Переходные электроды для сварки нержавейки и черного металла марка
Обновлено: 29.04.2024
ИмхоДом › Форумы › срочный вопрос › Какой электрод выбрать на сварку нержи с черным металлом?
Аноним
Какой электрод выбрать на сварку нержи с черным металлом? И вообще — жизнеспособно ли будет такое соединение (нагрузок больших не будет, из нержи декоративный элемент можно сказать)
Если просто чтоб держалось то особо мудрствовать не нужно, ОК46 в каждом магазине.
Я бы взял взял ОЗЛ-6 для этих целей. Ещё можно попробывать ЦЛ-11 или НЖ-13, импортными не варил, но думаю должно быть лучше, но тут как говориться "дело было не в бабине…"
Варите любыми электродами, которые есть под рукой!
Смысла покупать в данном случае цл-11 или др. для нержавейки нет. (какая разница будет ржаветь шов или нет, если все равно варится к черному металлу)
Вижу только одно возможное НО, вы знаете марку вашей нержавейки? если что то подобное Х18Н10Т то нет проблем. А если с большим содержанием углерода, то возможно будут трещины и отвалится, но и тут в конечном итоге все зависит от конструкции и от прямоты рук.
Нержавейку варят электродами по нержавейки не потому что шов ржавеет…
Как, что и чем варить я хорошо знаю, уж поверьте мне…
речь идет про конкретную задачу где: чернуха+нержа. Если можете объяснить аргументированно почему здесь надо использовать электроды по нерже, рад буду узнать вашу точку зрения.
А будет ли вообще такое держаться?? раньше не задумывался..
Монтажник. Отопление (теплые полы, радиаторы, котельные), водоснабжение(водоподготовка, сан-узлы), канализация.
Нержа, вообще, варится приятнее обычной чернухи. Опыта не много, но приходилось пару раз к скважинной трубе (нержа) приваривать резьбы чернушные обычными ОК-46. Дуга "мягче" горит, что ли — сугубо эмоциональные оценки )) ну и да — держится на ура…
ОЗЛ-6 является переходным электродом с нержавейки на чернуху, на выходе получаем меньшую пористость и более высокое качество шва, присрать шоб держалось можно хоть чем, хоть УОНИям, хоть ОКашкой, но по уму нужен ОЗЛ. Вдаваться в глубокие материи желания никакого и письками мериться настроения тоже нет. Просто у человека задающего такой вопрос врятли большой опыт сварки, поэтому использование переходных электродов даёт большую гарантию на качество сварного шва, этим и объясняется моя позиция.
Конечно будет, а куда оно дениться-то от советской власти? Электродом по нержавейки и чугун можно сваривать, но только в случаях не возможности использовать специализированные электроды.
Вдаваться в глубокие материи желания никакого….
А надо бы, т.к. от туда и «растут ноги»
При прочих равных, пор не будет вари хоть УОНИями хоть ЦЛ если электроды прокалены и поверхность не ржавая и мокрая. Измерениями тоже заниматься не хотел просто отделяю «ловлю блох» и возможность возникновения реальных трудностей. Кстати автор так и не написал какая хоть примерно марка его нержавейки, а если там 95Х18 то и ЦЛ могут не спасти…
Механические характеристики шва будут близки к основному металлу даже если варить «черными» электродами, а при желании можно получить и более прочный шов взяв УОНИ 13/65 допустим.
Здрасте всем.
Подниму темку, спрошу про электроды, раз здесь так их обсуждали:
Были у меня на днях газовики. Варили трубу электродами LB52U. Одолело любопытство, чем они отличаются от ESAB OK46.
«относятся к группе низководородных электродов» (LB52U) или «Тип покрытия – рутилово-целлюлозное» (ОК-46) — мне ни о чем не говорит, к сожеленью.
Объясните на пальцах, пожалуйста, что для чего и в чем отличия ))
Ооо! Приветствуем пропавшего Старожила на имходоме again! )))
да я просто из писателя переквалифицировался в читателя )))
Здрасте всем. Подниму темку, спрошу про электроды, раз здесь так их обсуждали: Были у меня на днях газовики. Варили трубу электродами LB52U. Одолело любопытство, чем они отличаются от ESAB OK46. «относятся к группе низководородных электродов» (LB52U) или «Тип покрытия – рутилово-целлюлозное» (ОК-46) — мне ни о чем не говорит, к сожеленью. Объясните на пальцах, пожалуйста, что для чего и в чем отличия ))
Электроды от шведской компанией ESAB ОК-46 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Отечественные электроды ЦЛ-11 либо ОЗЛ-8 в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика умения натянуть сову на глобус:
Как правильно выбрать электроды по нержавейки от А до Я
Если Вам нужно выбрать электроды для сварки нержавейки дома или на производстве, то в нашей статье вы найдете рекомендации как их правильно выбирать и применять. Особенности сварки нержавейки, отдельные методы и приемы для получения идеального шва.
Электроды по нержавейке в чем особенности
Для сварки нержавеющей стали (правильное название — коррозионностойкий стали) используют специальные штучный электроды по нержавейки. Эти электроды изготавливаются для применения на постоянном и/или переменном токе. Более распространены электроды для постоянного тока так как процесс сварки протекает более плавно, а качество шва выше.

Особенности процесса заключается в том что нержавейка обладает низким коэффициентом теплопроводность то есть её легко перегреть и металл начинает растекаться. Также она обладает высоким коэффициентом линейного расширения. Это значит что в процессе сварки металл сильно расширяется, а после когда шов кристаллизуется металл усаживается и зачастую появляется такой дефект как «утяжина» — непровар.
Ещё одним вредным последствиям высокого коэффициента линейного расширение является, то что конструкции сильно деформируются под действием сварочных напряжений.
Потому при выборе электродов нужно стараться соблюдать следующие условия:
- Использовать диаметр от 1,5 — 2,6 мм;
- Использовать электроды с составом стержни схожим основным металлом ;
- Для снижения риска получения непровара нужно обеспечивать более широкий зазор — больше диаметра электрода.
Потому сварку таких стали лучше всего вести как можно быстрее, используя минимальное значение силы тока. Это можно выполнить, используя электроды меньшего диаметра. Эти меры помогут снизить перегрев металла, а также избежать сильных сварочных деформаций.
Почему важно использовать специальные электроды для сварки нержавейки

Это связано с тем, что подавляющее большинство этих сталей являются высоколегированными сталями. Сварка которых затрудняется множественными факторами такими как:
- Высокое содержание углерода в шве.
- Высокие требования к защите сварочной ванны и дуги от воздуха, что в противном случае ведёт к большому количеству дефектов.
- Низкая теплопроводность которые зачастую приводит к перегреву металла процессе сварки и образованию дефектов виде прожогов.
Если взять скажем электроды к примеру для черных стали ( нелегированных ) и попытаться произвести сварку, то сварной шов получится, но будет иметь множество недопустимых дефектов грубо говоря мы получим брак.
Ко всему ещё металл шва будет подвержен коррозии так как металл электродов не имел необходимых легирующих элементов.
Также они применяемые для нержавеющих сталей должны быть специально предназначенными для сварки именно этой группы стали и должны быть близкими по химическому составу. Если не соблюсти это условие, то сварочный шов будет выдерживать меньшее напряжение чем основной металл и будет являться самым слабым участком детали.
Также немаловажным фактором является то, что зона сварки, кромки деталей должны быть очень хорошо зачищены, а желательно и обезжирены. Как уже говорилось при сборке нужно соблюдать чуть увеличенный зазор.
Какими электродами варить нержавейку на переменном и постоянном токе

Для сварки коррозионностойких сталей на переменном токе в большей степени используются электроды содержащий в своей обмазке рутил. Это могут быть электроды чисто с рутиловым покрытием, рутилово-целлюлозным, рутилово-карбонатным и прочими. Рутил которые входят в состав обмазки обеспечивает легкое зажигание и стабильное горение сварочной дуги.
При сварки на переменном токе, нет такого понятия как полярность (прямая, обратная ) которые присуще только сварки на постоянном токе.
Даже при наличии дополнительных компонентов составе обмазки, сварка на переменном токе менее качественна и имеет ряд ограничений по сравнению с постоянным током, а потому применяется реже.
Электроды по нержавейки для переменного тока

Рассмотрим несколько основных марок применяемые для сварки по нержавейке на переменном токе. Их также можно использовать и для сварки на постоянном токе.
ЦТ 50

Эта марка применяется для сварки нержавейки, крайне распространённой и в промышленности, и в быту 08х18н10т, 12Х18Н10Т, 12Х18Н9Т и прочие. Они используются, когда нет особых требований к коррозионной стойкости соединения. Выпускаются диаметрами от 3 мм до 5 мм. Покрытие у них — рутилово-основное. Ими выполняется работа как правило на переменном токе, но можно и на постоянном с обратной полярностью, во всех пространственных положениях за исключением вертикального положения сверху вниз.
ОЗЛ 14

Эти электроды так же как и их предшественники используются по нержавеющей стали аустенитного класса (все по тем же 12Х18Н10Т, 12Х18Н9). Также они рассчитаны на условия, которых не требуется жёстких параметров по межкристаллитной коррозии. Сварка имя возможного всех пространственных положениях, на переменам / постоянном токе. Выпускаются они диаметром 3 и 4 миллиметра. Покрытие у них рутиловое.
Важно — при использовании электродов с рутилом покрытием возможна сильная зашлаковка сварочного шва. Это на заметку начинающим сварщикам так как очень сложно отличить сварочной ванне расплавленный металл от шлака.
ОЗЛ-310
Эти электроды используются для сварки и наплавки жаропрочных хрома никелевых сплавов также высоколегированные стали Х45Х25Н20С2 и сварка жаростойких ферритно-перлитных сталей. Покрытия— рутил— карбонатное. Диаметрами они выпускаются 3— 4 миллиметра и применяются для сварки на переменном токе (можно использовать на постоянным). Они обладают отличными сварочными и технологическими свойствами потому как содержит 20-22 процента никеля. Варить можно во всех пространственных положениях за исключением вертикального сверху вниз.
Электроды для сварки на постоянном токе
Теперь рассмотрим электроды применяемые при сварке нержавейки на постоянном токе. На постоянном токе сваркой идет более стабильно. Они содержат в обмазке минимальное количество элементов для ионизации. Их зажигать чуть сложнее чем применяемые на переменном токе.
Процесс сварки на постоянном токе выполняется с подключением аппарата на обратную полярность. Обратная полярность— это такое подключение аппарата, когда плюс подключается к держаку, а масса подключается к детали.
Рассмотрим несколько основных марок, таких как, а ОК 61-35 и 61-30 производитель Esab, электроды ЭА 400/10У, ЦТ-15, ЦЛ-11 и др. Далее более подробно остановимся на некоторых из перечисленных здесь.
Популярные электроды для сварки нержавейки (стали 12х18н10т)
Чаще всего в быту приходится использовать электроды для сварки нержавеющей стали марки— 12х18н10т называемой «медицинская сталь». Это хромоникелевая сталь аустенитного класса (она является высоколегированной, так содержание легирующих элементов превышает 10 %). Рассмотрим самый часто применяемые электроды для сварки этой стали.
ОК 61-35

Эти электроды применяется для сварки стали 12х18н10т в основном для ответственных швов к которым высокие требования по стойкости сварного шва и изделия целом к межкристаллитной коррозии. Применяются для изделия которые работают в зоне температур от — 196 до 400 градусов, что позволяет их использовать даже для криогенных установок. У них основное покрытие. Они имеют имеет достаточно высокую стоимость.
ЭА 400 10у
Так же, как и предыдущие электроды, применяются для сварки высоколегированный стали 12х18н10т, но когда температура эксплуатации изделия не превышает 350 градусов. В отличие от предыдущей марки ЭА 400/10у используется в тех случаях, когда не предъявляются высокие требования к межкристаллитной коррозии. Варить ими можно во всех пространственных положениях, коме сверху вниз. Покрытие – основное. Их стоимость значительно ниже, и они часто используются в бытовых целях. Выпускаются диаметрами от 2 до 5 мм.
ЭА 395/9
Используется эта марка для сварки нержавеющей стали аустенитного класса, а также для их сварки с углеродистыми. Покрытие у них основное, используются на постоянном токе. Шов получаемый этими электродами очень высокого качества, ровный с мелкой чешуйчатостью. Выпускаются диаметрами от 3 до 4 мм.
ЦЛ 11
Эти электроды применяются, когда стоит задача заварить шов с высокими требованиями по устойчивости к межкристаллитной коррозии. Эти электроды имеют основное покрытие и сварка ими возможно во всех пространственных положениях. Изделия, которые свариваются этими электродами могут эксплуатироваться при температуре до 400 градусов. Как и у предыдущие марки диаметр их бывает от 2 до 5 мм.
ЦТ 15
Эти электроды используется для сварки всё той же хромоникелевой нержавеющей стали 12х18н10т. Также Х16Н13Б и подобным сталям работающим при температуре 560-650 градусов и подвергающемся высокому давлению. Используется в условиях, когда предъявляются жёсткие требования по межкристаллитной коррозии. Чаще всего они используются в промышленности, так как в домашних условиях как правило нету столь высоких температур. Покрытие у них основное, сварка возможна во всех пространственных положениях.
Электроды для нержавейки – распространенные маркировки
Рассмотрим в этом разделе марки который также часто применяются как на производстве, так и в домашних условиях для нержавейки на основе хрома.
УОНИ-13/НЖ
Эти электроды применяются для сварки хромистых стали таких как 12х13 и подобным, с содержанием хрома 13 процентов. Покрытие у них основное.
ОЗЛ 8
Эти электроды используют для коррозионностойких сталей таких как: 12Х18Н9Т, 12Х18Н10Т и подобных в тех случаях когда нет жёстких требований по межкристаллитной коррозионной стойкости. Покрытие их основное, варить ими нержавейку можно во всех положениях *коме сверху вниз) на постоянном токе.
Эти электроды применяют для сварки жаростойких нержавеющих сталей содержанием хрома и никеля, таких как 10Х23Н18, 20Х23Н13 и аналогичных работающих до 1000 градусов. Покрытие у них основное. По сварке ими есть ряд ограничений, таких как ширина валика которые не должна быть более 3 диаметров электрода, а также обязательная прокалка перед сваркой при температуре 350—370 градусов.
Эти электроды чаще всего применяются для сварки двухслойных стали (так называемый биметалл). Свариваются ими легированный стали марок 08Х13, 12Х18Н9Т и подобным. Сварочный шов будет соответствовать высоким требованиям у межкристаллитной коррозии. Покрытие этих электродов основное. Выпускаются диаметрами от 3 до 5 мм.
ОЗЛ-22
Эти сварочные электроды применяются для нержавейки из низкоуглеродистых хромоникелевых сталей. Покрытие этих электродов специальное. Варить ими можно не во всех пространственных положениях, а лишь в: нижним, вертикальным, и ограничена в потолочном. Диаметр этих электродов выпускаются 3 и 4 миллиметра.
Что лучше переменный или постоянный ток
Ответ на этот вопрос достаточно простой— это постоянный ток. У источников переменного тока есть определенный ряд преимуществ таких как невысокий потери электроэнергии, но качество сварочного шва на переменном токе ниже. Это связано с тем, что при сварке на переменном токе дуга имеет нулевое напряжение за период 3 раза. Фактически она обрывается на долю секунды и снова разжигается.
Чтобы стабилизировать горение дуги в электронное покрытие добавляют специальные компоненты, улучшающие ионизацию. Также на переменном токе происходит смена полярности за секунду 120 раз при промышленной частоте в 60 Гц, что в свою очередь сказывается на нестабильности сварочного процесса.
Расскажем немножко о полярности. При использовании обратной полярности максимальный нагрев идёт на электрод что в свою очередь снижает количество тепла вводимая деталь, а это уменьшает деформацию.
При использовании прямой полярности соответственно ситуация обратная, максимальное тепло выводится в деталь что может обеспечивать более глубокое проплавление металла и применяется для сварки детали с большими толщинами. Также применяется для сварки тиг чтобы не ввести дополнительный перегрев вольфрамовую электрода.
При сварке на переменном токе полярность пол периода прямая, а после меняется на обратную что в свою очередь негативно сказывается на качестве сварки.
Какие электроды берут для сварки нержавейки с черным металлом (переходные электроды)
Рассмотрим так называемые переходные электроды, это электроды, которыми сваривают черный металл с нержавейкой. Отсюда и название «переходные» — переход от одной стали другой. Применяются они как в промышленности, так и в быту к примеру при приварке в бане бака.
Рассмотрим основные электроды, которые чаще всего используются.
ОЗЛ 6

Эти электроды предназначены для сварки углеродистых, а также низколегированных сталей перлитного класса (к примеру сталь 20, 09Г2С) со сталями аустенитного класса. Также они применяются для сварки жаростойких хрома никелевых стали (к примеру 20Х23Н18) которые могут работать при температурах до 1000 градусов. Покрытие этих электродов основное, сварка возможна в Нижнем, вертикальном и потолочном положениях. Электроды выпускаются диаметрами от 2 до 5 мм. Перед сваркой обязательная прокалка при температуре 300— 335 градусов в течение одного часа.
Ок 67.60
Эти электроды производства Esab ОК имеют кисло-рутиловое покрытие. В результате чего дуга очень хорошо загорается (это связано с наличием рутила в обмазке). Используются они для сварки хромоникелевых сталей с чёрными низколегированными низкоуглеродистыми. Варить электродами можно во всех пространственных положениях кроме сверху вниз. Электроды необходимо прокаливать перед сваркой при температуре до 370 градусов 2 часа.
Какими электродами варить нержавейку 1 мм
Сварка нержавейки процесс непростой, а особенно когда идет речь о малых толщинах. Нержавейку легко перегреть и прожечь, потому что у неё низкий коэффициент теплопроводности. Также тонкий металл очень сильно подвержен деформациям которые возникают процессе сварки.
Для сварки такой тонкой нержавейки необходимо будет использовать электроды с рутилово-кислым покрытием. Одной из марок, которые можно использовать является ОК 63.20. Данные электроды подойдут если температура эксплуатации детали до 350 градусов Цельсия.
Ещё одна марка, которую можно рассмотреть это ОК 63.34. Эти электроды близки по свойствам в предыдущей марке ими можно выполнять сварку сверху вниз. Использование данного способа снижает температуру, соответственно и риск прожечь тонкий металл.
Также стоит рассмотреть такую марку электродов как ОК 61.20 от ESAB. Они имеют рутила кислое покрытия и предназначены для сварки тонкостенных деталей при условии, что эксплуатация до 400 градусов.
Общие принципы выбора электродов
Выбор сварочных электродов необходимо производить по материалу детали (основной материал из которого изготовлены детали). Самый простой способ — это забить в интернете (но лучше конечно смотреть в ГОСТе или марочнике сталей) механические характеристики нужного нам материала. Нас интересуют такие характеристики как предел текучести — σт и временное сопротивление σв.
Получаем значения и идем снов в интернет, гост или каталог электродов и сравниваем значения. Значения основного металла должны быть равны или немного меньше значением для электродов. Ну и конечно, как уже говорилось состав металла в электродах должен соответствовать или быть близким основному металлу.
Советы и рекомендации по сварке нержавейки
Завершении дадим несколько рекомендаций и советов по сварке нержавейки.
Чтобы избежать перегрева и как следствие прожогов сварку нужно вести достаточно быстро не задерживаюсь подолгу на одном месте не перегревая металл. Можно использовать способ сварки с отрывом, это когда зажигается дуга, проваривается небольшой участок шва 2-3 см и дуга обрывается. После дуга снова зажигается и проваривается еще 2-3 см. Он особенно хорош когда нужно варить металл малой толщины.
Сварочный ток выставлять на минимальные значения все для того же – чтобы не перегревать металл.
Также имеет большое значение подготовка кромок и зазор. Зазор как правило делают увеличенный чтобы снизить риск непровара.
Зачистка кромок должна производиться наиболее тщательно по сравнению со сваркой чёрных сталей, так как попадания загрязнений в сварочную ванну будет приводить к образованию пор.
Чтобы получать красивую облицовку сварочного шва из нержавейки нужно немало потренироваться, так как сварка этого материала достаточно специфична из за того что металл сильно течёт. Потому если стоит задача получить красивая сварное соединение лучше использовать способ сварки— ТИГ. О данном способе более подробно читайте в нашей статье — Tig сварка — что за способ, где он применим: описание, параметры, режимы.
Электроды для сварки нержавейки
Сваривание нержавеющей стали является одним из наиболее сложных моментов, которые встречаются на практике у мастеров. Вся проблема заключается в поведении металла в расплавленном состоянии, которое заметно отличается от других сортов стали. Он становится в жидком состоянии не вязким, а подобным воде, так что быстро растекается и из него сложно сформировать нормальный валик шва. Электроды по нержавейке обладают такими же свойствами, так как в них содержится тот же состав, что и в основном металле. Все это требует от сварщика не только хорошо подготовленной технической базы, но и практических умений обращения с металлом. Именно по этой причине электроды для сварки нержавейки практически не применяются в потолочном или вертикальном положении.

Внешний вид электродов для сварки нержавейки
Это далеко не единственная проблема, которая возникает во время процесса. Нередко после температурной обработки шов теряет свои антикоррозионные свойства. Это очень распространенная проблема, поэтому, электроды для сварки нержавейки инвертором содержат дополнительное количество легирующих материалов, отвечающих за антикоррозионные свойства. Они должны компенсировать ту часть, которая испаряется во время сварки. Это очень важный момент выбора, пропуск которого может привести к браку. Для этой цели могут также использоваться флюсы в качестве добавок. Как правило, используются электроды для сварки постоянным током обратной полярности, так как при переменном качество соединения будет сильно страдать.

Электроды для сварки нержавейки постоянным током
Обмазка хоть и должна обеспечивать безопасность сварочной дуги, а также ванны расплавленного металла, но не всегда с этим хорошо справляется. Сварка тонкой нержавейки представляет собой особо сложный процесс. Для этого требуется подбирать тонкие электроды, что также осложняет процесс проведения сварки из-за риска прожига.
Область применения данных материалов достаточно широка, так что несмотря на все неудобства, приходится искать решения проблем путем улучшения свойств расходных материалов. Они используются в ремонтных мастерских, для соединения металлоконструкций, в литейном производстве, для сваривания металлопроката, создания корпусов изделий и прочих вещей. Сварочные электроды по нержавейке являются неотъемлемой частью ремонта трубопроводов, выполненных из данного металла. Электроды для сварки нержавеющей стали создаются по ГОСТ 9466-75.
Виды электродов для нержавейкиДостаточно распространенными являются шведские марки от компании ESAB, которые представлены в широкой линейке различными вариантами с несколько отличающимися свойствами.
- ОК61.30 – это универсальные электроды для нержавеющей стали, которые могут применяться для многих сплавов. Особенно хорошо они подходят для изделий с добавками в виде хрома и никеля. Наплавленный металл получается достаточно стойким к коррозии.
- ОК6135 – данная марка предназначена для сварки нержавейки с повышенными требованиями к качеству. Наплавленный металл получается достаточно прочным, так что может выдерживать сильные нагрузки. С его помощью сваривают ответственные сооружения и конструкции.
- ОК67.45 – эта марка электродов для сварки нержавеющей стали обладает повышенными свойствами свариваемости, так что ее рекомендуется применять для самых сложных ситуаций, когда условия не совсем пригодны для соединения.
- ОК63.30 – в данной марке стержни обладают относительно низким содержанием углерода, поэтому, подходят для тех металлов, в которых содержание данного металла также находится на низком уровне.

Электроды для сварки нержавейки марки ОК
Среди отечественных марок также имеются представители, которые часто используются в промышленности и частной сфере:
- ЦТ15 – этот электроды для сварки нержавеющей стали 12х18н10т. Они обладают высокой температурной стойкостью и могут выдержать большие перегрузки по данному параметру. Также они оказываются стойкими к химическим средам.

Электрод ЦТ 15 для сварки нержавейки
- ОЗЛ8 – наплавочные материалы, которые обладают достаточно длительным сроком эксплуатации и служат для создания соединений высокой прочности. Они сохраняют антикоррозийные свойства даже после температурной обработки.

Сварочный электрод ОЗЛ 8
- ОЗЛ6 – универсальная марка, которая может применяться как для сваривания чистой нержавеющей стали, так и для сварки нержавейки с черным металлом.

Сварочный электрод ОЗЛ 6
Физико-химический составКак правило, такие типы электродов обладают достаточно богатым химическим составом, который включает в себя множество химических элементов, служащих для создания антикоррозионного эффекта, а также прочих полезных вещей. Естественно, что при выборе какими электродами варить нержавейку, следует учитывать, чтобы эти элементы обеспечивали нужные для эксплуатации свойства. На примере одной из марок видно, что может содержаться в высоколегированной стали:
Технические характеристикиМеханические свойства зависят от того, что именно входит в металл. Специалисты подбирают конкретную марку согласно тому, какими характеристиками будет обладать наплавленный металл. Марки электродов по нержавейки дают достаточно высокие параметры крепости, пластичности и температурной стойкости. Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
Обозначение и маркировкаНа примере марке ОЗЛ 6 можно понять расшифровку. Это сварочные электроды, разработанные компанией «СпецЭлектрод». Они имеют основное покрытие и предназначенные для нержавеющих сталей.
ВыборПодборка электродов для нержавеющей стали является очень ответственным процессом, так как здесь следует учитывать множество нюансов, чтобы добиться максимально качественного результата. Ведь здесь даже при стандартных условиях возникают сложности, но если сделать неправильный выбор, то все будет еще хуже. При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
Размер диаметра стержня также относится к важным параметрам. Чем толще основной метал, тем толще должны быть электроды. Величина их должна быть, примерно, одинаковой. Допускается разница в 0,5-1 мм, но это возможно только если толщина от 3 мм, так как тонкие листы нержавейки нужно сваривать очень аккуратно и превышение величины диаметра, а соответственно и сварочного тока, может привести к образованию дыр в месте соединения.
«Важно! При выборе следует всегда обращать внимание на аналоги, которые могут стать хорошей заменой отечественным маркам».
Электроды также должны быть достаточно длинными, чтобы вести шов без прерываний. В различных марках длина может варьироваться от 5 до 10 см, так что для создания длинных швов могут понадобиться изделия длиной 45 см. Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
Основные режимы и нюансы применения
Одним из главных нюансов использования является высокая скорость плавления, которая превышает показатели стандартных стальных электродов. Это требует более быстрых и аккуратных движений. Также здесь низкая вязкость расплавленного металла, так что нужно выработать особую технику формирования валика шва, иначе получится бесформенная масса наплавленного металла. После окончания процесса шов нужно подогревать, чтобы у него не возникли холодные трещины. Для этого можно использовать газовую горелку или другие подогревающие инструменты с регулировкой температуры.
Как сварить нержавейку с черным металлом: особенности технологии
Сложности, с которыми связана сварка изделий, изготовленных из нержавейки, с черным металлом, объясняются преимущественно тем, что эти материалы, хотя и относятся к сталям, являются, по сути, разнородными. Для того чтобы качественно сварить такие металлы, то есть получить сварной шов, который по своим механическим характеристикам будет близок к основному металлу соединяемых изделий, следует в первую очередь правильно подобрать электроды. Кроме того, надо учитывать такой параметр соединяемых металлов, как их свариваемость, то есть способность образовывать качественные и надежные неразъемные соединения, полученные методом сварки.

Сварка нержавеющего фланца с отводом из углеродистой стали
Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
Методы сварки изделий из нержавеющих сталей и черного металла
Для того чтобы сварить заготовки из нержавейки и черных стальных сплавов, получив при этом качественные и надежные соединения, применяют сварку следующих типов:
- в режиме MMA;
- неплавящимися электродами, изготовленными из вольфрама;
- в среде защитного газа, в качестве которого преимущественно используется аргон.
Если сварка изделий из черного металла и нержавейки проводится по первой технологии (MMA), то необходимо взять электроды, специально предназначенные для выполнения соединений цветных металлов и сплавов.
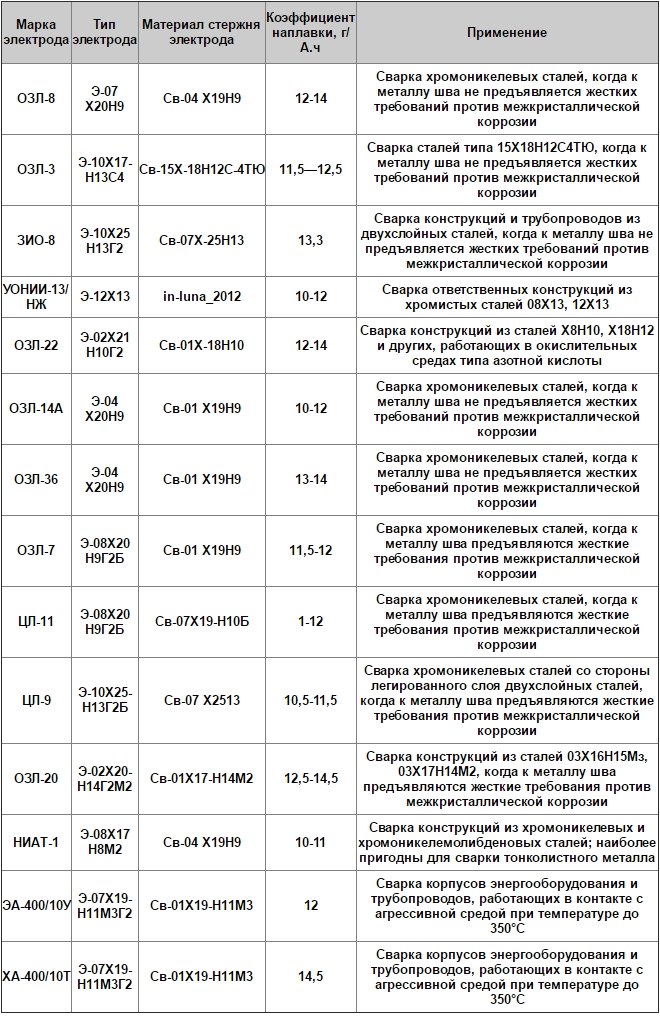
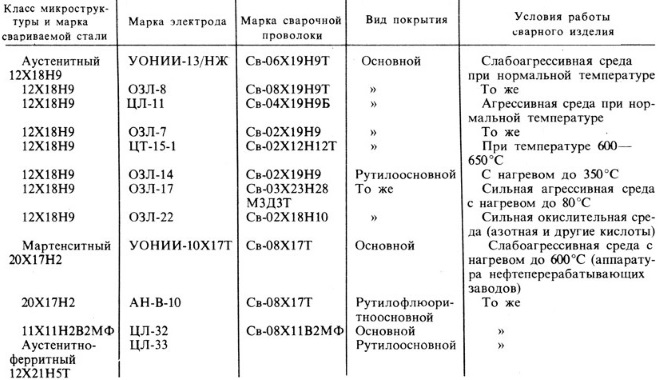
Марки и применение высоколегированных электродов
Однако лучше всего варить нержавейку и черный металл в среде защитного газа аргона. Для этого, естественно, потребуется специальный сварочный аппарат. Аргон в данном случае обеспечивает надежную защиту зоны формируемого сварного шва от чрезмерного насыщения металла азотом и его окисления. Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.

Схема сварки нержавейки аргоном
Чтобы качественно сварить изделия из нержавейки и черного металла, в процессе выполнения операции необходимо следить за положением электрода. Последний, чтобы сварной шов получился качественным и надежным, надо держать перпендикулярно к поверхности соединяемых заготовок.
Выбор электродов
Чтобы надежно приварить изделие, изготовленное из нержавейки, к детали из обычного черного металла, следует учитывать ряд важных нюансов. В первую очередь они касаются выбора присадочной проволоки определенного химического состава. В металле присадочной проволоки, степень легирования которого должна быть выше, чем аналогичный параметр материала свариваемого изделия, обязательно должны содержаться такие элементы, как марганец, никель и иногда хром.
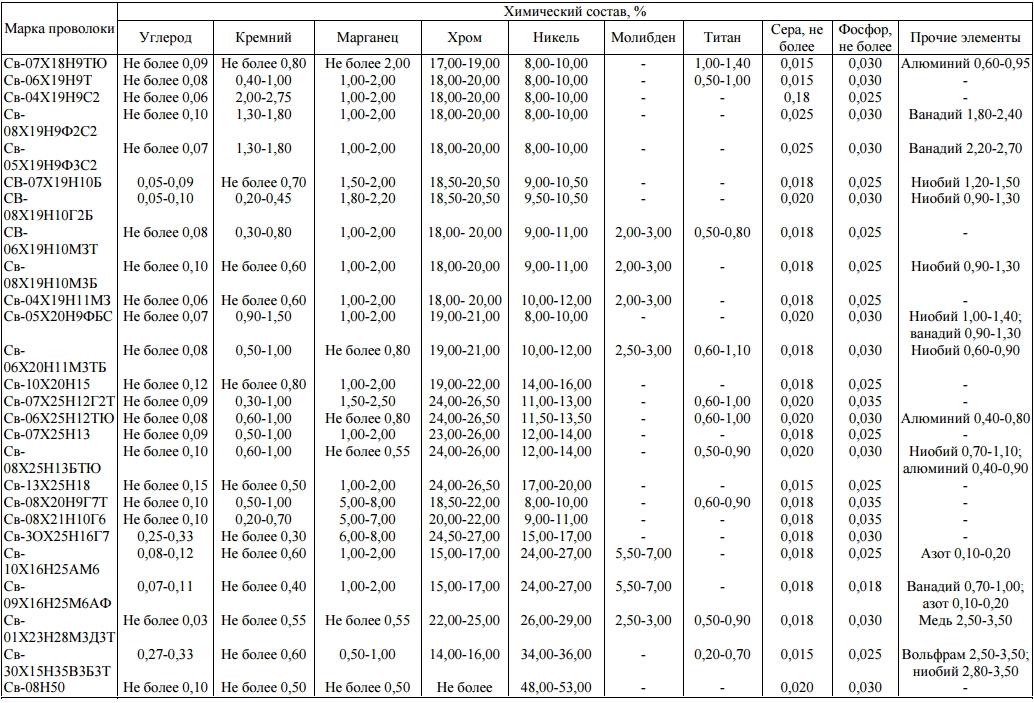
Марки и химический состав высоколегированной сварочной проволоки (нажмите для увеличения)
Важным условием формирования качественного сварного соединения является наличие в составе формируемого шва некоторой доли основного металла. В зависимости от используемой технологии сварки количество основного металла в материале сварного шва может составлять 30–40%.
Прежде чем варить заготовку из нержавейки с деталью из черного металла, следует выяснить химический состав свариваемых сталей, чтобы правильно подобрать тип электродов.
Разнородные материалы, которые необходимо соединить при помощи сварки, могут отличаться по целому ряду параметров:
- способности образовывать неразъемные соединения (свариваемости);
- теплопроводности;
- механическим характеристикам;
- степени легирования;
- химическому составу.
При этом стальные сплавы, изделия из которых необходимо сварить между собой, могут относиться к одной из следующих категорий:
- углеродистые;
- низколегированные;
- теплоустойчивые;
- легированные;
- отличающиеся высокой степенью легирования – высоколегированные.
Ориентировочный выбор сварочного материала в зависимости от назначения сварочного шва
Основная проблема, с которой связана сварка разнородных сталей (нержавейки и черных металлов), заключается в образовании трещин в сформированном сварном шве. Очень часто, чтобы избежать такой проблемы, для сварки изделий из нержавейки с деталями из черных металлов специалисты используют высоколегированные электроды, позволяющие сформировать сварной шов с высокими прочностными параметрами.

Результат дуговой сварки нержавейки с черной сталью электродом ОЗЛ-6. Швы хоть и темнее, но не поржавели за несколько месяцев
Вообще для сварки изделий из нержавейки с деталями, изготовленными из черных металлов, используют несколько основных типов электродов:
Электроды для сварки нержавейки: варим нержавеющую сталь правильно
Сварка деталей, изготовленных из нержавеющих сталей, представляет собой непростой процесс, требующий от его исполнителя наличия соответствующих знаний и навыков. Для выполнения такой процедуры, кроме всего прочего, необходимы специальные электроды по нержавейке, которые могут иметь диаметр 3,4 или 5 мм.
Электроды AS P-309L турецкого производства применяются при сварке нержавеющих и жаропрочных сталей
Почему важно использовать специальные электроды для сварки нержавейки
Нержавеющая сталь с момента ее появления на рынке активно используется для изготовления отдельных изделий и конструкций различного назначения. Высокая популярность стальных сплавов данной категории объясняется не только их исключительной коррозионной устойчивостью, но также целым перечнем других достоинств – твердостью, прочностью, долговечностью, привлекательным внешним видом изделий из нержавейки и др. Между тем одним из наиболее значимых недостатков нержавеющих сталей является плохая свариваемость, что несколько затрудняет выполнение монтажных работ с этим материалом.

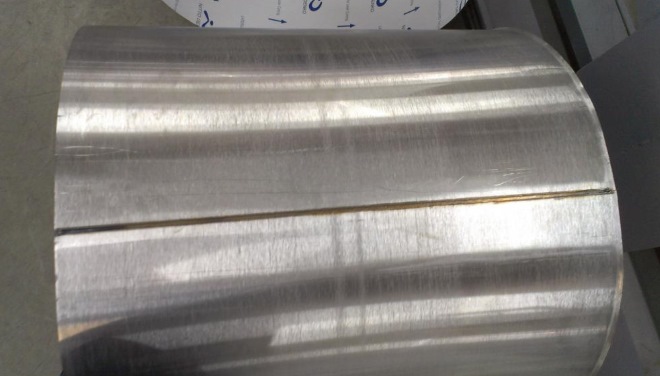
Сварка этих листов из коррозионностойкой нержавеющей сталей была выполнена электродом ЦТ-15
Причины того, что нержавеющие стали обладают плохой свариваемостью (под которой понимают возможность создания надежных неразъемных соединений при помощи сварки), заключаются в следующем.
- Стали, относящиеся к категории нержавеющих, обладают меньшей (в два раза) теплопроводностью, чем обычные углеродистые стальные сплавы. Нержавейка в процессе выполнения сварки хуже отводит тепло и сильно перегревается, поэтому выполнять такой технологический процесс следует на меньших значениях сварочного тока (на 15–20%), чем при соединении деталей из обычных стальных сплавов.
- При сварке массивных изделий, изготовленных из нержавеющих сталей, между ними следует оставлять достаточно широкий зазор. Если пренебречь этим требованием, то в структуре основного металла, прилегающей к зоне сварного шва, могут образоваться микротрещины, значительно снижающие качество и надежность полученного соединения.
- Из-за сильного электрического сопротивления, создаваемого в зоне сварки, электроды, при помощи которых она выполняется, сильно нагреваются. Именно поэтому выполнять сварочные работы со сталями данной категории следует, используя специальные электроды для нержавейки. Выбрать такие электроды можно по маркировке.
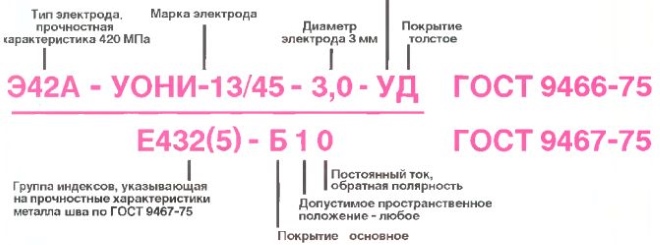
Пример расшифровки маркировки электродов
Неправильный выбор электродов, режимов выполнения сварки изделий, изготовленных из нержавеющих сталей, а также непрофессиональное использование сварочного оборудования может привести к межкристаллитной коррозии. Это явление значительно ухудшает коррозионную устойчивость металла шва и основного металла в прилегающей к сварному соединению зоне и выражается в том, что в структуре металла при нагреве свыше 5000° формируются карбиды железа и хрома. Такие карбидные включения, появляясь на границах кристаллической решетки металла, делают его очень хрупким и уязвимым к коррозии, что и становится причиной значительного снижения надежности сварного соединения.
Для того чтобы избежать такого негативного явления, как межкристаллитная коррозия, следует правильно подбирать режимы сварки и электроды для ее выполнения, а также обеспечивать быстрое охлаждение зоны сформированного сварного соединения.
Основные технологии сварки
На качество сварки, используемой для соединения деталей из нержавеющих сталей, оказывает влияние множество факторов. К наиболее значимым из них следует отнести квалификацию сварщика, выполняющего работы, правильность выбора режима сварки и электродов для ее осуществления. Любому, кто соберется варить нержавейку, важно также знать, в чем заключаются отличия этого металла от обычных углеродистых сталей.
Варить нержавейку, в зависимости от особенностей соединяемых деталей, можно по различным технологиям. Одной из наиболее распространенных технологий, при помощи которых выполняют соединение изделий из нержавейки с толщиной от 1,5 мм, является сварка в среде защитных газов.

Сварка нержавеющей стали вольфрамовым электродом
Такая сварка, выполняемая неплавящимся вольфрамовым электродом, используется преимущественно для соединения:
- корпусных деталей оборудования и приборов различного назначения;
- других изделий, для изготовления которых используется листовая нержавейка;
- трубопроводов из нержавейки, предназначенных для транспортировки различных сред.
В зависимости от используемого сварочного оборудования и требуемой производительности процесса выполняться такая сварка может ручным, полуавтоматическим и автоматическим способами.
При сварке изделий, изготовленных из нержавейки, можно использовать и плавящиеся электроды – металлические стержни с нанесенным на них покрытием либо специальную проволоку, отличающуюся высоким уровнем легирования. К таким методам сварки относятся:
- импульсно-дуговая, используемая для соединения деталей толщиной до восьми десятых миллиметра;
- короткодуговая, выполняемая в среде инертных газов, – для нержавейки толщиной от восьми десятых до трех миллиметров;
- дуговая струйная, применяемая для соединения листового материала толщиной свыше трех миллиметров;
- дуговая, выполняемая под слоем флюса, – для изделий, толщина которых превышает десять миллиметров;
- плазменная, которая является универсальным способом соединения деталей из нержавейки любой толщины.
Технологию плазменной сварки используют для соединения любых металлов и сплавов
При использовании для выполнения сварочных работ такого оборудования, как инвертор, процесс можно выполнять и постоянным, и переменным током.
Чтобы варить изделия из нержавейки и получать при этом качественные и надежные соединения, важно учитывать несколько важных нюансов.
- При использовании электрода из вольфрама им не следует совершать резких колебательных движений, как это делается при формировании сварного шва на обычных сталях. Такие движения могут привести к тому, что электрическая дуга, сформированная электродом, разрушит защитную пленку на основном металле, а это станет причиной значительного ухудшения его антикоррозионных свойств.
- Чтобы избежать попадания в область формируемого сварного шва вольфрама, из которого изготовлен неплавящийся электрод, зажигать сварочную дугу следует не на самих соединяемых изделиях, а на специальной графитовой пластине (или использовать для этого опцию бесконтактного розжига дуги).
- На обратную сторону сварного шва также желательно подавать струю аргона, который защитит сильно разогретый основной металл и формируемый сварной шов от окисления.
Популярные марки электродов для сварки нержавейки
Достаточно часто сварку нержавейки выполняют при помощи плавящихся штучных электродов, поэтому вопрос правильного выбора таких расходных материалов является очень актуальным. Металл, из которого изготовлены стержни таких электродов, должен:
- обладать высокой устойчивостью к такому явлению, как термическая ползучесть;
- отличаться небольшим показателем теплового расширения;
- иметь повышенную упругость;
- отличаться высокой износоустойчивостью и теплопроводностью.

Области применения электродов
На выбор электрода, при помощи которого можно варить изделие из нержавейки, решающее влияние оказывает марка свариваемой стали. Так, в зависимости от данного параметра современные специалисты применяют электроды следующих популярных марок:
- ОЗЛ-8 и ЦЛ-11 – для нержавейки, используемой в пищевой промышленности;
- ЭА400/10У, НЖ-13, ЦТ-15 (редко) – для нержавеющих сталей, отличающихся повышенной устойчивостью к коррозии;
- ОЗЛ-6 – для жаропрочных сплавов, в химический состав которых входит нержавеющая сталь;
- КТИ-7А, ЦТ-28 – для нержавейки, из которой изготавливаются различные инструменты;
- АНЖР-1, АНЖР-2, ЭА395/9 – для нержавейки другого назначения.
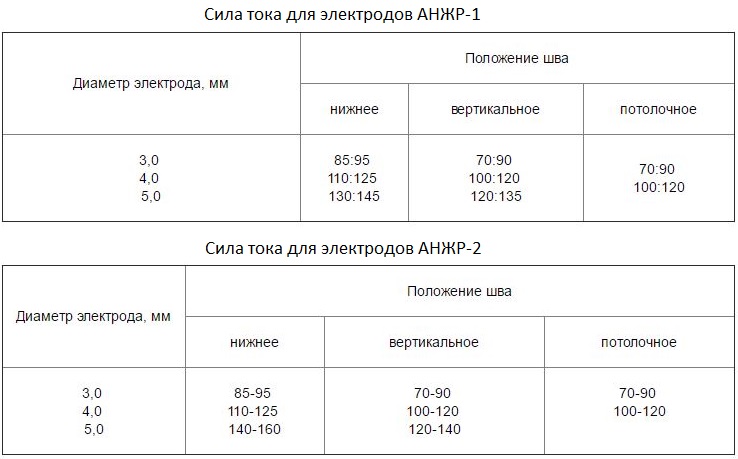
Электроды АНЖР-1 и АНЖР-2 применяются для сварки без предварительного подогрева и без последующей термообработки
При использовании штучных электродов, специально предназначенных для сварки нержавейки, следует соблюдать осторожность, так как слой остывающего шлака, сформированный в процессе выполнения сварки, отскакивает с поверхности шва самопроизвольно. Еще не до конца остывшие кусочки такого шлака, если не соблюдать осторожность, могут послужить причиной ожога.
К наиболее популярным электродам, используемым для соединения изделий из нержавейки, относятся изделия с маркировкой ЦЛ-11. На поверхность таких электродов нанесено покрытие, выполненное на основе карбонатов и соединений фтора. Они применяются при сварке сталей хромоникелевой группы (12Х118Н10Т и 9Т, 08Х18Н12Б и Т). Использование электродов данной марки позволяет минимизировать риск развития межкристаллитной коррозии у данных сплавов. За счет особенностей химического состава своего покрытия электроды ЦЛ-11 хорошо демонстрируют себя при температурах, не превышающих 450°.
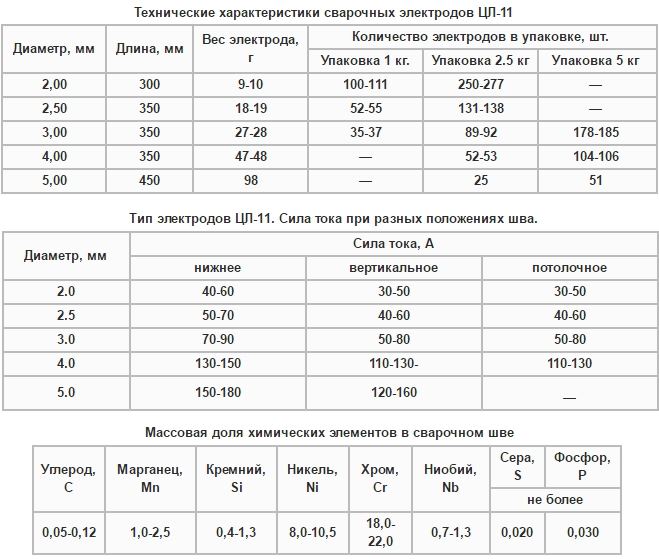
Технические параметры электродов ЦЛ-11
К наиболее значимым достоинствам электродов данной марки следует отнести:
- минимальное разбрызгивание расплавленного металла;
- хорошую ударную вязкость формируемого сварного шва;
- возможность выполнять качественный сварной шов в любых пространственных положениях;
- хорошую пластичность готового соединения;
- минимальный риск образования трещин в сварном шве, что обеспечивает высокое качество и надежность формируемого соединения.
Высокой популярностью у отечественных специалистов пользуются также электроды ОЗЛ-6 и НЖ-13. Электроды с маркировкой НЖ-13 отлично демонстрируют себя при использовании для сварки пищевой нержавейки, а также сплавов, относящихся к хромоникелевой и хромоникелемолибденовой категориям. Изделия марки ОЗЛ-6 лучше применять в тех случаях, когда сварка будет выполняться в окислительной среде или при высоких температурах (до 1000°). При использовании электродов данной марки можно получить сварное соединение более высокого качества, если выполнять его не на переменном, а на постоянном токе.
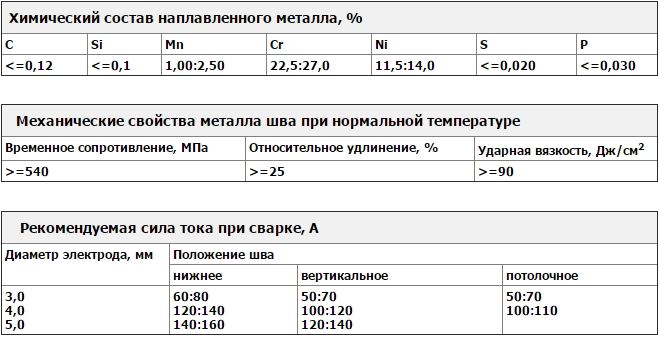
Технические характеристики электродов ОЗЛ-6
Среди достоинств электродов марки ОЗЛ-6 следует выделить:
- минимальное разбрызгивание расплавленного металла;
- высокую жаростойкость сформированного соединения;
- высокую устойчивость металла сварного шва к образованию межкристаллитной коррозии.
В отличие от изделий марки ЦЛ-11, электроды ОЗЛ-6 нельзя применять для формирования сварных швов, расположенных вертикально.
Кроме электродов известных отечественных марок, у специалистов-сварщиков большой популярностью пользуются изделия для сварки нержавейки, выпускаемые под брендом ESAB.

Электроды ESAB выпускаются и на российских предприятиях в том числе, соответствуют требованиям ГОСТа и международных стандартов
Наиболее популярными марками электродов от данного производителя являются:
- ОК 61.30;
- ОК 61.35;
- ОК 63.30;
- ОК 67.45.
Так же, как и изделия других производителей, электроды ESAB в зависимости от их марки могут быть использованы для выполнения качественной сварки нержавейки различных категорий.
Читайте также: