Оснастка для гибки листового металла
Обновлено: 19.09.2024
Изделия из стали применяются во всех сферах жизни человека, начиная с промышленности и строительства и заканчивая бытом. Чтобы стальной лист превратился, к примеру, в готовую деталь, его особым образом обрабатывают. На первый взгляд обрезка, сверление, шлифовка и другие виды обработки кажутся простыми механическими действиями. Однако на самом деле они являются сложными технологическими процессами.
Для изготовления металлического предмета требуется специальное оборудование и определенные навыки. Чтобы создать изделие высокого качества, необходимо строго соблюдать технологию. В частности, особого мастерства и точности требует гибка листовой стали .
Что такое гибка металла и в чем ее преимущества
Гибкой листовой стали называется разновидность обработки, при которой изделию придается желаемая форма. Результат достигается за счет того, что верхний слой материала растягивается, а внутренний – сжимается.
Существуют разные способы, с помощью которых можно сгибать металлический лист и менять его внешний вид. Технология позволяет за короткий срок получить качественный и прочный предмет необходимой формы. Можно выделить две разновидности технологического процесса, при котором делают гибку :
- Сгибание листовой стали вручную.
- Механическая обработка.
В первом случае применяются различные слесарно-монтажные инструменты (молоток, тиски, плоскогубцы и пр.), во втором – промышленное оборудование.
Ручную гибку листового металла можно выполнять, когда его ширина меньше 0,6 мм. В противном случае потребуются специальные станки: листогибочный пресс, вальцы, роликовый гибочный станок.

Металл видоизменяют не только сгибанием, но и другими методами – скручиванием, сваркой. С последней часто сравнивают гибку, поскольку одно изделие можно изготовить двумя способами: согнуть сталь под нужным углом или соединить между собой отдельные детали сварочным оборудованием. Однако если делать гибку, то процесс пройдет быстрее и проще. Именно в этом заключается основное преимущество первой технологии перед второй.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Другие аргументы в пользу того, чтобы для обработки листовой стали применять гибку:
- С помощью данного способа получается более качественное, прочное и долговечное изделие. Участки металла в местах сгибания остаются герметичными, поэтому предмет будет более устойчивым к механическому воздействию.
- Стоимость работ ниже, чем при сварке.
- Гибку выполняют за короткий промежуток времени.
- Если материал сгибается прессованием, то исключается риск появления повреждений. Технология позволяет получать желаемую форму без ущерба для качества. Сохраняются высокие технические характеристики изделия, в частности, прочность.
- Гибку листовой стали используют, чтобы исключить любые изменения физических или химических свойств сплава, поскольку не происходит какого-либо существенного вмешательства в состав.
- С помощью технологии можно изготовить ровные, бесшовные, аккуратные детали.
Перечисленные достоинства подтверждают, что для получения качественной и прочной металлической заготовки лучшие выполнять гибку листовой стали.
Способы гибки металла
Классификация видов сгибания металла:
- Толщина металла
- Угол загиба.
- Пластичность и хрупкость материала.Технологические особенности процесса.
- Ротационный листосгиб – станок, в котором происходит вращение нескольких валков, в результате чего заготовке придается округлая форма. При подобной гибке металл помещается между валками, затем перемещается между ними, приобретая необходимый изгиб. Вращение может осуществляться как вручную, так и с помощью гидравлики.
- Листосгиб с поворотными балками – станок состоит из прижимной балки и двух плит, неподвижной и поворотной. Оборудование подходит для изготовления небольших и несложных заготовок из листовой стали.
- Пневматические и гидравлические прессы (второй вариант встречается чаще). Используются на мелкосерийном производстве, когда делают гибку листовой нержавеющей стали или иных сплавов. Деталь, которая подлежит сгибанию, размещается между матрицей и пуансоном. Аппарат подходит для формообразования материалов даже с большой толщиной.
- Увеличивается объем выпускаемых изделий.
- Снижается себестоимость производства.
- Повышается качество готовой продукции.
- Уменьшается количество дефектных деталей.
- Анализ конструкции изделия.
- Расчет усилия и работы процесса.
- Подбор типоразмера производственного оборудования.
- Подготовка чертежа исходной заготовки.
- Расчет переходов деформирования.
- Оформление проекта технологической оснастки.
- Пластичность, то есть способность материала деформироваться под заданные условия без разрушения. В том случае, если металл или сплав малопластичен, производится несколько переходов и термическая обработка (отжиг).
- Возможность загиба под нужный угол или радиус без образования трещин в местах деформации.
- Риск искажения заготовки при гибке изделия со сложным контуром, если воздействие происходит с большим давлением.
- Выбирается более пластичный металл или сплав.
- Перед тем как производить гибку, материал подвергается термической обработке.
- Заготовка нагревается до нужной температуры.
- С изгибающим элементом, то есть лист размещается между фиксаторами и сгибается.
- С усилием – на финальной стадии технологического процесса изделие опирается на рабочую поверхность матрицы.
- цветные металлы;
- чугун;
- нержавеющую сталь.
- Для того чтобы на поверхности металлической заготовки не появились разрывы и трещины, минимальный радиус сгиба должен быть больше, чем толщина детали. В таком случае при возникновении риска образования дефектов можно сразу прекратить гибку и по возможности их устранить.
- В бытовых условиях возможна гибка только тонколистовых металлических листов толщиной не более 0,3–1 см. При работе с более толстыми заготовками требуется профессиональное дорогостоящее оборудование.
- Прежде чем приступить к гибке толстого листового металла, необходимо выполнить развертку будущей детали, учесть припуски, рассчитать необходимую длину рабочей поверхности. Последняя должна быть не более 4 м, в противном случае результат будет менее точным.
- Лучше всего для гибки подходят пластичные сплавы, например, листовое железо или заготовки, содержащие в своем составе примеси углерода. Ознакомиться с марками пластичных сплавов можно в специальных таблицах.
- При нагревании пластичность металлов повышается. В некоторых случаях требуемый угол изгиба можно получить только путем нагрева, без дополнительного механического воздействия. Кроме того, высокая температура при обработке минимизирует риск появления трещин на поверхности металлических заготовок.
- Гибка выполняется различными инструментами: как ручными (например, тисками для зажима листового железа), так и автоматическими (специальными станками, осуществляющими раскрой заготовок). Последние позволяют учитывать припуски и получать детали высокого качества.
- Наиболее распространена «воздушная» (свободная) гибка. При этом способе обработки остается воздушный зазор между деталью и стенками матрицы V-образной формы.
- «Калибровка», в процессе которой заготовка плотно прижимается к стенкам матрицы. Технология используется уже длительное время, в ряде случаев она является наиболее предпочтительной.
- высокая гибкость, позволяющая одним инструментом получить любой угол изгиба в пределах диапазона раскрытия V-образной матрицы (от 35° до 180°);
- доступная стоимость оборудования;
- меньшие усилия, прилагаемые для деформации заготовки, по сравнению с калибровкой;
- выбор усилия в зависимости от угла раскрытия матрицы (чем он больше, тем меньшее усилие требуется);
- небольшие вложения, так как достаточно пресса с меньшим усилием.
- в недостаточной точности углов при обработке тонколистовых металлов;
- при разнице в качестве материалов заготовок результаты работы также будет различаться;
- технология не подходит для совершения специфических гибочных операций.
- для алюминия он составляет от 30 до 60 МПа;
- для малоуглеродистых сталей – от 75 до 110 МПа;
- для среднеуглеродистых сталей – от 120 до 150 МПА;
- для латуней – от 70 до 100 МПа.
- Ротационными, в которых листовой металл изгибается, проходя между специальными валиками. Станки могут быть мобильными и стационарными. Подходят для производства небольшого тиража крупногабаритных деталей.
- Поворотными, в которых гибка осуществляется за счет гибочных балок и плит. В нижней части станка находится стационарная плита, в верхней – поворотная. Оборудование используется для работы с небольшими, простыми по форме изделиями из листового металла.
- Обыкновенными гидравлическими или пневматическими, в которых заготовка изгибается, располагаясь между матрицей и пуансоном. Станки подходят для изготовления как крупных, так и мелких партий деталей, для гибки толстого листового металла. Большинство предприятий использует гидравлические листогибочные прессы.
- анализируют конструкцию детали;
- рассчитывают необходимое усилие и работу;
- выбирают типоразмер необходимого гибочного оборудования;
- готовят чертежи исходной заготовки;
- рассчитывают переходы деформации;
- оформляют проект технологической оснастки.
- пластичность материала, т. е. его способность изгибаться, не разрушаясь, под нужные параметры (для малопластичных металлов и сплавов используют термическую обработку и/или несколько переходов);
- возможность изгибания детали на требуемый угол, радиус гиба, при которых в месте деформации не появляются трещины;
- вероятность деформирования сложных по форме деталей при большом давлении.
- подобрать металл или сплав с большей пластичностью;
- предварительно термически обработать заготовку;
- нагреть деталь до требуемой температуры.
- путем гибки металлического листа, расположенного между фиксаторами;
- с приложением усилия, когда в конце гибки заготовка упирается в поверхность матрицы.
- V-образная гибка (другое название – одноугловая).
- П-образная гибка или двухугловая.
- Многоугловая.
- гидропрессы с двумя ползунами горизонтального исполнения;
- трубогибы и профилегибы;
- универсальные гибочные автоматы;
- прессы листогибочные вертикальные с гидравлическим или механическим приводом;
- бульдозеры кузнечные – горизонтально-гибочное оборудование.
- пружинение/распружинение – самопроизвольный возврат окончательного угла гибки к первоначальному положению;
- возникновение полос течения металла;
- складкообразования металлического листа при изгибе;
- увеличение или уменьшение толщины, в особенности у заготовок из тонких листов.
- привод;
- станина;
- механизмы измерения, управления и контроля;
- траверса, движущаяся вертикально;
- матрица;
- пуансон;
- нож для горизонтальной резки заготовок;
- устройство компенсации прогиба основания;
- зажимы для удерживания листа.
- Электрические, механические и электромеханические станки.
- По виду конечного профиля.
Изделие может быть с одним углом (L), двумя (П) или несколькими (если металл пластичен). В последнем случае многоугловую гибку делают без нагревания материала.

Возможна гибка листовой стали по радиусу, при которой материал загибают на заготовке. Подобным образом изготавливают петли, оцинкованные хомуты и т. д.
Гибку можно делать свободной – профиль располагается между двумя опорными конструкциями, а на центральную точку происходит воздействие с усилием, в результате чего материал сгибается. Возможно сгибать листовой металл с калибрующим ударом. В данном случае под заготовку кладется подпружиненная опора, которая вместе со стальным листом перемещается вниз. Бывает, что последний метод упрощают – в конце рабочего хода гибочного станка изделие жестко чеканится.
На частоту переходов влияет такое свойство металла, как пластичность. Металлическое изделие без нагревания может сгибаться до угла, равного 120° (без образования трещин). Если предполагается более интенсивное формообразование, то выполняют гибку с двумя или тремя переходами. Если листовой материал отличается низкой пластичностью, то участки между переходами подвергаются термической обработке (отжиг).
Процесс может выполняться с помощью оборудования, на котором осуществляются возвратно-поступательные или вращательные движения. В первом варианте используется гидравлический горизонтально-гибочный станок (кузнечный бульдозер), если давление происходит по горизонтали, либо механический листосгиб – если по вертикали. Второй способ – когда гибку листовой стали производят на ротационных машинах, где деформация происходит между вращающимися валками.
Сгибание металла выполняется в холодном состоянии, поскольку для формообразования не требуются особые усилия. Исключение составляют сплавы, при которых необходима термическая обработка. С нагреванием происходит гибка листовой стали толщиной в 12–16 мм с большим процентом углерода, дюрмалюмина, титана и пр.
Нередко подобную гибку совмещают с другими видами механической обработки: резкой, вырубкой, пробивкой. Для изготовления сложных объемных изделий производится штамповка. Более редким случаем сгибания металла является растяжение для производства узкой вытянутой заготовки с большим диаметром.
Как происходит процесс гибки листовой стали
Технология формообразования деталей из листовой стали заключается в том, что между двумя участками листа образуется угол (градус строго задан), для расчета которого используются специальные автоматизированные программы. Важно понимать, что при сгибании материал деформируется до определенного предела, который индивидуален для каждого металла или сплава. Важно, чтобы процесс изготовления заготовки соответствовал требованиям ГОСТа гибки листовой стали. На степень деформации влияют следующие параметры:
Рекомендуем статьи по металлообработке
Для того чтобы выполнять гибку листовой стали без брака, используются промышленные листогибочные станки. Необходимо строго соблюдать особенности технологии, чтобы готовые изделия получились качественными. Любые отклонения могут привести к образованию дефектов, что скажется на качестве и прочности уже готовой металлической конструкции.

Промышленное оборудование позволяет выполнять гибку стального листа любой толщины. При этом, чтобы деформация была пластичной, достаточно только правильно рассчитать создаваемое оборудованием напряжение.
Оборудование для гибки листовой стали
На сегодняшний день существуют различные гибочные машины. Самые простые из них подходят для изготовления уголков, каркасных профилей и пр. Более усложненные, используемые в промышленных масштабах, делятся на несколько видов:
Наиболее современным оборудованием считается ротационная машина, на которой гибку выполняют в автоматическом режиме. Благодаря этой возможности нет необходимости в расчете прилагаемого усилия.
Листосгибы с поворотными балками также автоматизированы: работнику необходимо лишь правильно расположить лист на оборудовании. Подобные машины часто эксплуатируются на небольших производственных предприятиях.
Особенности гибки нержавеющей листовой стали
Нержавеющая сталь получила название благодаря своей устойчивости к коррозии. Это свойство обеспечивается сочетанием нескольких элементов, которые являются легирующими, то есть улучшающими качества основного материала. Помимо стойкости к разрушению от ржавчины, примеси добавляют сплаву и другие качества: прочность, пластичность и пр. Существует несколько разновидностей нержавеющей стали. Поэтому прежде чем выполнять гибку, нужно узнать состав сплава.
Перед тем как согнуть лист, его разрезают – применяется лазерная, водно-абразивная резка и пр. С помощью резки создается плоская раскатка будущего изделия.

Для формообразования лист подвергается сгибанию под заданные параметры. Обработка нержавеющей листовой стали происходит по тому же принципу, что и в случае с другими сплавами. Как уже было сказано, гибку производят на специальных автоматизированных или механизированных листогибах – станках, прессах и пр. Обычно металл сгибается в холодном состоянии. Однако если есть риск того, что заготовка будет повреждена, то происходит гибка листовой стали с предварительным нагревом.
В последние годы благодаря автоматизации процесса гибки стали предприятие получает следующие преимущества:

Для производства изделия достаточно настроить специальную компьютерную программу, и она в автономном режиме будет выполнять все стадии производства практически без участия рабочего персонала.
Последовательность операций при гибке листовой стали на заказ
Гибку листовой стали начинают с разработки технологического процесса, который предполагает несколько этапов:
Перед тем как выполнять гибку, листовой материал изучается на соответствие его возможностей заданным требованиям. Этот этап позволяет определить, что металл подходит для штамповки по параметрам, заданным по чертежу готовой детали. Изучаются следующие свойства:

Если по результатам анализа выясняется, что металл не соответствует требованиям, то принимается одно из следующих решений:
Технологический процесс формообразования требует некоторых предварительных расчетов, в частности, таких показателей, как угол сгибания, радиус сгибания, угол пружинения.
Радиус гибки листового материала рассчитывают на основании того, насколько пластичен металл, каково соотношение размера и скорости выполнения деформации. Чем ниже минимальный радиус, тем меньше первоначальная толщина листа. Уменьшение толщины называется утонение, коэффициент которого показывает, насколько меньше станет толщина заготовки. Если при расчетах выясняется, что показатель выше критичного, то используется листовое изделие с большей толщиной.
Минимальный радиус зависит от таких свойств стали, как пластичность, толщина листа, расположение волокон в сплаве. Если выполнять гибку металла, у которого небольшой радиус гиба, то возможна деформация верхнего слоя металлопроката, в результате чего пострадает качество уже готового изделия.По этой причине минимальные радиусы следует рассчитывать по наибольшим деформациям крайних частей заготовки, исходя из относительного сужения материала, который видоизменяется.
Пружинение при гибке рассчитывается на основе фактических углов пружинения. При сгибании стали необходимо принимать в расчет и усилия, которые прикладываются для деформации заготовки. Силовые показатели зависят от того, насколько пластичен металл и какова интенсивность его упрочнения при гибке. Как только прокатка завершается, материал приобретает свойство анизотропии, то есть меняются его физические свойства в зависимости от направления прокатки. Проще говоря, если сгибать профиль вдоль волокон, то вероятность образования трещины в местах деформации снижается.
Чтобы точность расчетов силовых показателей была высокой, необходимо учесть, как именно профиль будет деформироваться. Возможны два варианта:
Первая технология применяется, чтобы изготавливать детали с меньшими энергозатратами, вторая – при производстве деталей со сложным контуром.
Гибку листовой стали производят для формообразования практически любых сплавов, независимо от того, присутствуют в них легирующие примеси или нет. В этом заключается основное преимущество технологии перед другими методами обработки металла. Исключение составляют лишь материалы с повышенной хрупкостью и склонностью к деформации.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Какой инструмент выбрать для листогибочного пресса?

Многие не задумываются какое значение имеет оснастка листогибочного пресса и это большая ошибка. Разнообразие инструментов, наряду с тоннажем оборудования, определяет гибкость производства. Если вы производите что-то необычное, велика вероятность, что потребуется специальная оснастка или изделие будет невозможно изготовить. Поэтому самообразование в этой области может сэкономить вам время и деньги. Сначала мы начнем с различных типов гибочных пуансонов.
Примечание: данная стать является переводом.
Пуансоны для листогибочных прессов:
Знание типов пуансонов для гибки листового металла - это первый шаг к пониманию того, что можно изготавливать. Хотя вы можете не быть специалистом в области гибки, некоторые базовые знания могут помочь вам понять какие изгибы невозможно выполнить. Большинство этих пуансонов способны выполнить множества изгибов, но у каждого есть свои преимущества и особенности.
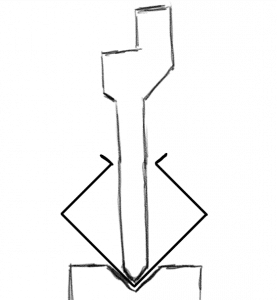
Стандартный пуансон:
Самый распространенный пуансон
Стандартный пуансон - это наиболее распространенный инструмент для листогибочного пресса. Применяется для гибки тупых углов на воздухе или гибки под углом 90 градусов. Стандартный пуансон имеет довольно коренастую конструкцию, поэтому он способен выдерживать высокие нагрузки, необходимые для более толстых металлов или более длинных линий гибки (см. таблицу масс в статье о гибке листового металла).
Острый пуансон:
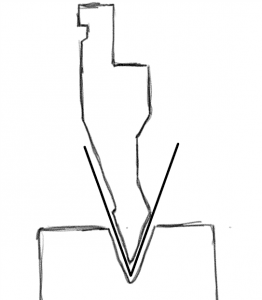
Пуансон для острых углов
Острый пуансон обычно используется для изгиба под углом от 30 до 60 градусов. Опять же, толщина матрицы допускает большие силы, поэтому он подходит для более толстых материалов. Он также используется для получения углов 30 ° перед подшивкой. Затем острый пуансон переключается на пуансон для подгибки/выравнивания для завершения работы.
При проектировании деталей необходимо учитывать механические свойства материалов . Например, с некоторыми типами металлов намного сложнее производить острые изгибы .
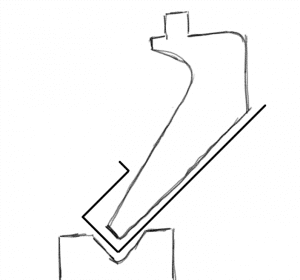
Узкий пуансон:
Предназначен для ограниченного пространства
По сути, узкий пуансон выполняет ту же работу, что и стандартный пуансон. Необходимость в таком инструменте возникает, когда для окончательного изгиба не так много места. В приведенном выше примере вы можете увидеть, как ширина матрицы играет важную роль.
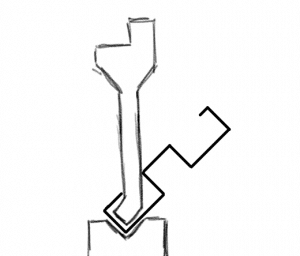
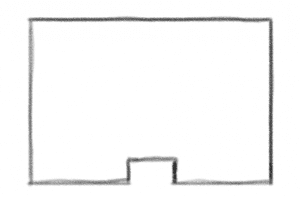
Пуансон гусевидного типа:
Ваш друг для создания каналов
Пуансон гусевидного типа используется для создания U-образных профилей. Следовательно, это широко используемый инструмент, но нужно понимать его ограничения.
Многие хотят делать U-образные профили с высокими обеими сторонами. Глядя на картинку выше, вы можете видеть, что это возможно лишь до некоторой степени. Пуансон расширяется кверху и заканчивается U формой. Таким образом, более широкое основание позволяет использовать более высокие стороны, но все же есть ограничение, установленное формой пуансона.
Кроме того, он не такой прочный, как ваш стандартный пуансон. Несмотря на то, что он довольно прочный, силовая линия не поддерживается на пути к заготовке.
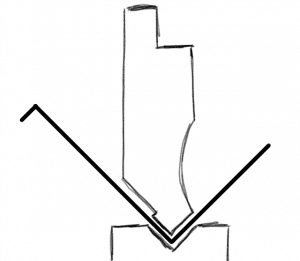
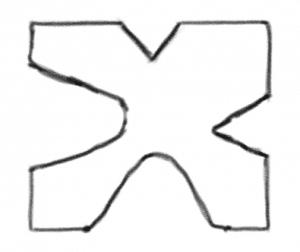
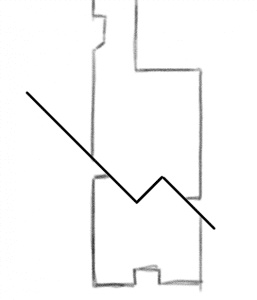
Пуансон для створок:
Пуансон для створок немного похож на пуансон гусевидного типа - он позволяет загибаться за угол. Но дает возможность, чтобы по обе стороны от изгиба были углы. Если вы посмотрите на изображение и попытаетесь представить себе, как сделать что-то подобное с помощью пуансона гусевидного типа вы поймете необходимость такого инструмента для листогибочного пресса.
Листогибочные матрицы:
Листогибочные матрицы составляют вторую часть инструмента листогибочного пресса. Хотя это в основном V-образные канавки, здесь тоже есть некоторое разнообразие.
Матрица 1V:
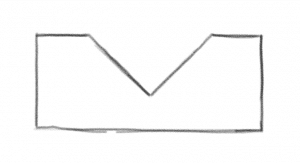
Матрица 1V или одиночная V-образная матрица листогибочного пресса - наиболее распространенный тип матрицы. Она имеет одну канавку, подходящую для определенных углов и радиусов. Если вам нужно выполнить несколько различных операций на одном листе, потребуется переоснащение инструмента, если гибка на воздухе не дает достаточной гибкости.
Матрица 2V:
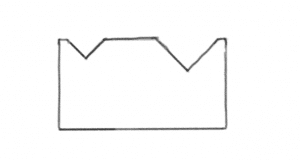
Матрицы 2V имеют две последовательные канавки. Таким образом, это позволяет непрерывно работать без переоборудования, если на листе есть много одинаковых изгибов, для которых все еще требуются различные инструменты. Канавки расположены близко к сторонам, что позволяет использовать короткие фланцы. Канавки имеют разную ширину и также могут иметь разные углы.
Многофункциональная V образная матрица листогибочного пресса:
Они также известны как многогранные V-образные матрицы. Они имеют 4 различных канавки на каждой стороне, предназначенные для различных радиусов и толщин материала. Тем не менее, вы должны повернуть матрицу, чтобы использовать другую канавку.
Еще один недостаток - канавка посередине, а боковые стороны не такие короткие. Таким образом, такая матрица не всегда подходит для гибки коротких фланцев.
Тем не менее, это очень хорошее дополнение к вашему ассортименту инструментов для листогибочного пресса, поскольку такая матрица обеспечивает большую гибкость возможностей в одном инструменте.
Ротационная матрица:
Вращающиеся матрицы позволяют выполнять гибку, аналогичную обычной V-образной гибке, но без повреждения материала. Вращающиеся вставки уменьшают трение - материал скользит по поверхности матрицы, а не соскабливается. Кроме того, он не оставляет следов, как V-образная матрица.

Следы, оставленные обычным V-образным пуансоном
Матрица для окантовки:
Хотя это определенно необходимая вещь, она просто слишком неинтересна для длинного описания. Поэтому вот картинка с пояснениями. Данная матрица предназначена для отделки сгибов под острым углом путем сплющивания.
Специальные пуансоны и матрицы:
Они идут в комплекте. Это то, что делает последовательную гибку намного быстрее, чем это можно сделать за одну операцию. Это также гарантирует, что изгибы параллельны, поскольку нет места для дислокаций.
Уретановые матрицы:
Еще один способ сгибать, не оставляя следов. В матрицах часто имеются отверстия, позволяющие легче прикладывать усилие в нужном направлении. Хотя этот способ может быть менее точным, он все же является хорошей альтернативой при воздушной гибке из-за конечного качества поверхности.
Длина инструмента для листогибочного пресса
Существуют стандартные длины пуансонов и матриц. Поначалу может показаться, что инженеру действительно не нужно это знать. Однако это не совсем так. Допустим, у вас есть металлический лист толщиной 2000 мм с множеством небольших фланцев или ушек, которые необходимо согнуть.
Теперь вы сделали вырезы, чтобы оператор пресса мог согнуть их, не касаясь окружающего листа. А вот вырезы у вас 28 мм. Может быть, вам стоит дважды подумать над их длиной. И для этого полезно знать стандартную длину.
В этом примере единственный способ - выбрать матрицы диаметром 20 мм, но это не гарантирует наилучшего качества. Всегда лучше, чтобы штампы имели точную длину линии изгиба. Если возможно, приведите свой дизайн в соответствие со стандартами.
Стандартные длины штампов листогибочного пресса: 835; 415; 370; 200; 100; 50; 40; 20; 15; 10 мм.
Стандартная длина пуансонов листогибочного пресса: 835; 415; 370; 100; 50; 40; 20; 15; 10 мм.
Гибка листового металла - методы и советы по проектированию [часть 1]

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы - гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией - нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» - вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Гибка толстого листового металла

Гибка толстого листового металла осуществляется на профессиональном оборудовании и после составления проекта необходимого изделия. Только при таких условиях можно гарантировать, что будут сохранены необходимые эксплуатационные характеристики, а заказчик не понесет незапланированных трат на приобретение металла или переделку брака.
Сама операция гибки может быть реализована несколькими способами. В нашей статье мы расскажем, как осуществляется данный тип металлообработки, каков порядок расчета технических параметров, а также из чего складывается алгоритм заказа и изготовления гибки металла.
Ключевые правила гибки металла
Гибка толстого листового металла должна выполняться при соблюдении определенных правил:

Гибка толстого листового металла осуществляется медленно, поскольку необходимо следить за состоянием поверхности листа, не допуская появления трещин и других дефектов.
2 технологии гибки толстого листового металла
Обработка металлических листов выполняется двумя основными способами:

1. Воздушная (свободная) гибка.
Достоинство это вида гибки толстого листового металла заключается в пластичности, недостаток – в невысокой точности результата.
Листовая заготовка траверсом с пуансоном вдавливается на нужную глубину канавки матрицы по оси Y. Между заготовкой и стенками матрицы остается воздушный зазор. Угол гибки при этом способе зависит от положения оси Y, а не от формы применяемого инструмента.
Точность настройки современных прессов составляет до 0,01 мм на оси Y. Однако на угол гибки влияют и другие показатели, в том числе настройка хода опускания траверсы, толщина металла, предел прочности, устойчивость заготовки к деформации, состояние рабочего инструмента.
К плюсам свободной гибки толстого листового металла относятся:
Средства, сэкономленные на приобретении гибочного пресса, можно вложить в дополнительное оборудование, к примеру, в покупку осей заднего упора или манипуляторов.

Минусы воздушной гибки листового металла заключаются:
Воздушная гибка оптимальна для обработки металлических листов толщиной более 1,25 мм. Для заготовок меньшей толщины подходит калибровка.
Минимальный внутренний радиус гибки должен быть больше толщины детали. Если толщина листа равна радиусу гибки, то обработку следует выполнять методом калибровки. При работе с мягкими, легко деформируемыми материалами (например, с медью) допускается толщина листа большая, чем радиус изгиба.
Для того чтобы увеличить радиус, необходимо пошагово перемещать задний упор. Если техническое задание предполагает не только определенный радиус изгиба, но также высокую точность и качество детали, то следует воспользоваться калибровкой на специальном оборудовании.
2. Калибровка.
Калибровка – высокоточный способ гибки листового металла. Его недостаток заключается в небольшой гибкости. Угол изгиба зависит от прилагаемого усилия, а также используемого инструмента. Заготовка располагается в V-образной матрице, плотно прижимаясь к ее стенкам. Упругая деформация при этом способе нулевая, характеристики металла не влияют на угол изгиба.
Для получения качественного результата усилие гиба необходимо точно рассчитать. Лучше всего опробовать силу гибки испытательным гидравлическим прессом на пробном коротком образце.
Способ определения усилия для гибки толстого листового металла
Прилагаемые в процессе гибки толстого листового металла усилия зависят от таких параметров, как пластичность материала и интенсивность его упрочнения при деформации. Также необходимо учитывать направление прокатки первоначальной заготовки. По окончании прокатки остаточное напряжение вдоль ее оси ниже, чем в противоположном направлении. Это значит, что гибка металла по направлению волокон снизит риск разрушения заготовки. Учитывая это, ребро изгиба должно быть расположено так, чтобы направление проката имело минимальный угол к металлическому листу заготовки.

Чтобы рассчитать усилие, необходимо определиться со способом обработки толстого листового металла. Заготовка может располагаться в матрице на фиксаторах (упорах), деформация будет либо свободной, либо с приложением усилия, при котором в конечном моменте гиба деталь упирается в поверхность матрицы. Свободная гибка – более простой способ изгибания заготовок, но при этом результат будет хуже, чем при гибке с калибровкой.
При незначительном упрочнении металла (например, при работе с алюминиевой заготовкой) используется следующая формула:
в которой σт – предел текучести металла до штамповки.
Интенсивность упрочнения детали зависит от угла изгиба (более 45°) и размеров поперечного сечения. В этом случае необходимо воспользоваться формулой:
в которой b – ширина заготовки.
Для расчета технологического усилия Р при одноугловой свободной гибке используется формула:

в которой Ɛ означает наибольшую деформацию сечения заготовки и определяется следующим образом:

σb – предельное значение прочности металла.
При гибке с калибровкой усилие рассчитывается по формуле:
в которой Fпр – площадь проекции изгибаемой заготовки;
pпр – удельное усилие гибки с калибровкой. Этот параметр различается для разных металлов:

Для правильного выбора оборудования для гибки толстого листового металла необходимо к полученным при расчетах значениям прибавить 25–30 %, а затем сравнить их с паспортными данными гибочных машин.
Оборудование для гибки толстого листового металла
Для гибки толстого листового металла используют различные виды оборудования. Самые простые станки подходят для производства уголков и швеллеров. На промышленных предприятиях пользуются прессами:
Самым современным считается ротационное оборудование для обработки толстого листового металла. Благодаря ЧПУ и автоматическому режиму работы оператору не нужно вручную рассчитывать оптимальное усилие гиба.
В автоматическом режиме работают также станочные аппараты с поворотной балкой. Оператор располагает в станке один оцинкованный или обычный металлический лист, который затем изгибается в соответствии с заданными параметрами. Такими станками оснащают небольшие металлообрабатывающие предприятия.
Этапы гибки толстого металла
До начала гибки толстого листового металла в несколько этапов разрабатывают технологические процессы:
Перед тем как приступить к гибке толстого листового металла необходимо изучить материал заготовки, определить, соответствует ли он требованиям заказчика. Для того чтобы понять, возможна ли штамповка по заданным параметрам, необходимо обратить внимание на:
При невозможности гибки представленного металла в соответствии с требованиями заказчика исполнитель предлагает ему несколько вариантов решения проблемы:
До начала гибки толстого листового металла необходимо рассчитать следующие параметры: угол гиба, радиус сгибания, угол пружинения.
При расчете радиуса гибки учитывают пластичность металла, соотношение размера и скорости деформации. Чем тоньше заготовка, тем меньший радиус должен быть.
Коэффициент уменьшения толщины металла показывает, насколько тоньше станет деталь после окончания гибки. Если этот показатель окажется недопустимым, то необходимо использовать более толстую заготовку.
На минимальный радиус гибки влияют пластичность металла, его толщина, расположение волокон проката.
При обработке изделия из металла с небольшим радиусом гиба может деформироваться верхний слой металлических волокон, что отрицательно скажется на качестве готовой детали.
Поэтому для расчета минимального радиуса гиба необходимо использовать показатели максимальной деформации крайних элементов заготовки, учитывая относительное сужение металла, подвергаемого обработке.
Чтобы рассчитать пружинение, необходимо определить фактические углы пружинения с учетом усилия, прилагаемого для гибки толстого листового металла.
На силовые параметры влияют пластичность металла и интенсивность его упрочнения в процессе обработки. После завершения гибки физические свойства металла изменяются в зависимости от направления гибки.
Чтобы снизить риск появления трещин, заготовку следует изгибать вдоль волокон металлического проката.
Для более точного расчета силовых показателей необходимо учитывать способ гибки толстого листового металла:
Первая технология подходит для изготовления простых деталей, не требует серьезных энергозатрат, отличается простотой выполнения. Вторая – оптимальна для производства сложных изделий.
Гибка толстого листового металла возможна для любых сплавов, в том числе, с легирующими примесями в составе. Технологию невозможно использовать только в работе с хрупкими материалами, склонными к деформации.
Несмотря на достаточную сложность процедуры, технология помогает получить изделия нужной формы без деформаций, возникающих, к примеру, при сварке. Чтобы результат имел высокое качество, важно найти опытных специалистов, которые предварительно рассчитают необходимые параметры гибки, а затем выполнят и саму процедуру.
Почему следует обращаться именно к нам
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Оборудование для гибки листового металла
Оборудование для гибки листового металла используется как в небольших цехах, занимающихся металлообработкой, так и на крупных производственных объектах. С его помощью изготавливаются профильный прокат, трубы, изделия сложной формы.
Выбор типа, модели станка, его производителя зависит от объемов изготавливаемой продукции, характеристик помещения, мощностей, которыми располагает производитель. Из нашего материала вы узнаете, какие бывают основные разновидности оборудования для гибки листового металла , а также о том, на что необходимо обратить внимание при покупке станков.
Сферы применения оборудования для гибки листового металла

Гибка представляет собой одну из наиболее широко распространенных операций деформирования с целью придания металлическим заготовкам необходимых изогнутых форм и размеров. В процессе сгибания осуществляется растяжение наружных слоев металла и увеличение его размера, и, одновременно сжатие и уменьшение внутренних слоев. Изначальные размеры изделия не меняются только на слое, расположенном вдоль оси загиба.
В процессе гибки металла наиболее важно точно рассчитать размеры будущего изделия. При этом расчеты производятся вдоль нейтральной средней линии заготовки, на которой не меняются размеры слоев металла.
Такой процесс деформации можно произвести как ручным способом посредством использования приспособлений и оснастки для гибки, включая гибочные станки, так и с помощью гидравлических прессов с ручным, гидравлическим или электрическим приводом.
Использование оборудования для гибки листового металла дает возможность производить профиль необходимой формы, а также ряд других элементов, входящих в конструкции при строительстве зданий и сооружений. Примерами полученной продукции можно назвать буквы, стенды, полки, вывески, короба, уголки, П-образные и Г-образные профили и т. д.
С помощью таких станков не только можно гнуть металл в любом направлении и под различным углом, но и получать профиль волнистой конфигурации.
Согласно поставленным задачам, гибка листового металла разделяется на следующие виды:
Вариант радиусной гибки листовых металлов (закатки) используют для получения таких изделий, как петли, хомуты из оцинковки и т. д.
При гибке тонколистовых материалов усилия не столь велики, поэтому ее преимущественно производят без нагрева заготовки. Исключение составляет изгибание листовой стали из тяжело деформируемых малопластичных металлов. К ним относят титан и сплавы на его основе, высокоуглеродистые стали (с повышенным процентом содержания кремния и марганца), дюралюминий. Их, как и заготовки из листового металла при толщине свыше 12…16 мм, можно гнуть в большинстве случаев горячим способом.
Нередко процесс изгибания комбинируют с иными операциями штамповки листового материала, к примеру, на производствах часто применяют сочетание резки и гибки с пробивкой или вырубкой. Такое соединение нескольких переходов широко применяется в штампах для производства деталей со сложными многомерными формами.

Для изготовления из листового металла узких и длинных деталей с большими радиусами гибки применяют процесс одновременной гибки и растяжения.
В качестве гибочного оборудования, в зависимости от требуемых характеристик продукции после деформирования, а также от вида и размера заготовки, используются:
Отличительной особенностью оборудования для гибки листового металла является уменьшенная скорость деформирования, расширенные габариты пространства штамповки, относительно малое энергопотребление.
При изгибе металлопроката происходят следующие отклонения:
Необходимо учитывать такие моменты, выбирая листогибочное оборудования для производства.
Разновидности оборудования для гибки листового металла

К изделиям из листового металла предъявляются повышенные требования к точности линии изгиба и геометрической сложности поверхности. В любом мелкосерийном производстве возникнет необходимость приобретения листогибочного оборудования, которое отличается в зависимости от параметров производительности.
В состав листогибочного пресса входят:
Каждое промышленное оборудование для гибки листового металла должно быть оснащено приводом.

Почти на всех станках в крупносерийном производстве применяются гидравлические приводы. Поэтому такое оборудование работает бесшумно, быстро, обладает расширенным функционалом, позволяющим производить детали сложной конфигурации.
Такое оборудование характеризуется необычайной плавностью хода, сохраняя при этом высокую производительность. Это дает возможность не только изгибать листы большой толщины, но и обеспечивает высокую точность, вплоть до долей градуса.
Промышленное пневматическое гибочное оборудование по производительности и мощности не уступает гидравлическому способу, но характеризуется более резкими движениями при изгибании листа и обладает повышенной шумностью. Поэтому регулировать усилие давления на лист более сложно. Однако в крупносерийных производствах пневматическое оборудование, особенно при оснащении ЧПУ, является самым производительным.

Эти приводы предназначены для использования в станках со средней производительностью. Такое оборудование для гибки листового металла способно работать безостановочно на протяжении всей смены с максимальной эффективностью при изготовлении деталей довольно сложных конфигураций. Вместе с тем, переналадку на другой вид продукции можно произвести за считанные минуты.
Электромеханические и механические листогибы могут быть как стационарными – для работы в цехах, так и мобильными – с возможностью перемещения непосредственно на объект. К примеру, при монтажных работах с водосточной системой или металлической кровлей повышенного уровня сложности.
Большая часть станков средней мощности прекрасно может работать с покрашенными металлами, не нанося повреждения их поверхности. На них можно обрабатывать металлические оцинкованные листы или профнастилы, покрытые полиуретаном или другими полимерами.
Листогибочное оборудование, оснащенное поворотным устройством, является одним из самых практичных вариантов. Механические листогибы способны гнуть стали толщиной до 1,5 мм, а также цветные и нержавеющие металлы всего ассортимента без предварительного подогрева. Поворотная балка, установленная в передней части на уровне стола в горизонтальном положении, играет роль рабочего механизма.
Листовую заготовку укладывают на горизонтальном столе и прижимают с помощью неподвижной балки. Расположение передней грани балки к плоскости стола составляет тупой угол (измерение производится от внешней стороны). Этот наклон и назначает размер угла изгиба. Как правило, его диапазон находится в пределах 90–120°. После фиксации заготовки листа поворотная балка поднимается и начинает загибать металл по всей длине, которая зависит от ширины рабочего стола. Для такого типа приспособлений характерны простота конструкции, мобильность и высокая производительность.
Для гибки листового металла толщиной не более 1 мм продуктивнее всего использование роликового листогиба. Максимальный угол наклона кромок составляет 90°. Но это даже хорошо, так как необходимость выполнения больших углов для доборных элементов или коробов появляется крайне редко, а произвести догибы кромок фальцового соединения не представляет особой сложности.

Роликовый листогиб, так же как и поворотная балка и пресс, приспособлен для гибки по прямой линии. Однако зачастую необходимо сделать изгиб листа по дуге, к примеру, при изготовлении вентиляционных и водосточных труб или желобов.
Для такого вида гибки используют трехвалковую листогибочную машину. Рабочая часть ее состоит из трех параллельных вращающихся валов – верхнего прижимного и двух нижних опорных.
Расстояние между опорными валами и перемещение по вертикали прижимного будут оказывать влияние на радиус изгиба профильных деталей при производстве на листогибочной трехвалковой машине. Движение такого промышленного оборудования производится от электродвигателя, а перемещение прижимного вала осуществляется с помощью гидравлики.
Самым дорогим и сложным оборудованием такого предназначения является электромагнитный листогиб, в котором закрепление прижимной штанги осуществляется не с помощью винтовых или пружинных креплений, а посредством электромагнита большой мощности. По остальным параметрам его принцип работы аналогичен листогибочному станку с поворотной балкой. Использование такого оборудования позволяет существенно сократить время на подготовительные работы. Простое нажатие кнопки – и лист зафиксирован намертво.
Мощное промышленное оборудование устанавливается в цехах и подключается к промышленной сети. Некоторые станки оснащаются ЧПУ и автоматической подачей листовой заготовки.
Рекомендации по выбору оборудования для гибки листового металла

При выборе модели листогибочного станка необходимо точно определиться, для каких целей вы его приобретаете: в цех, чтобы повысить производительность, или в мастерскую для мелкосерийного выпуска. Для штучного производства больше подойдет ручной аппарат. Стоимость у него небольшая, но по количеству выполняемых на нем операций он не уступит другим моделям.
Для серийного производства лучше всего подойдут станки с электромеханическими или гидравлическими приводами. Их основное преимущество заключается в отличном качестве гнутых профилей. Помимо того, такое оборудование часто оснащается контроллерами или блоками ЧПУ (числового программного управления).
При таком программном обеспечении процесса гибки существенно снижается доля ручного труда и многократно возрастает производительность.
При выборе оборудования для гибки листового металла необходимо всегда учитывать толщину заготовок, которые следует обработать, а также свойства металла, из которого они изготовлены. Не все станки, которые предлагают на сайтах поставщики, предназначены для изгибания заготовок большой толщины, а также далеко не все виды оборудования могут выступать в качестве сегментного листогиба.
По этой причине большое значение при выборе станков для гибки уделяется его функциональности. Станочная модель, оснащенная блоком программного управления и несущая большой набор рабочих функций, позволяет выполнять несколько операций одновременно.
Но для производства деталей с различными формами, в том числе сложной конфигурации, это, безусловно, является далеко не полным списком необходимых качеств.

Потенциальными покупателями оборудования гибки листового металла, в основном, являются юридические лица – представители какой-нибудь промышленной компании. Но иногда это может быть и частное лицо, нацеленное начать свой бизнес по изготовлению деталей из листового металла. В обоих случаях будут полезны следующие рекомендации по подбору оборудования:
- В первую очередь необходимо обращать внимание на технические параметры станка. Характеристики его работы являются очень важным моментом, пренебрегать которыми нельзя ни в коем случае. Для каждого изделия существуют свои характерные технические особенности, как то: толщина стенок, свойства металла, габаритные параметры длины и ширины, сложность геометрической поверхности. Учитывая это, и нужно определяться с моделью станка.
Кроме того, очень важно оценить, в чем превосходство приглянувшейся вам модели станка по сравнению с аналогичным оборудованием. Говоря техническим языком, «создать запас характеристик». Также следует помнить, что нагрузки на технические узлы не могут быть выше допустимых значений, а срок эксплуатации оборудования и скорость изготовления деталей может только увеличиться.
Возникает следующий вопрос: «А можно ли не только приобрести станок, но и значительно сэкономить?». Иногда поставщики предлагают купить их продукцию по очень низкой цене. Средняя стоимость оборудования для гибки листового металла – от 80 до 200 тысяч рублей. При попытке приобрести самый дешевый станок, можно не только потерять свои деньги, но и нажить неприятности.
При нынешних ценах на импортное и отечественное оборудование за маленькие деньги можно купить только металлолом или конструкторский набор слесаря-новичка. Если вам предлагают купить станок по цене ниже рыночной, то вы очень рискуете. В этом случае гораздо правильнее приобрести листогибочное оборудование, бывшее в употреблении, но проведя технический осмотр с грамотным и опытным механиком.
Самыми дорогостоящими в настоящее время являются станки европейского производства – модели французских и германских поставщиков, а наиболее бюджетными – российские и китайские. Станками средней ценовой категории можно назвать те, что изготовлены в Польше, Турции, США. Безусловно, приобрести дорогостоящее прессовое оборудование или листогибы, оснащенные ЧПУ, могут позволить себе лишь крупные компании, обладающие значительными финансовыми возможностями. Однако и скромные компании благодаря высокому качеству и большой производительности такого оборудования, очень быстро окупят свои затраты.
Читайте также: