Печь для нагрева металла газовая
Обновлено: 28.09.2024
Нагревательная печь – это технологический энергетический агрегат, в котором в результате горения топлива или преобразования электрической энергии выделяется теплота, используемая для тепловой обработки металлов. Печи должны удовлетворять ряду основных требований, к которым относятся: обеспечение высокой производительности при заданных технологических условиях нагрева (температуре, перепаде температур по сечению заготовки и пространству печи); минимальный удельный расход топлива; возможность регулирования производительности; нагрев различных сортаментов; наличие механизации процессов загрузки и выгрузки; простота и безопасность эксплуатации и обслуживания; возможность автоматического управления процессами нагрева.
В кузнечных цехах используют большое разнообразие печей, что позволяет их классифицировать по технологическим, конструктивным и иным признакам. По технологическим признакам печи подразделяются на прокатные, кузнечные (для нагрева металла под ковку и штамповку) и термические. По конструктивным особенностям различают кузнечные горны, наочковые, щелевые, камерные, методические, полуметодические, карусельные и др. В кузнечных цехах массового и крупносерийного производств большое распространение получили печи, имеющие высокую производительность: методические, полуметодические и карусельные. В проходных печах (методических и карусельных) загрузка и выгрузка заготовок осуществляются непрерывно.
В цехах с индивидуальным и мелкосерийным производством, к каким относятся кузнечные цеха авиамоторостроительных предприятий, используют камерные и щелевые печи; в небольших кузницах – кузнечные горны и очковые печи. В камерных печах загрузка и выгрузка заготовок осуществляется через одно и то же окно, заготовки в процессе нагрева остаются неподвижными. Для нагрева цветных металлов и сплавов в кузнечных цехах авиационного производства применяют камерные электропечи, позволяющие выполнять процесс нагрева в защитных атмосферах.
По виду энергоносителя печи подразделяют на пламенные и электрические, а первые, в свою очередь, делят на газовые и мазутные. Иногда пламенные печи классифицируют по способу утилизации теплоты отходящих газов: рекуперативные и регенеративные.
Более общим признаком классификации печей служит температурный режим, в соответствии с которым все нагревательные печи подразделяют на три класса: с постоянной температурой рабочего пространства; с его переменной температурой и проходные печи. Для первого класса печей характерен одноступенчатый режим нагрева, для второго – многоступенчатый. В проходных печах могут быть реализованы как одно-, так и многоступенчатые режимы нагрева.
В зависимости от максимальной рабочей температуры камерные электропечи также можно подразделить на: низкотемпературные, с температурой рабочего пространства 650…700 °С (сушильные, отпускные, для нагрева цветных металлов и сплавов под горячую обработку давлением). В этих печах значительная часть теплоты заготовки передается конвекцией.
К среднетемпературным относятся печи с температурой рабочего пространства 700…1250 °С. В этих печах основной вид теплоотдачи происходит излучением. Печи с рабочей температурой >1250 °С относят к высокотемпературным.
Газовые камерные печи с постоянной температурой рабочего пространства предназначены для нагрева заготовок под высадку и штамповку массой до нескольких килограммов. Они имеют мощность в диапазоне 100…150 кВт, обладают высокой производительностью, но отличаются низким коэффициентом полезного действия (КПД), не превышающим 15 %. Рабочее пространство камерной печи характеризуется размерами: длиной А, шириной Б, высотой В. Номенклатурный ряд камерных печей представлен ниже:
На рис. 8 приведена схема камерной нагревательной печи.
Камерные щелевые печи используют для нагрева концов прутковых заготовок под ковку, штамповку, высадку и другие кузнечные операции. Схема камерной щелевой печи приведена на рис. 9. Применяется большой ряд типоразмеров рабочего пространства этих печей.
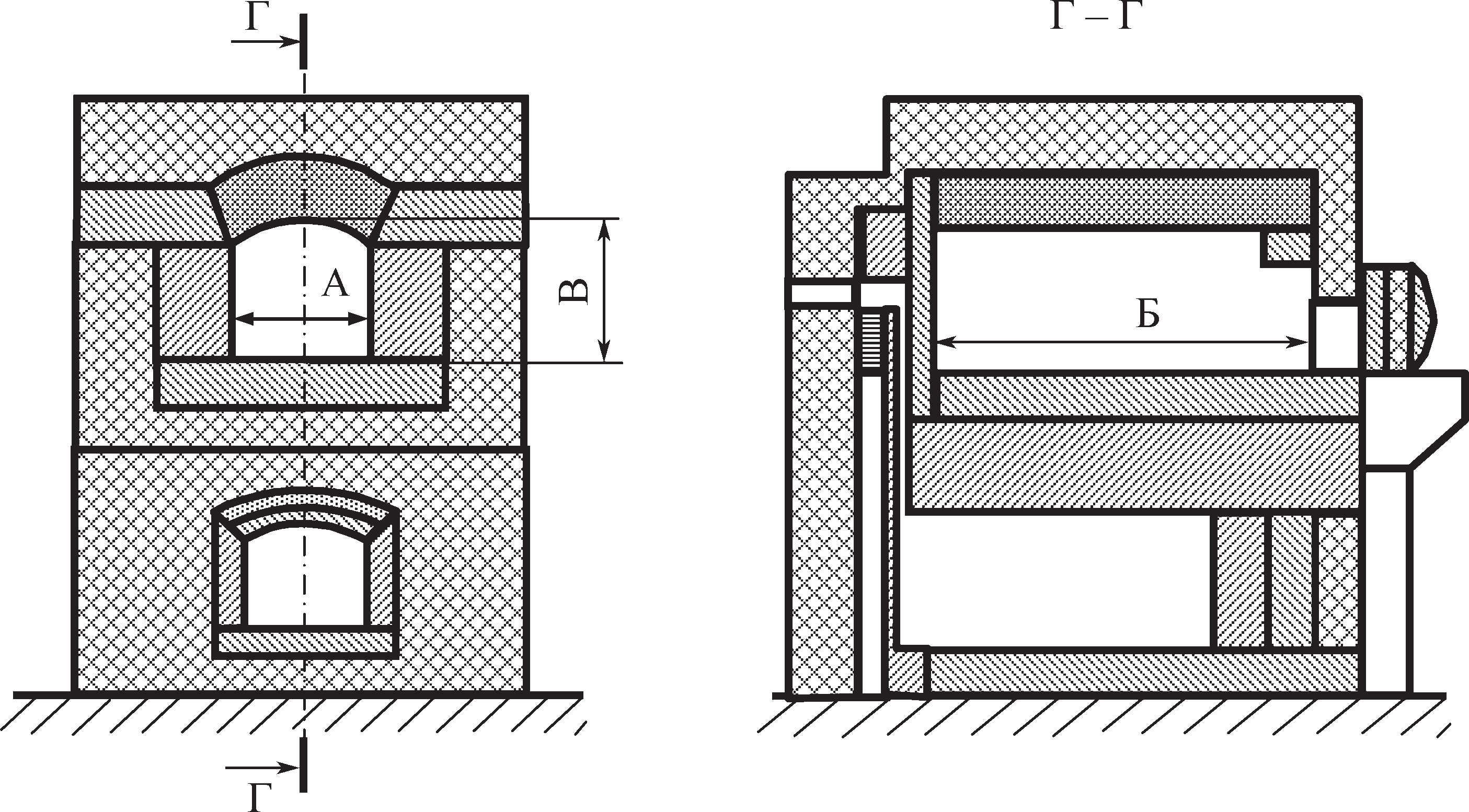
Рис. 8. Схема камерной нагревательной печи
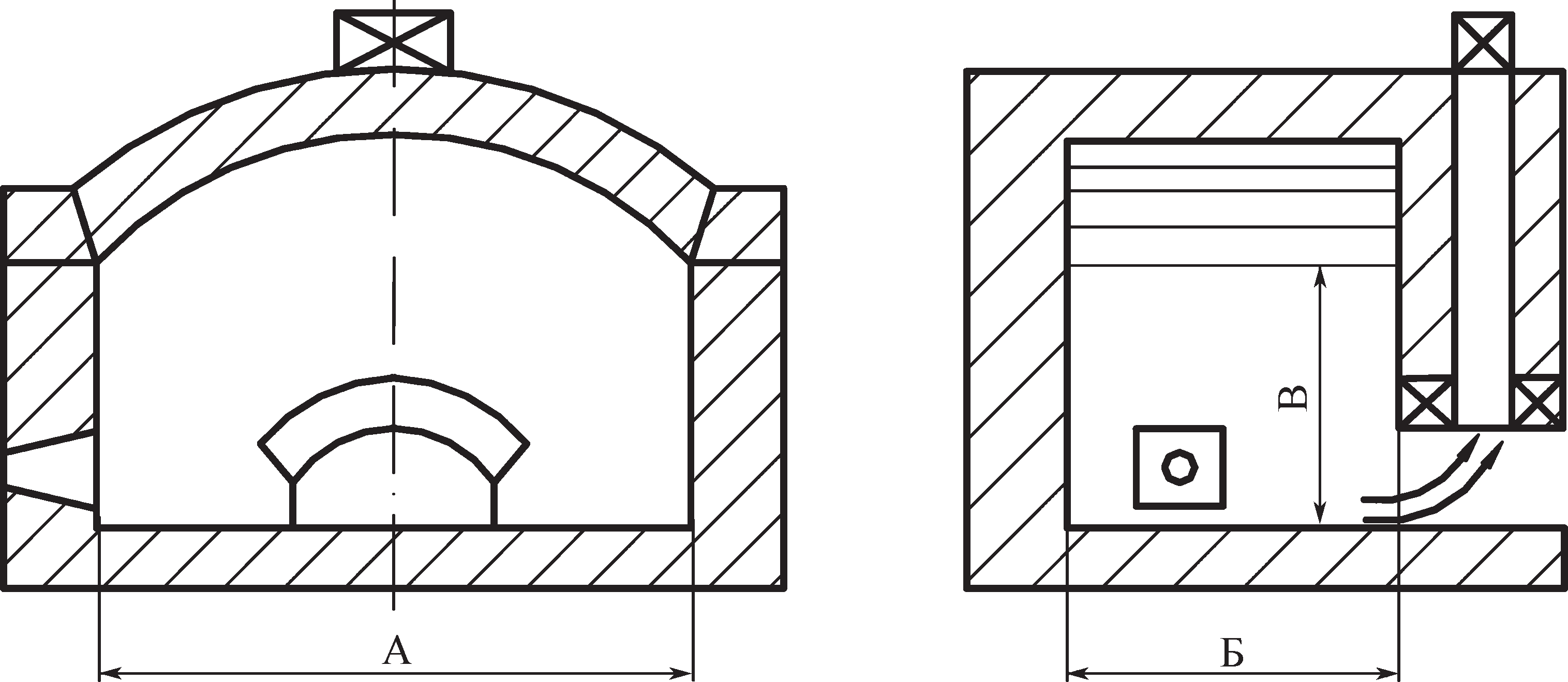
Рис. 9. Схема камерной щелевой печи
Номенклатурный ряд размеров рабочей зоны щелевых печей
Производительность печей при нагреве углеродистых и низколегированных сталей составляет ~400 кг/(м 2 ч). При нагреве легированных сталей она снижается в 2 раза.
Расход топлива: мазут 110…125 кг/т; природный газ 130…150 м 3 /т. При нагреве легированных сталей расход увеличивается вдвое.
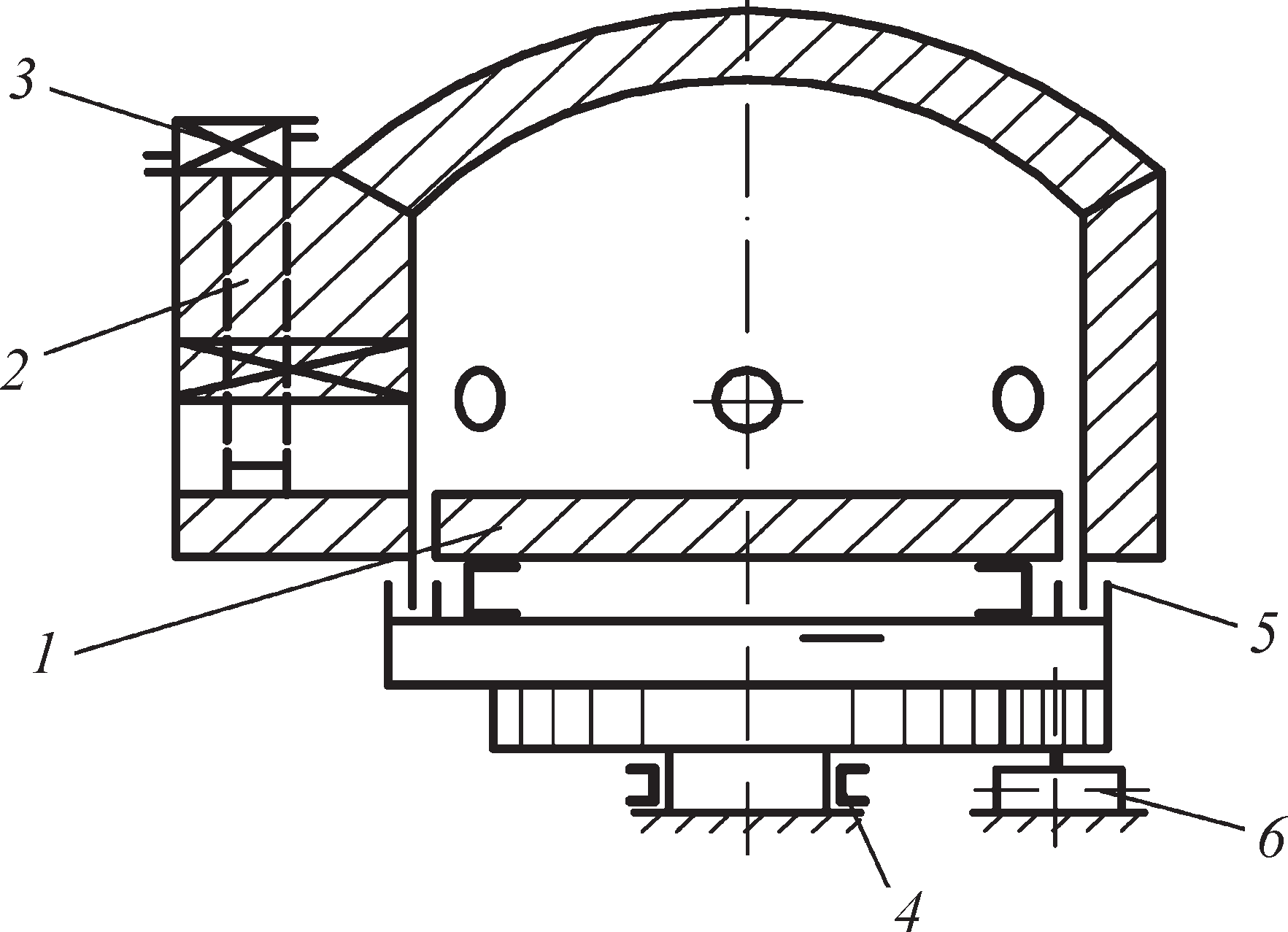
Рис. 10. Схема печи с вращающимся подом: 1 – под печи; 2 – каналы; 3 – рекуператор; 4 – пятовый упорный подшипник; 5 – водяной затвор; 6 – механизм вращения печи
Камерные печи с вращающимся подом (рис. 10) обычно используют для нагрева под ковку, штамповку заготовок небольшой массы. В данных печах удается получить высокую равномерность прогрева заготовок вследствие хорошего их промывания печными газами.
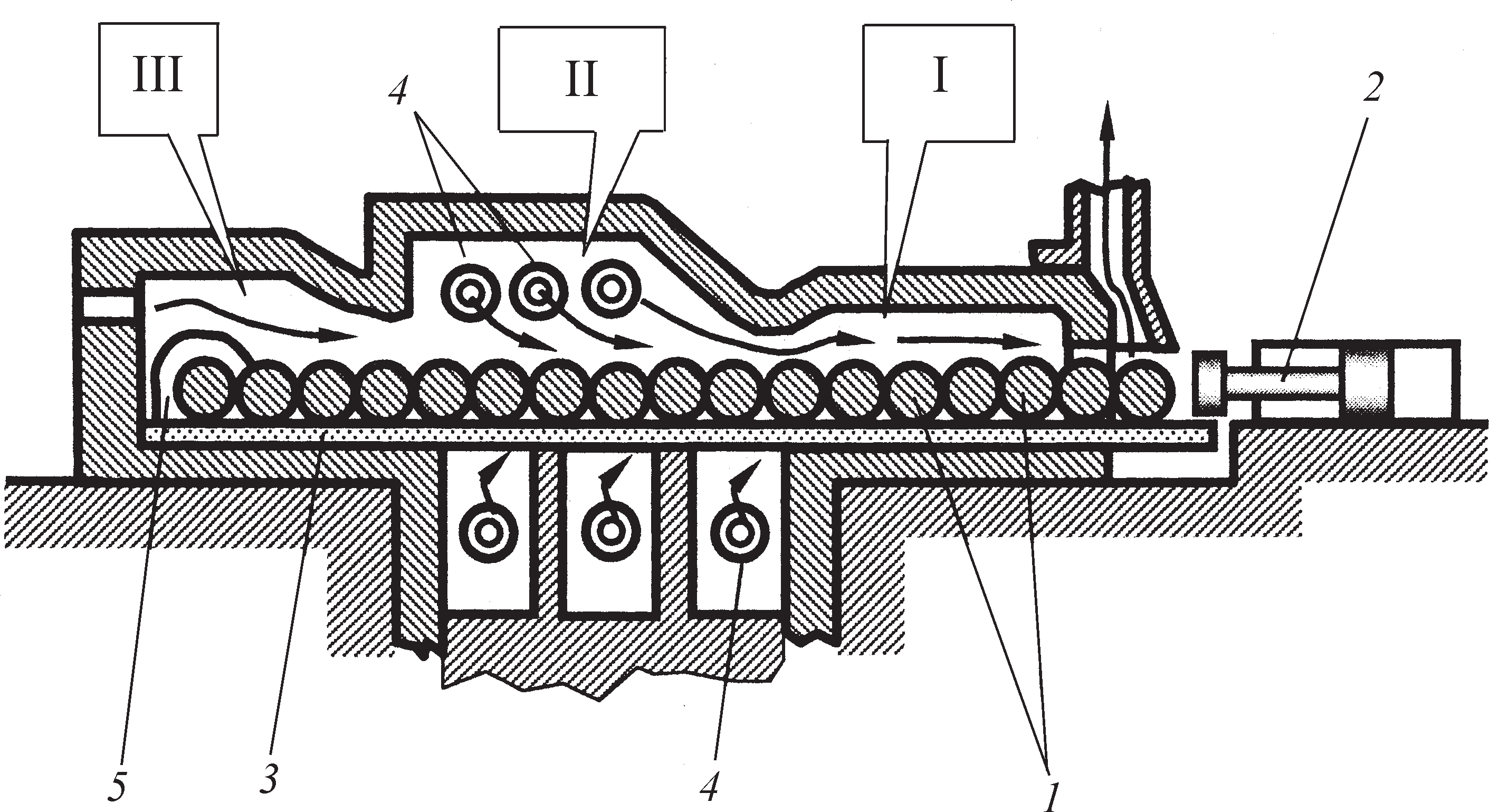
Рис. 11. Схема трехзонной методической печи: 1 – заготовки; 2 – толкатель; 3 – под печи; 4 – горелки; 5 – окно извлечения нагретых заготовок
Традиционно печи имеют шесть горелок, создающих равномерное температурное поле.
Для кузнечных цехов массового и крупносерийного производств целесообразно применение механизированных методических печей. На рис. 11 приведена схема трехзонной методической печи.
Рабочее пространство методической печи имеет вытянутую форму и включает в себя три (иногда две – полуметодические) зоны с различной температурой: I – зона подогрева (методическая) с температурой нагрева 600…800 °С, II – зона максимального нагрева (1250…1350 °С), III – зона выдержки (томильная)
Заготовки 1 проталкиваются толкателем 2 и, перемещаясь по поду 3 печи, последовательно проходят все три зоны нагрева. Горячий газ от горелок 4 подается навстречу движущимся заготовкам, которые извлекаются из печи через окно 5.
Благодаря встречному движению газов, имеющих высокую температуру, и нагреваемых заготовок температура уходящих газов используется более рационально, чем в обычных камерных печах, потери теплоты ниже, а коэффициент полезного действия выше и достигает 40…60 %.
Трехзонные методические печи позволяют нагревать заготовки толщиной (диаметром) > 100 мм. Их применение позволяет выровнять температуру нагрева заготовки по всему ее объему путем выдержки в томильной зоне.
В табл. 1 рассмотрены основные типы пламенных печей, применяемых в кузнечных цехах для нагрева заготовок под ковку и штамповку.
Камерные и карусельные электрические нагревательные печи сопротивления получили широкое распространение в кузнечно-штамповочных цехах авиационного производства для нагрева высоколегированных сталей, никелевых, титановых и алюминиевых сплавов. Камерные электропечи дают возможность получить любой
Таблица 1. Типы пламенных печей для нагрева заготовок под ковку и штамповку
температурный режим с обеспечением его автоматического регулирования. Электрическая энергия в печах сопротивления преобразуется в тепловую с помощью нагревательных элементов, изготавливаемых из материалов с высоким электрическим сопротивлением.
Как уже отмечалось, печи сопротивления подразделяют на низко-, средне- и высокотемпературные. В низкотемпературных печах основной теплообмен осуществляется путем конвекции, поэтому в них организуют искусственную циркуляцию печной атмосферы печными вентиляторами. В средне- и высокотемпературных печах основной теплообмен выполняется посредством излучения. Электронагреватели печей сопротивления изготавливают в зависимости от рабочей температуры из различных материалов. Материалы, применяемые для изготовления нагревателей, и их рабочие температуры приведены ниже.
Материалы нагревателей и рабочие температуры, С
Металлокерамический материал — До 1600
Дисилицид молибдена (MoSi2) — 1400…1450
Карбидокремниевые (корундовые SiC) — 1450…1500
Модели низко- и среднетемпературных камерных печей, выпускаемые отечественной промышленностью, приведены в табл. 2 и 3.
В качестве примера ниже представлена структура условного обозначения камерной электропечи модели СНО-3.4.3/6: С — нагрев сопротивлением; Н — камерная;
Таблица 2. Перечень выпускаемых низкотемпературных камерных печей
Таблица 3. Перечень выпускаемых промышленностью среднетемпературных камерных печей
О — среда в рабочем пространстве — окислительная (воздушная) (если вместо О стоит З, то в рабочем пространстве — защитная атмосфера); 4 — длина рабочего пространства в дециметрах; 3 — высота рабочего пространства в дециметрах; 6 — номинальная температура, сотни °С.
Некоторые технические характеристики выпускаемых промышленностью карусельных электропечей сопротивления приведены в табл. 4.
Таблица 4. Технические характеристики карусельных электропечей сопротивления с номинальной температурой нагрева 1100 °С
Печи с газовым нагревом для термообработки металла
На заводах и в термических цехах для термообработки металла используется огромное количество различных видов нагревательного оборудования. Их основная классификация приведена в статье "Оборудование для термической обработки: основные виды печей". Подчеркивается, что перечень оборудования для термообработки и вспомогательного оборудования очень и очень велик, поскольку требуется обеспечение различных свойств металлических изделий. В этой статье мы хотим познакомить Вас с газовыми нагревательными печами для термообработки металла.
Печи с газовым нагревом
В печах с газовым нагревом для термообработки металла, как следует из названия, в качестве топлива используется газ, он подается в печь инжекционными горелками.
К газовым нагревательным печам можно отнести камерные с неподвижным подом и выдвижным подом, с вращающейся ретортой, муфельные непрерывного действия и т. д.
Рассмотрим существующие на сегодняшний день аналоги печей с газовым нагревом
Газовые кузнечные печи

Газовые камерные нагревательные печи предназначены для ковки, штамповки и др. процессов термообработки
В конструкциях такого рода печей предусмотрено:
- автоматическая продувка печи перед началом работы.
- защита от превышения температуры.
- аварийная остановка печи при выходе давления газа за допустимый диапазон.
- аварийная остановка при падении давления воздуха перед горелками.
- аварийная остановка печи при невозможности автоматического розжига горелки.
- защита от погасания горелок.
- необходимое защитное ограждение.
Газовые промышленные печи с выкатным подом

Газовые печи с выкатным подом используются для термообработки крупногабаритных садок.
В конструкциях такого типа газовых печей предусмотрено:
- автоматическая продувка печи перед началом работы;
- защита от превышения температуры;
- аварийная остановка печи при выходе давления газа за допустимый диапазон;
- аварийная остановка при падении давления воздуха перед горелками;
- аварийная остановка печи при невозможности автоматического розжига горелки;
- защита от погасания горелок;
- необходимое защитное ограждение;
Плавильные газовые печи для плавки металла

Плавильные печи с газовым нагревом предназначены для плавки и выдержки алюминия, меди и сплавов на их основе.
В таких печах предусмотрено:
- аварийный слив расплава металла в случае повреждения тигля;
- система управления горением (осуществляет автоматическое выключение при потери пламени, падении напряжения, давления газа, воздуха и других аварийных ситуациях);
Карусельные печи с газовым нагревом
Газовые печи карусельного типа используются для непрерывного нагрева заготовок перед горячей штамповкой и ковкой.
В газовых печах карусельного типа предусмотрено:
- Система нагрева со скоростными горелками и центральным рекуператором;
- Система управления на базе PLC контроллера с операторской панелью;
- Автоматическое и ручное управление вращением пода;
- Отличные теплоизоляционные качества футеровочных материалов;
Шахтные печи с газовым нагревом
Газовые печи шахтного типа предназначенные для термообработки длинномерных изделий.
В газовых печах шахтного типа предусмотрено:
- Прочный корпус с усиленным профилем;
- Нагревательные элементы по всей поверхности рабочей камеры;
- Равномерное распределение температуры по камере;
- Система принудительной циркуляции воздуха в печи (вентилятор, экран, диффузор).
- Модуль аварийного отключения при превышении температуры в печи;
Производителем газовых печей для термообработки в России является в частности ЗАО "Нaкaл - Промышленные печи" (город Москва), специализирующееся на разработке, производстве и продаже оборудования для термической обработки с 1992 года.
9.7. Промышленные печи на газовом топливе
Широко распространенными газопотребляющими агрегатами являются промышленные печи. Применение газа (взамен других видов топлива) в промышленных печах при рациональной организации его сжигания дает значительный экономический эффект, определяющийся как более низкими затратами на топливную составляющую в себестоимости продукции, так и улучшением технико-экономических показателей самих агрегатов.
Широкое использование газа открывает возможности для создания высокоэффективных автоматизированных печей новых типов: безокислительного и скоростного нагрева, с кипящим слоем, рециркуляционных и др.
• по технологическому назначению — плавильные, нагревательные, термические, обжиговые, сушильные и т.д.;
• по конструкции рабочей камеры — камерные, проходные, с выдвижным и с вращающимся подами, методические, шахтные и туннельные;
При организации сжигания газового топлива в печах особое внимание необходимо уделять правильному теплообмену в рабочей камере печи. По условиям теплообмена промышленные печи можно разделить на три группы:
• Высокотемпературные печи (температура в рабочей камере — выше 1000°С). Теплопередача осуществляется в основном излучением; топливо сжигается в рабочем пространстве печи;
• Среднетемпературные печи (температура в рабочей камере — 650–1000°С). В этих печах теплопередача осуществляется, как излучением, так и конвекцией, газовое топливо сжигается в отдельных камерах, чаще отделенных от рабочего пространства печи.
• Низкотемпературные печи (температура в рабочей камере — до 650°С). Теплопередача осуществляется в основном конвекцией. Газовое топливо сжигается в отдельной топочной камере, а теплоноситель, образуемый смешением высокотемпературных продуктов сгорания с воздухом или рециркулятором необходимой температуры, подается в рабочее пространство печи.
В высоко- и среднетемпературных печах теплообмен совершается главным образом за счет излучения пламен и раскаленных трехатомных газов (СО2 и Н2О) к нагреваемым изделиям и к кладке. Роль кладки как вторичного излучателя особенно ощутима при теплопрозрачных продуктах сгорания, образующихся при кинетическом сжигании газа (например, при применении инжекционных горелок среднего давления, работающих с коэффициентом избытка первичного воздуха α1>1,0).
Интенсивность теплообмена в низкотемпературных печах, где основное значение имеет передача теплоты конвекцией, достигается путем циркуляции газов, которая одновременно приводит к выравниванию температуры в печах и равномерному прогреву находящихся в них изделий.
Расход газа в печах зависит от их конструкции, эксплуатационного состояния, режима работы, производительности и температуры уходящих газов. Расход газа (теплоты) на 1 кг металла, нагреваемого в печах без рекуператоров, приведен в табл. 9.11.
В печах, использующих теплоту уходящих газов для нагрева воздуха, расход газа уменьшается на 20–30% . Количество используемой в печах химической теплоты газа зависит от температуры уходящих газов и коэффициента избытка воздуха (табл. 9.12) Приведенные в таблице данные указывают на необходимость работы с минимальным коэффициентом избытка воздуха и использования теплоты уходящих газов, в особенности для высокотемпературных печей.
Газовое оборудование нагревательных и термических печей. Нагревательные печи предназначены для нагрева металла перед ковкой, штамповкой или прокаткой. При нагреве черных металлов температура в печах в зависимости от марки стали достигает 1250–1400, в отдельных случаях — 1500°С, при нагреве цветных металлов — 500–950°С. Рабочее пространство нагревательных печей выложено шамотным или высокоглиноземистым кирпичом. В печах с температурой выше 1400°С свод выполнен из динасового кирпича.
Термические печи предназначены для нагрева металла перед последующей технологической обработкой. Термическая обработка металлов улучшает их структуру и придает свойства, необходимые для определенных конкретных условий: прочность, твердость, износоустойчивость, вязкость и т.п. Термическая обработка включает в себя ряд операций: нагрев до определенной температуры, выдержку при ней в течение заданного времени и охлаждение с заданной скоростью.
Для термической обработки применяются камерные, проходные, вертикальные, муфельные и ванные печи. Выбор типа горелок и их числа определяются типом и размером печи, технологией нагрева и т. п. Применение газа позволяет внедрять прогрессивные методы ускоренного и скоростного нагрева металла. Сталь обладает большими возможностями для проведения скоростного нагрева, при котором значительно уменьшаются окисление и разуглероживание стали, а структура и механические свойства улучшаются. В основу этого метода положен принцип транспортирования изделий через печь в течение строго заданного времени, так как температура в печи значительно превышает температуру нагрева металла и достигает 1500–1600°С.
Важнейшим требованием, предъявляемым к скоростным печам, является обеспечение равномерного и всестороннего нагрева. Последнее достигается интенсивным подводом теплоты не только за счет излучения газов и кладки, но и за счет больших скоростей продуктов сгорания, приводящих к увеличению конвективного теплообмена. Тепловые напряжения в печах скоростного нагрева достигают нескольких десятков и даже сотен тысяч киловатт на 1 м3, продолжительность нагрева сокращается в 3–5 раз, а угар металла снижается на 0,3–0,5%.
Печи безокислительного (малоокислительного) нагрева. Для получения после нагрева или термообработки изделий чистой неокисленной поверхностью применяют печи безокислительного нагрева, резко сокращающие потери металла, переходящего в окалину, составляющие в обычных печах 2–5% нагреваемого металла. Кроме того, отсутствие окалины исключает брак от вдавливания ее в поверхность металла при ковке, штамповке или прокате; повышает стойкость штампов и валков. Нагрев заготовок без образования окалины позволяет применять точную штамповку с минимальными допусками, что дает значительную экономию металла и уменьшает затраты на механическую обработку деталей. Для нагрева изделий до 900–1000°С, главным образом для термообработки, а также для газовой цементации, применяют муфельные печи или печи с радиационными трубами.
Для предотвращения угара металла применяется безокислительный нагрев заготовок и изделий в специальных газовых печах. Газ в нагревательных камерах сжигают с большим недостатком воздуха, в результате чего в продуктах неполного сгорания появляется значительное количество оксида углерода и водород, которые не окисляют, а при определенных условиях даже восстанавливают окисленный нагретый металл.
Печь безокислительного нагрева состоит из двух камер и рекуператора для нагрева воздуха. Предварительный разогрев печи осуществляется при сжигании газа с α = 1,05–1,10. После разогрева печи нижняя рабочая камера переводится на горячий воздух с α = 0,5, а в верхнюю камеру подается холодный воздух для дожигания продуктов неполного сгорания из нижней камеры. Образовавшиеся в верхней камере продукты завершенного сгорания поступают в рекуператор, где отдают теплоту проходящему через него воздуху, и отводятся в атмосферу. Передача теплоты заготовкам или изделиям в рабочей камере происходит от факела, продуктов неполного сгорания газа и излучения свода, отделяющего нижнюю камеру от верхней.
Если требуется полностью устранить окисление или обезуглероживание поверхности металла или необходима ее цементация, изделия нагре-вают в пламенных муфельных или радиационных печах. Рабочее пространство таких печей полностью изолируется от продуктов сгорания газа и заполняется специальными газами необходимого химического состава. Изделия помещают в муфели, заполняемые нужной газовой средой.
Нагрев муфелей снаружи осуществляется пламенем горелок и продуктами сгорания газа. В радиационных печах изделия, находящиеся в камерах, заполненных газовой средой, нагревают за счет излучения труб, в которых сжигают газ. Радиационные трубы применяют в безмуфельных печах при термической или химико-термической обработке металла в специальной атмосфере. Наиболее часто с помощью радиационных труб обогревают протяжные и проходные печи для светлой термической обработки полосовой стали, прутков, труб и пр. По мере создания сталей с высокой жаростойкостью (до 1300°С) можно ожидать значительного расширения области применении радиационных труб для безокислительного нагрева металла под ковку и штамповку, для высокотемпературного подогрева воздуха и пр.
В качестве защитной среды, которой заполняют муфели, камеры или туннели с нагреваемыми в них изделиями, широко используют продукты неполного сгорания углеводородных газов, очищенные частично или полностью от водяных паров и углекислого газа, в зависимости от необходимого состава защитной среды процесс неполного сгорания газа проводится при α = 0,60–0,90/0,25–0,40. В первом случае реакция является экзотермической, идущей с выделением теплоты, и полученный газ называется экзогазом; во втором случае эндотермической, требующей подвода теплоты извне. Полученный при этом газ носит название эндогаз.
Печи с кипящим слоем. Одним из наиболее перспективных способов интенсификации теплообмена между греющими газами и поверхностью металла является кипящий слой, образующийся при продувании засыпки зернистого материала потоком газа. При относительно низких скоростях газового потока слой материала неподвижен, сопротивление фильтрации возрастает пропорционально скорости газа. Когда гидравлическое сопротивление слоя становится равным его удельному весу (на единицу площади опорной решетки), наступает состояние псевдоожижения: высота слоя возрастает, частицы (зерна) материала под действием потока газа начинают перемешиваться.
В качестве зернистой засыпки в печах кипящего слоя применяют кварцевый песок, корунд, карборунд, шамот, магнезит и другие огнеупорные материалы с размером частиц (зерен) от 50 мкм до 2 мм и более. Для получения высоких значений коэффициента теплоотдачи выгоднее использовать засыпку из мелкозернистого материала (dср = 0,3–1,0 мм).
Частицы (зерна) твердого материала, нагретые газовым потоком, соприкасаются с поверхностью нагреваемого металла и отдают теплоту. Постоянное обновление частиц у нагреваемой поверхности следствие их интенсивного перемешивания, высокая объемная теплоемкость и их большая поверхность в единице объема слоя обеспечивают высокие значения коэффициентов теплоотдачи от газов к частицам и наоборот. Таким образом, частицы служат эффективным промежуточным теплоносителем.
По нагревающей способности кипящий слой превосходит все применяемые в промышленной практике способы нагрева, за исключением индукционного. Так, например, при температуре среды 900°С средний коэффициент теплоотдачи αк, кВт/(м2•°С), при нагреве металла от 20 до 900°С достигает:
Сжигание газового топлива в промышленных печах
Наиболее крупные потребители газа – промышленные печи черной металлургии. Использование газа в доменных печах позволяет уменьшить расход кокса, повысить производительность труда и снизить себестоимость получения чугуна.
Сжигание газа в мартеновских печах дает возможность сэкономить значительное количество малосернистого мазута и повысить производительность печей. Применяют газовое топливо также в печах машиностроительных заводов. В этих печах происходит передача теплоты от газового пламени и продуктов горения нагреваемым изделиям и материалам.
По технологическому назначению промышленные печи подразделяют на:
- нагревательные(кузнечные),
- термические(для закалки, отпуска, отжига),
- плавильные(для плавки металлов, стекла),
- обжигательные(для обжига кирпича, извести, фарфора и др.),
- сушильные(для сушки песка, лакокрасочных покрытий и др.).
По способу теплообмена и достигаемой температуры печи подразделяют на:
- высокотемпературные (выше 1000 °С), в которых передача теплоты происходит преимущественно лучеиспусканием;
- среднетемпературные (650–1000 °С), в которых передача теплоты производится лучеиспусканием и конвекцией;
- низкотемпературные (до 650 °С), в которых передача теплоты происходит преимущественно конвекцией.
В высокотемпературных печах газ сжигается в рабочем пространстве печи, что обеспечивает передачу теплоты нагреваемым предметам в основном за счет лучеиспускания от пламени горелки, раскаленных продуктов горения и вторичных излучателей (нагретые поверхности кладки и стен).
В низкотемпературных печах газ полностью сжигается в топке, продукты сгорания, направляясь в рабочую камеру, омывают нагреваемые предметы и передают теплоту в основном за счет конвекции.
Скоростной нагрев металла при температурах в печной камере до 1400–1500 °С находит все большее применение в массовом производстве, так как сокращается время нагрева и увеличивается производительность печей.
В кузнечно-прессовом производстве используют камерные нагревательные печи с выдвижным подом. В этих печах применяют принудительную циркуляцию продуктов сгорания за счет энергии газовоздушных струй, вытекающих из горелок, что способствует получению вращающихся потоков газа с равномерной температурой вокруг нагреваемых изделий.
Для предохранения поверхности металла от контакта с агрессивными газами применяют защитные среды. Один из способов получения защитной среды – сжигание газа с недостатком воздуха.
На металлургических заводах получили распространение муфельные печи для термической обработки холоднокатаного листа в рулонах, отжига проволоки в бунтах. Муфельные печи применяют также для термической обработки металла в машиностроении. Используют газовое топливо при сушке форм в литейных цехах.
Природный газ успешно применяют в химической и пищевой промышленности, а также в промышленности строительных материалов. Для повышения производительности стекловаренных печей и увеличения светимости факела пламени используют обогащение газа тяжелыми углеводородами (до 20–30 % мазута). Применяют также методы перевода сталеплавильных и стекловаренных печей на природный газ без добавки мазута, повышение светимости факела достигается путем замедленного смешения газа и воздуха в печи и усиления выделения из газа сажистого углерода, что позволяет сократить время варки стали и стекла и снизить расход топлива. Большое значение имеют правильный выбор количества и типа горелок, их рациональное размещение, правильное устройство дымоходов с учетом размещения в печи материалов, подвергающихся тепловой обработке.
Горелки должны обеспечить подготовку и подачу газовоздушной смеси в рабочее пространство печи, устойчивость зажигания и стабилизацию фронта горения в интервале изменения нагрузки печи, создание факела необходимой длины и излучательной способности. Для выполнения этих функций применяют различные горелки. Атмосферные горелки используют в низкотемпературных печах.
Инжекционные горелки среднего давления применяют в небольших камерных печах шириной до 0,8 м при одностороннем и 1,5 м при двустороннем размещении горелок. Горелки с принудительной подачей воздуха более универсальны, они успешно работают на газе низкого и среднего давлений на разнообразных установках с различным режимом и обеспечивают более широкие пределы регулирования расхода газа, что позволяет интенсивно подводить теплоту в период разогрева и снижать подвод, когда расход теплоты нужно значительно уменьшить без выключения отдельных горелок. При переводе печей на газовое топливо рекомендуется устанавливать газомазутные горелки. Число горелок на агрегате должно быть минимальным, но достаточным для равномерного нагрева и соответствующего теплового режима.
При размещении горелок на агрегате необходимо исключить прямое направление факела на нагреваемые поверхности, так как это может привести к местным перегревам и ухудшению качества продукции. Размещение дымоотводящих каналов в рабочем пространстве печи должно обеспечить равномерное распределение продуктов сгорания, омывающих нагреваемые предметы.
Рассмотрим устройство и принцип действия некоторых промышленных печей.
По условиям укладки и перемещения нагреваемых предметов в рабочем пространстве печей различают камерные и методические печи. Камерные печи бывают со стационарным или выдвижным подом, в которых металл в процессе нагрева находится в неподвижном состоянии. В методических печах металл во время нагрева перемещается в рабочем пространстве печи. В методических печах температура рабочей среды по ходу металла неодинакова, а в камерных – практически одинакова.
1. Камерная нагревательная печь
Камерная нагревательная печь (рис. 1, а). Источником теплоты служит горелка низкого давления с принудительной подачей воздуха. Сжигание газовоздушной смеси осуществляется в рабочем пространстве печи, что обеспечивает скоростной нагрев изделий до 1400 °С. Изделия нагреваются в основном за счет излучения факела, продуктов сгорания, кирпичной кладки и частично за счет конвекции.
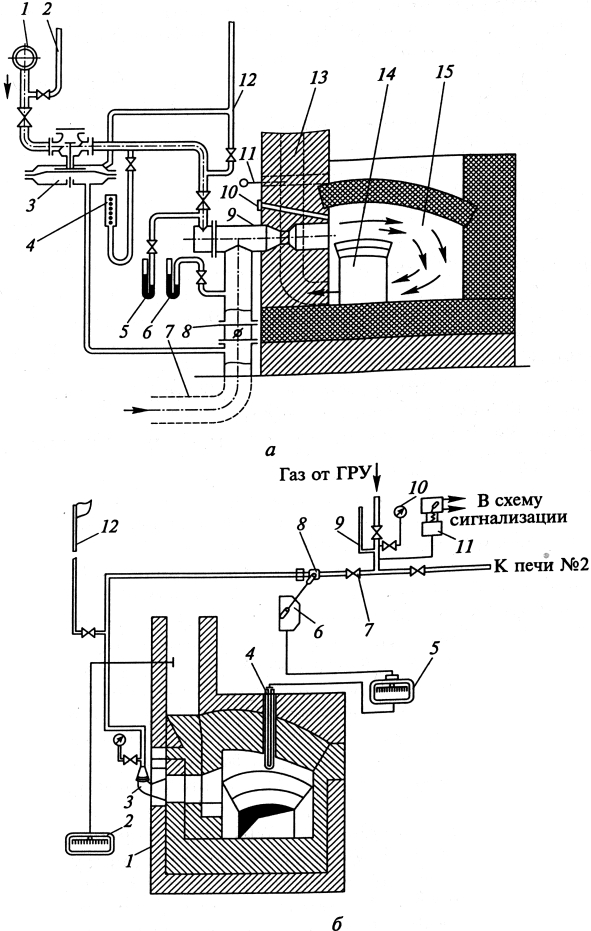
Рис. 3. Промышленные печи: а – камера нагревательная: 1 – газовый коллектор; 2 – продувочный газопровод; 3 – клапан блокировки газа и воздуха; 4 – запальник; 5, 6 – манометры для газа и воздуха; 7 – воздухопровод; 8 – воздушная регулировочная заслонка; 9 – горелка; 10 – смотровое и запальное отверстия; 11 – шибер; 12 – газопровод безопасности; 13 – дымоход; 14 – загрузочное окно; 15– рабочая камера; б – малая термическая печь: 1 – печь; 2 – тягомер; 3 – инжекционная горелка; 4 – термопара; 5 – регулятор температуры; 6 – исполнительный механизм; 7 – запорный кран; 8 – регулирующий кран; 9 – продувочный газопровод; 10 – манометр; 11 – сигнализатор падения давления газа; 12 – газопровод безопасности
Конструкция вытяжных каналов создает хорошие условия для циркуляции продуктов сгорания и равномерного омывания нагреваемых предметов. Преимущество камерных печей заключается в том, что в них можно нагревать разные по размерам и формам заготовки при различных температурных режимах. Камерные печи могут работать с периодической и непрерывной загрузками и выдачей изделий при постоянном температурном режиме в печи.
2. Термические печи
Термические печи служат для придания нагреваемым изделиям определенных свойств. При этом в низкотемпературных печах стальные изделия нагреваются ниже температур внутриструктурных превращений (до 250–700 °С), а в высокотемпературных – в интервале температур внутриструктурных превращений (700–1200 °С). Поэтому к термическим печам предъявляют более жесткие требования, чем к нагревательным, в отношении поддержания нужного температурного режима в рабочей камере.
На рис. 1, б показана малая термическая печь с регулированием температуры. Поддержание требуемой температуры в печи обеспечивается автоматикой. Принцип работы автоматики заключается в следующем. При отклонениях температуры в рабочей камере изменяется ЭДС в термопаре 4. Изменение ЭДС преобразуется в регуляторе температуры 5 и в исполнительном механизме 6 в усилие, изменяющее степень открытия регулирующего крана 8. Соответственно меняется подача газа в горелку. В термических печах на температурный режим наряду с излучением оказывает большое влияние и конвекция, а в низкотемпературных печах конвективная теплопередача преобладает, поэтому хороший нагрев металла достигается только при равномерном распределении тепловых потоков в рабочем пространстве печи.
3. Сушильные печи
Сушильные печи. В машиностроении в литейных цехах применяют сушильные установки для сушки форм и стержней, а также для сушки изделий после окраски. Рабочая температура в сушильных установках ниже точки воспламенения газа, поэтому в таких установках газовое топливо сжигается в обособленной топочной камере. Продукты сгорания поступают из топки в рабочее пространство после разбавления их воздухом.
Перевод сушильных установок на газовое топливо осуществляется путем установки газовых горелок в топочном пространстве, расположенном ниже уровня пола. Продукты сгорания поступают в рабочую камеру через специальные отверстия распределительных дымоходов, расположенных вдоль боковых стенок сушильных установок. Для сушильных установок применяют инжекционные горелки низкого давления. Эти горелки устанавливают вдоль боковых стенок рабочей камеры сушилок. Газ, поступая в горелку, всасывает из окружающего пространства до 50 % необходимого для полного сгорания воздуха и смешивается с ним.
Для обеспечения равномерной подачи газа по всей длине горелки газовоздушная смесь поступает последовательно по двум концентричным распределительным трубам. На наружной распределительной трубе имеются колпачки с выходными отверстиями, где происходит горение газа. У отверстий за счет смешения с поступающим из-под горелки воздухом образуются растянутые по всей длине сушильной установки факелы. При этом достигается требуемый температурный режим 350–450 °С.
Для поверхностной сушки форм и стержней применяют установки с панельными горелками, а также горелки инфракрасного излучения. Использование радиационного нагрева при сушке литейных форм во многом зависит от их конфигурации. Если плоские поверхности нагреваются и сохнут быстро, то сушка глубоких и затененных выемок длится дольше.
Использование газового топлива позволяет организовать поверхностную сушку крупных форм на месте их изготовления с помощью переносных сушилок, что дает большой экономический эффект.
Читайте также: