Отбортовка отверстий в листовом металле
Обновлено: 20.05.2024
ОТБОРТОВКА — (1) загиб кромки металлического листа для соединения его с др. кромкой или др. листом (клепкой или сваркой); (2) в кузнечно-штамповочном производстве — одна из технологических операций обработки металлов давлением путём образования борта по наружному контуру листовой заготовки или по торцу трубы.
Большая политехническая энциклопедия. - М.: Мир и образование . Рязанцев В. Д. . 2011 .
Смотреть что такое "ОТБОРТОВКА" в других словарях:
отбортовка — штамповка, загиб Словарь русских синонимов. отбортовка сущ., кол во синонимов: 4 • загиб (20) • … Словарь синонимов
ОТБОРТОВКА — 1) операция листовой штамповки.2) Загиб кромки металлического листа для соединения его с другой кромкой или другим листом (сваркой, склепыванием и т. д.) … Большой Энциклопедический словарь
отбортовка — Ндп. бортовка фланцовка Образование борта по внутреннему контуру заготовки или изделия. [ГОСТ 18970 84] Недопустимые, нерекомендуемые бортовкафланцовка Тематики оборуд. для бесстружечной обработки Обобщающие термины формоизменяющие операции … Справочник технического переводчика
Отбортовка — [flanging, crimping] операция листовой штамповки для получения отверстия с бортом в полой или плоской заготовке (внутренняя отбортовка) или для получения борта по наружному контуру заготовки (наружняа отбортовка) … Энциклопедический словарь по металлургии
отбортовка — 1) операция листовой штамповки. 2) Загиб кромки металлического листа для соединения его с другой кромкой или другим листом (сваркой, склёпыванием и т. д.). * * * ОТБОРТОВКА ОТБОРТОВКА, 1) операция листовой штамповки. 2) Загиб кромки… … Энциклопедический словарь
отбортовка — 2.37.3 отбортовка: Замена протектора и обновление боковины, в том числе полностью или частично нижней части шины. Источник … Словарь-справочник терминов нормативно-технической документации
Отбортовка деталей — Отбортовка: процесс образования невысоких бортов вокруг предварительно пробитых отверстий или по краю полых деталей (отбортовка отверстий), а также по наружному криволинейному краю заготовок (отбортовка наружного контура), производимый за счет… … Официальная терминология
отбортовка кромки — Загиб кромки металлического листа для соединения его с другим листом [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики строительные и монтажные работы EN edge flangingflanging DE Kantenbördelung FR tombage… … Справочник технического переводчика
Отбортовка — операция листовой штамповки (См. Листовая штамповка), в результате которой пластической деформацией исходной плоской заготовки образуют борт по контуру заранее пробитого в ней отверстия или по внешнему контуру. В первом случае О.… … Большая советская энциклопедия
Отбортовка — ж. 1. процесс действия по гл. отбортовать 2. Результат такого действия. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
34. Холодное выдавлевание листового металла
Операции холодной объемной штамповки в настоящее издание справочника не включены. Все сведения и рекомендации по холодной объемной штамповке, содержащиеся в предыдущем издании справочника, остаются в силе.
В листовой штамповке холодное выдавливание является операцией по изготовлению полых тонкостенных деталей преимущественно из листовой заготовки в результате пластического истечения металла в зазор между пуансоном и матрицей.
Процесс холодного выдавливания заключается в следующем: заготовка, имеющая объем, равный объему детали с припуском на обрезку, помещается в гнездо матрицы; давлением пуансона металл приводится в весьма пластичное состояние и выдавливается в кольцевой зазор между пуансоном и матрицей. Применение холодного выдавливания в массовом производстве дает снижение трудоемкости в пять-десять раз и уменьшение стоимости инструмента в три раза.
В настоящее время холодным выдавливанием изготовляют детали из алюминия, меди, томпака, латуни и цинка (последний с нагревом до 200° С), а также из малоуглеродистой стали (меньшей высоты и большей толщины).
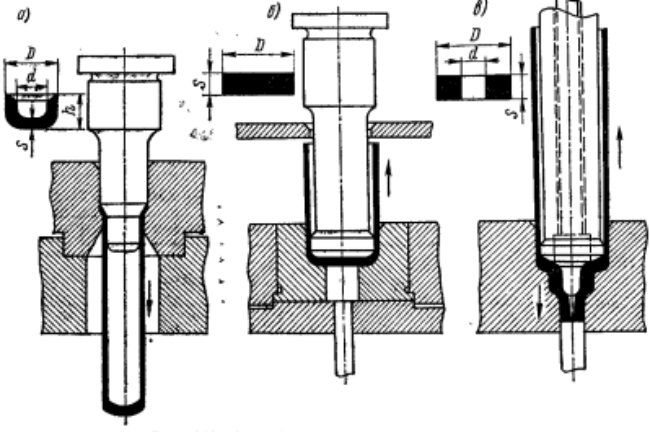
Рис. 202. Способы холодного выдавливания
- прямой способ (рис. 202, а), когда течение металла направлено в сторону рабочего движения пуансона;
- обратный способ (рис. 202, б), когда течение металла идет в направлении, обратном рабочему ходу пуансона;
- комбинированный способ (рис. 202, в), представляющий сочетание прямого и обратного способов.
Прямым способом обычно изготовляют гильзы и трубки небольшого диаметра.
Для изготовления гильз с донышком прямым способом заготовка должна быть в виде диска или лучше в виде толстостенного колпачка. Оставшийся фланец обрезается в том же штампе под другим обрезным пуансоном, для чего применяют поворотные или передвижные пуансоны.
Прямой способ холодного выдавливания требует меньшего усилия пресса, так как обычно осуществляется при меньшей степени деформации, что позволяет работать с большим числом ходов пресса (до 90-120 ход/мин).
Отношение толщины стенок готовой детали к толщине заготовки составляет от 1:4 до 1:25, что дает степень деформации от 75 до 96%.
В табл. 115 приведены размеры и точность деталей, изготовляемых прямым способом холодного выдавливания.
Таблица 115. Размеры деталей, изготовляемых прямым способом холодного выдавливания
| Наименование | Размеры в зависимости от материала детали, мм | Точность изготовления, мм (±) | |
| Свинец, олово, цинк, алюминий | Дуралюмин, медь, латунь | ||
| Диаметр (цилиндрические детали) | От 3 до 100 | От 5 до 100 | От 0,03 до 0,05 |
| Сечение (прямо угольные детали) | От 2 X 4 до 100 X 80 | От 3 x 5 до 70 X80 | От 0,03 до 0,05 |
| Толщина стенок | От 0,05 до 0,1 и больше | От 0,3 до 1,0 (медь) От 0,5 и больше (латунь) | От 0,03 до 0,075 |
| Отношение длины детали к диаметру | От 5d до 60d | От 3d до 40d | От 1 до 5 |
| Толщина фланца | От 0,2 - 0,3 до 0,5 и больше | Равна толщине стенки и больше | От 0,1 до 1,0 мм |
Обратный способ холодного выдавливания применяется для изготовления цилиндрических и призматических полых изделий диаметром до 120 мм, с толщиной стенок от 1,5 до 0,08 мм и высотой до 300 мм при отношении высоты к диаметру 8:1.
В табл. 116 даны размеры и точность деталей, изготовляемых обратным способом холодного выдавливания.
116. Размеры деталей, изготовляемых обратным способом холодного выдавливания
| Наименование | Размеры в зависимости от материала детали, мм | Точность изготовления, мм (±) | |
| Свинец, олово, цинк, алюминий | Дуралюмин, медь, латунь | ||
| Диаметр (цилиндрические детали) | От 8 до 100-150 | От 10 до 50-70 | От 0,03 до 0,05 |
| Сечение (прямо угольные детали) | От 5 x 7 до 70 x 80 | От 6 x 9 до 20 x 40 | От 0,03 до 0,05 |
| Толщина стенок | От 0,08 до 0,23 и больше | От 0,5 до 1,0 (медь) От 1,0 и больше (латунь) | От 0,03 до 0,075 |
| Толщина основания | От 0,25-0,3 до 0,5 и больше | Равна толщине стенок и больше | От 0,10 до 0,2 |
| Отношение длины детали к диаметру | От 3:1 до 10:1 (свинец), 8:1 (алюминий) | От 3: 1 до 5: 1 | От 1 до 3 |
Комбинированный способ холодного выдавливания применяется для изготовления деталей более сложной формы, с фигурным дном, имеющих отростки, выступы и шипы, а также с дном, расположенным внутри гильзы.
| Рис. 203. Штамп для холодного выдавливания алюминиевых деталей обратным способом. | Рис. 204. Штамп для холодного выдавливания с движущейся матрицей и гидравлическим мультипликатором. |
На рис. 203 изображен штамп для холодного выдавливания обратным методом. Штамп имеет следующие особенности: пуансон (быстросменный) закрепляется при помощи цангового зажима; матрица сделана составной, с горизонтальной плоскостью разъема; съемник сделан подвижным пружинным для удобства съема высоких деталей (без увеличения длины пуансона). Составная матрица более стойка, ее более просто изготовить и термически обработать.
На рис. 204 приведен штамп, осуществляющий новый способ 2 холодного выдавливания полых тонкостенных деталей с эффективными силами трения путем деформации сплошной заготовки между двумя пуансонами - неподвижным 1 и рабочим пуансоном 5 с истечением металла в кольцевой зазор между последним и стенками движущейся матрицы 2. В процессе выдавливания матрица перемещается в направлении течения металла со скоростью, превышающей скорость истечения в 1,2-1,3 раза. Таким образом, движущаяся матрица не только не оказывает сопротивления течению металла, но создает эффективные, положительно направленные силы трения, способствующие течению металла заготовки.
2 Авторы Ю. П. Можейко и Н. К. Ровенталь.
Штамп снабжен гидравлическим устройством, создающим рабочий ход поршня 6 и закрепленного в нем пуансона 5. Это устройство является своеобразным гидравлическим мультипликатором, увеличивающим рабочее усилие выдавливанием в 14 - 15 раз по сравнению с усилием пресса. Для этого усилие ползуна пресса передается двумя плунжерами 4 жидкости, находящейся в нижней части обоймы 3.
Давление жидкости действует на поверхность поршня 6 и создает рабочее усилие выдавливания во столько раз большее усилия, передаваемого ползуном пресса и плунжерами 4, во сколько раз площадь поршня больше торцовой поверхности плунжеров. В последнее время этот метод был развит и модифицирован рядом других исследователей.
Весьма эффективно применение холодного выдавливания для изготовления стальных деталей. Здесь также существуют три способа холодного выдавливания: обратный, прямой и комбинированный.
В табл. 117 приведена допустимая степень деформации при холодном выдавливании стальных деталей.
После каждой операции с большой степенью деформации производится отжиг в защитной атмосфере при 720° С, обкатка в барабане и фосфатирование заготовок с последующим их отмыливанием. Отжигу и фосфатированию подвергаются и исходные заготовки.
Таблица 117. Допустимая степень деформации при холодном выдавливании стальных деталей
| Допустимые деформации | Способы выдавливания | |||
| Обратный | Прямой | |||
| Значение показателя | Численная величина % | Значение показателя | Численная величина % | |
| Степень деформации поперечного сечения | E = (d2/D2)100* | 40 - 70 | E = (1 - d2/D2)100 | 50 - 90 |
| Относительное уменьшения толщины стенки полой заготовки | - | - | εS = (S0 - S)/S0 100 | 50 - 75 |
| Относительное уменьшение диаметра полой заготовки | - | - | εS = (d0 - d)/d0 100 | 10 - 28 |
*Диаметр заготовки равен наружному диаметру детали D. В соответствия с размерами деталей допустимы деформации ниже приведенных в таблице
Холодное выдавливание стальных деталей рассмотрено в справочнике по холодной объемной штамповке.
За последние годы освоены новые процессы холодного выдавливании стальных деталей. К ним относится способ холодного выдавливания стальных деталей с отверстиями из сварных кольцевых заготовок, изготовляемых на сварочном автомате.
На рис. 205, а показаны заготовки, на рис. 205, б - готовые детали.
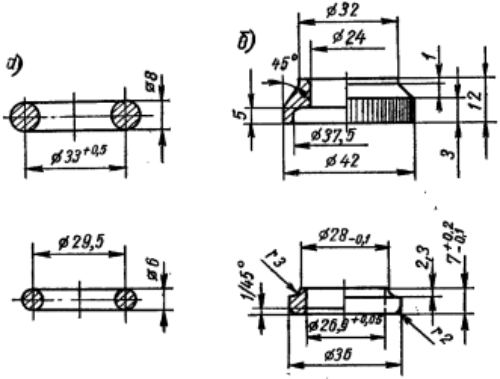
Рис. 205. Стальные детали, полученные холодным выдавливанием на сварных кольцевых заготовок
Кольцевые заготовки после гибки и сварки с удалением грата подвергаются нормализации или низкому отжигу, травлению, фосфатированию и смазке. Этот способ дает экономию металла на 80-90% и экономию по заработной плате в размере 30-40% по сравнению с обработкой резанием.
В СССР и ЧССР освоен весьма интересный способ безотходного изготовления состыкованных шайб из проволочной заготовки. Эти шайбы отличаются от обычных 4 см, что имеют стык в поперечном сечении. Установлена полная эксплуатационная пригодность шайб и на них были разработаны специальные стандарты. Преимущества шайб нового типа заключаются в громадной экономии материала - 96% использования металла вместо 38% при вырубке из полосы. Для массового производства шайб создан специальный автомат ТНР18 3 (рис. 206).

Рис. 206. Схема работы автомата для изготовления шайб из проволоки
Производительность автомата до 250 шт/мин. Материалом для изготовления является отожженная и калиброванная проволока прочностью σв 2 .
В настоящее время существуют различные формулы для определения усилий колодного выдавливания. Приводим приближенную формулу Говарда, пересчитанную на метрические меры:
, где р - давление выдавливания, кгс/мм 2 ;
F0 и F - площади поперечного сечения заготовки и изделии;
В и С -опытные коэффициенты (табл. 118).
Таблица 118. Значения опытных коэффициентов
| Марка стали | Содержание углерода, % | Коэффициенты, кгс/мм 2 | |
| В | С | ||
| 10 | 0,1 | 22 | 63 |
| 20 | 0,2 | 23 | 71 |
| 30 | 0,3 | 25 | 80 |
, где Fп - площадь поперечного сечения пуансона, мм 2 .
Усилие на установившейся стадии обратного выдавливания можно определить по другой приближенной формуле:
, где F - площадь поперечного сечения заготовки;
Fп - площадь поперечного сечения пуансона;
kс - коэффициент, имеющий следующие значения: для алюминий kc = 3,5/4, для меди, латуни и малоуглеродистой стали kc = 2,5/3,
Приведенные формулы не учитывают всех параметров процесса, влияющих на требуемое усилие вдавливании (геометрии инструментов, скорости деформирования, рода смазки и др.).
На практике требуемое давление пресса подсчитывают по упрощенной формуле:
, где q - приближенное значение давления (табл. 119).
Таблица 119. Приближенное значение давления (кгс/мм 2 ) для холодного выдавливания.
| Материал | Прямой способ | Обратный способ |
| Алюминий | 40 - 70 | 80 - 120 |
| Медь | 60 - 100 | 150 - 200 |
| Латунь Л68 | 80 - 150 | 180 - 250 |
| Стали 10,15 | 100 - 180 | 200 - 300 |
Сопротивление деформации или давление при холодном выдавливании в значительной мере зависит от степени деформации.
Кривошипные прессы пригодны для холодного выдавливания, если величина рабочего хода (глубина вдавливания пуансона), не превышает 5 мм. Рекомендуется выбивать эти прессы с номинальным усилием в 1,5-2 раза больше расчетного.
- требуется чистота химического состава и однородность структуры материала заготовки. Для алюминия рекомендуются марки А0, А1, твердостью до НВ 25;
- желательна гладкая поверхность среза вырезанной заготовки, заусенцы недопустимы.
Для обеспечения первого требования вырубленные заготовки обычно подвергают отжигу (с травлением, промывкой и сушкой). Для получения гладкой поверхности среза вырубка производится штампом со снятой фаской на режущих кромках матрицы, а также рекомендуется вырезка заготовок пуансоном, размеры которого больше размеров матрицы. В производстве зарекомендовал себя трехрядный вырезной штамп, у которого пуансоны на 0,4-0,6 мм больше отверстия матрицы, вследствие чего вырезка происходит без захода пуансонов в матрицу. Остающаяся соединительная перемычка настолько слаба, что отламывается при ручной подаче полосы. При этом способе поверхность среза соответствует 5-6-му классу по ГОСТ 2789-73.
Для удаления заусенцев и очистки поверхности заготовки обкатывают в барабане с древесными опилками, смоченными бензином. После просеивания опилок заготовки промываются в бензине или бензоле.
Холодное выдавливание алюминиевых парфюмерных тюбиков производится из шестигранных заготовок, вырубаемых шестирядным штампом при безотходном раскрое полосы. В данном случае после вырубки заготовки подвергаются отжигу при 520-560°С, травлению в кальцинированной соде, промывке, сушке и обкатке в барабане с кашалотовым жиром.
Фирма "Герлан" (ФРГ), выпускающая прессы для холодного выдавливания, применяет в качестве смазки алюминиевых заготовок цинковую пудру.
Толщина заготовки находится по формуле:
, где V - объем детали с припусками на обрезку; F0 - площадь заготовки.
Припуск на обрезку неровных кромок принимают равным:
, где h - высота детали по чертежу, причем наименьшее значение коэффициента берут для сравнительно низких, а наибольшее - для сравнительно высоких деталей.
Решающее значение для холодного выдавливания имеет выбор наилучшего типа смазки, выдерживающей высокие рабочие давления и не теряющей вязкости при нагреве.
- для алюминия - 20-процентный раствор животного жира в бензоле или смесь цилиндрового масла с воском в пропорции 1:1 (расход 300 г на 15-16 м2); кусковой кашалотовый жир;
- для меди и латуни - животные жиры или графитная смазка в составе: пять частей отмученного графита и две части машинного масла (при 200° С);
- для цинка - животные жиры, ланолин и тальк;
- для стали - фосфатирование поверхности погружением заготовок в кислые фосфатные растворы с последующим пропитыванием мыльной эмульсией.
Заготовки смазываются двумя способами: путем погружения в баки или во вращающиеся барабаны. Слой смазки должен быть равномерным. При наличии частичных несмазанных мест заготовки неизбежен брак в виде обрывов и перекосов стенок.
Операция отбортовка
Отбортовка подразделяется на два основных вида: отбортовку отверстий и отбортовку наружного контура. Они различаются характером деформации, схемой напряжённого состояния и производственным назначением.
Отбортовка отверстий представляет собой образование бортов вокруг предварительно пробитых отверстий (иногда без них) или по краю полых деталей, производимое за счёт растяжения металла.
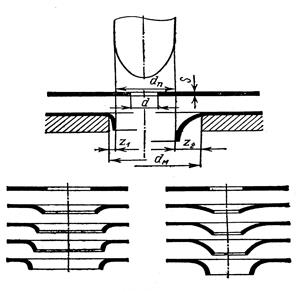
Рисунок 7 - Последовательность процесса отбортовки
Отбортовка отверстий широко используется в штамповочном производстве, заменяя операции вытяжки, с последующей вырубкой дна. Особенно большую эффективность даёт применение отбортовки отверстий при изготовлении деталей с большим фланцем, когда вытяжка затруднительна и требует нескольких переходов.
Заключение
Разработанные схемы и методы расчётов технологических процессов позволяют точно оценить и рассчитать характерные их показатели. Методика расчётов помогает более углубленно изучить возможные варианты качественной работы металлообрабатывающей промышленности, а именно процесса листовой штамповки. Учащимся пособие позволяет проще сориентироваться в предложенной методике расчётов, развивая логическое мышление; даёт возможность придумать новые схемы технологических процессов для внедрения в производство и успешной их работы.
Пособие может использоваться для расчётов технологических процессов любых операций процесса ХЛШ. Благодаря предложенным расчётам формообразование металлических заготовок почти всегда можно провести неоднозначно. Возможных вариантов расчёта какого-либо технологического процесса существует множество.
Чтобы получить оптимальный вариант по тому или иному примеру, необходим расчёт по нескольким возможным путям. Для более эффективного и удобного пользования материала расчётов требуется наличие определённой компьютерной программы.
Пример расчёта технологического процесса листовой штамповки
Пример:
Получить деталь из стали 35 в виде полусферы с размерами S=0,8 мм, Н=d/2=25 мм, d=50 мм.
1.1 Анализ методов получения изделия
Полусфера представляет собой объёмное изделие, поэтому получить его прокаткой (холодной или горячей) не возможно, т.к. данный процесс позволяет получить только плоские изделия (лист, плита, профиль), исключение составляет лишь трубы получаемые прокаткой, поэтому данный процесс формообразования исключим сразу без дальнейшего анализа. Прессованием также получить полусферу нельзя, т.к. оно предполагает изготовление также как и в прокатке плоских изделий за исключением труб (уголки, швеллеры, тавры, двутавры, другие сложные профили), следовательно, аналогично прокатке проводить более подробного анализа изготовления данного изделия не будем.
Горячая штамповка, являющаяся объёмным процессом, должна бы позволить получить данное изделие, но на самом деле это не так, т.к. её проводят в т.н. специальных технологических полостях, которые повторяют контур детали. Хотя, таким процессом деформирования можно получить черновую заготовку и после ряда дополнительных операций изготовить полусферу, но в силу длительности, повышенной трудоёмкости и экономической не целесообразности данный процесс изготовления полусферы исключим (ковка не будет даже рассматриваться, т.к. отковать такую деталь невозможно в силу трудоёмкости изготовления её геометрии для данной операции). Холодная штамповка аналогична процессу горячей штамповки в плане получения различных объемных изделий ( но она позволяет получать и плоские изделия, т.к. уголок, круг и т. д.). Листовая штамповка делится на несколько операций: вырубка, пробивка, протяжка, раздача, обжим, вытяжка, формовка, резка, гибка. Резка, вырубка и пробивка позволяют получить только плоские изделия, поэтому сразу исключаем эти операции штамповки. Гибка также позволяет получить только плоские детали, но другой ориентации, следовательно, эту операцию тоже исключаем. Обжим и раздача позволяют получить детали, которые после протекания данных операций будут иметь другой диаметр в сечении по отношению к первоначальному. В данном случае заготовкой является круг специально рассчитанного диаметра, раздать такую заготовку явно нельзя, обжать тоже, т.к. в последнем случае обязательно будут иметь место гофрообразования, неудаляемые никаким дополнительным способом обработки, следовательно, эти операции также не пригодны в данном случае. Вытяжку, протяжку и формовку можно отнести в одну общую группу операций. Протяжка и формовка являются частными случаями вытяжки. Протяжка это та же операция вытяжки, но имеющая место утонение стенки в процессе деформации, которая у нас отсутствует в силу ненадобности прижима заготовки к матрице, который и вызывает
утонение стенки в результате действия на заготовку пуансона. Формовка это тоже частный случай вытяжки, но такая операция позволяет получить подобную деталь с меньшим радиусом выдавливания ( в нашем случае мы имеем глубокий радиус выдавливания). Т.о., проведя полный анализ методов получения полусферы, выбираем процесс холодной листовой штамповки операцию вытяжки. Вытяжка - это процесс формообразования, приводящая к характерной объёмной схеме напряжённо – деформированного состояния.
Технологический процесс изготовления полусферы выглядит следующим образом: на участок штамповки в качестве заготовительного материала поставляют холоднокатаный лист толщиной 0,5мм. Далее ведут разделительные операции, т.е. из листа вырубают заготовки в виде круга рассчитанного диаметра. После чего заготовку кладут в вытяжной штамп и дают заранее высчитанное усилие для данной деформации. Получившееся изделие( полусфера) проверяется на наличие внешних дефектов, если они видны, то деталь либо бракуют, либо устраняют их( в зависимости от степени дефекта). Если нужны дополнительные механические действия, то деталь отправляют на механообработку( сверление, пробивка, шлифование и т.д.). Далее деталь подвергают более тщательному контролю качества и проводят исследования на пригодность работы в реальных условиях( контролю подвергают не все детали, а три штуки, взятые из одной партии). По окончании всех приведённых операций детали маркируют, упаковывают и отправляют на склад, откуда продукция поставляется заказчику.
1.2 Расчёт раскроя полосы на заготовки
Для расчётов технологического процесса для начала требуется рассчитать раскрой материала. Будем считать, что процесс штамповки данной детали автоматизирован, поэтому воспользуемся однорядным раскроем. Материалом для заготовки будет служить полоса, размер( ширину) которой следует вычислить. Для начала найдём диаметр заготовки, которая будет вырубаться из полосы. Из табл.19 диаметр заготовки для полушария находится по формуле
Длина полосы ГОСТирована и составляет 1000, 2000, 3000 мм и т.д. Примем полосу шириной 1000мм. Определим ширину полосы, для этого выясним величину перемычки между вырубаемыми заготовками
По ГОСТу нет приблизительной ширины полосы, а только точная, поэтому принимаем полосу шириной 74мм.
Количество размещаемых заготовок на полосе длиной 1000мм и шириной 74 мм
В полосе умещается целых 13 заготовок.
Площадь одной заготовки
Найдём коэффициент использования материала по формуле
Таким образом в отход идёт 31,1% металла.
1.3 Выбор технологического процесса и его расчёт
Зная диаметр заготовки, рассчитаем усилие процесса вытяжки. Т.к. ранее было принято, что вытяжка идёт в один переход, то не будем уточнять это предположение по дополнительным формулам.
Это формула определения усилия процесса вытяжки, где π=3,14(постоянная), S=0,8 мм, Dз=70,7 мм, k1= 0,5-1,0, принимаем k1=0,75, σв- предел прочности для стали 35, по таблицам механических свойств для данной стали σв=540-630 МПа, примем σв=600 МПа.
Т.к толщина данного изделия составляет 0,8 мм, то прижим можно не использовать.
Тогда полное усилие процесса равно усилию вытяжки.
Определим работу процесса
где Рмах=79,92 МПа, С=0,6-0,8, принимаем С=0,7, h=25 мм( глубина вытяжки)
Получившиеся данные соответствуют технологическому процессу для данной детали. На основании получившихся величин выбирают оборудование для осуществления данного процесса, причём значения параметров пресса должны быть выше расчётных значений для осуществления нормальной его работы.
Отбортовка
операция листовой штамповки (См. Листовая штамповка), в результате которой пластической деформацией исходной плоской заготовки образуют борт по контуру заранее пробитого в ней отверстия или по внешнему контуру. В первом случае О. производят заострённым пуансоном в матрице за счёт изгиба и растяжения стенки заготовки вокруг заранее пробитого в ней отверстия, получают цилиндрический борт. Во втором случае борт по внешнему контуру заготовки получают методом штамповки резиной. Такой борт обычно имеет гофры (изгибы), для устранения которых требуется доводка вручную или в штампе.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
ОТБОРТОВКА — (1) загиб кромки металлического листа для соединения его с др. кромкой или др. листом (клепкой или сваркой); (2) в кузнечно штамповочном производстве одна из технологических операций обработки металлов давлением путём образования борта по… … Большая политехническая энциклопедия
Отбортовка отверстий в листовом металле. Инструмент для отбортовки отверстий в полых деталях. Схема для расчета отбортовки изделия. Усилие для отбортовки цилиндрическим пуансоном. Формовка
Разделка под сварку имеет свои особенности. При разделке увеличивается ширина сварного шва. Это приводит к дополнительному расходу материалов. При некоторых ситуациях разделка кромок отсутствует, и сварка производится без этого подготовительного этапа. Если свариваются тонкие детали, то прибегают к отбортовке.

Отбортовкой называется загиб кромок соединяемых деталей. Выполняют отбортовку ручным или машинным способом. Вручную она может выполняться на наковальне с применением молотка или кувалды. Механическая обработка также может проводиться строганием, фрезерованием, долблением, применением абразивов, что требует соответствующего оборудования, например, строгальных или фрезеровальных станков.
Устройство строгальных станков достаточно простое. Высокопрочный резец, проходя вдоль торца под установленным углом, снимает за каждый проход слой металла. Затем механизм станка изменяет его положение и операции повторяются. Фрезеровальные станки находят применение, когда поверхность деталей имеет криволинейную форму. Фаска образуется с помощью фрезы, совершающей перемещение вдоль линии шва.
Для больших конструкций и трубопроводов используют кромкоскалыватели, работающие методом долбления. Абразивную обработку применяют для заготовок маленького размера и для окончательной доводки после строгания и фрезерования. Снимать кромку можно с помощью газового резака. Для машинного способа используют зигмашину.
Фаски на кромках делают с одной стороны или с обеих. Односторонние скосы на прямых деталях способствуют легкости протекания процесса сварки. При двухсторонних фасках необходимо обеспечить сварщику доступ к обеим сторонам соединения.
Конструктивные параметры
Типы разделки кромок под сварку различаются в зависимости от выбранных конструктивных параметров:
- Угол скоса. Обозначается буквой «β». Это острый угол между двумя плоскостями: торца и скошенной поверхностью. Находится в диапазоне от 10 до 30 градусов. Если скашивается только одна кромка, то угол составляет 45 градусов.
- Угол разделки. Обозначается буквой «α». Под этим термином подразумевается угол между скошенными поверхностями. Когда угол скоса обеих деталей одинаков, то угол разделки равняется его двойному значению. Соответственно, находится в диапазоне от 20 до 60 градусов. Правильный выбор угла раскрытия обеспечивает проникновение электрода вглубь, достаточного для хорошей проварки корня шва.
- Величина притупления. Обозначается буквой «С». Часть торца кромки, оставшаяся нескошенной, может иметь острую форму. Это может помешать процессу сварки и вызвать в этой тонкой части прожоги металла. Чтобы этого избежать прибегают к затуплению кромок. Размер притупления составляет порядка 2 мм.
- Зазор. Обозначается буквой «b». Является расстоянием между кромками в зоне корня шва. Зазор оставляют для лучшего провара в этой области. Его значение обычно составляет около 1,5 мм. Эта величина может быть уменьшена или увеличена в зависимости от технологии процесса сварки.
- Длина скоса. Обозначается буквой «L». Регулирует плавность перехода от минимального размера скошенной части до толщины детали. Правильно выбранное значение устранит дополнительные напряжения в этой области.
- Высота и ширина обозначаются как «h» и «в» соответственно.
- Катет шва. Обозначается буквой «К». Это наименьшее расстояние от плоскости одной детали до границы треугольного шва на другой.

Элементы геометрической подготовки формы кромок под сварку имеют свое обозначение, которое используется на чертежах, в технологической и конструкторской документации.






Инструменты и приспособления для отбортовки
Технологией получения кромки предусматривается применение молотков из дерева и стали, наковален и скребков, которые должны иметь отполированные рабочие поверхности. При этом она должна быть обработана по заданному радиусу, ее закрепление выполняется в слесарных тисках. В качестве вспомогательных приспособлений используются оправки из дерева и металла и распорные кольца. Для изготовления деревянных оправок применяют древесину твердых пород, а оправки и кольца изготавливают из алюминиевых сплавов или сталей с низким содержанием углерода. Требуется проведение скрупулезной обработки и полировки поверхностей приспособлений.
При выполнении обработки вручную особое внимание уделяется выбору инструментов и приспособлений, а также обработке краев деталей. При большой кривизне обработку выполняют с использованием молотка-наводильника. Деталь должна иметь качественно подготовленные края и должна быть зачищена от заусенцев.
Проведение загиба патрубка (рис. а) осуществляется на наковальне, используя деревянный молоток или молоток-наводильник из стали. До начала операции следует установить размер кромки и отмерять ее от края патрубка.
Возможность вырубки металла сложной формы за один удар и высечка контуров в материале толщиной до 6мм.
Благодаря технологии обработки деталей на микроперемычках Microjoint не нужно снимать или выгружать каждую деталь со стола станка, что значительно увеличивает скорость резки.
Использование роликовых инструментов для резки и формовки листа позволяет выполнять операции особенно быстро Виды роликового инструмента: отрезной, формовочный (ребра жесткости) и зиговочный инструменты.
Используя инструмент MultiBend, можно выполнить высококачественный отгиб полок (до 25мм высотой и 55мм в длину) быстрее любого листогибочного пресса.
Формовка зенковок с обоих сторон листа, отбортовок, пуклевок. Формовка жалюзи различных форм и любой длины, и других специальных форм.
Применение кластерного инструмента дает возможность пробивать несколько разъемов за один удар, что увеличивает скорость резки многократно.
Возможность нарезки резьбы от M3 до M10 со скоростью 360 об/мин.
Гравировка, нанесение текста и символов на деталь, кернение.
Наши сотрудники готовы ответить на любой ваш вопрос, касающийся реализуемой услуги.
Виды разделок
Классификация предлагает различные виды разделки кромок под сварку. Они находят применение в зависимости от толщины элементов, применяемой технологии, типа шва. Каждый вид получил название по латинской букве, которую он напоминает. Три вида имеют прямолинейный скос, а один — криволинейный.

V-образная
Является наиболее часто применяемой. Это объясняется простотой выполнения и возможностью использования для различных толщин свариваемых деталей. Диапазон толщин — от 3 до 26 мм.
Представляет собой разделку обеих кромок с одной стороны. Угол разделки — 60 градусов. Применяется для стыковых, угловых и тавровых соединений.
X-образная
Используется также достаточно часто. Скосы выполняют с обеих сторон. Способ применяется для соединения деталей, имеющих толщину от 12 до 60 мм. Угол разделки такой же, как в предыдущем варианте. С каждой стороны осуществляется несколько проходов. При таком способе значительно снижается расход электродов при сварке. Остаточные деформации при нагреве являются незначительными.
U-образная
Единственный вид криволинейного скоса. Иногда называется «рюмочным». Разделка кромок для сварки таким способом является наиболее трудной. Применение оправдано, когда необходимо получит высокое качество шва. Обе кромки скашиваются одинаково с одной стороны. Подходящая толщина деталей — от 20 до 60 мм. При сварке кромок таким способом происходит уменьшенный расход электродов. Вручную выполнять трудно, поэтому применяются кромкорезы.
К-образная
Наиболее редко применяемый способ. Скос кромок под сварку в соединении делается только для одной детали. Одна из кромок односторонняя, а вторая имеет сразу два скоса. Если возникли затруднения, какая подходит разделка кромок под сварку таблица поможет сделать правильный выбор.

Из нее видно, что форма кромок зависит от типа соединения, характера шва и толщины свариваемых деталей.
Преимущества ротационной гибки на вальцах
В процессе деформировании металла на машинах ротационного действия (какими и являются вальцы) основное деформирующее усилие прикладывается не одновременно ко всей поверхности заготовки, а постепенно, по мере того, как в очаг деформации вовлекаются все новые объемы металла. В результате усилие значительно уменьшается, а некоторое снижение производительности гибки в большинстве случаев некритично. Кроме того, сам принцип работы листогибочных вальцев настолько прост, что для самостоятельного изготовления вальцовочного станка не потребуется существенных затрат труда и исходных материалов.
Последовательность операций листовой вальцовки заключается в следующем:
- Исходную заготовку (лист или широкая полоса) заправляют в начальный зазор между рабочими валками.
- Опускают подвижный валок до надежного прижима заготовки к нижним валкам.
- Проворачивая подвижный валок, изгибают заготовку. Количество оборотов инструмента может быть разным — все зависит от ровности поверхности заготовки.
- Когда нужное качество гибки достигнуто, деталь извлекают из валков.
Таким способом можно получать продукцию типа цилиндров и конических деталей, производить правку полос и т.д. Усилие ротационной вальцовки невелико, поскольку трение в ходе штамповки минимально, и необходимо лишь для фиксирования заготовки в валках. Более существенен крутящий момент, но и его значения относительно малы. Они определяются только величиной плеча приложения усилия. Более заметно на усилие процесса влияют физико–механические характеристики материала, и его толщина (для толстолистовых заготовок резко возрастает момент сопротивления сечения). Поэтому ротационная вальцовка выгодна для малоуглеродистой стали толщиной не более 4 мм, жести, алюминия и других высокопластичных металлов и сплавов.
Ввиду малости усилий и моментов, вальцы своими руками в большинстве случаев обходятся без электродвигателя. Более того, электромеханический привод приводит к увеличению металлоемкости станка и усложнению его конструкции. Так, потребуется понижающий редуктор, промежуточный вал, и, возможно, тормоз.
Смещение деталей
Кромки не обязаны отличаться симметричностью и быть параллельными между собой. Однако, смещение кромок сварных стыковых соединений имеет ограничение. Все допуски указаны в нормативных документах. Величина допускаемого смещения зависит от толщины соединяемых деталей.

Свои нюансы имеет сварка трубопроводов и других различных труб. Это потребует повышенной точности. Допустимое смещение кромок при сварке труб будет гораздо меньшем, чем у деталей, имеющих плоскую форму. Способом предупреждения появления значительного смещения является надежная фиксация соединяемых элементов. Оправдавшим себя методом фиксации является выполнение прихваток — коротких поперечных швов.
Кромкогиб ручной своими руками: чертежи, разновидности станка
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Кромки для труб
К соединениям из труб, в частности к трубопроводам, предъявляются повышенные требования. Они являются наиболее трудными при сварке, требуют прочности, надежности и долговечности. Разделка кромок под сварку трубопроводов из стали определена требованиями ГОСТа 16037.
Большое значение придается перпендикулярности оси трубы к ее торцевой поверхности. Чтобы выдержать это требование, перед началом разделки кромок следует совершить обрезку торцов и проконтролировать получение требуемого прямого угла. Угол раскрытия должен составлять 60-70 градусов. Величина притупления кромок составляет 2-2,5 мм. Кромки под сварку труб могут обрабатываться различными способами: с помощью механической обработки, газовой резкой и другими.
При сборке соединения необходимо отслеживать, чтобы совпадали оси и поверхности стыков. Жесткое требование предъявляется к величине зазора. Его значение находится в диапазоне 2-3 мм. Чтобы не произошло перекоса соединения, зазор должен быть одинаковым по всей окружности.
Ручной кромкогиб своими руками
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).
Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Читайте также: