Определение шероховатости поверхности металла по образцу
Обновлено: 19.05.2024
Параметры и характеристики
Surface roughness. Parameters and characteristics
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 23.04.73 N 995 дата введения установлена 01.01.75
Ограничение срока действия снято Постановлением Госстандарта от 07.05.80 N 2019
Издание (август 2018 г.) с Изменениями N 1, 2, утвержденными в мае 1980 г., январе 2017 г. (ИУС 7-80, 7-2017)
1. Настоящий стандарт распространяется на шероховатость изделий независимо от их материала и способа изготовления (получения поверхности). Стандарт устанавливает перечень параметров и типов направлений неровностей, которые должны применяться при установлении требований и контроле шероховатости поверхности, числовые значения параметров и общие указания по установлению требований к шероховатости поверхности.
Стандарт не распространяется на шероховатость ворсистых и других поверхностей, характеристики которых делают невозможным нормирование и контроль шероховатости имеющимися методами, а также на дефекты поверхности, являющиеся следствием дефектов материала (раковины, поры, трещины) или случайных повреждений (царапины, вмятины и т.д.).
2. Требования к шероховатости поверхности должны устанавливаться исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна.
3. Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких) из перечня, приведенного в п.6, значений выбранных параметров (по п.8) и базовых длин, на которых происходит определение параметров.
Если параметры Ra, Rz, определены на базовой длине в соответствии с табл.5 и 6 приложения 1, то эти базовые длины не указываются в требованиях к шероховатости.
При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности, к способу или последовательности способов получения (обработки) поверхности.
Числа из табл.2-4 и п.9 используются для указания наибольших и наименьших допускаемых значений, границ допускаемого диапазона значений и номинальных значений параметров шероховатости.
Для номинальных числовых значений параметров шероховатости должны устанавливаться допустимые предельные отклонения.
Допустимые предельные отклонения средних значений параметров шероховатости в процентах от номинальных следует выбирать из ряда 10; 20; 40. Отклонения могут быть односторонними и симметричными.
4. Требования к шероховатости поверхности не включают требований к дефектам поверхности, поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
5. Допускается устанавливать требования к шероховатости отдельных участков поверхности (например,к участкам поверхности, заключенным между порами крупнопористого материала участкам поверхности срезов, имеющим существенно отличающиеся неровности).
Требования к шероховатости поверхности отдельных участков одной поверхности могут быть различными.
2-5. (Измененная редакция, Изм. N 1).
6. Параметры шероховатости (один или несколько) выбираются из приведенной номенклатуры:
Ra - среднеарифметическое отклонение профиля;
Rz - наибольшая высота профиля;
- полная высота профиля;
Sm - средний шаг неровностей;
S - средний шаг местных выступов профиля;
- относительная опорная длина профиля, где - значение уровня сечения профиля.
Параметр Ra является предпочтительным.
(Измененная редакция, Изм. N 1, 2).
7. Типы направлений неровностей поверхности выбирают из табл.1.
Типы направлений неровностей
Параллельно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования
Перпендикулярно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования
Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования
Различные направления по отношению к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования
Приблизительно кругообразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования
Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования
Шероховатость поверхности
Шерохотоватость поверхности – это показатели, которые обозначают определенное количество данных характеризующих состояние неровностей поверхности измеряемых сверхмалыми отрезками при базовой величине длины. Совокупность показателей, обозначающих возможную ориентацию направлений неровностей поверхностей с определенными значениями и их характеристикой, задается в нормативных документах ГОСТ 2789-73, ГОСТ 25142-82, ГОСТ 2.309-73. Совокупность требований указанных в нормативных документах распространяется на изделия, изготовленные с использованием различных материалов, технологий и методов обработки, за исключением имеющихся дефектов.
ГОСТ 2789-73 Шероховатость поверхности. Параметры, характеристики и обозначения
ГОСТ 25142-82 Шероховатость поверхности. Термины и определения

Высокое качество обработки деталей позволяет значительно снизить износ поверхностей, возникновение очагов коррозии, тем самым повышая точность сборки механизмов их надежность при длительной эксплуатации.
Основные обозначения
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
- Rmax –максимальное допустимое значение параметра по высоте.

Обозначение шероховатости поверхности
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
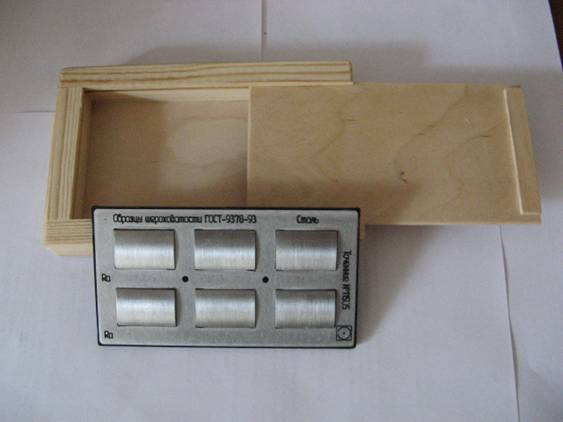
Методы осуществления контроля
Для осуществления контроля шероховатости поверхности используются два метода:

Образцы шероховатости поверхности
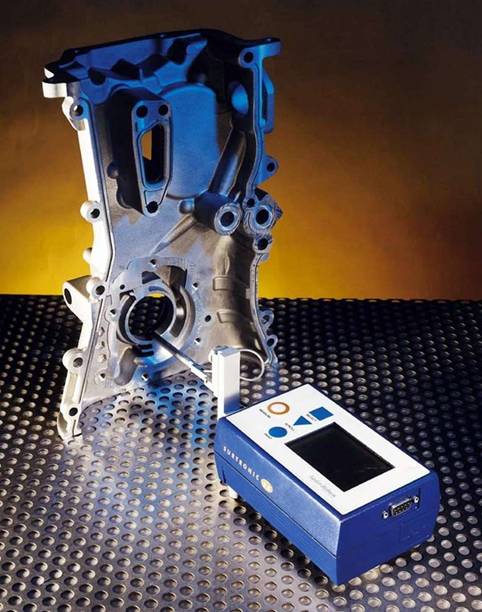
Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
- профилометра;
- профилографа;
- двойного микроскопа.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т. д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5-0,16 мкм, Rz=10-0,8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2,5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т. д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2,5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5,0-1,25 мкм, Rz=20-6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0,63-0,08 мкм, Rz=3,2-0,4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.

Классы шероховатости поверхности
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
Обозначение шероховатости на чертежах
Геометрические размеры будущей детали формируются изначально в мыслях конструктора, после чего показатель шероховатости и другие обозначения наносятся на чертежи в соответствии с установленными нормами в ГОСТ 2.307-68. Обозначение шероховатости устанавливается также с учетом ГОСТ 2789-73. Выбирается показатель шероховатости в зависимости от того, какую роль выполняет деталь в устанавливаемом механизме. На момент обработки поверхности мастер должен выдерживать указанную шероховатость на чертеже.
Правила нанесения
Существует довольно много правил, по которым должны указываться обозначения шероховатости. Для начала чертеж наносится тонкими линиями, после чего начинают указываться обозначения шероховатости, и только тогда контур выделяется толстыми линиями. Для того чтобы правильно читать шероховатость на чертеже следует знать правила его нанесения, а также то, как выглядят наносимые значки шероховатости.

Обозначения шероховатости поверхности на чертежах
Основные правила, по которым может указываться шероховатость, назовем следующие моменты:
- Указываться обозначение может в виде галочки, которая не может наносится в перевернутом виде к линии плоскости детали. Однако стоит учитывать присутствие осей центра вращения, так как в этом случае противоположные поверхности могут использоваться для нанесения нужных размеров и классов.
- Мастер должен учитывать, что нужная информация довольно часто указывается и на выносной полке.
- Важным моментом назовем то, что обозначение шероховатости может наноситься только с той стороны детали, откуда можно подвести режущий инструмент. Подобным образом технолог указывает особенности работы по образованию поверхности.
- Довольно часто можно встретить ситуацию, когда вся поверхность детали имеет одинаковую шероховатость. В этом случае на чертеже данный параметр указывается в правом верхнем углу, на деталь он не наносится. Также на чертеже могут наносится параметры шероховатости для всех поверхностей, а для особых указывается непосредственно на самой поверхности.
- Показатели наносятся и на резьбовой поверхности. Зачастую резьбовую поверхность указывают на выноске с другими параметрами по причине недостаточного места.
Все эти и многие другие условные обозначения указываются путем нанесения на поверхность или выносках, в правом углу чертежа с учетом ГОСТ 2789. Стоит помнить о том, что резьбовой поверхности также устанавливают показатели в соответствии с ГОСТ 2789. Применение тех или иных методов обозначения зависит от особенностей чертежа, а также решения инженера, который проводил разработку. Однако соблюдение установленных норм позволяет мастеру быстро разобраться с новым чертежом и указанными нормами.

Применяемые символы
На чертеж могут наносить несколько условных обозначений для того, чтобы сообщить мастеру об особенностях обработки детали. Распространенные значки следующие:
- Тип обработки не установлен – условный знак обычная галочка. Этот символ встречается крайне часто.
- Обработка с удалением материала – представлен также галочкой, в центре которой есть перемычка.
- При проведении обработки детали без удаления слоя материала также используется условный знак.
- Для указания класса могут указываться значения Ra или Rz. К примеру, Ra является средним арифметическим показателем отклонения профиля и может иметь различное числовое значение. Rz является обозначением неровности профиля по десяти точкам. Узнать класс можно по таблице. Во время изучения чертежа таблица может использоваться для выбора метода обработки.

Символы для обозначения шероховатости
Большая часть условных знаков используется лишь для указания метода обработки, значения Ra и Rz нужны для точного определения режимов обработки.
Проводимые изменения
В машиностроении и других отраслях промышленности, в которых проводится создание деталей путем снятия материала различными методами обработки, довольно часто встречается ситуация, когда мастеру предоставляется только чертеж, на основании которого он должен выбрать тип режущего инструмента и режимы работы. Примером можно назвать случай с резьбовыми поверхностями. Обозначение арифметического показателя отклонения профиля используется для определения класса шероховатости, после чего во время обработки проводится контроль качества поверхности. Пример можно назвать профилографы. Структура поверхности проверяется после каждого этапа обработки и доводится до нужного показателя. Именно поэтому важно понимать обозначения и уметь их использовать во время обработки.
Способы и методы измерения шероховатости поверхности.
Любая, обработанная даже тщательнейшим образом поверхность детали, не может быть полностью идеально ровной. Значение гладкости и ровности поверхности детали в любом случае будет отличаться от заданного чертежом значения, т.е. от номинального значения. При этом, отклонение может быть либо макрогеометрическим, либо микрогеометрическим. Макро геометрические отклонения могут быть охарактеризованы волнистостью детали и несоответствием форме. Микрогеометрические отклонения, в свою очередь, определяются не чем иным, кроме шероховатости поверхности.
Шерховатость - это совокупность микронеровностей появляющихся на поверхностях готовых изделий или деталей. При этом, шаг неровности, принимаемый в качестве шероховатости, должен быть очень мал, относительно базовой длины всей поверхности.
Вообще, принято выделять три вида шероховатости объекта:
- Исходная шероховатость - возникающая в результате технологической обработки изделия различными абразивами.
- Эксплуатационная шероховатость - это приобретаемая в процессе эксплуатации шероховатость в результате износа и рабочего трения.
- Равновесная шероховатость - это вид эксплуатационной шероховатости, который можно воспроизвести в стационарных условиях трения.
Параметры шероховатости определены в ГОСТ 2789-73 «Шероховатость поверхности. Параметры, характеристики и обозначения». Согласно этому документу, выделяют такие показатели шероховатости, как:
- Ra - это среднее арифметическое значение отклонения профиля.
- Rz - это высота неровностей профиля, снятая в 10 точках.
- S - это средний шаг местных выступов профиля;
- Sm - это среднее арифметическое значение шага неровности;
- Rmax - это максимальная высота профиля;
- tp - это относительная длина профиля (опорная), р - это уровень сечения профиля.
При задании шероховатости, как правило, используется параметр ср. арифм-го. отклонения профиля (Ra).
Стоит отметить, что именно шероховатость, оказывает наиболее сильное влияние на эксплуатационные характеристики двигателей машин, а также деталей и узлов различного оборудования. Возможно, именно поэтому, точное определение значения шероховатости - одна из самых важных задач метрологии.
Оценка шероховатости может производиться двумя способами:
либо поэлементно, путем сравнения отдельных параметров, либо в комплексе, используя сравнительный анализ исследуемого образца с эталоном.
Наиболее точным, на момент написания статьи, является поэлементный способ, который может быть осуществлен различными методами определения шероховатости:
1) Щуповой метод измерения шероховатости поверхности - это контактный метод, измерения при котором производятся при помощи профилометра. Профилометр представляет собой чувствительный датчик, оборудованный тонкой, остро заточенной алмазной иглой, с так называемой, ощупывающей головкой.
Алмазная игла прижимается и перемещается параллельно исследуемой поверхности. В местах возникновения микронеровностей (выступов и впадин), возникают механические колебания измерительной головки иглы. Эти колебания передаются в датчик, преобразующий механическую энергию колебания в электрический сигнал, который усиливается преобразователем и измеряется. Записанные параметры этого сигнала в точности повторяют неровности на шероховатой поверхности детали.
Профилометры, по признаку типа преобразователя сигналов, разделяют на пьезоэлектрические, электронные, индукционные и индуктивные. Наиболее распространены приборы, использующие индуктивные преобразователи.
Помимо профилометров существуют также профилографы, которые позволяют не просто измерить, но и записать параметры шероховатого профиля в заранее выбранном масштабе.
Исследование поверхностней щуповым методом производится в несколько этапов: так, сначала профиль исследуемого объекта «ощупывается» несколько раз, а только затем, на основании серии измерений вычисляется усредненное значение параметра, характеризующегося как количественное выражение неровности относительно длины участка.

2) Оптический метод - это бесконтактный метод измерения шероховатости, который состоит из целой группы методов. Самые распространенные из них - это:
- метод светового свечения и теневой метод,
Итак, растровый метод предполагает следующую последовательность действий: на исследуемую поверхность кладется стеклянная пластинка, с нанесенной на неё растровой сеткой (т.е. системой равноудаленных параллельных линий), с маленьким шагом. Затем, на пластинку подаются световые лучи под наклоном. При падении световых лучей под наклоном в местах микроскопических неровностей, штрихи отраженной растровой сетки накладываются на штрихи реально нарисованной сетки, в результате чего возникают муаровые полосы, которые и свидетельствуют о наличии выступов или впадин на поверхности изучаемого объекта. При помощи растрового микроскопа и определяют параметры неровности. Точную методику определения параметров можно посмотреть в соответствующем ГОСТе. Отметим, что растровый метод применим для обследования поверхностей, следы неровностей на которых имеют преимущественно одинаковое направление (например, царапины в цилиндрах двигателей внутреннего сгорания).
Метод светового и теневого свечения - это наиболее часто применяемые методы измерения параметров неровностей. Метод светового свечения сводится к тому, что: световой поток от источника света, проходя сквозь узкую щель, превращается в тонкий, узкий пучок. Затем, при помощи объектива, он направляется на исследуемую поверхность под определенным углом. Отражаясь, луч опять проходит через объектив и формирует изображение щели в окуляре. При этом, абсолютно ровная поверхность будет иметь идеально прямой световой пучок (линия), а шероховатая поверхность - искривленный.
Теневой метод - это усовершенствованный и продолженный метод светового свечения. Состоит он в том, что: недалеко от изучаемой поверхности приспосабливается линейка со скошенным ребром. Пучок света преодолевает тоже самое расстояние, однако, будто ножом, срезается ребром линейки. При этом, на измеряемой поверхности можно наблюдать тень, верхняя часть которой в точности повторяет изучаемый профиль. При помощи микроскопа, такое изображение рассматривают, анализируют и делают выводы о параметрах и характере шероховатости.
Микроинтерференционный метод - реализуется при помощи специального измерительного прибора, который состоит из измерительного микроскопа и интерферометра. Используя интерферометр, получают интерференционную картину поверхности исследуемого объекта с искривлениями полос в местах неровностей. Параметры шероховатости измеряют, затем, при помощи микроскопа.
Также, следует выделить отдельно метод слепков, который применяется для оценки шероховатости различных труднодоступных поверхностей, а также поверхностей, обладающих сложным строением. Метод слепков, представляет собой снятие негативных копий поверхности при помощи воска, парафина или гипса, а также последующее их изучение щуповым или оптическим методом. Таким образом, метод слепков - это не самостоятельный метод, а лишь метод связанный с подготовкой к измерению. Он применим только совместно с одним из способов измерения шероховатости.
Читайте также: