Опиливание и сверление металла
Обновлено: 05.07.2024
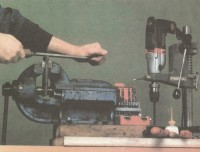
Впервые взявшись за слесарное дело, вы вскоре обнаруживаете, что казавшийся таким твердым металл совсем не такой уж непокорный материал. Правильно подобранное сверло проходит сквозь него как сквозь масло. Сверла по металлу из высокопрочной быстрорежущей стали имеют заточенную в форме крыши и закаленную рабочую часть. Режущая кромка, огибающая стержень по спирали, врезается в металл все глубже и глубже. Если сверло не идет дальше, не усиливайте давление: сверло может сломаться. Установите на дрели меньшее число оборотов. И не забывайте периодически помещать конец сверла в мыльно-щелочной раствор с небольшой добавкой масла. Этот раствор применяют также при нарезании резьбы.
При сверлении и нарезании резьбы инструмент необходимо держать строго перпендикулярно поверхности детали. Предварительно деталь следует зажать — туго и без перекоса. Не работайте без опоры, для дрели всегда используйте стойку.
Одним из основных способов металлообработки является опиловка. Домашний мастер пользуется напильником в первую очередь для сглаживания поверхностей и удаления заусениц после работы пилой, а также для обработки удлиненных отверстий и проемов.
Когда все размеры согласованы и разметка нанесена, детали подвергают чистовой обработке, то есть готовят к сборке. Здесь важно правильно использовать напильник, шлифовальный круг, сверло и резьбонарезной инструмент. Чистовая обработка требует соблюдения максимальной точности.
Самые распространенные напильники

Напильники различаются по видам поперечного сечения и по структуре рабочей поверхности — насечке. Для работ по металлу применяются плоские (прямоугольного сечения, на рисунке вверху), полукруглые, круглые, квадратные и трехгранные напильники. Очень важно, чтобы инструмент был прочно насажен на рукоятку, иначе можно поранить руку, если рукоятка сорвется во время работы.
Размеры резьбы

Наружный диаметр резьбы D определяет расстояние между впадинами. Виток при одном обороте поднимается на шаг Р. Внутренний диаметр резьбы d определяет расстояние между выступами.
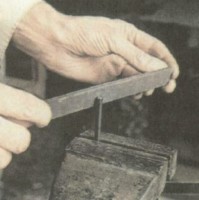
Работать напильником не трудно
Чтобы добиться оптимальных результатов при опиловке, деталь необходимо туго зажать в тисках. При этом обрабатываемый участок должен находиться довольно близко к верхнему краю губок тисков. Встаньте перед верстаком на расстоянии примерно в полшага, возьмитесь одной рукой за рукоятку напильника, другой — за конец опиловочного полотна. Ведите полотно вперед с нажимом, назад — без нажима. Держите напильник горизонтально: даже легкий наклон может привести к образованию закругленного профиля, При черновой опиловке подавайтесь всем телом вперед по ходу движения напильника и используйте его на всю длину. Для обработки небольших деталей выбирайте как можно более длинный и широкий напильник.
Приносящий пользу мел
Мелкие опилки (особенно алюминиевые) быстро забивают насечку напильника. Необходимо во время работы периодически чистить напильник щеткой из латунной или стальной проволоки. Ведите щетку в направлении насечки. Очистить напильник с тонкой и частой насечкой помогает мелок, которым предварительно натирают инструмент. Не допускайте попадания масла на напильник (иначе он будет проскальзывать) и держите его всегда сухим: ржавые напильники быстро тупятся!

Правильная работа напильником: инструмент держите обеими руками, вперед ведите с нажимом, назад — без нажима.

В процессе работы периодически очищайте проволочной щеткой насечки напильника от опилок.
Выравнивание
Выровнять грубые обрезные кромки или зачистить сварные швы на крупных деталях, которые нельзя зажать в тисках, можно ручной угловой шлифовальной машиной.
Для чистовой обработки грубых срезов толстостенных труб или профилей используют черновой шлифовальный круг, для выравнивания поверхностей или удаления с них ржавчины — фибровый шлифовальный круг. Черновые круги изготовлены из твердого материала и по мере износа становятся тоньше. У фибровых шлифовальных тарельчатых кругов, в отличие от черновых, гибкая основа.

Черновой шлифовальный круг передвигают под углом 30 градусов, покачивая в обе стороны. Так, к примеру, выравнивают сварной шов.

Гибким фибровым шлифовальным кругом выравнивают поверхности, удаляют ржавчину.
Сверление и зенкование
Для сверления отверстий в металле годятся только сверла из высокопрочной быстрорежущей стали. Они хорошо заточены, а их режущие кромки сходятся в вершине под определенным углом.
Когда сверло изношено, оно «скачет» по поверхности, не режет металл и быстро нагревается. За-тачивание сверла вручную — непростая работа даже для профессионала. Лучше затачивать сверла в мастерской или приобрести соответствующее приспособление к сверлильной машине. Если вы занимаетесь слесарными работами от случая к случаю, то имеет смысл купить новое сверло. При сверлении важно правильно подобрать скорость резания. При этом учитываются диаметр сверла и характер обрабатываемого материала. На большинстве сверлильных машин помещена таблица с соответствующими параметрами. Правда, относятся они к обычной конструкционной стали. При сверлении отверстий в алюминиевых и латунных деталях число оборотов сверла можно без опаски увеличить вдвое, при работе с более твердыми материалами скорость, наоборот, нужно уменьшить.
Разметьте кернером центры всех отверстий, которые нужно просверлить, затем сверлом диаметром 6 мм проделайте черновые отверстия глубиной 3 мм. Периодически погружайте сверло в мыльно-щелочной раствор с добавлением масла или в готовую эмульсию, купленную в магазине.

Смазка ускоряет сверление. Благодаря ей сверло идет «как по маслу», быстро охлаждается и не перегревается.

Чтобы выполнить зенкование чисто, выберите небольшую скорость и опускайте дрель только с легким нажимом.
Нарезание резьбы
Для нарезания внутренней резьбы необходимо просверлить в детали отверстие. Диаметры отверстий под обычную метрическую резьбу вы найдете на оборотной стороне большинства штангенциркулей. Для чернового сверления выбирайте сверло, диаметр которого немного меньше диаметра отверстия под резьбу. В процессе сверления следите за тем, чтобы дрель располагалась строго вертикально; для этого лучше всего использовать стойку для дрели.
Резьбу нарезают специальными метчиками. Нарезание резьбы чистовым метчиком за одну операцию возможно только в мягком материале и только в отверстии небольшого диаметра. Чаще применяется набор из трех метчиков: чернового, промежуточного и чистового. Эти инструменты используют один за другим. Метчик можно вращать вручную или установить в дрели.
Для нарезания наружной резьбы на стержне (пальце) нужна плашка. У нее три установочных винта, с помощью которых лезвия, образующие резьбу, подтягивают или раздвигают. Верхушке пальца напильником придают коническую форму, чтобы обеспечить насадку и продвижение плашки.

Закрепленный одним или двумя оборотами метчик врезается в металл, «прокладывая колею».

Верхушку зажатого в тисках круглого стержня обрабатывают напильником, чтобы образовалась фаска.
При насадке на стержень плашку держат строго горизонтально и проворачивают с небольшим нажимом.

С помощью винтов регулируется положение лезвий: средний винт их раздвигает, два крайних — сжимают.
Рубка, резание и опиливание при слесарных работах
Рубка — слесарная операция, при выполнении которой с помощью зубила и слесарного молотка либо удаляется с поверхности заготовки слой металла, либо заготовка разрубается на части. Рубку применяют в тех случаях, когда станочная обработка нерациональна или трудновыполнима.

Рубка, как правило, является подготовительной операцией. Точность обработки с помощью рубки не превышает ±0,5 мм. Рубку проводят в тисках. Заготовки из листового материала рубят на части на плите. При рубке заготовок из вязких металлов рабочую кромку зубила следует смачивать индустриальным маслом. Заготовки из хрупких металлов (чугуна, бронзы) рубят от края к середине.
Для облегчения и ускорения рубки широких поверхностей предварительно прорубают канавки крейцмейселем, а затем срубают зубилом оставшийся между канавками металл. Толстые заготовки надрубают с обеих сторон, а затем ломают.
Ударным инструментом при рубке служат ручные слесарные, пневматические или электрические молотки, а режущим — зубила, крейцмейсели, бородки, выколотки. Производительность механизированной рубки возрастает в 4–5 раз по сравнению с ручной. При выборе слесарного молотка учитывают ширину лезвия зубила: на 1 мм ширины лезвия зубила должно приходиться 30…40 г массы молотка, а для крейцмейселя — 80 г. Углы заострения у зубил и крейцмейселей должны быть следующие, °:
Чугун, твердая сталь, бронза — 70
Сталь мягкая и средней твердости — 60
Латунь, медь, титановые сплавы — 45
Алюминиевые сплавы — 35
На монтажной площадке при установке оборудования на фундаменты осуществляют рубку бетонных поверхностей фундаментов и металлических поверхностей подкладок после газовой резки.
Резка — слесарная операция разделения заготовок из листового и профильного материала и труб на части. В зависимости от размера, формы и материала заготовок резку осуществляют с помощью ручного или механизированного инструмента: ножниц, острогубцев, ручных ножовок, труборезов. Различают резку металла со снятием стружки и без нее.
Ручными ножницами осуществляют резку заготовки из тонкого листового и полосового материала (толщиной 0,5…1,0 мм из стали и толщиной до 1,5 мм из цветных металлов). Для резки по прямой линии и окружности большого радиуса используют ножницы с прямыми лезвиями, а для вырезки фигурных профилей с малыми радиусами — ножницы с криволинейными лезвиями.
Режущие кромки ножниц сдвигаются одна относительно другой постепенно. Кромки ножниц в шарнирном соединении должны плотно прилегать друг к другу и иметь легкий ход. При тугом ходе возникает большое трение, вызывающие излишние усилия в работе и быстрое изнашивание режущих кромок. При большом зазоре между режущими кромками разрезаемый материал будет сминаться и заклиниваться. Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони, мизинец помещается между рукоятками ножниц. Удерживая лист левой рукой, подают его между режущими кромками, направляя верхнее лезвие точно посередине разметочной линии, которая должна быть видна при резке.
При резке по прямой линии следует применять левые ножницы и соизмерять величину раскрытия их настолько, чтобы они могли захватить лист на длину не более 30 мм по прямой риске. При резке по наружным фигурным контурам лист поворачивают так, чтобы ножницы не закрывали линию резки.
Заготовки режут также ручными ножницами с зажатием одной рукоятки в тисках. Этот прием используют при резке заготовок толщиной до 1,2 мм по прямой линии. Для резки заготовок из листового материала толщиной до 2,0 мм применяют рычажные ножницы. Острогубцами (торцовыми кусачками) режут проволоку диаметром до 5 мм. Перед резкой ее правят, протягивая вокруг круглой оправки. Проволоку помещают между лезвиями так, чтобы она располагалась перпендикулярно к ним. Угол заострения режущих кромок выбирают в зависимости от твердости разрезаемого материала; обычно он равен 55…60°.
Ручные ножовки применяют для резки толстых листов, профильного проката и труб. Ручной ножовкой прорезают шлицы, пазы, обрезают и вырезают заготовки по контуру. Заготовку зажимают в слесарных тисках, размечают; при необходимости трехгранным напильником дают пропил по риске и выполняют резку. Трубы зажимают в специальном трубожиме, закрепленном на верстаке. Место реза должно быть как можно ближе к прижиму.
Для резки ручную ножовку необходимо правильно закреплять и иметь отработанную координацию движений. Движения при работе ножовкой должны быть плавными, без рывков и с таким размахом, чтобы в резке участвовали все зубья полотна. Скорость движений при резке ножовкой должна составлять 30…60 ходов в минуту.
Заканчивая резку, следует ослабить нажим на ножовку, уменьшить скорость движений, чтобы избежать поломки полотна. Полотна ручных ножовок с шагом 0,8…1,0 мм используют для резки тонкостенных труб и листового материала; с шагом 1,25 мм — для резки профильного проката; с шагом 1,6 мм — во всех остальных случаях резки. Перед работой полотно смазывают густой смазкой или индустриальным маслом.
Для резки труб кроме ручной слесарной ножовки применяют ручной труборез, у которого режущими частями являются стальные диски-ролики. Трубу зажимают в прижиме, надевают на труборез и, вращая рукоятку трубореза вокруг своей оси, доводят подвижный ролик трубореза до соприкосновения со стенкой трубы. За рукоятку труборез поворачивают вокруг трубы на один оборот, проверяют соответствие разметки и прорезанной линии, затем вращают труборез вокруг трубы до тех пор, пока ее стенки не будут прорезаны.
При больших объемах резки листового материала по прямолинейному и фигурному профилям с толщиной разрезаемого листа 2,5…4,8 мм используют ручные пневматические и электрические ножницы. Различают ножевые и прорезные ножницы. У ножевых ножниц один нож подвижный, другой неподвижный, а у прорезных ножниц материал последовательно просекается пуансоном.
Опиливание — слесарная операция, при которой с поверхности заготовки снимают слой материала с помощью напильника или надфиля. Опиливанием придают детали требуемую форму и размеры, пригоняют сопрягаемые поверхности по месту. Различают опиливание грубое, когда снимают слой металла толщиной до 1,0 мм, и тонкое, когда слой снимаемого металла не превышает 0,3 мм. Опиливанием обрабатывают плоские и криволинейные поверхности, пазы, канавки, отверстия различной формы и т.д. Точность, достигаемая при опиливании напильниками различных типов, приведена в табл. 3.
Напильник — это многолезвийный режущий инструмент. По числу зубьев на 1 см длины различают напильники шести номеров: 0; 1 — драчевые; 2; 3 — личны’е; 4 и 5 — бархатные. Драчевые напильники применяют для чернового опиливания, бархатные — для доводки поверхности.
При опиливании заготовку зажимают в тисках так, чтобы опиливаемая поверхность выступала над уровнем губок на 8…10 мм. Для предохранения заготовки от вмятин при зажиме на губки тисков надевают нагубники из мягкого материала. Опиливание начинают с проверки припуска на обработку, который должен обеспечить изготовление детали по размерам, указанным на чертеже. В зависимости от требования к параметрам шероховатости поверхности опиливание осуществляют драчевым, личны’м или бархатным напильником. Для получения правильно опиленной прямолинейной поверхности опиливание ведут в перекрестных направлениях под углом 30…40° к боковым сторонам заготовки.
Напильник не следует выводить на углы заготовки, так как уменьшается площадь опоры напильника, снимается большой слой металла — образуется «завал» края обрабатываемой поверхности. Образованию завалов способствует изгиб заготовки. Отклонение от плоскостности поверхности проверяют лекальной линейкой на просвет, накладывая ее в различных направлениях. Для улучшения условий опиливания, исключения завалов и т.п. применяют специальные приспособления: опиловочные призмы, универсальные наметки, кондукторы.
При обработке плоских поверхностей, расположенных под углом 90°, сначала опиливают поверхность, принимаемую за базу, затем — поверхность, перпендикулярную к базе. Контроль осуществляют по внутреннему углу угольника.
Выпуклые криволинейные поверхности обрабатывают с покачиванием напильника: в начале перемещения напильника его носок касается заготовки, а ручка опущена; по мере продвижения напильника носок опускается, а ручка приподнимается; при обратном ходе движения напильника противоположны.
Таблица 3. Достигаемая точность (мм) при опиливании
снимаемого за одно
Вогнутые криволинейные поверхности в зависимости от радиуса кривизны обрабатывают круглыми или полукруглыми напильниками. Напильник совершает сложное движение — вперед и в сторону с поворотом вокруг своей оси. Распиливание отверстий различной формы начинают с разметки и выполняют напильниками соответствующей конфигурации.
Одним из основных условий высококачественной обработки является правильный выбор напильников. Их выбирают по профилю сечения в зависимости от формы обрабатываемого отверстия: для квадратных отверстий — квадратные; для прямоугольных отверстий — плоские и квадратные; для трехгранных отверстий — трехгранные, ромбические и полукруглые; для шестигранных отверстий — трехгранные и квадратные. Напильники должны иметь ширину рабочей части не более 0,6…0,7 размера стороны или диаметра отверстия; длина напильника определяется размером опиливаемой поверхности плюс 200 мм.
Для обработки отверстий с криволинейными контурами применяют круглые и полукруглые напильники, у которых радиус закругления меньше радиуса закругления обрабатываемой поверхности. Надфили предназначены для обработки труднодоступных и узких мест. Контроль осуществляют штангенциркулем или специальными шаблонами.
Взаимная пригонка опиливанием двух деталей, сопрягающихся без зазора с большой точностью, называется припасовкой. Припасовка выполняется как окончательная операция при обработке деталей шарнирных соединений и чаще всего при изготовлении различных шаблонов. Для припасовки используют напильники и надфили с мелкой насечкой.
От стружки напильники и надфили очищают стальной щеткой, а сильно загрязненные опускают в 10 %7ный раствор серной кислоты на 10…12 мин, затем промывают в воде и очищают стальной щеткой. Стойкость слесарных напильников общего назначения при опиливании заготовок из стали составляет в среднем 100 ч, при опиливании заготовок из цветных металлов 140 ч.
Опиливание металла

Опиливание металла не имеет отношения к разделению какой-либо заготовки или детали на части. Эта операция является одним из этапов обработки, когда необходимо задать определенную форму или шероховатость.
Опиливание часто производится вручную при помощи разного рода напильников, но также возможна и механизированная обработка. В нашей статье мы расскажем, как осуществляется опиливание металла, разберем инструменты и правила безопасности этого процесса.
Виды опиловочных работ
Опиливание представляет собой операцию, выполнение которой требует снятия с заготовки припуска (верхнего слоя металла). Оно осуществляется с помощью напильника – специального режущего инструмента. Основной задачей опиливания выступает создание необходимых параметров (габаритов, размеров, шероховатости верхнего слоя).
Некоторые виды опиливания зарекомендовали себя как наиболее часто используемые. Среди них стоит отметить: опиливание отверстий, выступов, пазов и углублений; опиливание сложных или фасонных, внутренних угловых и наружных поверхностей; опиливание криволинейных и плоских поверхностей.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Также все разновидности опиливания делятся на два этапа – черновой (предварительный) и чистовой (окончательный, отделочный).
Благодаря напильнику отклонение от заявленных размеров будет минимальным – от 0,05 до 0,01 мм. Припуски тоже будут микроскопическими – в районе 0,05–0,025 мм.
Виды инструментов для опиливания металла
Инструменты для опиливания металла могут иметь простую, перекрестную, дуговую либо точечную насечку.

Рассмотрим их более подробно:
- Напильник с простой (одинарной) насечкой сделан для того, чтобы опиливать мягкие материалы. Они могут являться как металлическими (сплав из свинца, алюминия, латуни, цинка и т. д.), так и неметаллическими (дерево). Одинарная насечка помогает снимать широкую стружку.
- Напильник с перекрестной насечкой, которую также называют двойной, создан для опиливания твердых материалов (чугуна, стали). Принцип его действия достаточно прост. Предварительно основной инструмент для формирования рельефа насекается под углом 25°, а вспомогательный – под углом 45°. В процессе опиливания основная насечка будет снимать слой стружки, вспомогательная раздробит эту стружку.
Также стоит учитывать шаг насечек. Шагом называют расстояние между располагающимися рядом зубьями.
У вспомогательной насечки расстояние будет меньше, чем у основной. Из-за данной особенности зубья располагаются по прямой, составляющей с осью напильника 5°, и при любом движении частично перекрывают друг друга.
В результате обрабатываемая поверхность получится не настолько шероховатой и грязной, как могла бы.
- Дуговая насечка выходит после фрезерования. Свое название она получила благодаря дугообразной форме, которая обеспечивает высокое качество обработки и отличную производительность. Также хорошему опиливанию способствуют большие углубления между рядом расположенными зубьями. Напильники с такой разновидностью насечек используют в процессе обработки мягких металлов, среди которых дюралюминий и медь.
- Точечная (рашпильная) насечка делает размещение стружки более удобным. Ее получают путем вдавливания металла особыми трехгранными зубилами. В результате выходят выемки, расположенные в шахматном порядке.
Опиливание металла также осуществляют напильниками, классифицируемыми по назначению. Среди них выделяют инструменты специального и общего назначения, машинные напильники, надфили и рашпили.
Если говорить о напильниках специального назначения, то к ним относятся следующие разновидности:
- тарированные – созданные для определения твердости;
- пазовые – предназначенные для качественной обработки узких пазов;
- алмазные – участвующие в доводке и заточке режущих инструментов;
- для обработки деталей, состоящих из неметаллических материалов и изделий из легких сплавов;
- квадратные и плоские – имеющие фрезерованные зубья для опиливания цветных металлов и чугуна;
- плоскопараллельные с прямоугольными сечениями, которые принято использовать в отделочных работах на металлорежущих станках.

Общеслесарные работы осуществляются инструментами общего назначения. Длина бруска может составлять: 10; 12,5; 15; 20; 25; 30; 35 и 40 см. Внутри этой категории инструменты для опиливания металла могут иметь разные формы и габариты насечки.
По форме бруска следует выделять:
- плоские напильники;
- плоские остроносые напильники, сфера применения которых – опиливание внутренних или наружных плоских поверхностей;
- круглые напильники, используемые для обработки овальных, вогнутых и других отверстий с закругленными углами, если их радиус небольшой;
- полукруглые напильники, которые, в отличие от круглых, подойдут для обработки больших круглых отверстий и вогнутых криволинейных поверхностей со значительным радиусом; также они предназначены для плоскостей, которые расположены под углом наклона больше 30°;
- ромбические напильники, отлично подходящие для опиливания и снятия заусенцев с деталей в форме звезд и дисков, а также пазов и углов более 15°;
- квадратные; предназначенные для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
- трехгранные напильники, созданные для заточки пил по дереву и обработки острых углов (более 60°);
- ножовочные, используемые при создании режущих инструментов, а также в случае с клиновидными канавками, узкими пазами, внутренними углами и отверстиями трехгранной, квадратной либо прямоугольной формы.
Рашпилями пользуются как для опиливания заготовок из металла (обязательно мягкого), так и для обработки неметаллических материалов (дерева, пластмассы, резины, кожи). К данной разновидности прибегают, когда напильники общего назначения не справятся с задачей.
Надфили представляют собой небольшие напильники, у которых длина рабочей части составляет всего 5, 6 либо 8 см. Их форма поперечного сечения не отличается от таковой у напильников общего назначения.
Надфили также можно разделить на три группы: трехгранные односторонние, пазовые, а также овальные. В каждой из указанных групп возможно три типоразмера.
Материал данных напильников – сталь марки У13А либо У13. Номеров насечки у надфилей 10. Это 8, 7, 6, 5, 4, 3, 2, 1, 0 и 00. Сфера применения этих инструментов достаточно широкая. Их можно использовать для зачистки мелкогабаритных отверстий, труднодоступных мест матриц, профильных зон изделий.
К надфилям также прибегают в процессе ювелирных, лекальных, граверных и иных работ, которые требуют максимальной точности.
Технология опиливания металла
Когда слесарь работает с напильником, он берет его правой рукой. Пока в руке находится ручка, ее скругленный конец должен упираться в ладонь. Также правила опиливания металла предполагают расстояние между левой рукой и краем носка напильника. Оно должно составлять от 20 до 30 мм.

Для качественной срезки стружки необходимо прижимать напильник к поверхности. Причем делать это нужно двумя руками, регулируя напряжение в процессе работы. Когда инструмент движется в направлении вперед (рабочий ход), правой рукой силу нажима следует увеличить, а левой – ослабить.
В случае, когда ход холостой, нажим следует убрать в принципе. Лучшая скорость для работы напильника – это от 40 до 60 двойных ходов за одну минуту. Под двойными ходами подразумевается комбинация холостого и рабочего хода.
Особое внимание нужно уделить и длине рабочей части. Она в обязательном порядке должна быть больше, чем обрабатываемая поверхность.
Среди главных видов опиливания металла нужно выделить черновое и чистовое. В случае чернового опиливания важнейшую роль играют драчевые напильники, т. е. инструменты с крупной насечкой. Именно они снимают наибольший металлический слой.
Если говорить о чистовом опиливании, то оно позволяет достичь меньшей шероховатости и большей точности в плане габаритов, так как используются напильники с мелкой насечкой (личные).
По характеру обрабатываемой поверхности классификация включает множество разновидностей, но главные – опиливание криволинейных (вогнутых или выпуклых) и плоских поверхностей.
В процессе опиливания металла с плоской поверхностью важно сохранить эту структуру. Нужно внимательно следить за процессом, чтобы ошибка не привела к «завалу» краев.
Положение рисок, которые оставляет инструмент в процессе работы, напрямую влияет на его направление. Именно эта взаимосвязь и повлияла на классифицирование методов опиливания.
Выделяют опиливание круговыми, поперечными, продольными, косыми, а также перекрестными штрихами.
Криволинейные поверхности можно обрабатывать разными методами, среди которых разновидности не только обычных, но и специальных.
Рассмотрим вариант как с вогнутыми, так и с выпуклыми поверхностями. В случае вогнутых поверхностей нужно обратить внимание на радиус кривизны. В зависимости от этого значения используется полукруглый либо круглый вид напильника.
Движение в процессе опиливания следующее: вперед и в сторону с параллельным совершением поворота вокруг своей оси. Для выпуклых поверхностей вполне подойдет плоский напильник. Движения должны быть раскачивающимися, чтобы инструмент как бы опоясывал поверхность по ее линии скругления.
И в случае выпуклых, и в случае вогнутых поверхностей процесс опиливания контролируется в соответствии со специально подобранными шаблонами или линиями разметки.
Механизированные способы опиливания металла
Ранее речь шла о ручном опиливании металла, но оно может быть и механическим. Это значительно облегчает и ускоряет процесс.
Определенные виды работ по опиливанию требуют максимально эффективной работы, поэтому для них механизация труда – необходимость.

Среди таких приборов выделяют два главных типа:
- приспособления первого типа – с роторным механизмом, где применяются электрические либо пневматические машинки, а в некоторых случаях – гибкий вал;
- приспособления второго типа – с возвратно-поступательным механизмом, где движения вращательного характера преобразовываются в прямолинейные.
К первой категории относятся абразивные круги и фасонные вращающиеся напильники.
Вариант с переносными опиловочными пневматическими машинками – лучший, если вам нужна быстрая и качественная работа. В них есть зажимные патроны, которые можно легко менять. Можно вставлять разнообразные абразивные круги и вращающиеся напильники, не ограниченные в своих габаритах и формах.
Уже отработавший воздух пневматического привода струйкой перемещается на обрабатываемое изделие. В результате такой манипуляции стружка легко удаляется с поверхности.
Инструменты второго типа расходуют энергию привода, исходящую от пневматической машинки или рукава бормашины. Приспособление обладает особой конструкцией. Она включает в себя корпус, где расположены зажимные патроны.
Они позволяют устанавливать напильники, подходящие вам по длине, ширине, высоте и форме. Именно в таких условиях и будет преобразовываться вращательное движение вала.
Механическое опиливание металла – не автоматизированный процесс, он тоже требует от слесаря определенных действий. Но их потребуется гораздо меньше, чем в случае с ручным инструментом. Так, рабочий будет лишь регулировать нажатие и поворачивать напильник в нужную сторону.
Именно на приспособление возлагается основной объем работы, причем напильник легко сменяется ножовочным полотном – главным режущим элементом ручной ножовки. Отработавший воздух струей направляется на изделие, чтобы быстро удалить стружку с рабочей области.
Контроль качества опиливания металла
Контроль качества крайне важен, ведь можно допустить серьезные ошибки. Чтобы проверить результат, потребуется специальная линейка на просвет. Приложите ее к обработанной плоскости. Если просвета между линейкой и изделием нет, то работа качественная, выполненная по всем правилам.
Если просвет равномерный, но он присутствует – то опилка была правильной, но грубой. Просвет был вызван особенностями насечки, которая оставила практически невидимые бороздки. Именно на их заусеницы и опирается проверочная линейка.
А вот если просветы неравномерные, то работа выполнена неправильно. В процессе возникли так называемые горбы (возвышенности), которых быть не должно.
Проводите проверку тщательно, прикладывая линейку под всеми углами наклона: поперек, вдоль, по диагонали. Когда вы будете перемещать проверочный прибор, то не забывайте приподнимать его.
Рекомендуем статьи
Нельзя просто передвигать его по обработанной поверхности, иначе вероятен износ и снижение качества (утеря прямолинейности). Держать линейку следует средним, указательным и большим пальцем правой руки.
Параллельность плоскостей относительно друг друга обычно проверяют кронциркулем. Во всех местах расстояние между верхней и нижней границей должно быть одинаковым. Инструмент нужно держать в правой руке за шарнир-шайбу.
Чтобы установить раствор ножек, необходимо просто слегка постучать по одной из них, когда она будет находиться на чем-нибудь твердом.
Есть и другие нюансы, связанные с ножками инструмента. Так, их концы обязательно должны находиться на одной линии, то есть быть напротив друг друга. Наклон, неправильное расположение или смещение вызовут искажения при проверке.
Раствор ножек устанавливается между двумя поверхностями в любом из мест, а затем свободно перемещается.
Если в процессе движения вы заметите качку между ножками прибора, то расстояние меньше необходимого. Если же перемещение стало более тугим и медленным, то это признак слишком большого расстояния. В обоих случаях равномерность нарушена.
Угольник – еще один действенный инструмент для проверки качества выполненной работы. Его необходимо прикладывать как можно плотнее, но без резких движений. Длинная сторона должна прилегать к широкой части изделия, а короткая – к проверяемой боковой плоскости.
Также в правильном варианте использования короткая сторона повернута к свету. После расположения угольника можно проверять результат. Если с контролируемой стороны деталь сделана строго по технологии, короткая часть инструмента будет плотно прилегать поперек боковой. Все остальные варианты прилегания – неверные.
Так, если угольник прикасается лишь к середине боковой части (в случае с выпуклой формой) или к ее краю (в случае с косой формой), работа сделана некачественно.
Техника безопасности при опиливании металла
При опиливании металла нельзя забывать о технике безопасности. Обязательно имейте в виду пункты, приведенные ниже:
- Держите напильник правильно. Пальцы левой руки слегка подогните, но не нажимайте ими на инструмент. В противном случае обратный ход может закончиться ранениями по неосторожности.
- Надевайте головной убор, особенно если работаете с чугунными деталями. От опилок и пыли с металла вас отлично защитит берет. Обладателям длинных волос рекомендуется надеть косынку, так как в них легко может забиться мусор.
- Когда работаете за тисками, занимайте правильную позу.
- Прежде чем взаимодействовать с ручками напильника, убедитесь в их исправности. Если же ручки отсутствуют, слабо прикреплены к инструменту либо имеют повреждения, начинать процесс запрещено.
- Даже хорошая ручка нуждается в правильном насаживании, иначе хвостовик может вас поранить.
- Ни в коем случае не сдувайте опилки и стружку ртом. Трогать ее руками также запрещается, ведь потом мусор может попасть в глаза либо в волосы. Приобретите специальную волосяную щетку и используйте ее для уборки стружки.
Опиливание – обработка металла и неметаллических материалов, без которой нельзя получить нужную форму детали. Чтобы сделать этот процесс более простым и производительным, рекомендуется прибегать к механизированным инструментам.
Присмотритесь как к пневматическим, так и к электрическим вариантам. Для обеспечения высокого качества соблюдайте технику безопасности и правила рабочего процесса. Также не забывайте проверять результат с помощью специальных инструментов (угольника, линейки, кронциркуля).
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Услуги сверления отверстий в металле

Сверление металла – весьма распространенная слесарная операция, ведь для создания различных видов конструкций требуются отверстия, разновидностей которых очень много (заклепочные, винтовые, болтовые, шпилечные).
Что касается инструмента, то для выполнения работ вполне достаточно обычной дрели, сверла с соответствующим диаметром, а также кернера с молотком для наметки отверстия. Сегодня подробнее расскажем о технологических особенностях самого процесса и дадим полезные советы.
Сверла для сверления металла
Сверление отверстий считается сложной операцией, но нередко она становится неотъемлемой частью обработки металла. Это объясняется тем, что металлические детали имеют высокую прочность и работать с ними без специального оборудования и технологий нельзя.
Сверление металла используется в различных сферах, в том числе в быту, когда нужно сделать отверстия на даче, дома, в гараже или при ремонте машины. Чтобы выполнить подобную процедуру своими руками, необходима электрическая дрель либо перфоратор с переходным патроном для сверла, кернер или метчик, позволяющий выполнить разметку.
Для сверления отверстий в небольших деталях рекомендуется прибегнуть к помощи сверлильного станка, позволяющего быть уверенным в направлении сверла и скорости обработки металла.
Также нужно понимать, что, не имея достаточного опыта, сложно выбрать подходящее сверло для сверления металла. Здесь необходимы специальные инструменты из быстрорежущей инструментальной стали, где при изготовлении режущей части к основному металлу добавляют нитрид титана.
Чаще всего используют сверла из быстрорежущей инструментальной стали с маркировкой HSS – именно по ней можно найти необходимую разновидность в магазине.
Сверление металлов, тяжело поддающихся обработке, таких как чугун, нержавейка и другие, требует применения сверла из твердосплавного состава. Правда, последнее обычно имеет очень высокую цену, что сказывается на стоимости всей процедуры.
Инструмент с добавлением кобальта с маркировкой P6M5K5 зарекомендовал себя как один из лучших по режущим свойствам. Кроме того, это оптимальный вариант с точки зрения соотношения цены и качества.
Виды отверстий в металле и способы их сверления
Существуют такие разновидности отверстий:
- глухие;
- сквозные;
- половинчатые, которые также называют неполными;
- глубокие;
- большого диаметра;
- предназначенные под внутреннюю резьбу.
При формировании последнего типа отверстий их диаметр определяют с допусками, установленными в ГОСТ 16093–2004.

Остановимся более подробно на видах отверстий, образуемых при помощи сверления металла:
Сквозные отверстия
Они проходят через всю толщину заготовки, поэтому важно защитить поверхность верстака или столешницы от выхода сверла за пределы изделия. В противном случае может пострадать инструмент, а на заготовке появятся дефекты, которые специалисты называют гартом.
Избежать подобной ситуации при сверлении металла позволяет ряд хитростей:
- выбор верстака с предусмотренным отверстием;
- использование прокладки из дерева или своеобразного сэндвича, в который входит дерево, металл и еще один слой дерева – такая защита располагается под обрабатываемой деталью;
- размещение под заготовкой бруска из металла с отверстием, через которое сверло может без проблем пройти;
- снижение скорости подачи инструмента на завершающем этапе.
Последний подход используется, когда необходимо сформировать отверстия прямо на месте – с его помощью снижается шанс испортить расположенные рядом поверхности.
Отверстия в тонколистовом металле вырезаются перовыми сверлами, поскольку при выборе спирального инструмента повреждаются края заготовки.
Глухие отверстия
Данный тип предполагает, что отверстия не являются сквозными. Чтобы отмерить глубину при сверлении металла, используют следующие методы:
- ограничение длины сверла при помощи втулочного упора;
- ограничение длины сверла патроном, имеющим регулируемый упор;
- использование линейки, которая предварительно зафиксирована на станке;
- сочетание нескольких способов.
Автоматика на некоторых станках отключает инструмент, как только тот доходит до определенной глубины. Нужно понимать, что во время работы иногда приходится неоднократно приостанавливать сверление, чтобы убрать частицы металла.
Отверстия сложной формы
Если отверстия идут по краю заготовки и являются половинчатыми, мастер соединяет кромки двух деталей или детали и прокладки. После чего зажимает заготовки в тисках и высверливает обычное отверстие.
Важно, чтобы материал прокладки не отличался от материала основного изделия. В противном случае инструмент будет съезжать в сторону части с более низким уровнем сопротивления.

В уголках, то есть профильном металлопрокате, сквозные отверстия делают после того, как заготовка зажата в тисках. Также необходимо использовать прокладку из дерева.
Самым сложным специалисты считают сверление металла цилиндрической заготовки по касательной. В первую очередь необходимо подготовить площадку, перпендикулярную отверстию, при помощи фрезеровки, зенковки. Далее можно переходить к созданию отверстия.
По такому же принципу обрабатывают поверхности, находящиеся под углом: создают площадку, вставляют прокладку из дерева между плоскостями, чтобы сформировать треугольник и уже после этого делают отверстие через угол.
Перед сверлением полых заготовок в них вставляют деревянную пробку.
Отверстия с уступами можно создать несколькими способами:
- Рассверливание – сверлом малого диаметра делают отверстие на всю глубину заготовки. Потом его рассверливают сверлами диаметрами от меньшего к большему, получая таким образом правильно центрованное отверстие.
- Уменьшение диаметра. Начинают с высверливания отверстия максимального диаметра, после чего меняют инструмент, постепенно сокращая диаметр и углубляя отверстие. Этот метод предполагает более простое отслеживание глубины отдельных ступеней.
- Отверстия большого диаметра – кольцевое высверливание.
Сверление отверстий значительного диаметра в металле толщиной до 5-6 мм предполагает большие физические и финансовые вложения. Диаметры в пределах 30–40 мм получают при помощи конусного или ступенчато-конусного сверла, причем второе более предпочтительно.
Если необходимо отверстие до 100 мм, выбирают полые биметаллические коронки или коронки с твердосплавными зубьями с центровочным сверлом. Лучшей репутацией пользуются инструменты «Bosch», особенно если запланирована обработка стали или иного твердого металла.
Подобное кольцевое высверливание требует меньших затрат электроэнергии, однако может быть достаточно дорогим. Дело в том, что ключевую роль играют не только сверла, но и мощность дрели, возможность ее использования на минимальных оборотах.
Толстый металл рекомендуется обрабатывать на станке, особенно если требуется сделать много отверстий при толщине заготовки свыше 12 мм.
Для сверления тонких листов металла используют узкозубые коронки или фрезу, чтобы сформировать отверстия большого диаметра. Причем фрезу фиксируют на «болгарке», однако при таком подходе не получается обеспечить ровные кромки.
Глубокие отверстия, СОЖ
Глубокими считают отверстия, у которых длина в пять раз превышает диаметр. Однако на практике под таким названием скрываются отверстия, при создании которых периодически приходится принудительно убирать стружку и использовать смазочно-охлаждающие жидкости.

Последние позволяют снизить температуру инструмента и обрабатываемой детали, так как трение приводит к их существенному нагреву. При сверлении такого металла, как медь, можно отказаться от подобных жидкостей, ведь он имеет высокую теплопроводность и без проблем отводит тепло.
Чугун тоже достаточно легко обрабатывается без дополнительных средств, если речь не идет о его высокопрочных разновидностях.
На производствах для смазки и охлаждения используют индустриальные масла, синтетические эмульсии, эмульсолы, а также ряд углеводородов. В быту подойдут:
- для мягких сталей: технический вазелин или касторовое масло;
- для алюминиевых сплавов типа Д16Т – хозяйственное мыло;
- для дюралюминия – смесь керосина с касторовым маслом;
- для силумина – скипидар, который предварительно был разведен спиртом.
Есть мастера, которые выбирают свиное сало для снижения трения. Однако можно своими руками приготовить универсальную охлаждающую жидкость для сверления металла. В ведре воды растворите 200 г мыла, добавьте пять ложек любого машинного масла, даже отработанного, после чего прокипятите раствор.
В результате должна образоваться однородная мыльная эмульсия.
Глубокие отверстия делают методом сплошного и кольцевого сверления. При втором подходе центральный стержень, который появляется по ходу вращения коронки, выламывают частями, а не сразу весь. Для этого его предварительно ослабляют дополнительными отверстиями небольшого диаметра.
Сплошное сверление металла осуществляется спиральным сверлом в надежно закрепленной заготовке, причем в каналы инструмента подается смазочно-охлаждающая жидкость. Время от времени сверло извлекают, не останавливая его вращение, чтобы удалить из образующейся полости частицы металла.
Работа идет в несколько этапов. На первом используют короткое сверло, чтобы надсверлить отверстие. Далее его заглубляют инструментом подходящего диаметра и длины. Чтобы сформировать отверстие большой глубины, рекомендуется прибегнуть к помощи направляющих кондукторных втулок.
Если вам часто приходится делать глубокие отверстия, стоит купить специальный станок. Такое оборудование обеспечивает точную отцентровку и автоматическую подачу технических жидкостей к сверлу.
Не рекомендуется вести сверление сразу с двух сторон, так как в домашних условиях эта процедура не может быть выполнена качественно.
Сверление металла по разметке, шаблону и кондуктору
Отверстия сверлят по выполненной разметке либо отказываются от нее в пользу шаблона/кондуктора.

Разметка выполняется кернером. Место входа сверла в металл отмечают при помощи удара молотка о кернер. Конечно, точку можно поставить обычным фломастером, однако благодаря кернеру острие не будет смещаться в начале сверления.
Работу проводят в такой последовательности: осуществляют предварительное сверление, проверяют отверстие, завершают сверление. Если не получилось сохранить намеченный центр, берут узкое зубило, чтобы сделать насечки или канавки – они будут направлять острие в нужную сторону.
Чтобы найти центр цилиндрической заготовки, необходим квадратный кусочек жести, предварительно загнутый под прямым углом. Высота его плеча должна быть равна радиусу детали.
Далее уголок прикладывают с разных сторон заготовки и проводят карандашом вдоль края, отмечая таким образом область вокруг центра. Либо центр для дальнейшего сверления металла можно найти при помощи пересечения перпендикуляров от двух хорд.
Шаблон позволяет изготавливать однотипные детали, на которых предусмотрен сразу ряд отверстий. Например, он значительно упрощает обработку пачки заготовок из тонкого металла, скрепленных между собой струбциной.
При помощи данного подхода удается получить несколько заготовок за раз. Шаблон можно заменить чертежом либо схемой, если речь идет о производстве радиодеталей.
Кондуктор применяют, если ключевыми требованиями к изделию является точное соблюдение расстояний между отверстиями и перпендикулярность канала.
Формирование глубоких отверстий, использование тонкостенных трубок предполагает применение не только кондуктора, но и направляющих. Последние призваны зафиксировать положение дрели относительно детали.
Безопасность и полезные советы по сверлению металла
- При сверлении металла важно соблюдать требования безопасности. В одежде мастера не должно быть элементов, которые могут попасть под вращающиеся части инструмента.
- Важно защитить глаза при помощи защитных очков от попадания стружки металла, которая может разлетаться в разные стороны. Также необходимо убедиться, что деталь крепко зафиксирована в тисках либо плотно прилегает к поверхности верстака, и только потом приступать к работе.
- Прежде чем коснуться поверхности металла, сверло должно начать вращаться – таким образом инструмент защищают от преждевременного затупления. Дрель не останавливают во время удаления бура из отверстия, а сбрасывают обороты. Отказ от соблюдения этого правила приведет к поломке инструмента или его может заклинить.
- Если сверло плохо углубляется в металл, значит, материал имеет гораздо большую твердость, чем данный инструмент. Нужно заменить сверло на аналогичное, но с наконечником из карбидного сплава, а дрель выставить на минимальные обороты.
- кромок, которые предназначены для проникновения в отверстия и снятия тонкого слоя обрабатываемого материала;
- спиральной нарезки, предназначенной для извлечения из отверстия стружки;
- хвостовика, используемого для закрепления сверла в инструменте.
- для нержавеющей и твердой стали угол должен быть от 135° до 140°;
- для конструкционной стали – 135°;
- для алюминия, латуни и бронзы – от 115° до 120°;
- для меди – 100°;
- для чугуна – задний угол 120°, а угол заточки кромки – 90°.
- универсальный;
- закрепляемый;
- поворотный;
- скользящий;
- накладной.
- Разметка поверхности.
- Отметка места будущего отверстия кернером и молотком.
- Зажатие заготовки тисками или струбциной.
- Установка сверла выбранного диаметра в инструмент.
- Центровка инструмента.
- Сверление отверстия (глухое или сквозное).
- Сверление проводят на верстаках, оснащенных отверстиями.
- Под обрабатываемое изделие подкладывают деревянный брусок либо металлическое приспособление с дырками для прохода сверла.
- Значительно понижают скорость обработки под конец сверления.
- специальной линейкой, которой оснащен станок;
- с использованием втулочных упоров для сверл;
- ограничением глубины сверления патронами, на которых регулируется упор.
- тисками зажимают детали либо заготовки с плотно прижатой подкладкой;
- делают центровку сверла на стыке заготовок;
- изготавливают отверстие.
- перпендикулярно отверстию ставится площадка с использованием зенковки либо фрезеровки;
- делается само отверстие.
- делается площадка;
- устанавливается под требуемым углом подкладка;
- сверлится отверстие.
- Технический вазелин – применяется преимущественно для сверления мягких материалов.
- Мыльный раствор – используют для алюминиевых деталей.
- Скипидар со спиртом – берут для силумина.
- Смесь различных масел – наносят для обработки сталей (инструментальных либо легированных).
- Перед началом сверления всегда проверяйте закрепление всех частей инструмента и заготовок.
- Одежда должна быть удобной и не иметь частей, которые могут попасть во вращающиеся части станка. Обязательно использование защитных очков.
- Соприкосновение с заготовкой должно быть только при вращении сверла. В противном случае произойдет быстрое его затупление.
- Обратное движение сверла при его вынимании из отверстия должно происходить с дрелью, включенной на малые обороты.
- Если при работе сверло не углубляется в обрабатываемый материал, следовательно, оно недостаточно твердое для металла. Узнать о повышенной твердости изделия можно, проведя по поверхности напильником, он не должен оставить следов. Сверло для таких металлов берется твердосплавное с присадками. Работа ведется на низких оборотах, подача должна быть небольшой.
- При малом диаметре сверла плохо крепятся в патроне. В этом случае необходимо намотать латунную проволоку на хвостовик сверла. Таким образом, увеличится диаметр для крепления.
- Полированная поверхность детали защищается фетровой шайбой, которую надевают на сверло. В результате не появляются царапинки. Заготовки из хромированной либо полированной стали крепятся с кожаными или тканевыми прокладками.
- Глубокие отверстия можно изготавливать также с использованием брусочка пенопласта. Он насаживается на сверло, ограничивает глубину его проникновения, а также сдувает стружку с поверхности заготовки.

Успешное сверление металла невозможно без правильно выбранного инструмента. Мастеру необходима мощная дрель, которая будет работать на низких оборотах, кобальтовые сверла или буры с насадками. Последние изготавливаются из карбидных сплавов.
Чтобы иметь возможность формировать отверстия большого диаметра, требуется конусный ступенчатый бур либо коронка с твердосплавными зубьями. Для работы с толстым металлом стоит отказаться от дрели в пользу обработки на стационарном станке.
Способы сверления металла

Способы сверления металла выбираются в зависимости от параметров самой заготовки и типа отверстия, которое необходимо сделать. Также от специфики задачи зависит и выбор вспомогательных приспособлений и смазки. В целом, технология сверления несложная, но требует знания нюансов, чтобы получить на выходе качественное изделие.
Еще важно, в каких условиях происходит сверление. Для бытовых операций точность и скорость могут иметь второстепенное значение, тогда как в производстве эти параметры выходят на первый план. В нашей статье мы расскажем, какие существуют способы сверления металла и как подготовить заготовку к этой операции.
Подбор сверл для сверления металла
Для производства отверстий в металле необходимы сверла. Они представляют собой стержни, изготовленные из сплава, который должен быть тверже материала заготовки. Такие приспособления делают из стали с обозначением HSS – марки Р18, Р6М5, Р9 (быстрорежущая сталь) либо используют твердые сплавы, специально созданные для работы с твердосплавными, закаленными деталями. Их марки ВК и Т5К10.

Сверла состоят из трех основных частей:
Для начала остановимся подробно на режущих кромках. Они представляют собой сходящиеся на вершине скосы, образующие перемычку. Угол схождения скосов, называемый главным, различается и зависит от выбранного режима обработки заготовки и ее материала.
Величина угла стандартизирована:
Сверло имеет две кромки, которые заточены под углом от 20° до 35°. Они определяют остроту инструмента. Угол кромки называется задним. Касание сверла поверхности заготовки происходит в соответствии с данным параметром. При этом за ним будет свободное пространство. Данная форма позволяет легко снимать и откидывать стружку с места работы. Угол может быть разным, иногда он составляет до 90°. Увеличение его значения необходимо для обработки хрупких заготовок из таких материалов, как латунь, чугун, бронза.
Спиральная нарезка – это канавки, помогающие отводить стружку. Каждая из них имеет свою кромку. Их плоскости всегда расположены параллельно оси вращения сверла. Такая кромка имеет название «ленточка». Ее задачей является зачистка стенок изготавливаемого отверстия с центровкой сверла.

Разметка металла перед сверлением
Перед началом сверления металла разными способами обязательно проводят разметку отверстия. С помощью кернера отмечают то место на поверхности изделия, где будет сделана прорезь. Помимо кернера, может быть использован маркер. Впрочем, это менее удобно, поскольку придется постоянно следить за нахождением сверла в выбранной точке. Кернер делает небольшое углубление в месте сверления. Для этого по нему ударяют молотком. Получаемая наметка будет удобной для дальнейшей работы.
Рекомендуем статьи по металлообработке
При необходимости производства нескольких отверстий в заготовках применяют шаблон. Таким образом, сверлят сразу несколько листов металла, которые соединены струбциной.
Для изготовления точных отверстий, которые должны быть расположены под углом, используют кондуктор. Это небольшая планка с расположенными на ней шаблонами для отверстий. Такие приспособления используются в разных отраслях промышленного производства.
В настоящее время применяется несколько видов кондукторов, например:
1. Простое сверление.
Знакомая всем техника изготовления отверстий в металле:
2. Рассверливание.
Рассверливанием заготовки называют технологию увеличения диаметра отверстия, которое было ранее изготовлено с использования сверл большего диаметра.
При работе на мелком производстве или дома применяют поэтапное рассверливание. Оно происходит постепенным увеличением диаметра инструмента. Причина заключается в применяемом инструменте, который не может сразу сделать отверстие, значительно отличающееся от существующего в толстом изделии. При поэтапном рассверливании значительно снижается осевое давление на инструмент (сверла), что снижает возможность поломок.
3. Уменьшение диаметра в глубине отверстия.
Технология состоит из нескольких этапов. Вначале используется толстое сверло, а потом меньшего диаметра.
4. Технология глубокого сверления заготовок.
Согласно технологии, глубокими признают отверстия, у которых диаметр в 25 или более раз меньше его длины. Работа усложняется необходимостью останавливать сверление и удалять стружку из отверстия, а также смазывать его охлаждающей жидкостью. Она применяется для охлаждения сверла и помогает исключить его деформацию (или поломку).
Глубокое сверление предполагает применение различных видов смазочно-охлаждающих жидкостей. Наиболее эффективными из них являются следующие:
Сплавы жаропрочные и нержавеющие
Состав включает сульфофрезол и олейновую кислоту в пропорции 80х20 %. Вместо сульфофрезола можно использовать смесь осерненного масла (50 %) и керосина (30 %)
Алюминий и его сплавы
Используются различные смешанные масла, эмульсия, керосин. Сверление может происходить без охлаждения
Применяются смешанные масла, эмульсии. Сверление может происходить без охлаждения
3–5%-ная эмульсия. Сверление может происходить без охлаждения
Смешанные масла. Сверление может происходить без охлаждения
3–5%-ная эмульсия и керосин. Сверление может происходить без охлаждения
Керосин и осерненное масло
Эмульсия и осерненное масло
Глубокое сверление происходит с использованием специальных сверл по металлу (корончатых, спиральных). Смазочно-охлаждающие жидкости поступают в автоматическом режиме. Станки для изготовления глубоких отверстий оснащены специальными системами их автоматической подачи.
Глубокое сверление должно происходить не спеша, с остановками, извлечением из отверстия сверла, его очисткой от стружки. Сверление с использованием спиральных сверл происходит в несколько этапов, со сменой инструмента от малого диаметра к большему.
5. Технология обработки толстых листов металла.
Листы толстого металла сверлят с помощью корончатых или конусных сверл. Их выбор зависит от необходимого диаметра отверстия. Если оно меньше 30 мм, то берут конусные. Если больше, то используют корончатые сверла. Устанавливаются они в дрели большой мощности либо в специальные сверлильные станки, которые в обязательном порядке должны работать на самых низких оборотах.
Наиболее эффективной признана технология изготовления отверстий корончатыми сверлами. Причина заключается в низких энергетических затратах. Кроме того, отверстия получаются точными с гладкими стенками.
6. Технология изготовления отверстий в тонких листах металла.
Тонкие листы металла сверлят, как правило, конусными сверлами, постепенно увеличивая их диаметр. Таким образом, избегают деформации заготовок.
Если есть ступенчатые конусные сверла, то применяют именно их. Использование ступеней с отметками значительно упрощает изготовление множества отверстий различного диаметра (или одного) на листе тонкого металла.

7. Особенности изготовления сквозных отверстий в заготовках металла.
Важным этапом сквозного сверления является защита рабочей поверхности от повреждения сверлом при его выходе с обратной стороны заготовки. Существует несколько способов предотвращения повреждения мебели:
8. Особенности изготовления глухих отверстий в металлических заготовках.
Глухими называют отверстия определенной глубины. Существует ряд методов ее установки:
Системы подачи на современном оборудовании автоматизированы, что существенно упрощает изготовление глухих отверстий в металле. Для этого задаются параметры работ.
Важно! Технология производства глухих длинных отверстий в деталях из толстого листа металла предполагает остановки с удалением из отверстия стружки.
9. Технологии изготовления сложных отверстий в металлических изделиях.
Сложными отверстиями считают, например, половинчатые, которые изготавливают на краю детали. Делают это следующим образом:
Сложнее происходит процесс сверления отверстий в цилиндрических заготовках. Он делится на два этапа:
Отверстия под углом изготавливаются так:
Под полые детали перед сверлением подкладывают древесные бруски. Изготовление отверстий с уступами происходит с использованием технологии, описанной ранее (рассверливание, уменьшение диаметра отверстия).

Приспособления для сверления металла
Различные способы сверления металла предполагают применение смазочно-охлаждающих жидкостей. В большинстве случаев с их помощью снижают трение и выравнивают температуру обрабатываемой поверхности и инструмента. СОЖ хорошего качества не будет вызывать коррозию, она полностью безопасна в использовании, у нее нет запаха, полностью выполняет свою функцию.
В качестве смазки для сверления металлических заготовок дома можно взять:
Иногда используется достаточно универсальный состав смазки, которую делают из смеси хозяйственного мыла (200 г) и масла моторного (20 г) с последующим кипячением до состояния эмульсии.
Существуют СОЖ промышленного производства. Их применение делает возможным увеличение скорости работ с разными сортами металла. Работа с нержавеющей сталью идет быстрее на 30 %. С чугуном рост еще выше – на 40 %.
Заключительные рекомендации по сверлению металла
В заключении важно отметить необходимость соблюдения правил техники безопасности, а также недопущения появления брака и ускоренного износа инструментов. Дадим несколько полезных советов:
Советы специалистов способны помочь повысить качество сверления металла различными способами с получением отверстий высокой точности в полном соответствии с конструкторской документацией.
Читайте также: