из системы устанавливают режим циркуляции инертного газа. С делают горячую обтяжку фланцевых соединений . [18]
Обязателен надзор за герметичностью аппаратуры, особенно за сальниками в циркуляционных компрессорах. Перед пуском установки всю систему, работающую под водородом, спрессовывают воздухом на рабочее давление, при этом все стыки обмыливают и устраняют обнаруженные пропуски. Для полного удаления воздуха из системы устанавливают режим циркуляции инертного газа. Только после этого постепенно, строго нормирование), поднимают температуру, чтобы не расстроить соединения, пои достижении 300 С делают горячую обтяжку фланцевых соединений . [19]
Обязателен надзор за герметичностью аппаратуры, особенно за сальниками в циркуляционных компрессорах. Перед пуском установки всю систему, работающую под водородом, впрессовывают воздухом на рабочее давление, при этом все стыки обмыливают и устраняют обнаруженные пропуски. Для полного удаления воздуха из системы устанавливают режим циркуляции инертного газа. Только после этого постепенно, строго нормирование), поднимают температуру, чтобы не расстроить соединения, при достижении 300 С делают горячую обтяжку фланцевых соединений . [20]
Примером протекания этого процесса может служить ра бота металла болта фланцевого соединения. Это начальное удлинение является упругой деформацией. Напряжение в металле, вызванное натягом болта, не является величиной постоянной: оно уменьшается из-за того, что часть упругой деформации с течением времени переходит в остаточную деформацию. При этом понижается удельное давление на прокладку и нарушается плотность соединения. Поэтому в процессе эксплуатации приходится производить обтяжку фланцевых соединений . При нормальной температуре релаксация происходит очень медленно. При высоких температурах скорость этого процесса значительно увеличивается. [21]
Пробивание прокладок лючков коллекторов, секций и трубопроводов бывает вследствие плохой, подготовки уплотняющих поверхностей, небрежной установки прокладок, а также из-за несоответствия материала прокладки условиям работы. [1]
Опасно также пробивание прокладок , сопровождающееся утечкой кислорода в окружающую среду. В связи с этим в кислородопроводах и арматуре предпочтительнее применять такие виды соединений, в которых ограничен доступ кислорода к уплотняющему материалу, например типа шип-паз или с экранированием прокладки металлической фольгой. [2]
Неплотности во фланцевых соединениях вследствие пробивания прокладок могут возникать из-за перекоса фланцев, неравномерной затяжки болтов, резких колебаний давления и температуры, невысокого качества материала прокладки. [3]
Неплотности во фланцевых соединениях вследствие пробивания прокладок могут возникать из-за перекоса фланцев, неравномер-ностей затяжки болтов, резких колебаний давления и температуры, невысокого качества материала прокладки. [4]
В чугунных экономайзерах чаще всего бывает пробивание прокладок в соединительных фланцах, разрывы отдельных соединительных калачей и труб, и обрывы фланцев при чрезмерной затяжке болтов фланцевого соединения калача. [5]
Повреждения фланцев возникают обычно в результате пробивания прокладки струей газа или жидкости или повреждения зеркала фланца при разборке фланцевого соединения с помощью зубила. [6]
Гидравлические удары весьма опасны; они приводят к разрушению тепловой изоляции, разрыву сварных швов и пробиванию прокладок во фланцевых соединениях. Поэтому в схеме деаэраторной установки нельзя допускать наличия горизонтальных участков трубопроводов и необходимо следить за исправным состоянием обратных клапанов на всех линиях, присоединенных к деаэраторам. [7]
Гидравлические удары весьма опасны; они приводят к разрушению тепловой изоляции, разрыву сварных швов и пробиванию прокладок во Фланцевых соединениях. Поэтому в схеме деаэраторной установки нельзя допускать наличия горизонтальных участков трубопроводов и необходимо следить за исправным состоянием обратных клапанов на всех линиях, присоединенных к деаэраторам. [8]
Вскипание может сопровождаться бросками воды и пены в паропровод, парением арматуры, гидравлическими ударами и пробиванием прокладок во фланцах. [9]
Как видно из таблицы наибольшее количество неполадок по вине ремонтного персонала бывает с поверхностями нагрева котлов, дымососами и вентиляторами, мельничным оборудованием, механизмами топочных устройств, из-за пробивания прокладок и пр. [11]
Вспенивание воды в котле может иметь место из-за плохого качества котловой воды и недостаточной продувки котла и сопровождается быстрым повышением уровня воды и даже уходом воды в верхнюю гайку, а в случае заброса воды в паропровод - падением температуры перегретого пара, парением паровой арматуры, ударами в паропроводе. Возможно пробивание прокладок и аварии. При вскипании следует немедленно уведомить машиниста и снизить нагрузку котла, уменьшив питание и подачу топлива в топку. Кроме того, произвести периодическую продувку котла, открыть дренажи паропровода и усилить непрерывную продувку, если таковая имеется. [12]
Нельзя допускать парения или течи прокладки, фланцевое соединение должно быть абсолютно плотным. Наличие даже незначительной течи в виде капель может привести к пробиванию прокладки . В случае необходимости замены прокладки нужно отвернуть гайки болтов, вынуть их из отверстий, зачистить и освободить фланцы от старой прокладки. Заготовленную новую прокладку следует смазать маслом и графитом, что предохранит ее от прикипания к поверхностям фланцев. При соблюдении этих условий, а также при наличии прокладки равномерной толщины могут быть обеспечены ее достаточная прочность и надежность. Установка косых или двойных прокладок не допускается. [13]
Значительный шум могут вызывать аэродинамические причины - утечки пара, резкие перепады давления в трубопроводах РОУ и БРОУ. Особенно вредно действуют на организм человека неожиданные и внезапно возникающие на полную силу шумы, вызываемые продувкой паропроводов в атмосферу, работой предохранительных клапанов, пробиванием прокладок фланцевых соединений , поломками водомерных стекол, гудками и пр. [14]
Вспенивание и броски воды в котле могут привести к забросу воды в паропровод, паровую машину или турбину и вызвать аварию. Кроме того, при вспенивании, которое сопровождается быстрым повышением уровня воды и даже уходом ее в верхнюю гайку водоуказательной колонки, особенно при больших и резко изменяющихся нагрузках котла, трудно следить за уровнем воды и можно допустить упуск ее. Иногда это сопровождается снижением температуры пара, ударами в паропроводе, пробиванием прокладок во фланцевых соединениях, приводящим к аварийной остановке котла или аварии. [15]
2.5.Порядок сборки и разборки фланцевых соединений.
При эксплуатации трубопроводов фланцевые соединения иногда пропускают жидкость или газ. Пропуск жидкости или газа во фланцевых соединениях объясняется тем, что при прогреве трубопровода на изолированных фланцах их температура растет быстрее температуры крепежных деталей.
Обтяжка фланцев для металлических прокладок обычно ведется вкруговую, причём шпильки фланцевого соединения обходятся несколько раз и при каждом последующем обходе усилие обтяжки увеличивается.
Контролируется затяжка промером расстояний между дисками фланцев с противоположных сторон.
Нагрев проводится газовыми горелками на полосе шириной не более половины диаметра с той стороны, в которую требуется произвести полб.
Если труба из легированной стали, то после подгибки с нагревом надо провести термическую обработку участков, подвергающихся нагреву.
Устранять, не параллельность фланцевых соединений путем затягивания шпилек категорически запрещается, т.к. это создаёт дополнительные напряжения у части шпилек.
2.6.Установка прокладки.
Прежде чем установить прокладку, её тщательно осматривают: не допускают к установке прокладки со следами излома, трещин и морщин. Паронитовые прокладки выпускаются специальными заводами. Если отсутствуют стандартные прокладки, их вырубают зубилом или вырезают или вырезают при помощи специальных приспособлений.
Металлические прокладки с мягкой набивкой, а также плоские точёные и овальные кольца поступают в централизованном порядке со специальных заводов, но при необходимости могут быть изготовлены в любой ремонтной мастерской.
3.Предохранительные клапаны
Служат для предотвращения недоступительного понижения давления в аппаратах и трубопроводах. При повышение давления сверх установленной нормы, клапан открывает и сбрасывает часть пара в атмосферу или в специальную выхлопную линию.
В зависимости от количества тарелок клапаны подразделяются на одинаковые и двойные. Пружинные клапаны более компактны по сравнению с грузовыми, однако усилия пружины могут со временем изменятся, поэтому грузовой клапан надежнее.
В зависимости от конструкции корпуса предохранительные клапаны могут быть герметичными и открытыми. В герметичных сбрасываемая среда отводится в специальный трубопровод. Такие клапаны применяют для ядовитых и взрывоопасных сред.
В открытых среда сбрасывается наружу. Они применяются для работы с безопасными средами (паром, сжатым воздухом и т.д.) (5,311)
При ревизии предохранительных клапанов проводится разборка, чистка и проверка уплотнительных поверхностей клапана и его седла (6,231).
4.Заглушки
К деталям трубопровода относятся заглушки для глухого запирания трубопроводов или его части. Заглушки для глухого запирания торцов труб изготавливают плоскими, плоскими ребристыми и отбортованными в зависимости от параметров эксплуатации трубопровода.
В ремонтной практике наиболее часто применяют фланцевые заглушки , предусмотренные ГОСТом для различных давлений в трубопроводе. Влияние температуры учитывается расчетным увеличением давления, для которого подбирается заглушка.
Читайте также: