Определение температуры нагрева металла по цвету
Обновлено: 16.05.2024
В любительской практике для определения температуры нагретой детали без измерительных приборов можно использовать несколько методов.
Первый метод "по цвету накала"
Сталь при нагреве выше 530°С излучает световые лучи различного цвета в зависимости от температуры нагрева.
| Цвет каления стали | Температура нагрева, °С | |
| Темно коричный (заметен в темноте) | 530-580 | |
| Коричнево-красный | 580-650 | |
| Темно-красный | 650-730 | |
| Темно-вишнево-красный | 730-770 | |
| Вишнево-красный | 770-800 | |
| Светло-вишнево-красный | 800-830 | |
| Светло-красный | 830-900 | |
| Оранжевый | 900-1050 | |
| Темно-желтый | 1050-1150 | |
| Светло-желтый | 1150-1250 | |
| Ослепительно-белый | 1250-1350 |
В таблице приведены цвета каления стали, соответствующие условиям обычного дневного освещения, и температуры нагрева, соответствующие этим цветам.
При определении температуры нагрева на глаз следует иметь в виду, что окружающие световые условия (дневной яркий свет, слабое искусственное или естественное освещение) в значительной степени искажают действительную температуру нагрева металла. Кроме этого, подобный метод не может быть точным в связи с индивидуальными особенностями глаз наблюдателя. При достаточном опыте ошибка не выходит за пределы 25-30 градусов
Второй метод "по цветам отпуска (побежалости)"
При нагреве металла от 200 до 300 градусов на зачищенной наждаком поверхности появляются цвета побежалости (таблица «Цвета отпуска») за счёт образования плёнок окислов различной плотности; каждая из плёнок отражает лучи только определённого цвета.
| Цвет отпуска | Температура нагрева, °С | |
| Светло-желтый | 220 | |
| Соломенно-желтый | 240 | |
| Коричнево-желтый | 255 | |
| Красно-коричневый | 265 | |
| Пурпурно-красный | 275 | |
| Фиолетовый | 285 | |
| Васильково-синий | 295 | |
| Светло-синий | 315 | |
| Серый | 330 |
Метод cпички
Спички - самое легкое и доступное средство получить огонь. Однако при помощи обычной спички можно определять температуры предварительного и сопутствующего подогрева при сварке.
Чаще всего спички делают из осины, липы, тополя или американской сосны. Надо отметить, что большинство российских предприятий делают спички из осины. Головка спички состоит из бертолетовой соли и калиевого хромпика, которые отдают кислород при высокой температуре. А для того чтобы температура не повышалась слишком сильно, в состав включают катализатор – пиролюзит. Также спичечная головка состоит из серы, клея и сульфида фосфора, которые заставляют спичку гореть. А чтобы скоростью горения можно было управлять, в массу добавляют молотое стекло, цинковые белила и железный сурик.

Для воспламенения серной головки спички необходима температура, которая превышает более, чем 180 градусов по Цельсию. Если прикоснуться головкой спички к металлу, разогретому до такой температуры, то она загорится.
Метод слюны
На самый ранних уроках по физике в школе ученики получают знания, что вода кипит при температуре 100 градусов по Цельсию. Поэтому капнув водой на разогретый металл (в крайнем случае плюнув на трубу) можно определить нагрета ли труба до температуры выше 100 градусов или нет.

Несмотря на обилие методов безинструментального контроля для их применения необходимо обладать большим опытом. Но и в любом случае все эти методы имеют достаточно высокую погрешность. Поэтому при возможности рекомендуется использовать высокоточные поверенные регистраторы температуры, термопары или пирометры.
Термическая обработка металлов
Визуальное определение температуры нагретого металла
Термическую обработку стальных деталей проводят в тех случаях, когда необходимо либо повысить прочность, твердость, износоустойчивость или упругость детали или инструмента, либо наоборот, сделать металл более мягким, легче поддающимся механической обработке.
В зависимости от температуры нагрева и способа последующего охлаждения различают следующие виды термической обработки: закалка, отпуск и отжиг.
В любительской практике для определения температуры раскаленной детали по цвету можно использовать приведенную таблицу.
Закалка стальных деталей
Закалка придаёт стальной детали большую твердость и износоустойчивость.
Для этого деталь нагревают до определенной температуры, выдерживают некоторое время, чтобы весь объём материала прогрелся, а затем быстро охлаждают в масле (конструкционные и инструментальные стали) или в воде (углеродистые стали).
Обычно детали из конструкционных сталей нагревают до 880–900°C (цвет каления светло-красный), из инструментальных – до 750–760°С (цвет темно-вишнево-красный), а из нержавеющей стали – до 1050–1100°С (цвет темно-желтый).
Нагревают детали вначале медленно (примерно до 500°С), а затем быстро. Это необходимо для того, чтобы в детали не возникли внутренние напряжения, что может привести к появлению трещин и деформации материала.
В ремонтной практике применяют в основном охлаждение в одной среде (масле или воде), оставляя в ней деталь до полного остывания. Однако этот способ охлаждения непригоден для деталей сложной формы, в которых при таком охлаждении возникают большие внутренние напряжения.
Детали сложной формы сначала охлаждают в воде до 300–400°С, а затем быстро переносят в масло, где и оставляют до полного охлаждения. Время пребывания детали в воде определяют из расчета: 1с на каждые 5–6 мм сечения детали. В каждом отдельном случае это время подбирают опытным путём в зависимости от формы и массы детали.
Качество закалки в значительной степени зависит от количества охлаждающей жидкости. Важно, чтобы в процессе охлаждения детали температура охлаждающей жидкости оставалась почти неизменной, а для этого масса ее должна быть в 30–50 раз больше массы закаливаемой детали. Кроме того, перед погружением раскаленной детали жидкость необходимо тщательно перемешать, чтобы выровнять ее температуру по всему объему.
В процессе охлаждения вокруг детали образуется слой газов, который затрудняет теплообмен между деталью и охлаждающей жидкостью. Для более интенсивного охлаждения деталь необходимо постоянно перемещать в жидкости во всех направления.
Отпуск закаленных деталей
Отпуск закаленных деталей уменьшает их хрупкость, повышает вязкость и снимает внутренние напряжения. В зависимости от температуры нагрева различают низкий, средний и высокий отпуск.
Низкий отпуск применяют главным образом при обработке измерительного и режущего инструмента. Закаленную деталь нагревают до температуры 150–250°С (цвет побежалости – светло-желтый), выдерживают при этой температуре, а затем охлаждают на воздухе. В результате такой обработки материал, теряя хрупкость, сохраняет высокую твердость и, кроме того, в нем значительно снижаются внутренние напряжения, возникшие при закалке.
Средний отпуск применяют в тех случаях, когда хотят придать детали пружинящие свойства и достаточно высокую прочность при средней твердости. Для этого деталь нагревают до 300–500°С и затем медленно охлаждают.
И, наконец, высокому отпуску подвергают детали, у которых необходимо полностью снять все внутренне напряжение. В этом случае температура нагрева еще выше – 500–600°С.
Термообработку (закалку и отпуск) деталей постой формы (валики, оси, зубила, кернера) часто делают за один раз. Нагретую до высокой температуры деталь опускают на некоторое время в охлаждающую жидкость, затем вынимают. Отпуск происходит за счет тепла, сохранившегося внутри детали.
Небольшой участок детали быстро зачищают абразивным брусочком и следят за сменой цветов побежалости на нем. Когда появится цвет, соответствующий необходимой температуре отпуска (220°С – светло-желтый, 240°С – темно-желтый, 314°C – светло-синий, 330°С – серый), деталь вновь погружают в жидкость, теперь уже до полного охлаждения.
Отжиг стальных деталей
Чтобы облегчить механическую или пластическую обработку стальной детали, уменьшают ее твердость путем отжига.
Так называемый полный отжиг заключается в том, что деталь или заготовку нагревают до температуры 900°С, выдерживают при этой температуре некоторое время, необходимое для прогрева ее по всему объему, а затем медленно (обычно вместе с печью) охлаждают до комнатной температуры.
Внутренние напряжения, возникшие в детали при механической обработке, снимают низкотемпературным отжигом, при котором деталь нагревают до температуры 500–600°С, а затем охлаждают вместе с печью. Для снятия внутренних напряжений и некоторого уменьшения твердости стали применяют неполный отжиг – нагрев до 750–760°С и последующее медленное (также весте с печью) охлаждение.
Отжиг используется также при неудачной закалке или при необходимости перекаливания инструмента для обработки другого металла (например, если сверло для меди нужно перекалить для сверления чугуна). При отжиге деталь нагревают до температуры несколько ниже температуры, необходимой для закалки, и затем постепенно охлаждают на воздухе. В результате закаленная деталь вновь становится мягкой, поддающейся механической обработке.
Отжиг и закаливание дюралюминия
Отжиг дюралюминия производят для снижения его твердости. Деталь или заготовку нагревают примерно до 360°С, как и при закалке, выдерживают некоторое время, после чего охлаждают на воздухе. Твердость отожженного дюралюминия вдвое ниже, чем закаленного.
Приближенно температуру нагрева дюралюминия детали можно определить так. При температуре 350–360°С деревянная лучина, которой проводят по раскаленной поверхности детали, обугливается и оставляет темный след. Достаточно точную температуру детали можно определить с помощью небольшого (со спичную головку) кусочка медной фольги, который кладут на ее поверхность. При температуре 400°С над фольгой появляется небольшое зеленоватое пламя.
Отожженный дюралюминий обладает небольшой твердостью, его можно штамповать и изгибать вдвое, не опасаясь появления трещин.
Закаливание. Дюралюминий можно повергать закаливанию. При закаливании детали из этого металла нагревают до 360–400°С, выдерживают некоторое время, затем погружают в воду комнатной температуры и оставляют там до полного охлаждения. Сразу после этого дюралюминий становится мягким и пластичным, легко гнется и куется. Повышенную твердость он приобретает спустя три-четыре дня. Его твердость (и одновременно хрупкость) увеличивается настолько, что он не выдерживает изгиб на небольшой угол.
Наивысшую прочность дюралюминий приобретает после старения. Старение при комнатной температуре называют естественным, а при повышенных температурах – искусственным. Прочность и твердость свежезакаленного дюралюминия, оставленного при комнатной температуре, с течением времени повышается, достигая наивысшего уровня через пять–семь суток. Этот процесс называется старением дюралюминия.
Отжиг меди и латуни
Отжиг меди. Термической обработке подвергают и медь. При этом медь можно сделать либо более мягкой, либо более твердой. Однако в отличии от стали закалка меди происходит при медленном остывании на воздухе, а мягкость медь приобретает при быстром охлаждении в воде.
Если медную проволоку или трубку нагреть докрасна (600°С) на огне и затем быстро погрузить в воду, то медь станет мягкой. После придания нужной формы изделие вновь можно нагреть на огне до 400°С и дать ему остыть на воздухе. Проволока или трубка после этого станет твердой.
Если необходимо выгнуть трубку, ее плотно заполняют песком, чтобы избежать сплющивания и образования трещин.
Отжиг латуни позволяет повысить ее пластичность. После отжига латунь становится мягкой, легко гнется, выколачивается и хорошо вытягивается. Для отжига ее нагревают до 500°С и дают остыть на воздухе при комнатной температуре.
Воронение и «синение» стали
Воронение стали. После воронения стальные детали приобретают черную или темно-синюю окраску различных оттенков, они сохраняют металлический блеск, а на их поверхности образуется стойкая оксидная пленка, предохраняющая детали от коррозии.
Перед воронением изделие тщательно шлифуют и полируют. Поверхность его обезжиривают промывкой в щелочах, после чего изделие прогревают до 320–325°С. Ровная окраска поверхности изделия получается только при равномерном его прогреве.
Обработанное таким образом изделие быстро протирают тряпкой, смоченной в конопляном масле. После смазки изделие снова слегка прогревают и вытирают насухо.
«Синение» стали. Стальным деталям можно придать красивый синий цвет. Для этого составляют два раствора: 140 г гипосульфита на 1 л воды и 35 г уксуснокислого свинца ("свинцовый сахар") также на 1 л воды. Перед употреблением растворы смешивают и нагревают до кипения.
Изделия предварительно очищают, полируют до блеска, после чего погружают в кипящую жидкость и держат до тех пор, пока не получат желаемого цвета.
Затем деталь промывают в горячей воде и сушат, после чего слегка протирают тряпкой, смоченной касторовым или чистым машинным маслом.
Детали, обработанные таким способом, меньше подвержены коррозии.
Материал для статьи взят из книги "300 практических советов", автор-составитель В.Г. Бастанов, издательство "Московский рабочий, 1986г."
Цвета побежалости металлов
Цвета побежалости – спектр цветов, образующихся на поверхности железных сплавов в результате появления окисной пленки. Они образуются при нагревании поверхностей из металла до определенных температур без участия воды. Цвета побежалости являются дефектом сварного соединения.
Происхождение
В природе цвета побежалости образуются на поверхности многих минералов, включая пирит и халькопирит. Из-за окисления они покрываются тонкой оксидной пленкой, преломляющий солнечный свет. В результате интерференции поверхности металла окрашивается в разные цвета. Яркость побежалости зависит от толщины оксидной пленки и длины волны. Наиболее яркие цвета побежалости образуются на медных минералах. Также цвет зависит от качественного состава металла. Если в элементе присутствует большое количество ионов металлов, то он окрашивается в синие цвета. При наличии хромофоров минералы становятся красными.

Также цвета побежалости могут образовывать в естественных условиях на поверхностях старых стекол или монет. Изменение окраса может быть обусловлено длительным контактом этих материалов с землей. Если на них присутствует жировая пленка, то они окрашиваются в радужный цвет. Побежалость скрывает настоящий цвет металла. Поэтому нельзя определять его истинный окрас на свежем изломе. Рекомендуется определять цвет при рассмотрении оксидной пленки.
Искусственно цвета побежалости образуются на поверхности металлических заготовок при сварке или закалке. Они появляются при нагревании металлов до критических температур без участия молекул воды или иных жидкостей. Во время нагревания происходит процесс образования оксидной пленки. Ее толщина составляет несколько молекул и уменьшается по мере нагрева. Это обусловлено явлением диффузии – процессом проникновения мельчайших частиц одного химического элемента в другой. В данном случае происходит взаимодействие атомов металла и кислорода. На углеродистых сталях пленки из оксидов возникают быстрее, чем на легированных.
Процедура покрытия стали и железа слоем оксидной пленки называется воронением. После проведения этой процедуры повышается коррозийная стойкость изделия. Обработанные детали не покрываются ржавчиной. Процедура воронения позволяет придать изделию окрас, даже если металлическая поверхность по условиям эксплуатации не подлежит покраске. Во время воронения заготовку протирают минеральным маслом и нагревают на железном листе. После выгорания масляной жидкости на заготовке появляются цвета побежалости. Для нужного окраса необходимо нагреть деталь до соответствующей температуры. Получившийся слой окисла является влагоустойчивым и не подвергается воздействию воздуха.

На скорость образования окисных пленок влияют следующие факторы:
- Структура поверхности: закаленные детали окисляются с большей скоростью.
- Загрязненность изделия: поверхности, покрытые маслом, при длительном нагреве обугливаются, что приводит к возникновению сажи. По этой причине образуется неровная и тонкая оксидная пленка.
- Наличие шероховатостей: если нагревается заготовка с шершавой поверхностью, то оксидная пленка получается плотной. Если перед процедурой термообработки отполировать деталь, то образуется тонкая пленка из оксидов.
- Оборудование для нагрева: если при термообработке применяются специальные нагревательные печи, способные поддерживать устойчивую температуру, то окисная пленка будет плотной. В бытовых условиях можно также использовать духовые шкафы, газовые горелки или металлургические печи (горны).
Тонкие оксидные пленки поглощают световые волны с меньшей длиной волны, но отражают – с большей. Цвет металлических деталей меняется в зависимости от температуры и плотности оксидной пленки. Чем толще оксидная пленка, тем светлее окраска. Синий или фиолетовый цвет получается, когда из спектра отражаются наиболее длинные волны. Если пленка из оксидов отражает волны с малой длиной волны, то металлическая поверхность становится желтой. Светлые цвета соответствуют высокой температуре нагрева, светлые – более низкой. По этой причине многие мастер часто определяют при помощи цветов побежалости степень закалки изделий, стальной стружки и режущих инструментов, применяемых во время проведения токарных работ.
Несмотря на эти факторы, при помощи цветов побежалости нельзя точно определить температуру металла, потому что на величину этого показателя оказывают влияние следующие факторы:
- время нагрева: промежуток времени, в течение которого металлическая деталь нагревается до температуры окружающей среды при отсутствии теплоотдачи.
- наличие различных примесей в составе металла;
- особенности освещения в помещении, где проводилась сварка или закалка заготовок;
- скорость разогревания: изменение температуры изделия в единицу времени при его нагревании.
В современной промышленности контроль температуры производится при помощи специальных приборов – пирометров. Они оснащены специальными датчиками, определяются степень нагрева заготовки при помощи лазера.

Цвета побежалости используются при изготовлении рабочих инструментов, лазерной маркировке и внешней обработке изделий из железа, меди, алюминия и латуни. Если требуется изготовить инструментарии с высокой плотностью (бритвенные лезвия, предметы для проведения хирургических операций, режущие кромки резцов и грабштихели), то побежалость должна быть яркого цвета: красного, оранжевого или желтого. До пурпурных и зеленых тонов нагревают инструменты, применяющихся в деревообрабатывающем секторе. Для достижения упругости при изготовлении пил, ножей, вил и пружин необходимо нагреть заготовки до появления синих или черных цветов.
В процессе нагревания металлическая заготовка становится гибкой, что позволяет мастеру придать ей необходимую форму. После данного процесса изделие закаляется при определенных температурах. Согласно рекомендациям специалистов, оптимальной температурой для закалки металлов является 700–800 °C. В этом случае изделие окрашивается в разные оттенки красного или розового цветов. При превышении этих значений на 300 °C заготовка становится оранжевой или желтой. При больших температурах происходит перекал, что негативно сказывается на прочности изделия.
Закалка улучшает следующие параметры металлической поверхности:
- Твердость: этот показатель является номинальным. Он прописан в шкале Роквелла и измеряется в HRC. Твердость определяет степень сопротивляемости металла к механическим повреждениям. На мягких изделиях при длительном соприкосновении с иными поверхностями остаются следы, что ухудшает их режущие свойства. Твердость ножей европейского образца составляет 60 HRC, азиатских – 70 HRC.
- Упругость: данный параметр определяет степень деформации металла при изгибах и ударах. Если сталь закалена, при изгибе на 10–30° она вернется в исходное положение. При перегреве снижается упругость поверхности, что приводит к поломке инструментов.
- Износостойкость: данный критерий показывает общую стойкость металла (сопротивление абразивному износу, стойкость к большим нагрузкам). При правильной закалке изделие сможет стабильно функционировать в течение более длительного срока.
После закалки заготовка приобретает высокую твердость. Для восстановления ее прочности необходимо провести процедуру отпуска, представляющую собой повторную термообработку детали. Металлическое изделие нагревается до более низких температур и охлаждается. Между закалкой и охлаждением также осуществляется полное остывание металлической поверхности при помощи его погружения в раствор соли или в масло. При выборе отпуска необходимо учитывать следующие особенности:
- Для изделий, подвергающимся деформациям или ударным нагрузкам, нужно использовать высокотемпературный отпуск: до 700 °C.
- Для легких клинков используется среднетемпературный отпуск: до 500 °C.
- Для обеспечения оптимальной твердости применяется низкотемпературный отпуск: до 250 °C. Но в этом случае изделие не сможет выдерживать высокие ударные нагрузки и будет легко деформироваться.

Температура цветов побежалости и каления
Во время отпуска возникают цвета каления. По ним можно определить, до какой температуры нагрелась заготовка. В отличие от побежалости, цвета каления меняются в процессе охлаждения металлической поверхности. Переход между цветами осуществляется в строгой последовательности, но с быстрой скоростью, поэтому мастер должен тщательно контролировать процесс термообработки.
Шкала цветов побежалости стали
Окрас углеродистых деталей при соответствующих температурах указан в следующей шкале цветов побежалости стали:
| Окрас | Пределы температур, °С |
| Лимонный | 220 – 229 |
| Желтый (цвет соломы) | 230 – 245 |
| Золотой | 246 – 255 |
| Земляной или коричневый | 256 – 264 |
| Алый или красно-оранжевый | 265 — 274 |
| Пурпурный | 275 – 279 |
| Аметистовый | 280 – 289 |
| Небесный | 290 – 294 |
| Твиттера | 295 – 299 |
| Индиго Крайола | 300 – 309 |
| Светло-голубой | 310 – 329 |
| Аквамариновый | 320 — 339 |

На заготовках из нержавеющей стали12Х18Н10Т, содержащей 18% хрома, 10% никеля и 1% титана (значения определены в ГОСТ 5632-2014), цвета побежалости образуются при иных температурах. Это обусловлено тем, что данный материал коррозийно-стойкий и жаропрочный. Поэтому при закалке и охлаждении мельчайшие частицы металлов и кислорода взаимодействуют медленнее, что препятствует образования оксидной пленки во время закалки и каления.
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные
В следующей таблице цветов побежалости представлены особенности изменения цвета изделий из нержавеющей стали:
| Окрас | Пределы температур,°С |
| Светло-соломенный | 300 – 399 |
| Золотистый | 400 – 499 |
| Земляной или коричневый | 500 – 599 |
| Красный или пурпурный | 600 – 699 |
| Синий или черный | 700 – 779 |

На поверхностях заготовок из нержавеющей стали могут появиться радужные полосы. Они могут появиться при нагревании изделия до температуры кипения (100 °С). Появление радужных следов обусловлено изменениями в кристаллической решетке металла. Радужный окрас на поверхности обрабатываемой заготовки не свидетельствуют о перегреве нержавеющей стали.
Температура цвета

По нашим психологическим ощущениям цвета бывают тёплыми и горячими, бывают холодными и очень холодными. На самом деле все цвета горячие, очень горячие, ведь у каждого цвета есть своя температура и она очень высокая.
Испуская тепло
Любой предмет в окружающем нас мире имеет температуру, выше абсолютного нуля, а значит, испускает тепловое излучение. Даже лед, у которого отрицательная температура, является источником теплового излучения. В это трудно поверить, но это так. В природе температура -89°С не самая низкая, можно достичь ещё более низких температур, правда, пока что, в лабораторных условиях. Самая низкая температура, которая на данный момент теоретически возможна в пределах нашей вселенной – это температура абсолютного нуля и она равна -273,15°С. При такой температуре прекращается движение молекул вещества и тела полностью перестают испускать любое излучение (тепловое, ультрафиолетовое, а уж тем более видимое). Полная тьма, нет ни жизни, ни тепла. Возможно, кто-нибудь из вас знает, что цветовая температура измеряется в Кельвинах. Кто покупал себе домой энергосберегающие лампочки, тот видел надпись на упаковке: 2700К или 3500К или 4500К. Это как раз и есть цветовая температура светового излучения лампочки. Но почему измеряется в Кельвинах, и что означает Кельвин? Эта единица измерения была предложена в 1848г. Ульямом Томсоном (он же лорд Кельвин) и официально утверждена в Международной Системе единиц. В физике и науках, имеющих непосредственное отношение к физике, термодинамическую температуру измеряют как раз Кельвинах. Начало отчета температурной шкалы начинается с точки0 Кельвин, что означат -273,15 градуса Цельсия. То есть 0К – это и есть абсолютный нуль температуры. Можно легко перевести температуру из Цельсия в Кельвин. Для этого нужно просто прибавить число 273. Например, 0°С это 273К, тогда 1°С это 274К, по аналогии, температура тела человека 36,6°С это 36,6 + 273,15 = 309,75К. Вот так всё просто получается.
Чернее чёрного
С чего всё начинается? Всё начинается с нуля, в том числе и световое излучение. Черный цвет – это отсутствие света вовсе. С точки зрения цвета, черный – это 0 интенсивности излучения, 0 насыщенности, 0 цветового тона (его просто нет), это полное отсутствие всех цветов вообще. Почему мы видим предмет черным, а потому, что он почти полностью поглощает весь падающий на него свет. Существует такое понятие как абсолютно черное тело. Абсолютно черным телом называют идеализированный объект, который поглощает всё падающее на него излучение и ничего не отражающее. Конечно же, в реальности это недостижимо и абсолютно черных тел в природе не существует. Даже те предметы, которые кажутся нам черными, на самом деле не абсолютно черные. Но можно изготовить модель почти что абсолютно черного тела. Модель представляет собой куб с полой структурой внутри, в кубе проделано небольшое отверстие, через которое внутрь куба проникают световые лучи. Конструкция чем-то похожа на скворечник. Посмотрите на рисунок 1.
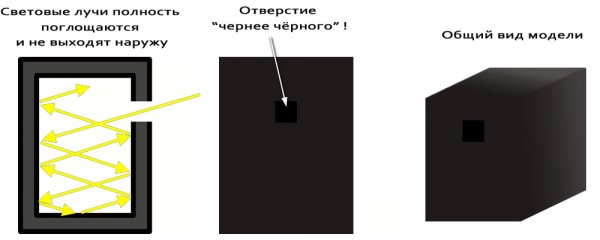
Рисунок 1 – Модель абсолютно черного тела.
Свет, попадающий внутрь сквозь отверстие, после многократных отражений будет полностью поглощён, и отверстие снаружи будет выглядеть совершенно чёрным. Даже если мы покрасим куб в черный цвет, отверстие будет чернее черного куба. Это отверстие и будет являться абсолютно черным телом. В прямом смысле слова, отверстие не является телом, а только лишь наглядно демонстрирует нам абсолютно черное тело.
Все объекты обладают тепловым излучением (пока их температура выше абсолютного нуля, то есть -273,15 градусов по Цельсию), но ни один объект не является идеальным тепловым излучателем. Одни объекты излучают тепло лучше, другие хуже, и всё это в зависимости от различных условий среды. Поэтому, применяют модель абсолютно черного тела. Абсолютно черное тело является идеальным тепловым излучателем. Мы можем даже увидеть цвет абсолютно черного тела, если его нагреть, и цвет, который мы увидим, будет зависеть от того, до какой температуры мы нагреем абсолютно черное тело. Мы вплотную подошли к такому понятию как цветовая температура. Посмотрите на рисунок 2.
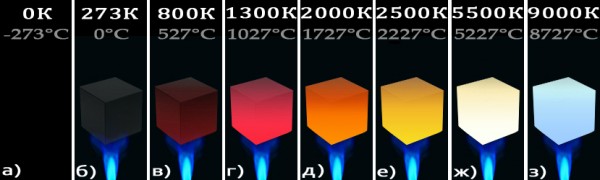
Рисунок 2 – Цвет абсолютно черного тела в зависимости от температуры нагревания.
а) Есть абсолютно черное тело, мы его не видим вообще. Температура 0 Кельвин (-273,15 градуса Цельсия) – абсолютный нуль, полное отсутствие любого излучения.
б) Включаем «сверхмощное пламя» и начинаем нагревать наше абсолютно черное тело. Температура тела, посредством нагревания, повысилась до 273К.
в) Прошло ещё немного времени и мы уже видим слабое красное свечение абсолютно черного тела. Температура увеличилась до 800К (527°С).
г) Температура поднялась до 1300К (1027°С), тело приобрело ярко-красный цвет. Такой же цвет свечения вы можете увидеть при нагревании некоторых металлов.
д) Тело нагрелось до 2000К (1727°С), что соответствует оранжевому цвету свечения. Такой же цвет имеют раскаленные угли в костре, некоторые металлы при нагревании, пламя свечи.
е) Температура уже 2500К (2227°С). Свечение такой температуры приобретает желтый цвет. Трогать руками такое тело крайне опасно!
ж) Белый цвет – 5500К (5227°С), такой же цвет свечения у Солнца в полдень.
з) Голубой цвет свечения – 9000К (8727°С). Такую температуру путем нагреванием пламенем получить в реальности будет невозможно. Но такой порог температуры вполне достижим в термоядерных реакторах, атомных взрывах, а температура звезд во вселенной может достигать десятки и сотни тысяч Кельвин. Мы можем лишь увидеть такой же голубой оттенок света, например, у светодиодных фонарей, небесных светил или других источников света. Цвет неба в ясную погоду примерно такого же цвета.Подводя итог ко всему вышесказанному, можно дать четкое определение цветовой температуры. Цветовая температура – это температура абсолютно черного тела, при которой оно испускает излучение того же цветового тона, что и рассматриваемое излучение. Проще говоря, температура 5000К – это цвет, который приобретает абсолютно черное тело при нагревании его до 5000К. Цветовая температура оранжевого цвета – 2000К, это означает, что абсолютно черное тело необходимо нагреть до температуры 2000К, чтобы оно приобрело оранжевый цвет свечения.
Но цвет свечения раскаленного тела не всегда соответствует его температуре. Если пламя газовой плиты на кухне сине-голубого цвета, это не значит, что температура пламени свыше 9000К (8727°С). Расплавленное железо в жидком состоянии имеет оранжево-желтый оттенок цвета, что в действительности соответствует его температуре, а это примерно 2000К (1727°С).
Цвет и его температура
Чтобы представить себе как это выглядит в реальной жизни, рассмотрим цветовую температуру некоторых источников: ксеноновых автомобильных ламп на рисунке 3 и люминесцентных ламп на рисунке 4.
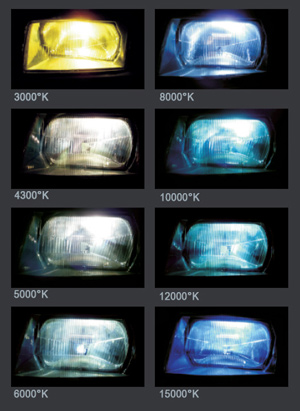
Рисунок 3 – Цветовая температура ксеноновых автомобильных ламп.

Рисунок 4 – Цветовая температура люминесцентных ламп.
В Википедии я нашел числовые значения цветовых температур распространенных источников света:
800 К — начало видимого темно-красного свечения раскалённых тел;
1500—2000 К — свет пламени свечи;
2200 К — лампа накаливания 40 Вт;
2800 К — лампа накаливания 100 Вт (вакуумная лампа);
3000 К — лампа накаливания 200 Вт, галогенная лампа;
3200—3250 К — типичные киносъёмочные лампы;
3400 К — солнце у горизонта;
4200 К — лампа дневного света (тёплый белый свет);
4300—4500 K — утреннее солнце и солнце в обеденное время;
4500—5000 К — ксеноновая дуговая лампа, электрическая дуга;
5000 К — солнце в полдень;
5500—5600 К — фотовспышка;
5600—7000 К — лампа дневного света;
6200 К — близкий к дневному свет;
6500 К — стандартный источник дневного белого света, близкий к полуденному солнечному свету;6500—7500 К — облачность;
7500 К — дневной свет, с большой долей рассеянного от чистого голубого неба;
7500—8500 К — сумерки;
9500 К — синее безоблачное небо на северной стороне перед восходом Солнца;
10 000 К — источник света с «бесконечной температурой», используемый в риф-аквариумах (актиниевый оттенок голубого цвета);
15 000 К — ясное голубое небо в зимнюю пору;
20 000 К — синее небо в полярных широтах.
Цветовая температура является характеристикой источника света. Любой видимый нами цвет имеет цветовую температуру и не важно, какой это цвет: красный, малиновый, желтый, пурпурный, фиолетовый, зеленый, белый.
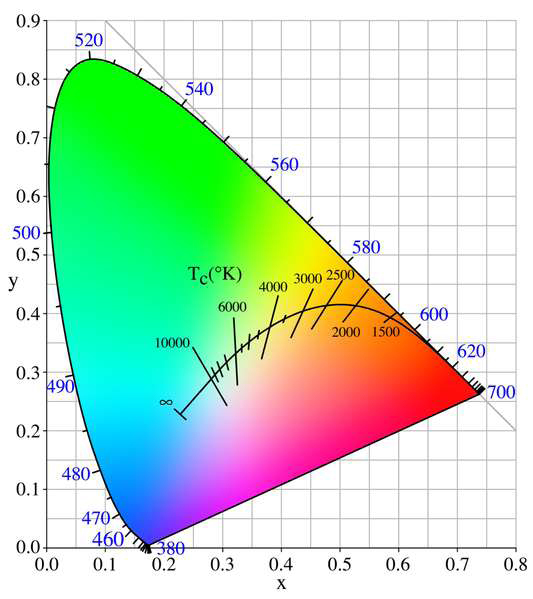
Труды в области изучения теплового излучения абсолютно черного тела принадлежат основоположнику квантовой физики Максу Планку. В 1931 году на VIII сессии Международной комиссии по освещению (МКО, в литературе часто пишется как CIE) была предложена цветовая модель XYZ. Данная модель представляет собой диаграмму цветности. Модель XYZ представлена на рисунке 5.
Рисунок 5 – Диаграмма цветности XYZ.
Числовые значения X и Y определяют координаты цвета на диаграмме. Координата Z определяет яркость цвета, она в данном случае не задействована, так как диаграмма представлена в двухмерном виде. Но самое интересное на этом рисунке – это кривая Планка, которая характеризует цветовую температуру цветов на диаграмме. Рассмотрим её поближе на рисунке 6.
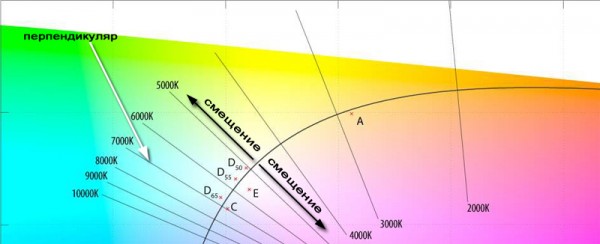
Рисунок 6 –Кривая Планка
Кривая Планка на этом рисунке немного урезана и «слегка» перевернута, но на это можно не обращать внимание. Чтобы узнать цветовую температуру какого-либо цвета, нужно просто продолжить линию перпендикуляра до интересующей вас точки (участка цвета). Линия перпендикуляра, в свою очередь, характеризует такое понятие как смещение – степень отклонения цвета в зеленый или пурпурный. Те, кто работал с RAW-конвертерами, знают такой параметр как Tint (Оттенок) – это и есть смещение. Рисунок 7 отображает панель настройки цветовой температуры в таких RAW-конверторах как Nikon Capture NX и Adobe CameraRAW.
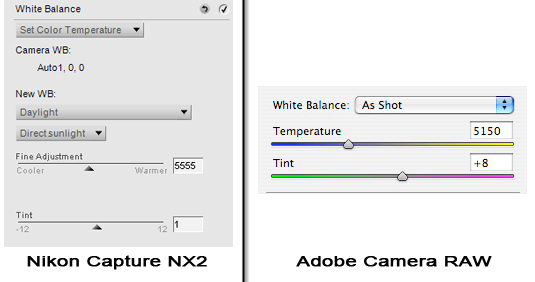
Рисунок 7- Панель настройки цветовой температуры у разных конвертеров.
Пора посмотреть, как определяется цветовая температура не просто отдельного цвета, а всего фотоснимка в целом. Возьмем, к примеру, деревенский пейзаж в ясный солнечный полдень. Кто имеет практический опыт в фотосъемках, знает, что цветовая температура в солнечный полдень составляет примерно 5500К. Но мало кто знает, откуда взялась эта цифра. 5500К – это цветовая температура всей сцены, т.е всего рассматриваемого изображения (картины, окружающего пространства, участка поверхности). Естественно, что изображение состоит из отдельных цветов, а у каждого цвета своя цветовая температура. Что получается: голубое небо (12000К), листва деревьев в тени (6000К), трава на поляне (2000К), разного рода растительность (3200К – 4200К). В итоге, цветовая температура всего изображения будет равна усредненному значению всех эти участков, т.е 5500К. Рисунок 8 наглядно демонстрирует это.
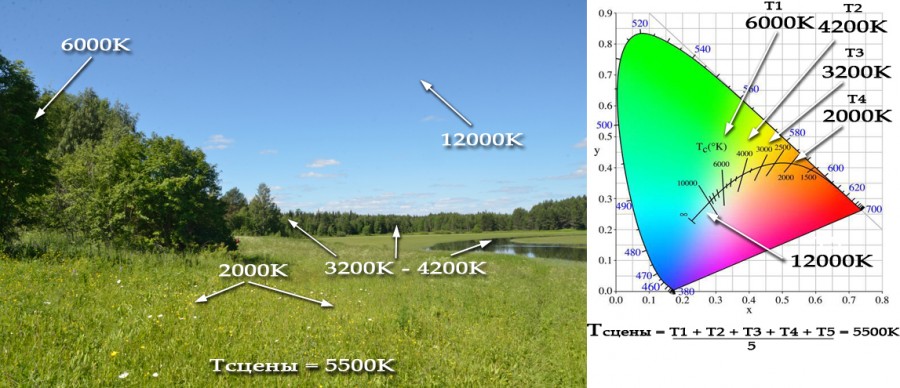
Рисунок 8 – Расчет цветовой температуры сцены снятой в солнечный день.
Следующий пример иллюстрирует рисунок 9.
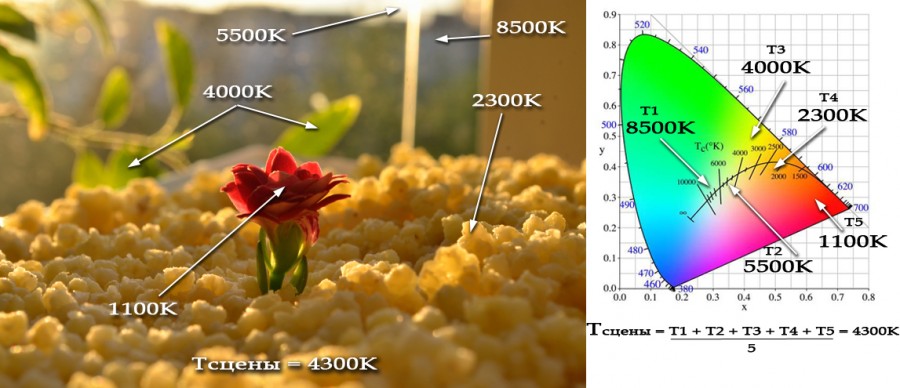
Рисунок 9 – Расчет цветовой температуры сцены снятой на закате солнца.
На рисунке изображен красный цветочный бутончик, который как будто бы растет из пшеничной крупы. Снимок был сделан летом в 22:30, когда солнце шло на закат. В этом изображении преобладает большое количество цветов желтого и оранжевого цветового тона, хотя на заднем плане есть и голубой оттенок с цветовой температурой примерно 8500К, также есть почти чистый белый цвет с температурой 5500К. Я взял лишь 5 самых основных цветов в этом изображении, сопоставил их с диаграммой цветности и посчитал среднюю цветовую температуру всей сцены. Это, конечно же, примерно, но соответствует истине. Всего в этом изображении 272816 цветов и каждый цвет имеет свою цветовую температуру, если подсчитать среднюю для всех цветов вручную, то через пару месяцев мы сможем получить значение ещё более точное, чем подсчитал я. А можно написать программу для расчета и получить ответ гораздо быстрее. Идем дальше: рисунок 10.
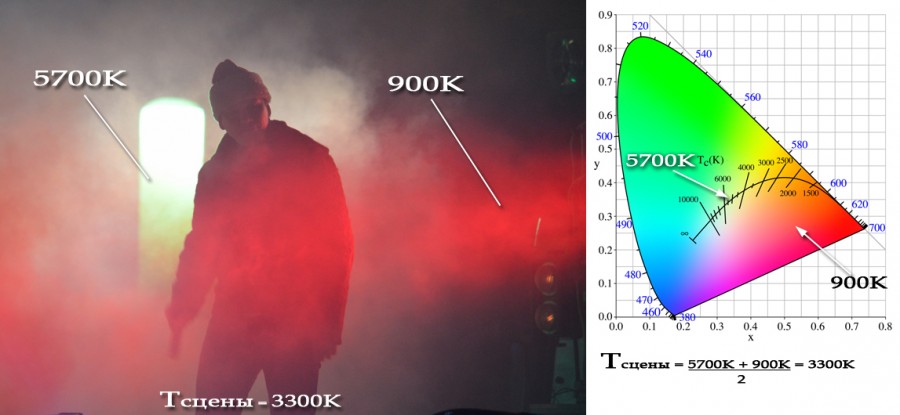
Рисунок 10 – Расчет цветовой температуры других источников освещения
Ведущие шоу-программы решили не грузить нас расчетами цветовой температуры и сделали всего два источника освещения: прожектор, испускающий бело-зеленый яркий свет и прожектор, который светит красным светом, и всё это дело разбавили дымом….а, ну да — и поставили ведущего на передний план. Дым прозрачный, поэтому с легкостью пропускает красный свет прожектора и сам становится красный, а температура нашего красного цвета, согласно диаграмме – 900К. Температура второго прожектора – 5700К. Среднее между ними – 3300К Остальные участки изображения можно в расчет не брать – они почти черные, а такой цвет даже не попадает на кривую Планка на диаграмме, ведь видимое излучение раскаленных тел начинается примерно с 800К (красный цвет). Чисто теоретически, можно предположить и даже подсчитать температуру для темных цветов, но её значение будет пренебрежимо мало по сравнению с теми же 5700К.
И последнее изображение на рисунке 11.
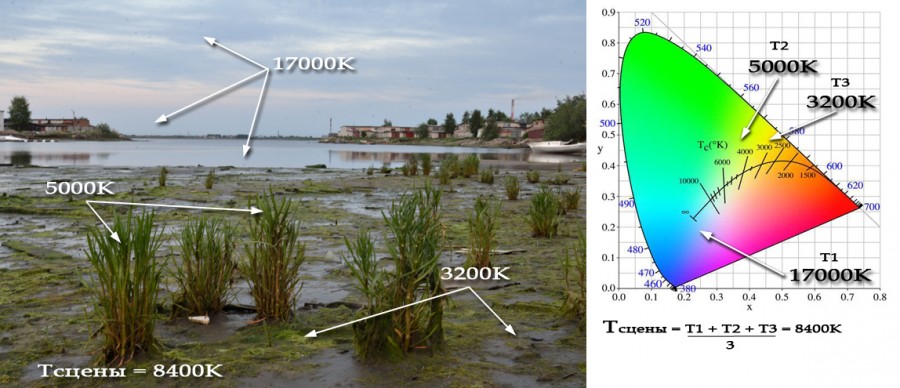
Рисунок 11 — Расчет цветовой температуры сцены снятой в вечернее время.
Снимок сделан летним вечером после захода солнца. Цветовая температура неба располагается в районе синего цветового тона на диаграмме, что согласно кривой Планка, соответствует температуре примерно 17000К. Прибрежная растительность зеленого цвета имеет цветовую температуру примерно 5000К, а песок с водорослями имеет цветовую температуру где-то 3200К. Среднее значение всех этих температур примерно 8400К.
Баланс белого
С настройками баланса белого особенно хорошо знакомы любители и профессионалы занимающиеся видео и фотосъемками. В меню каждой, даже самой простой мыльницы-фотокамеры, есть возможность настроить этот параметр. Значки режимов настройки баланса белого выглядят примерно так, как показано на рисунке 12.
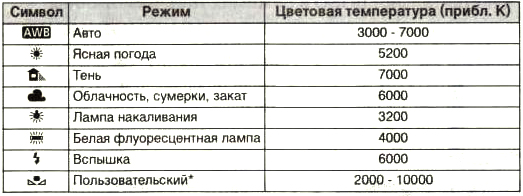
Рисунок 12 – Режимы настройки баланса белого в фотокамере (видеокамере).
Сразу следует сказать, что белый цвет объектов можно получить, если использовать источник света с цветовой температурой 5500К (это может быть солнечный свет, фотовспышка, другие искусственные осветители) и если сами рассматриваемые объекты белого цвета (отражают всё излучение видимого света). В остальных случаях белый цвет может быть лишь приближен к белому. Посмотрите на рисунок 13. На нем изображена та самая диаграмма цветности XYZ, которую мы недавно рассматривали, а в центре диаграммы помечена крестиком точка белого цвета.

Рисунок 13 – Точка белого цвета.
Отмеченная точка имеет цветовую температуру 5500К и как истинный белый цвет – она является суммой всех цветов спектра. Координаты у неё x = 0,33 и y = 0,33. Эта точка называется точкой равных энергий. Точка белого цвета. Естественно, если цветовая температура источника освещения 2700К, точка белого здесь и рядом не стоит, о каком уж тут белом цвете можно говорить? Там белых цветов никогда не будет! Белыми в данном случае могут быть только блики. Пример такого случая приведен на рисунке 14.

Рисунок 14 – Различная цветовая температура.
Баланс белого цвета – это установка значения цветовой температуры для всего изображения. При правильной установке вы получите цвета соответствующие тому изображению, которое вы видите. Если у получившегося снимка преобладают неестественные синие и голубые цветовые тона, значит, цвета «недостаточно нагреты», установлена слишком низкая цветовая температура сцены, необходимо её повысить. Если же на всём снимке преобладает красный тон – цвета «перегреты», установлена слишком высокая температура, необходимо её понизить. Пример тому — рисунок 15.

Рисунок 15 – Пример правильной и неправильной установки цветовой температуры
Цветовая температура всей сцены рассчитывается как средняя температура всех цветов данного изображения, поэтому в случае смешанных источников освещения или сильно отличающихся по цветовому тону цветов, фотокамера рассчитает среднюю температуру, что не всегда оказывается верно.
Пример одного такого некорректного расчета продемонстрирован на рисунке 16.

Рисунок 16 – Неизбежная неточность в установке цветовой температуры
Фотокамера не способна воспринимать резко отличающиеся яркости отдельных элементов изображения и их цветовую температуру так же, как зрение человека. Поэтому, чтобы сделать изображение почти таким же, как вы видели во время съемки, вам придется его корректировать в ручную в соответствии с вашим зрительным восприятием.
Эта статья больше предназначена для тех, кто ещё недостаточно хорошо знаком с понятием цветовой температуры и хотел бы узнать больше. Статья не содержит сложных математических формул и точных определений некоторых физический терминов. Благодаря вашим замечаниям, которые вы написали в комментариях, я внес небольшие поправки в некоторые абзацы статьи. Прощу прощения, за допущенные неточности.
Как по цвету раскаленной детали определить ее температуру

Цвета побежалости на кристалле висмута

Цвета побежалости на разогретом с одного края лезвии бритвы

Цвета побежалости 12Х17(AISI 430) Температура указана в градусах Цельсия Время выдержки — 15 минут Сверху кусочки толщиной 0.5 мм Снизу — 0.8 мм Натуральное освещение(пасмурно)

Цвета побежалости 12Х17(AISI 430) Температура указана в градусах Цельсия Время выдержки — 15 минут Сверху кусочки толщиной 0.5 мм Снизу — 0.8 мм Искусственное освещение
Цвета́ побежа́лости
— радужные цвета, образующиеся на гладкой поверхности металла или минерала в результате образования тонкой прозрачной поверхностной окисной плёнки (которую называют
побежалостью
) и интерференции света в ней. Чаще всего она появляется от теплового воздействия.
- Часто термин используют в металлообработке, термообработке стали.
Цвета побежалости возникают из-за интерференции белого света в тонких плёнках на отражающей поверхности, при этом по мере роста толщины плёнки последовательно возникают условия гашения лучей с той или иной длиной волны. Сначала из белого света вычитается фиолетово-синий цвет (λ~400 ), и мы наблюдаем дополнительный цвет — жёлтый. Далее, по мере роста толщины плёнки, и, соответственно, увеличения длины волны «погасившихся» лучей, из непрерывного солнечного спектра вычитается зелёный цвет, и мы наблюдаем красный, и т. д.







Воронение стали
. После воронения стальные детали приобретают черную или темно-синюю окраску различных оттенков, они сохраняют металлический блеск, а на их поверхности образуется стойкая оксидная пленка, предохраняющая детали от коррозии.
«Синение» стали
. Стальным деталям можно придать красивый синий цвет. Для этого составляют два раствора: 140 г гипосульфита на 1 л воды и 35 г уксуснокислого свинца («свинцовый сахар») также на 1 л воды. Перед употреблением растворы смешивают и нагревают до кипения.
Материал для статьи взят из книги «300 практических советов», автор-составитель В.Г. Бастанов, издательство «Московский рабочий, 1986г.»
Применение
Цвета побежалости возникают чаще всего при окислении, в результате термической обработки металлов. Обычно, при быстром нагреве, они столь же быстро сменяют друг друга, в типичной последовательности: светло-соломенный, золотистый, пурпурный, фиолетовый, синий, и затем, по мере роста толщины плёнки, вновь проявляются, но в несколько приглушённом виде: коричневато-жёлтый, красный…
Цвет побежалости (а также цвета каления) раньше, до появления пирометров, широко использовали в качестве индикатора температуры нагрева железа и стали при термообработке. По цветам побежалости также судили о температуре нагрева стальной стружки, и, следовательно, резца при операциях точения, сверления, резания.
Для углеродистой стали характерны следующие переходы цвета: соломенный (220 °C), коричневый (240 °C), пурпурный (260 °C), синий (300 °C), светло-серый (330—350 °С).
Для нержавеющих сталей изменение цвета при нагреве на воздухе наблюдается: светло-соломенный (300 °C), соломенный (400 °C), красно-коричневый (500 °C), фиолетово-синий (600 °C), синий (700 °C). Нередко цвета побежалости на нержавеющей стали путают с радужной окраской, которая может возникать при температурах не выше 100 °C (кипячение воды). Радужная окраска не связана с перегревом стали.
Цвета побежалости — не очень точный индикатор. На них влияет скорость подъёма температуры, состав газовой среды, время выдержки стали при данной температуре, а также характер освещения и др. факторы.
На легированных сталях цвета побежалости обычно появляются при более высоких температурах, так как нередко легирование повышает стойкость стали к окислению на воздухе.
Цвета побежалости применяются при декоративной отделке стальных изделий, а также при их лазерной маркировке.
Разница между температурой плавления и кипения
Точкой фазового перехода вещества из твердого кристаллического состояния в жидкое нередко называют температуру плавления металла. В расплаве молекулы не имеют определенного расположения, но притяжение удерживает их вместе, в жидком состоянии кристаллическое тело сохраняет объем, но теряет форму.
При кипении теряется объем, молекулы слабо взаимодействуют, хаотично движутся во всех направлениях, отрываются от поверхности. Температура кипения – это когда давление металлических паров достигает давления внешней среды.
Для наглядности разницу между критическими точками нагрева лучше представить в виде таблицы:
| Свойства | Температура плавки | Температура кипения |
| Физическое состояние | Сплав превращается в расплав, кристаллическая структура разрушается, исчезает зернистость | Переход в газообразное состояние, отдельные молекулы улетают за пределы расплава |
| Фазовый переход | Равновесие между жидкой и твердой фазами | Равновесие между давлением паров металла и внешним давлением воздуха |
| Влияние внешнего давления | Не меняется | Изменяется, падает при разряжении |
Цвета побежалости в природе
На поверхности некоторых минералов (пирит и др.) в результате появления тонкого слоя оксидов нередко наблюдаются интерференционные цвета, аналогичные цветам побежалости (см. Цвет минералов). Особенно яркая побежалость характерна для халькопирита и некоторых других, преимущественно медных, минералов.
Необходимо учитывать, что побежалость может маскировать истинный цвет минерала, если его определять не на свежем изломе, а по окисленной поверхности. Особенно легко ошибиться в случае одноцветной плёнки.
Те же цвета иногда образуются на старых образцах стекла, особенно на тех, что долго пролежали в земле; на старинных монетах.
Радужная окраска на поверхности стали, аналогичная цветам побежалости, может возникать, если на ней имеется тонкая жировая пленка, а также в результате высыхания на поверхности воды, имеющей минеральные компоненты.
Общие условия использования
Характеристики марок холодной сварки, приведенные в их документации, будут выполняться только в том случае, когда соблюдается технология нанесения холодной сварки и основные условия ее применения, которые обычно приведены в инструкции по использованию.
В частности, для соединения двух деталей необходимо:
- зачистить поверхности соединяемых деталей;
- обезжирить поверхности с помощью ацетона или другого растворителя;
- отрезать от двухкомпонентного бруска необходимый для использования кусок;
- размять сварку до получения пластичной массы;
- нанести состав на поверхности и соединить их;
- оставить соединение неподвижным до полного затвердения;
- после полного отвердевания обработать шов наждачной бумагой и окрасить.
При применении холодной сварки надо учитывать, что подготовленная масса начинает быстро отвердевать, поэтому работу с составом необходимо производить очень быстро. Если требуется произвести ремонт в большом объеме, то сварку лучше готовить небольшими частями, так как, в противном случае, она затвердеет и не будет годна к работе.
Для улучшения свойств холодной сварки в ее состав вводят наполнитель. Тип такого наполнителя зависит от того материала, на сварку которого рассчитана данная марка. Например, для сварки стали в качестве наполнителя используется железный порошок, а для сварки алюминия – пудра из алюминия. Поэтому для качественного соединения деталей необходимо подбирать соответствующую марку.
Недостатки
К недостаткам холодной сварки необходимо отнести:
- малая прочность на разрыв, что не позволяет использовать эту сварку в ответственных соединениях;
- неэстетичный вид шва, что требует его последующей обработки;
- невозможность применения в капитальных работах.
Типы холодной сварки по температуре применения
По температуре применения марки холодной сварки можно разделить на два типа – общего назначения и термостойкие.
При ремонте автомобиля часто требуется восстановить структуру металла. Это могут быть трещины, скол, износ из-за трения, раковины. Если восстанавливать металл с помощью обычной сварки, то это потребует демонтажа деталей, наличия сварочного аппарата, соответствующих условий, опыта сварщика. Во многих случаях задачи ремонта решаются с помощью холодной сварки.
Средства холодной сварки общего назначения хотя и являются более универсальными, но они не учитывают температурного режима работы деталей.
В автомобиле существует большое количество систем, работающих при повышенных температурах. Такие температуры присутствуют не только в глушителях и выхлопных коллекторах, но в двигателе, в масляной и охлаждающей системах, системе торможения, а также в некоторых электрических частях автомобиля.

Примерная стоимость холодной термостойкой сварки на Яндекс.маркет
Для рабочих температур свыше + 200 °С в автомобилях рекомендуется применять составы высокотемпературной холодной сварки.
При какой температуре краска сохнет лучше всего
При планировании окрашивания наружных поверхностей выбирают подходящую погоду. Неблагоприятной температурой считают показатели от -5 до +5 градусов. Этот диапазон характеризуется наличием холодного тяжелого воздуха и повышенной влажностью.

Основой высыхания считают не температуру воздуха, а состояние воздушных масс. Краски быстрее высохнут при теплой погоде, когда происходят колебания воздушных масс. Ускорить процесс можно искусственно. Для этого используют специальный монтажный фен с температурой +60 градусов. Одним из вариантов активации высыхания является использование тепловой пушки. Ее устанавливают на достаточном расстоянии от обрабатываемой поверхности и включают на некоторое время. Еще один вариант ускорения высыхания – использование инфракрасного обогревателя.
Захарова Ирина Юрьевна
Профи по клинингу с 15-ти летним стажем. Наш лучший эксперт.
Справка! При сушке монтажный фен нельзя подносить слишком близко, иначе верхний слой потрескается.
Понятие цветовой температуры
Температура света это диапазон волн, который излучает источник освещения. Наше зрение воспринимает не весь спектр, но мы можем видеть, что некоторые лампы рассеивают теплый желтоватый оттенок, другие нейтральный белый свет, или холодный голубой.
Именно этот параметр определяет, какой оттенок будет доминировать при свечении. При повышении этого показателя цвет визуально будет смещаться в сторону синего оттенка.
Для человека более комфортно применять лампы, излучение которых максимально приближено к дневному свету.
Что измеряется в кельвинах
Для определения цветовой температуры применяется единица измерения градус Кельвина. Точкой отсчета является 0 градусов Кельвина. Это абсолютно черное тело, которое не испускает излучение.

Каждый объект при нагреве, начинает рассеивать поток волн разной длины, который становится видимым светом. Так при нагреве:
- До 530˚С мы видим свечение темно-бордового цвета, что соответствует (800 К).
- До 1030˚С – ярко-алый оттенок. Его можно наблюдать, если раскалить некоторые виды сплавов (1200 К).
- До 1730˚С – темно-оранжевое свечение. Такой оттенок имеет затухающее пламя или раздуваемые угли (2000 К).
- До 2230˚С – светло-желтое излучение, наблюдается при утреннем свете (2500 К).
- До 5230˚С – нейтральный поток, такой дает солнце в зените (5500 К).
- До 8730˚С – холодный синий, наблюдается при ядерной вспышке (9000 К).
При какой температуре можно применять краску из баллончика
Аэрозоли-распылители используют для окрашивания автомобилей или финишного покрытия небольших по площади поверхностей. Баллончики рассчитаны на использование при температуре от +10 до +25 градусов. Это оптимальные температурные показатели, когда нанесенный слой сможет обеспечить прочное сцепление и не приведет к появлению трещин.
В чем отличия эмали от краски, их характеристики и сравнение составов
Условия для создания ровного покрытия при использовании баллона:
| Условие | Описание | Особенности |
| Температура | От +10 до +20 градусов | Если температура отпустится ниже минимального значения, финиш будет растрескиваться, не создавая ровного покрытия |
| Влажность | Около 65 процентов | Высокая влажность создаст неровный бугристый слой |
| Расстояние и угол нанесения | На расстоянии 15 сантиметров под прямым углом | Более близкое нанесение опасно созданием неровного слоя |
Внимание! Перед использованием баллона необходимо встряхивать его на протяжении 3-4 минут. Пигменты оседают на дне, поэтому важно обеспечить их смешивание с базовым составом.

Читайте также: