Основные механические свойства наплавленного металла
Обновлено: 28.09.2024
Сварка и наплавка среднеуглеродистых и низколегированных сталей
Содержание углерода выше 0,2% приводит к возрастанию закаливающих свойств стали, а также к возникновению закалочных трещин и остаточных напряжений. Чтобы избежать этих дефектов, сварку выполняют не допуская появления пор, подрезов, с плавными переходами от изделия к поверхности наплавленного слоя. Нельзя применять прихватки, которые потом полностью не завариваются, а также подваривать дефекты короткими швами менее 100 мм. Многослойную сварку или наплавку ведут так, чтобы при наложении последующего слоя предыдущий не успевал охладиться до температуры ниже 200 °C. Сталь, легко подающуюся закалке, перед сваркой подогревают до температуры 200—250 °C, то же выполняют при сварке на морозе. Углеродистые и низколегированные стали сваривают и наплавляют преимущественно электродами типов Э-42 и Э-46 с рутиловым покрытием. При сварке конструкционных сталей наилучшее качество сварки дают электроды типа Э-42А с фтористокальциевыми покрытиями УОНИ-13, ОЗС-2.
Для наплавки быстроизнашивающихся поверхностей, работающих в абразивной среде, а также там, где требуется повышенная твердость, лучше применять электроды типа Т-590, Т-620 и др. Без термической обработки они позволяют получать менее пластичный металл шва, но с твердостью HRC 56-62.
Режимы сварки и наплавки среднеуглеродистых и низколегированных сталей могут быть выбраны по графику (рис. 1) в зависимости от диаметра электрода и толщины свариваемого металла. При выполнении потолочных и вертикальных швов применяют электроды диаметром не более 4 мм и силу сварочного тока уменьшают на 10—20%.
Детали, имеющие цементированные поверхности с высокой твердостью (кулачки распределительных валов, тарелки толкателей и др.), наплавляют электродами ОЗН-400 и ЦП-4. При этом твердость слоя достигает 45-55 HRC без термической обработки. Перед наплавкой с кулачков распределительных валов снимают наждачным кругом верхний, имеющий наклеп, слой металла толщиной 1—2 мм. При наплавке вал частично погружают в воду, чтобы уменьшить коробление и избежать нарушения термической обработки участков, расположенных близко к зоне сварки. Так же наплавляют тарелки толкателей клапанов.
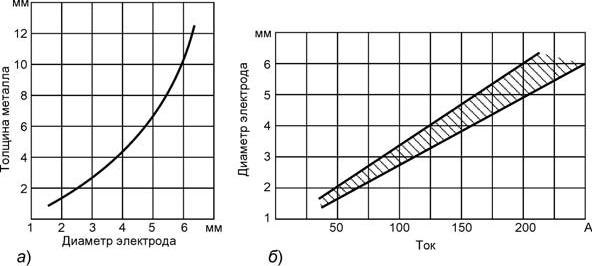
Рис. 1. Графики выбора режима сварки и наплавки: а — график выбора диаметра электродов; б — график выбора силы сварочного тока
Сварка среднелегированных сталей
Среднелегированные стали (ГОСТ 4543—71) обладают высоким значением временного сопротивления разрыву (600—2000 МПа) и высокой стойкостью против перехода в хрупкое состояние. Поэтому их применяют для конструкций, работающих при низких или высоких температурах, при ударных или знакопеременных нагрузках, в агрессивных средах и для других тяжелых условий.
Среднелегированные стали (20ХГСА, 25ХГСА, 30ХГСНА, 30ХН2МФА), чувствительны к нагреву, при сварке они могут закаливаться; перегреваясь, образовывать холодные трещины, что затрудняет их сварку.
Чем выше содержание углерода и легирующих примесей и чем толще металл, тем хуже свариваемость этих сталей.
Такие стали свариваются покрытыми электродами с основным покрытием на постоянном токе с обратной полярностью, швы выполняются многослойными каскадным и блочным способами.
Технология должна предусматривать низкие скорости сварки и охлаждение металла шва. Существенно способствует предупреждению трещин в металле повышение его температуры выше 150 °C. Длина ступени каскадной сварки должна выбираться из расчета указанного разогрева металла предыдущего слоя шва. Обычно длина ступени сварки составляет 150—200 мм.
Сварка легированных теплоустойчивых сталей
Теплоустойчивые стали по микроконструкции подразделяются на стали перлитного класса (12МХ, 12XIMIФ, 20XIMIФITP и др.) и стали мартенситного класса.
Все теплоустойчивые легированные стали поставляются потребителю после термической обработки (закалка, термический отпуск, отжиг). Если рабочая температура изделий из сталей (трубы паронагревателей, детали газовых турбин, трубы печей нефтезаводов и др.) не превышает 600 °C, то они изготовляются из высоколегированных жаростойких и жаропрочных сталей.
Технологией сварки легированных теплоустойчивых сталей любой марки предусматривается предварительный или сопутствующий местный или общий подогрев свариваемого изделия, который обеспечивает структурную однородность метала шва с основным металлом и термическую обработку сварного изделия.
Химическая однородность металла шва с основным металлом нужна для исключения диффузионных явлений, которые могут произойти при высоких температурах во время эксплуатации сварных изделий, так как перемещения химических элементов в процессе диффузии приводят к снижению длительности эксплуатации изделий.
С помощью термической обработки удается улучшить во всем сварном изделии микроструктуру металла. Но для повышения длительности работы изделий нужно правильно выбрать и осуществить режим термической обработки. Лучшая термическая обработка сварных изделий из легированной стали — закалка и высокий отпуск. На практике применяют только высокий отпуск или отжиг с нагревом до температуры около 780 °C.
Необходимый нагрев свариваемого изделия, а также термическая обработка производятся, как правило индукционным методом, током промышленной или повышенной частоты. Время выдержки при отпуске берется из расчета 4—5 мин/мм толщины стенки. Охлаждение сварного изделия до температуры предварительного подогрева (200—450 °C) должно быть медленным.
Сварку теплоустойчивых легированных сталей покрытыми электродами производят на тех же режимах, что и сварку низколегированных конструкционных. Сварку корневого шва выполняют электродами диаметром 2—3 мм.
Техника сварки теплоустойчивых сталей аналогична технике сварки низкоуглеродистых сталей. Многослойную сварку выполняют каскадным способом без охлаждения каждого выполненного слоя шва.
Сварка термически упрочненных сталей
Термической обработкой повышают механические свойства как легированных конструкционных, так и теплоустойчивых, жаропрочных и других сталей, например, 10Г2С1, 09Г2С, 14Г2, 15ХСНД, 12Г2СМФ, 15XГ2СФР, 15Г2CФ, 15Г2АФ, 15ХГСА и др.
При содержании углерода более 0,12% термоупрочненные стали в процессе сварки образуют закалочные микроструктуры в зоне термического влияния, а также разупрочнение металла, если сварное соединение не подвергается после сварки термической обработке. Изменение твердости сварного соединения термически упрочненной стали показано в виде графика на рис. 2
Из рис. 2 видно, что зона термического влияния при сварке упрочненной стали, склонной при сварке к закалке, разделяется на следующие части:
- неполного расплавления (микроучасток интенсивной диффузии и химической неоднородности части оплавленных зерен основного металла);
- закалки и перегрева с температурой нагрева 920—950 °C;
- неполной закалки с температурой нагрева 720—920 °C;
- участок разупрочнения с температурой нагрева ниже 720 °C.
На участке закалки твердость металла будет максимальной, на участке неполной закалки твердость снижена. Самая низкая твердость по сравнения с другими участками, а также с основным металлом будет на участке разупрочнения.
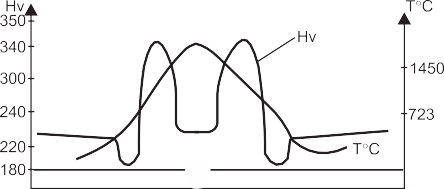
Рис. 2. Характер распределения твердости термически упрочненных сталей после выполнения сварки: О.М. — основной металл; М.Ш. — металл сварочного шва; 1 — участок неполного расплавления; 2 — микроучасток неоднородности; 3 — участок закалки, неполной закалки, отпуска; 4 — участок разупрочнения
Участок разупрочнения — самое слабое место сварного соединения при работе его на статическую нагрузку. Ширина участка разупрочнения влияет на работоспособность сварного соединения, она будет тем выше, чем меньше ширина этого участка. Ширина участка разупрочнения зависит от скорости охлаждения.
Для снижения ширины разупрочненного металла, как и всей зоны термического влияния, следует применять режимы сварки с низкой погонной тепловой энергией.
Сварка высокомарганцовистых сталей
Сталь марки Г-13 содержит около 1,5% углерода и 13% марганца, имеет высокую твердость и стойкость против истирания. Из этой стали изготавливают звенья гусениц тракторов, зубья ковшей экскаваторов и другие детали, работающие в условиях интенсивного абразивного износа. В стали, нагретой до температуры выше 1200 °C, при медленном охлаждении выделяются карбиды марганца, отчего она становится хрупкой и в ней образуются трещины.
При сварке этой стали необходимо создавать как можно меньшую зону нагрева и быстро охлаждать шов. Сварку и наплавку этих сталей следует выполнять уширенными валиками и короткими участками, каждый валик охлаждать водой.
Большая Энциклопедия Нефти и Газа
Механические свойства наплавленного металла определяют как среднее арифметическое из данных, полученных при испытании образцов. Испытания считают удовлетворительными, если их результаты на одном из образцов не более чем на 10 % ниже требований, указанных в приложении 6 или 7, а для ударной вязкости-не более чем на 20 Дж / сы1 ( 2 ктс-м / см) ниже установленных норм при условии, что средний арифметический показатель соответствует нормативным требованиям. [1]
Механические свойства наплавленного металла должны быть не ниже механических свойств основного металла. Электродуговая наплавка деталей из малоуглеродистых, термически не обработанных или нормализованных сталей в большинстве случаев производится электродами марок ОММ-5, УОНИ-13 / 45 типа Э-42 и ВСУ-1 типа Э-42 А. Детали из среднеуглеродистых термически не обработанных или нормализованных сталей наплавляют электродами марок УОНИ-13 / 55, СМ-11 и типа Э-50 А. Наплавку деталей из малоуглеродистых, углеродистых, низколегированных цементированных сталей, а также среднелегированных закаленных сталей производят электродами ОЗН-250, ОЗН-300, ОЗН-350, У-340-ПБ. Цифры, стоящие после индекса ОЗН, показывают среднюю твердость наплавки последнего слоя по Ьринеллю. [2]
Механические свойства наплавленного металла при сварке легированных сталей, не предусмотренных табл. 8, устанавливаются по техническим условиям. [3]
Механические свойства наплавленного металла находятся ниже требований технических условий. [4]
Механические свойства наплавленного металла сопоставимы с основным. После сварки обязательна тщательная очистка от флюса, который выбывает быструю коррозию сварных швов. [5]
Механические свойства наплавленного металла сопоставимы с основным. После сварки необходима тщательная очистка от флюса, остатки которого вызывают быструю коррозию сварных швов. [6]
Механические свойства наплавленного металла при сварке легированных сталей, не предусмотренных табл. 8, устанавливаются по Техническим условиям. [7]
Механические свойства наплавленного металла монотонно изменяются по мере увеличения химической активности флюса до 0 3.4 SiO. [8]
Механические свойства наплавленного металла сопоставимы с основным. После сварки необходима тщательная очистка от флюса, остатки которого вызывают быструю коррозию сварных швов. [9]
Механические свойства наплавленного металла имеют достаточно высокие значения. [10]
Механические свойства наплавленного металла определяются в основном режимом наплавки и составом присадочной проволоки; структура зависит в основном от содержания углерода и других легирующих элементов. [11]
Механические свойства наплавленного металла имеют достаточно высокие значения. [12]
Механические свойства наплавленного металла определяются в основном режимом наплавки и составом присадочной проволоки; структура зависит в основном от содержания углерода и других легирующих элементов. [13]
Механические свойства наплавленного металла при сварке легированных сталей устанавли-в аются по техническим условиям. [14]
Механические свойства наплавленного металла , полученного при сварке указанными электродами, приведены в табл. 29, где даны максимальные и минимальные значения 20 испытаний. [15]
Свойства наплавленного металла повышаются за счет надежной защиты флюсом, более медленного остывания шва и отсутствия перерывов в процессе сварки. Улучшается внешний вид шва за счет равномерного расплавления металла. [2]
Свойства наплавленного металла , зависящие в основном от его химического состава, должны соответствовать условиям работы детали. Деталь при работе испытывает комплекс разрушающих воздействий, однако всегда существует ведущий вид износа, которому, главным образом, обязан сопротивляться наплавленный металл. [3]
Свойства наплавленного металла должны соответствовать механическим свойствам основного металла. После сварки отдельных частей или заварки дефектов наваренный металл должен легко обрабатываться напильником, зубилом. [5]
Свойства наплавленного металла в основном определяются его химическим составом и термообработкой. Химический состав наплавленного металла изменяется в необходимых пределах за счет введения различных легирующих элементов. Из них наиболее дешевыми и доступными являются углерод, марганец, хром, кремний, титан, бор и др. Они повышают твердость и износостойкость металла при истирании. [6]
Свойства наплавленного металла в условиях длительного старения при высоких температурах изменяются сравнительно мало. С повышением температуры старения и увеличением его длительности наблюдается некоторое снижение. Пластичность наплавленного металла в процессе старения изменяется сравнительно мало. В то же время при низком отпуске наплавленного металла ( при 660 - 680 С) после сварки в процессе его старения может наблюдаться охрупчивание, сопровождаемое падением пластичности и ударной вязкости. [7]
Свойства наплавленного металла и металла различных зон сварных соединений в исходном состоянии после сварки определяются их составом и структурой. [8]
Свойства наплавленного металла шва при сварке сталей, не указанных выше, определяются специальными требованиями или техническими условиями. [9]
По свойствам наплавленного металла электроды подразделяются на типы. Типы электродов для сварки конструкционных сталей регламентированы по механическим свойствам наплавленного металла и содержанию в нем вредных примесей серы и фосфора. Типы электродов для сварки легированных теплоустойчивых сталей регламентированы по химическому составу наплавленного металла и механическим свойствам наплавленного металла или металла шва. [10]
Химический состав и свойства наплавленного металла оказываются более близкими к составу и свойствам основного металла, чем при других способах сварки. Поэтому этот вид сварки следует рекомендовать для широкого внедрения при изготовлении аппаратуры сернокислотной про-мышле нности. [11]
Для того чтобы свойства наплавленного металла не существенно изменялись за счет разбавления его основным металлом при наплавке поверхностей с особыми свойствами, глубина проплавления металла изделия и соответственно доля его участия в образовании поверхностного слоя должны быть минимальными. [12]
Наиболее благоприятное сочетание свойств наплавленного металла достигается в сплаве 20Г15Ф ( сто 2 450 - 500 МПа; ств 540 - 600 МПа; 6 6 - 10 %; ф 13 - 15 %; а 2 cQ) 4-о 5 МДж / м2) с постепенной кинетикой мартенситного превращения. [13]
Как показало исследование свойств наплавленного металла с переменным содержанием хрома в пределах 1 - г - 11 % [54], наиболее предпочтительным является применение для сварных соединений перлитной стали с хромистой сварочных материалов перлитного класса. Это обусловлено тем, что наплавленный металл с содержанием хрома в пределах 1н - 5 % ( переходные составы перлитного шва) имеет более высокий уровень пластичности и ударной вязкости по сравнению с составами, которые могут быть при применении электродов на основе 12 % хрома. Перлитный металл шва в средних слоях и в участках, примыкающих к перлитной стали, обладает меньшей склонностью к закалке и образованию трещин в процессе сварки по сравнению с металлом швов, содержащих около 12 % хрома. Кроме того, при использовании перлитных электродов, как будет показано ниже, меньше интенсивность развития диффузионных прослоек в зоне сплавления после термообработки или в условиях эксплуатации при высоких температурах. [14]
Воздействие технологической термической обработки на свойства наплавленного металла и металла шва может быть тесьма значительным, причем оно особенно сильно при начальной аусте-нитпо-фепритной структуре. [15]
Качество наплавленного металла зависит не только от качества электродной проволоки, но и от качества материалов для электродных покрытий, флюса для автоматической сварки. Приемку, транспортировку, хранение и испытание каждой партии материала осуществляют в соответствии с ГОСТами и действующими на предприятии производственными инструкциями или правилами. [2]
Качество наплавленного металла во многом зависит от исходных качеств сварочной проволоки и основного металла, а также от их соответствия. [3]
Качество наплавленного металла улучшается за счет надежной защиты флюсом и более медленного остывания шва. Кроме того, улучшается внешний вид шва за счет равномерного расплавления металла в единицу времени. [5]
Качество наплавленного металла и прочность сварного шва сильно зависят от состава сварочного пламени. Поэтому сварщик должен обращать особое внимание на характер и правильность регулирования сварочного пламени. [7]
Качество наплавленного металла в значительной степени зависит от квалификации сварщика. Способ характеризуется относительно низкой производительностью. Преимущество газопламенной наплавки заключается в том, что сравнительно низкая температура газового пламени не разрушает карбиды, содержащиеся в присадочном прутке. [8]
Качество наплавленного металла и прочность сварного шва зависят от состава пламени, поэтому во время сварки сварщик должен следить за его характером, регулировать его состав в течение всего процесса сварки. Характер пламени подбирают в зависимости от свариваемого металла и его свойств. Для сварки сталей требуется нормальное пламя, для сварки чугуна, наплавки твердых сплавов - науглероживающее, для сварки латуни - окислительное пламя. [9]
Качество наплавленного металла в значительной степени зависит от квалификации сварщика. Способ характеризуется относительно низкой производительностью. Преимущество газопламенной наплавки заключается в том, что сравнительно низкая температура газового пламени не разрушает карбиды, содержащиеся в присадочном прутке. [10]
Качество наплавленного металла при аргонодуговой сварке существенно зависит от режима сварки и особенно от длины дуги: чем длиннее дуга, тем ниже качество шва, меньше, глубина провара. Глубина провара уменьшается и с увеличением скорости сварки. Аргонодуговой сваркой сваривают низколегированные, кислотостойкие и жаростойкие стали, а также алюминий, магний и их сплавы, титан, цирконий, молибден. Кислотостойкие и жаростойкие стали сваривают неплавящимся вольфрамовым электродом. Применение аргонодуговой сварки для кислотостойких сталей, таких как 1Х18Н9Т, значительно уменьшает выгорание примесей, особенно титана. Наряду с аргонодуговой сваркой, для этих сталей может применяться азотнодуговая сварка угольным электродом, правда, при этом происходит науглероживание шва. [11]
Улучшить качество наплавленного металла необходимо пре всего защитой сварочной ванны от проникновения в нее кислор ( азота и водорода, удалением этих элементов из металла шва, л рованием металла, а также восполнением потерь, вызванных уга различных элементов. [12]
Улучшению качества наплавленного металла и сварного соединения способствуют надежная защита зоны сварки от атмосферного воздействия, стабильность процесса, обеспечивающая однородность химического состава металла, и снижение опасности непровара вследствие белее глубокого проплавления основного металла. [13]
По качеству наплавленного металла электроды с покрытием этого типа занимают промежуточное положение между рудно-кислыми и фтористо-кальциевыми электродами. Шлакообразующую основу покрытия составляют рутил, алюмосиликаты и карбонаты. Поскольку окислительная способность рутилового покрытия ниже, чем рудно-кислого, количество марганца в нем значительно ниже и его гигиенические характеристики гораздо лучше, чем рудно-кислого покрытия: содержание окислов марганца в аэрозоле при сварке в 3 - 5 раз ниже. [14]
Особенности технологии и виды наплавки металла
Сущность метода наплавки металла, особенности технологии и области применения. Разновидности наплавки: вибродуговая, газопламенная, плазменная, лазерная, индукционная. Классификация и основные виды оборудования.

Наплавка металла применяется для восстановления геометрии изношенных деталей машин и механизмов, формирования упрочняющих слоев металла на поверхности изделий и создания биметаллических структур.
По своей сути наплавка — это один из видов сварочных технологий, т. к. она основана на тех же физических и технологических принципах, что и традиционные виды сварки.
Для восстановления и защиты поверхностей деталей с помощью слоя расплавленного металла используют различные способы наплавки, отличающиеся друг от друга методами плавления и составами сварочной среды: электродуговые, газопламенные, плазменные, лазерные, индукционные и пр.
С помощью этой технологии можно наплавлять на рабочие плоскости стальных конструкций металлы различного химического состава, в том числе медь, бронзу, чугун, а также никелевые, кобальтовые и хромовые сплавы.

Особенности технологии и процесса наплавки
Технология наплавки позволяет добиться не только надежного сцепления наносимого металла с основой, но и получить требуемые физические и химические характеристики наплавленного слоя.
Первое достигается качественной подготовкой базового изделия и точным соблюдением технологических режимов, а второе — правильным подбором сварочных материалов.
Сущность наплавки состоит в равномерном нанесении узких полос расплавленного металла на поверхность детали таким образом, чтобы они соединились в сплошной металлический слой заданной толщины. При нанесении защитных покрытий он может составлять десятые доли миллиметра, а при восстановлении изношенных деталей — до десяти миллиметров.
В последнем случае должна быть обеспечена толщина припуска, достаточная для механической обработки детали (обточки, расточки или фрезеровки) до требуемого размера. Перед механообработкой наплавленный слой, как правило, отжигают, а после подвергают закалке с отпуском.

Виды наплавки металла
Технология наплавки должна обеспечивать как качество наплавленного слоя, так и минимальное воздействие на металл базовой детали, чтобы избежать ее деформации.
Кроме того, разные способы наплавки имеют различные скорости обработки и отличаются расходом сварочных материалов на единицу наплавленного металла. Каждый из них характеризуется собственным соотношением качества с производственными и экономическими показателями.
При этом в условиях реального производства наплавка деталей может выполняться не самым удачным способом. К примеру, многие предприятия не располагают оборудованием для электрошлакового наплавления, которое кратно экономит электроэнергию и наплавочные порошки, и применяют для тех же целей электродуговые методы.
Большинство наплавочных технологий ориентированы на работу с изделиями из стали, в том числе с нанесением на нее покрытий из цветных металлов. Как правило, среди них выделяются следующие виды:
- электродуговая;
- вибродуговая;
- газопламенная;
- плазменная;
- лазерная;
- индукционная;
- электрошлаковая;
- электроискровая.
Отдельной разновидностью этих технологий является наплавка баббитами, которая производится при температурах +300…+400 ºC с использованием газопламенного нагрева.

Электродуговая наплавка
Чаще всего для наплавления металла применяют традиционное электродуговое оборудование. При ручной дуговой наплавке это стандартные выпрямители и инверторы постоянного тока, подключенные плюсом на электрод, а минусом — на деталь.
Такая схема включения используется для снижения глубины проплавления и общего нагрева изделия. Вручную металлы наплавляют как штучными обмазанными электродами, так и с помощью аппаратов с нерасходуемыми электродами и полуавтоматов с защитной средой из газа.
Ручная электродуговая наплавка угольными электродами с использованием порошковых смесей применяется для создания упрочняющих поверхностных слоев. В этом случае для обеспечения устойчивого плавления металла в присадочном порошке применяют включение с прямой полярностью (плюс на детали), повышающее нагрев поверхностного слоя изделия.
В составе механизированного наплавочного оборудования обычно используют сварочные полуавтоматы с подачей сплошной или порошковой проволоки, позволяющей вести работу под флюсом.
Такие установки имеют высокую производительность и обеспечивают высокое качество наплавленной поверхности. На видео ниже показано восстановление слоя металла в посадочном отверстии детали горной техники в автоматическом режиме.
Основному процессу предшествует зачистка металла с помощью прямошлифовальной машинки и разогрев места наплавления газовой горелкой. В качестве присадочного материала используется наплавочная проволока с омеднением.
Вибродуговая наплавка с применением проволоки
Вибродуговая наплавка применяется для нанесения металла толщиной менее одного миллиметра с минимальным нагревом верхнего слоя основы.
Эта технология представляет собой прерывистый сварочный процесс, во время которого электрод совершает колебательные движения в осевом направлении с частотой до ста герц и амплитудой от 0.3 до 3 мм.
В результате таких колебаний время существования дуги составляет около одной пятой от времени всего рабочего цикла и на поверхность переносится малое количество металла. Поэтому глубина провара получается небольшой, а тепловое воздействие на основную деталь — минимальным.
Вибродуговое наплавление выполняют с помощью полуавтоматов, оснащенных специальными электромеханическими устройствами прерывистой подачи, при этом используется проволока для наплавки диаметром 1.6÷2 мм.
Процесс наплавления осуществляется в защитной среде из газа, водных растворов или пены.
Газопламенная наплавка
Газопламенная наплавка считается самым простым и доступным способом наплавления металла, при котором источником тепла служит пламя горящего ацетилена или пропан-бутановой смеси.
В качестве присадочного материала обычно применяется сварочная проволока или прутки, которые подаются в зону сварки ручным или механизированным способом, а для флюсов чаще всего используют смеси на основе буры и борной кислоты.
Детали небольшого размера наплавляют без предварительного разогрева, а крупные перед наплавкой необходимо нагревать до температуры не менее 500 ºC.
Кроме проволочных и прутковых присадок, при газопламенном наплавлении также используют порошковые, которые направляются в газовую струю из специального накопителя, плавятся в потоке пламени и в виде мелких капель металла оседают на поверхности детали.

Плазменная наплавка
Плазменная наплавка выполняется на специальных сварочных аппаратах, которые называются плазмотронами. Главным элементом такого оборудования является специальная горелка, в которой формируется поток газовой плазмы, достигающий температуры в несколько десятков тысяч градусов.
При плазменной наплавке применяют традиционные присадочные материалы, в том числе и гранулированные смеси, которые подают в рабочую зону механизированным способом.
Этот вид наплавочной технологии характеризуется небольшой глубиной проплавления основной детали в сочетании с качественной структурой наплавленного слоя металла.
Электрошлаковая наплавка
Электрошлаковая наплавка — это термический процесс, при котором источником нагрева гранулированной присадочной смеси, наносимой на поверхность детали, является шлаковая ванна.
Такое устройство представляет собой небольшую емкость с кристаллизатором, перемещаемую вдоль поверхности базовой детали. Сверху в нее опускается плавящийся электрод или подается гранулированная присадка, при этом плавление металла происходит под слоем шлака и флюса, защищающего зону наплавления от нежелательного воздействия атмосферных газов.
Вертикальное расположение шлаковой ванны способствует всплыванию пузырьков газа и частиц шлака, что способствует уменьшению количества пор и твердых включений в наплавленном металле.
Кроме того, шлаковый слой защищает от разбрызгивания металла и сохраняет тепло рабочей зоны, поэтому эта технология характеризуется пониженным энергопотреблением. Одними из немногих ее недостатков являются повышенная сложность технологического процесса и невозможность работы с деталями малого размера и сложной конфигурации.
Лазерная наплавка
Лазерная наплавка работает по тому же принципу, что и порошковые плазменная и газопламенная. Здесь также создается поток присадочного материала из порошка с соединениями металлов и флюса, только его расплавление производится при помощи сфокусированного луча лазера.
Основным элементом лазерных установок является специальная головка с соплом, в котором образуется нагретый лазером поток газа, и порошковым инжектором, впрыскивающим в этот поток присадочный порошок.
По сравнению с другими видами наплавочных технологий лазерная наплавка характеризуется высокой точностью и стабильностью технологических режимов.

Индукционная наплавка
Индукционная наплавка основана на расплавлении присадочного материала и верхнего слоя металла вихревыми токами, наводимыми на поверхность изделия с помощью высокочастотного поля.
Для этого на участок детали, предназначенный к наплавлению металлом, вначале наносится слой присадочного материала с флюсом. Затем над ним на небольшом расстоянии размещается индуктор, представляющий собой несколько витков медной трубки или шинки, на которую подается высокочастотное напряжение.
Глубина проплавления металла базовой детали зависит от частоты тока индуктора: чем выше частота, тем на меньшую глубину проникают вихревые токи. Этот метод наплавления имеет одну из самых высоких производительностей и обеспечивает минимальный нагрев металла изделия.
Электроискровая наплавка
Электроискровая наплавка — это одна из разновидностей электроэрозионной обработки, основанной на воздействии кратковременных электрических разрядов на поверхность металлического изделия.
Основные элементы электроискровой установки — это электромагнитный осциллятор и электрод, из которого при искровых разрядах вырываются частицы металла. Поскольку ионы металлов обладают положительным зарядом, электрод подключается к плюсу, а деталь — к минусу.
С помощью электроискрового метода наносят покрытия толщиной от нескольких микрон до 0.5 мм. При этом наплавленный металл получается плотным и мелкопористым, что способствует хорошему удержанию масла на поверхностях трения.
Одно из главных достоинств этой технологии — практически полное отсутствие нагрева обрабатываемой поверхности, что позволяет избежать деформации изделия и изменения структуры металла.
Применяемое оборудование
Оборудование для наплавки работает с использованием тех же источников питания и способов нагрева наплавляемого металла, что и сварочные установки. Его главное отличие — это наличие вспомогательных устройств, обеспечивающих подачу и распределение присадочных материалов по поверхности обрабатываемого изделия.
В качестве универсального оборудования для наплавки нередко используют сварочные устройства, которые при необходимости дополняют специальной оснасткой и приспособлениями.
Специализированное наплавочное оборудование обычно классифицируют по форме наплавляемых поверхностей: для плоских деталей, для тел вращения и для сложных профилей.
Присадочные материалы в таких установках наносят не только традиционными способами (проволока, прутки, сопловое распыление), но и с применением специальных технологий: спиральная укладка ленты, центробежное распределение присадочного материала и пр.
В продаже можно встретить малогабаритные установки электроискровой наплавки для домашнего применения, в аннотации к которым указывается, что с помощью этих устройств можно наплавлять металл толщиной до нескольких миллиметров.
Однако известно, что за один проход данная технология позволяет нарастить слой менее чем на десятую долю миллиметра. Как же достигается такая толщина и какого качества получается металл? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в комментариях.
Читайте также: