Песчаная раковина дефект металла
Обновлено: 02.07.2024
Усадочными раковинами называют открытые или закрытые полости в теле отливки, имеющие шероховатую глубокую кристаллическую поверхность со следами дендритов. Усадочная пористость представляет собой мелкие полости, расположенные между дендритами сплава по всему объему отливки или в ее центральных частях. Усадочные раковины в отличие от усадочной пористости имеют сравнительно большие размеры. Открытые усадочные раковины бывают окислены.
Усадочные раковины обычно образуются в утолщенных местах отливки, которые затвердевают в последнюю очередь. Как правило, за счет ликвации при затвердевании отливки металл в усадочной раковине имеет повышенное содержание серы и фосфора.
Все металлы при нагреве увеличиваются в объеме, а при охлаждении, наоборот, сокращаются. Следовательно, объем жидкого металла в форме всегда больше объема металла затвердевшей отливки. Сокращение объема и линейных размеров отливки в форме при остывании называется усадкой. Процесс усадки сплава в форме можно разбить на три стадии: усадка жидкого расплава до достижения им температуры начала затвердевания; усадка сплава в период перехода его из жидкого состояния в твердое; усадка сплава в твердом состоянии.
Если бы скорость охлаждения металла в отливке была одинаковой по всему ее объему до момента затвердевания, т. е. кристаллизация происходила бы одновременно во всем объеме, то концентрированная усадочная раковина отсутствовала бы. В этом чисто теоретическом случае отливка после затвердевания сократила бы свои размеры на величину /г,, зависящую от разницы удельных объемов в жидком и твердом состояниях (рис. 32, а). Практически одновременно с усадкой сплава происходит его затвердевание, которое начинается с поверхности отливки и заканчивается в ее центральной части.
После заливки в форму жидкий металл охлаждается и уменьшается в объеме. В этот период возможно уменьшение его уровня в форме на сравнительно небольшую величину. Затвердевание начинается с поверхности отливки. Одновременно жидкий металл продолжает охлаждаться. После образования сплошной корочки металла толщиной хи оставшийся жидкий металл затвердевает как бы в сосуде (рис. 32, в). За счет продолжающейся усадки образуется зазор б между уровнем жидкого металла и верхней затвердевшей корочкой, что и соответствует началу образования внутренней усадочной раковины. По мере затвердевания отливки расстояние между верхней корочкой и жидким расплавом увеличивается вплоть до полного затвердевания отливки, а сечения раковины постепенно уменьшаются. Под действием атмосферного давления наружная затвердевшая корочка прогибается (в полости раковины может быть разряжение).
ткрытая усадочная раковина может образоваться при резком уменьшении скорости затвердевания сплава в каком-либо месте, например в верхней части отливки. В этом случае корочка сверху не образуется. Иногда корочка разрушается, тогда раковина становится видимой. В массивных отливках, например в слитках, может образоваться две (или даже три) усадочные раковины, разделенные тонкими перегородками и расположенные одна под другой.
В фасонных и сложных отливках с неравномерными по толщине стенками, приливами, утолщениями, бобышками и т. д., как правило, образуется несколько местных усадочных раковин (рис. 33) в местах, где металл затвердевает в последнюю очередь, т. е. в тепловых узлах. Наиболее часто усадочные раковины встречаются в Т-образных и крестообразных сечениях и в углах отливки, где имеются местные скопления металла.
Форма образующихся усадочных дефектов зависит от характера кристаллизации сплава в отливке. В зависимости от состава сплавы могут затвердевать при постоянной температуре (чистые металлы или эвтектические сплавы) или в интервале температур (сталь). В эвтектических сплавах, например серых чугунах, поверхность, образованная растущими гранями кристаллов, в сечении представляет собой относительно ровную линию. При таком характере затвердевания сплава жидкий металл, находящийся в верхней части отливки, практически до момента полного затвердевания компенсирует усадку металла в нижней части отливки. В результате вверху образуются крупные, концентрированные усадочные раковины. Недостаток жидкого металла может проявиться только в конце затвердевания при смыкании двух фронтон кристаллизации, когда зазор между ними становится незначительным. В таком случае по центральной оси сечения (стенки) отливки образуется осевая пористость ширина этой пористой зоны в чугунных тонкостенных отливках невелика (0,5—2 мм) и практически не влияет на качество детали. В сплавах, затвердевающих в интервале температур, например, в сталях, растущие от поверхности отливки кристаллы глубоко вдаются в жидкий металл. В них образуется промежуточная двухфазная зона, состоящая из твердого и жидкого металла. Пока растущие от поверхности кристаллы не встретятся, верхние слои жидкого металла компенсируют усадку нижних слоев, т. е. питают их. В это время в отливке формируется сравнительно крупная концентрированная усадочная раковина. Однако после срастания растущих кристаллов (рис. 34, в) объемы жидкого сплава между ними изолируются один от другого и дополнительный подвод жидкого металла прекращается. При затвердевании жидкого сплава в таких условиях в изолированном пространстве образуются мелкие усадочные раковины — норы. К концу затвердевания центральной части отливки количество изолированных участков жидкого металла и, следовательно, пор весьма велико. Скопление мелких усадочных раковин и называют усадочной пористостью. Часто усадочная пористость располагается под концентрированной усадочной раковиной, являясь как бы ее продолжением.
В некоторых случаях, например при очень медленном охлаждении металла в форме, пористая зона может распространяться
практически на все сечение стальной отливки. При этом образуется так называемая рассеянная пористость. При неравномерной толщине стенок отливки в тонких стенках может возникнуть осевая пористость, а и тепловых узлах —- местная пористость.
Существенным различием в характере кристаллизации чугуна \\: стали является также то, что при затвердевании чугуна выделяются включения графита, в результате чего увеличивается объем отливки. Это явление называется предусадочпым расширением. Увеличение объема отливки за счет выделяющихся включений графита может существенно компенсировать уменьшение объема чугуна вследствие усадки. Поэтому общая объемная усадка, а следовательно, и объем усадочных дефектов в чугунах с пластинчатым и шаровидным графитом меньше, чем в стали.
Следует различать усадку сплава как такового от усадки реальных отливок. Усадка металлов и сплавов зависит только от их физических свойств, в то время как усадка реальных отливок зависит' от ряда технологических факторов. Ниже рассмотрены важнейшие из них.
Степки песчано-глипистой литейной формы, залитой металлом, под действием его напора могут деформироваться и прогибаться. При этом н отливке возникает дефект — распор и, кроме того, увеличивается объем усадочных раковин. В прочной и жесткой форме за счет расширения смеси может произойти уменьшение усадочных дефектов в отливке.
Отдельные части реальных отливок остывают с неодинаковой скоростью, поэтому они как бы разделяются на несколько изолированных частей, в каждой из которых процесс объемной усадки происходит самостоятельно. При этом ранее затвердевшие части отливки тормозят усадку участков, затвердевающих позднее.
Значительное влияние на образование усадочных дефектов оказывает химический состав сплава. Так, увеличение содержания углерода в доэвтектическом чугуне приводит к заметному уменьшению объема усадочных раковин за счет увеличения в нем количества выделяющегося при кристаллизации графита. Чем выше содержание углерода в чугуне, тем меньше в отливках усадочной пористости и больше концентрированных усадочных раковин.
Пористость отливок уменьшается при выделении в чугуне мелкого графита и увеличивается при выделении его в виде грубых пластин. Влияние кремния на возникновение усадочных дефектов зависит от влияния его на процесс образования в чугуне графита. При повышении степени графитизации объем усадочных раковин уменьшается. Вместе с тем отмечено, что плотность и герметичность чугунных отливок повышается с уменьшением содержания углерода и кремния вследствие измельчения выделений графита. Марганец и сера, понижая степень графитизации, увеличивают объем усадочных раковин в чугуне.
Таким образом, влияние легирующих элементов на количество усадочных дефектов в чугуне связано в основном с их влиянием на процесс графитизации. Особенно большое развитие усадочные раковины получают при полном торможении графитизации, когда чугун затвердевает белым. Поэтому введение элементов (медь, никель и др.), способствующих графитизации, может привести к уменьшению объема усадочных раковин.
Белый низкоуглеродистый чугун, применяемый для получения отливок из ковкого чугуна, обладает большой склонностью к усадке в жидком состоянии, при затвердевании и в твердом состоянии. Во избежание появления усадочных раковин из-за большой усадки в процессе затвердевания у каждого местного утолщения необходимо устанавливать боковые прибыли — питающие бобышки. Большая склонность к образованию усадочных раковин и пористости отливок из белого чугуна, подвергающихся последующему отжигу на ковкий чугун, затрудняет производство отливок, работающих под давлением. Количество усадочных дефектов в отливках из этого чугуна несколько уменьшается с увеличением содержания углерода.
Объем усадочных дефектов в отливках из чугуна с шаровидным графитом и белого чугуна и способы их предотвращения практически аналогичны.
Усадку стали в жидком состоянии увеличивает углерод и незначительно кремний, марганец и фосфор. При увеличении со держания углерода в стали на каждые 0,1% объемная усадка ее повышается приблизительно на 2%.
Способы предотвращения усадочных раковин и пор. Усадка является естественным процессом, происходящим в остывающей отливке, и предотвратить ее невозможно. Все методы предотвращения усадочных дефектов сводятся к созданию таких условий затвердевания, при которых недостаток жидкого металла в кристаллизующейся отливке или в отдельных ее узлах восполняется путем подвода дополнительного жидкого металла. Дополнительный подвод металла к месту образования усадочных дефектов должен быть непрерывным и продолжаться до полного затвердевания. Таким образом, кристаллизующийся слой отливки должен быть в контакте с жидким металлом.
Для компенсации усадки сплава отливок используют искусственные емкости жидкого металла, называемые прибылями. Прибыли различаются по форме (цилиндрические, шаровые, конические, прямоугольные и т. п.), по принципу действия (обычные, обогреваемые, атмосферного давления, давления газа), по методу подачи металла (прямого питания — установка сверху и бокового питания — отводные), по положению в форме (открытые и закрытые).
Конструкция прибылей зависит от различных факторов, учитывающих производственные традиции, номенклатуру литья, серийность производства, оборудование цеха и т. п. Для того чтобы прибыли выполнили свою роль, они должны отвечать определенным требованиям.
Объем и форма прибыли должны быть такими, чтобы количество жидкого металла в ней в каждый момент времени до полного затвердевания отливки превышало величину объемной усадки еще незатвердевшего металла. Длительность полного затвердевания прибыли должна превышать длительность затвердевания питаемого узла отливки. Зона прилегания прибыли к питаемому узлу отливки должна быть достаточной для того, чтобы жидкий металл проходил с требуемой скоростью, и затвердевать она должна после затвердевания питаемого узла отливки, но раньше, чем затвердеет
Выполнение этих требований достигается созданием направленного затвердевания отливки. При направленном затвердевании кристаллизация отливки или отдельных ее частей происходит последовательно в направлении к прибыли с таким расчетом, чтобы к каждому ранее затвердевшему слою отливки был доступ жидкого металла из прилегающего слоя, затвердевающего позже. Участки отливки, затвердевающие последними, соприкасаются непосредственно с прибылью. Этот принцип впервые был выдвинут русским металлургом В. Е. Грум-Гржимайло. Направленное затвердевание в отливке можно создать как правильным конструированием отливки, так и использованием технологических приемов.
Для обеспечения принципа направленного затвердевания сечение отливки пли отдельных ее стенок должно постепенно увеличиваться по направлению к месту установки прибыли.
Для стальных отливок, особенно ответственного назначения, это требование обязательно. Если по конструктивным соображениям невозможно или нежелательно постепенное утолщение стенок к прибыли, то при разработке литейной технологии предусматривают соответствующие технологические напуски, которые должны быть удалены при механической обработке.
Возможность направленного затвердевания отливки проверяют по чертежу методом вписанных окружностей (рис. 35, в). По мере приближения к месту установки прибыли диаметр вписанной в сечение стенки отливки окружности должен увеличиваться. Отношение — зависит от толщины и высоты
(длины) стенки и типа сплава и обычно равно 1,05—1,2. Направленное затвердевание может быть достигнуто путем ускорения охлаждения соответствующего узла отливки и замедления охлаждения прибыльной части.
Для ускорения остывания стенок отливки используют металлические наружные холодильники. Зазор между смежными наружными холодильниками должен быть минимальным, а торцовые стороны холодильников рекомендуется выполнять со скосами. Площадь наружных холодильников должна быть меньше площади охлаждаемого теплового узла, во избежание преждевременного затвердевания прилегающих к тепловому узлу частей отливки, через которые поступает жидкий металл от прибыли.
При получении крупных и массивных отливок применяю! внутренние металлические холодильники, устанавливаемые внутрь формы. Нагреваясь, они отбирают тепло от жидкого металла. Толщину холодильников и их число определяют на основе тепловых расчетов и экспериментальных данных. Неоправданное увеличение толщины наружных холодильников может вызвать отбел чугунных отливок, образование трещин и других дефектов. Масса внутренних холодильников не должна превышать 4—4,5% массы отливки, иначе не произойдет их прочное соединение со сплавом отливки.
Материал внутренних холодильников обычно такой же, как материал детали.
Простейшими внутренними холодильниками являются шпильки, гвозди, прутки, пластины и др., перед установкой их необходимо очищать от ржавчины.
Для ускорения отвода тепла при отливке крупных и тяжелых деталей в последнее время начали применять принудительное охлаждение путем продувки форм воздухом или паровоздушной
Замедления скорости охлаждения прибыли можно достигнуть двумя способами: уменьшением отвода тепла от прибыли путем применения формовочных материалов с малой охлаждающей способностью, например асбеста, пористых огнеупорных материалов, изоляции открытой поверхности прибыли и т. д.; подогревом металла в прибыли главным образом путем облицовки ее экзотермическими смесями, выделяющими большое количество тепла при контакте с металлом.
Последний способ достаточно прост и наиболее перспективен; он позволяет получать плотные отливки и в 1,5—3 раза уменьшить расход металла на прибыли. Экзотермическую смесь применяют в виде облицовочной смеси или стержневых стаканов. Эффективность действия открытых прибылей можно повысить путем доливки горячего металла по мере понижения его уровня. Форма вокруг прибыли может быть разогрета при прохождении через нее элементов литниковой системы и тем самым замедлено охлаждение металла.
Питание тепловых узлов жидким металлом прибыли обеспечивается при определенном давлении сплава, необходимом для преодоления сил, препятствующих его протеканию через узкие каналы между растущими кристаллами. С повышением давления металла плотность отливки увеличивается. Обычно такое давление создается напором металла, определяемым разницей его уровней в прибыли и в питаемом месте отливки. Значительное увеличение высоты прибыли часто бывает невозможно по техническим или экономическим соображениям.
Для повышения давления металла в прибыли в ней устанавливают специальный газопроницаемый стержень, соединяющий ее с атмосферой. В результате на металл, находящийся в прибыли, дополнительно действует атмосферное давление. При установке в полость закрытой прибыли перед заливкой формы небольших стержней, выделяющих при нагреве большое количество газов, также создается дополнительное газовое давление на жидкий металл.
С повышением температуры заливки металла количество усадочных дефектов увеличивается. Чрезмерное уменьшение температуры заливки ухудшает условия заполнения формы и увеличивает опасность образования газовых раковин и других дефектов. Поэтому для отливок каждого типа температуру заливки
следует устанавливать с учетом всех факторов, влияющих на их качество.
Для сокращения усадочных раковин необходимо при разработке технологии заливки каждой детали стремиться к тому, чтобы температура металла отливки по мере приближения к прибыли увеличивалась; в прибыль должен попадать наиболее горячий металл.
Выполнить это условие при изготовлении сложных отливок трудно, а иногда и невозможно. Однако некоторые приемы можно использовать. Так, при получении отливок из серого чугуна питатели подводят в более тонкие части детали. Вследствие сравнительно небольшой усадки чугуна это позволяет выравнивать скорость охлаждения массивных и тонких стенок отливки и предотвращать образование усадочных раковин. При заливке стальных отливок металл обычно подводят в массивную часть через прибыль или питающую бобышку. Более целесообразно применение верхних прибылей при заливке сверху. В этом случае прибыли заполняются наиболее горячим металлом.
Деффекты литья и их предупреждение
Виды раковин. Наиболее частым видом литейного брака являются всевозможные раковины. Они выявляются большей частью только в процессе механической обработки отливок.
Раковины бывают газовые, усадочные (рыхлость и пористость), песочные и шлаковые.
Раковины газовые. Газовые раковины - это сферические или округленные пустоты с гладкой блестящей (у закрытых) или окисленной (у открытых) поверхностью, расположенные снаружи отливки или внутри ее.
Газовые раковины, образовавшиеся за счет плохого качества металла, чаще всего имеют малые размеры и разбросаны по всей массе отливки. Газовые раковины, образовавшиеся за счет дефектов форм и неправильной технологии заливки, концентрируются чаще всего на отдельных определенных участках формы и находятся на небольшой глубине от поверхности или стержня.
Причины образования газовых раковин следующие:
1. Выделение газов из металла вследствие уменьшения растворимости их в металле при его кристаллизации. Пузырьки газа стремятся всплыть на поверхность, часть их не успевает уйти за пределы отливки и остается в ней в виде газовых раковин.
2. Конструкция формы с такими поверхностями, которые затрудняют удаление скопившихся газов. Это вызывает образование раковин на поверхности отливки.
3. Плохая газопроницаемость формовочной смеси, в частности для стержней, при большом газообразовании.
4. Неудачный состав переплавляемой шихты, загрязненной ржавчиной, серой, водородом, исходным металлом, уже насыщенным газом, замасленной стружкой, а также присутствие в шихте влаги и чрезмерное содержание серы в коксе, нефти (в мазуте) и в сланцевом масле, если оно служит топливом.
5. Неправильное ведение плавки, вызывающее насыщение металла газом в процессе плавки, если металл плохо раскислен.
6. Слишком большая скорость заливки форм. Когда скорость заполнения формы металлом больше скорости отвода из нее газов, оставшиеся газы вызывают в отливках образование газовых раковин. Чем меньше скорость заливки, тем больше остается времени для удаления газов и воздуха через поры и вентиляционные каналы формы. При этом отпадает опасность прохождения газов через жидкий металл.
7. Неудачные способ заполнения формы - заливка прерывающейся струей. При быстрой заливке металла в форму сверху образуются брызги; они окисляются и при отливке чугуна и стали могут вызвать появление раковин за счет выделения окиси углерода при восстановлении окислов железа углеродом. Алюминиевая бронза и алюминиевые сплавы при заливке форм сверху вспениваются. Это также вызывает в отливке газовые раковины.
8. Недостаточное сечение или неправильное расположение выпора.
9. Насыщение чугуна в вагранке газами при избыточном количестве влаги в воздухе, подаваемом в вагранку.
10. Недостаточно горячий металл может содержать газовые пузыри, не успевающие выделиться при охлаждении металла.
11. Разливка металла в плохо высушенный и недостаточно нагретый ковш. Носок ковша должен быть особенно хорошо высушен перед разливкой.
12. Излишняя влажность формовочной смеси в отдельных местах, если форму приходится исправлять после выемки модели.
13. Чрезмерное уплотнение земли и заглаживание формы, уменьшающей газопроницаемость.
14. Ржавая поверхность холодильников и кокилей, которая при соприкосновении с жидким чугуном реагирует с углеродом металла, образуя окись углерода (СО).
15. Неправильная конструкция литниковой системы, при которой возможно засасывание воздуха или неспокойное поступление металла в форму, врыв струи, образование вихрей и неправильное вентилирование газов из стержней (направление вниз или навстречу поступающему в форму жидкому металлу).
16. Заливка струей с большой высоты, когда происходит засасывание воздуха, вспенивание и разбрызгивание металла (с образованием "корольков").
17. Газы, выделяющиеся вследствие химической реакции в самом металле. Сернистый газ (SO2) обычно вступает в реакцию с медью, образуя закись меди (Cu 2O) и сернистую медь(Cu 2S):SO 2 + 6Cu <> Cu 2S + 2Cu 2O.
Реакция эта, однако, может идти в обоих направлениях в зависимости от концентрации участвующих веществ. От взаимодействия сернистой меди с закисью меди может выделяться сернистый газ, нерастворимый в металле и дающий крупные пузыри. Такие случаи нередко имеют место в заводской практике и особенно опасны при разливки красной меди.
Мелкие газовые пузырьки могут получиться на поверхности отливки из бронзы с примесью свинца. Эта газовая пористость происходит при окрашивании формы краской, содержащей графит. Окислы свинца в бронзе восстанавливаются графитом с выделением окиси углерода на поверхности отливки, соприкасающейся с графитовой краской.
При замене графита тальком (3MgO * 4SiO sub>2 * H sub>2O) источником газовой пористости может явиться кристаллизационная вода, выделение которой при температуре бронзы, залитой в форму, вызывает повышенную пористость на поверхности отливки. Предварительное прокаливание талька до 1000 o обеспечивает удаление кристаллизационной воды. Тогда газовой пористости на поверхности отливки не получится. Растворенный в никеле кислород, действуя на углерод и серу, образует с ними СО и SO2, вызывающие газовые раковины.
18. Газы, образующиеся от избытка смазки металлической формы при заливке в нее жидкого металла.
19. Газы, выделяющиеся из трещин на изношенных металлических формах (адсорбированные газы в трещинах изложниц).
20. Поглощение сернистого газа, образующегося при горении кокса, содержащего серу, при плавке в вагранку бронзы (что иногда практикуется в литейных).
Бронзой поглощаются и другие газы, всегда присутствующие в атмосфере вагранки (азот, кислород, углекислый газ, водяные пары, окись углерода, водород, углеводороды, летучая сера, сероводород и др.)
21. Выделение водорода и окиси углерода сплавами, содержащими магний, цинк, алюминий, кремний, при действии водяного пара и углекислого газа, например:
22. Плохо обожженный древесный уголь, вследствие дополнительной перегонки выделяющей на поверхности расплавленного металла углеводороды и водород. Водород может при этом поглощаться хорошо раскисленным сплавом, например, алюминиевой бронзой, кремнистой латунью, и отливка окажется пузыристой.
23. Насыщенный газами исходный металл для переплавки. В процессе переплавки в вагранке такого насыщенного газами металла газы передаются литью как бы по наследству.
Раковине усадочные (рыхлость и пористость). Усадочные раковины имеют вид углублений и пустот неправильной формы, образующихся в тех метах отливки, где металл затвердевает в последнюю очередь. Иногда вместо концентрированных усадочных раковин наблюдается местная рыхлость и пористость, вследствие которых отливки не выдерживают давления при гидравлическом испытании и бракуются.
Основной причиной образования усадочных раковин является уменьшение объема металла при затвердевании и дальнейшем охлаждении. Размер усадочных раковин зависит от степени (величины) усадки и от температуры заливки металла в форму (высокая температура заливки устанавливает объем усадочных раковин), а также от конструкции и размеров отливки и от скорости заполнения формы.
Меры предупреждения. В тех частях отливок, где следует ожидать образования раковин, в формах устраивают соответствующие прибыли, из которых в период усадки отливка питается жидким металлом. Металл в прибыли должен затвердевать в последнюю очередь. Для устранения пористости применяют холодильники, ускоряющие затвердевание металла в соответствующих зонах.
Усадочные раковины и рыхлость можно устранять изменением конструкции формы, уменьшая скопления металла в отдельных ее частях.
Раковины песочные.
Песочные раковины - это закрытые или открытые раковины неправильной формы в различных частях отливки, заполненные частично или полностью формовочным материалом.
Образование песочных раковин вызывают следующие причины:
1. Повреждение песочной формы при извлечении из нее модели или сборке формы (накладывании верхней опоки).
2. Разрушения частей формы струей металла при заполнении формы.
3. Размывание металлом слабо набитых мест формы или пережженных в сушиле.
4. Механическое засорение готовой формы.
5. Неправильные формовочные уклоны модели.
6. Отсутствие галтелей (закруглений в углах модели), необходимой величины (вследствие чего земля с углов осыпается).
7. Несоответствие размеров и конструкций опоки размерам модели (в тесной опоке тонкий слой земляной формы может осыпаться от удара струи жидкого металла).
8. Применение неисправных опок, вызывающих повреждение формы.
9. Неудовлетворительное качество формовочных материалов, разрушаемых в форме металлом.
10. Неравномерное уплотнение в форме формовочной смеси.
11. Недостаточное упрочнение формы или отдельных частей ее каркасами, крючками, шпильками и др.
12. Неправильная установка стержней.
13. Резкие удары, толчки по форме при переворачивании, сборке, передвижении.
14. Неправильная, неизбежная установка груза, который накладывается на форму во избежание подъема верхней опоки металлом..
15. Неправильное направление струи металла и заливки формы с большой высоты.
Раковины шлаковые.
Шлаковые раковины имеют неправильную форму и
шероховатую поверхность. Полость раковины бывает заполнена шлаком полностью или частично.
Размеры, количество ми расположение шлаковых раковин разнообразны и зависят от причин, вызвавших их образование,.
Основной причиной образования шлаковых раковин является попадание шлака в форму вместе с металлом при заливке вследствие:
1. Плохой очистки металла от шлака.
2. Недостаточного заполнения литниковой чаши во время заливки.
3. Неправильный литниковый системы.
4. Недостаточной жидкотекучести металла.
5. Перерыва струи металла при заливке.
Меры предупреждения. Для борьбы со шлаковыми раковинами необходимо
обеспечить повышенную температуру при плавлении металла с целью увеличить его жидкотекучесть и понизить вязкость. А также улучшить условия всплывания шлака при выдерживании металла в ковше или копильнике перед заливкой. Шлак необходимо счищать с поверхности металла счищалками. Для облегчения снятия жидкий шлак следует присыпать чистым сухим песком, который делает его более густым.
Чтобы шлак не попал в форму, необходимо принимать меры для задержки его не только в ковше, но и литниковой системе. В литниковой системе шлак задерживают шлакоуловителями, в которых он отделяется от металла за счет разности в удельных весах. Простейшим шлакоуловителем литниковой системы является уже сама литниковая чаша. Необходимо правильно подобрать размеры шлакоуловителя и сечений отдельных элементов литниковой системы.
При выборе литниковой системы следует руководствоваться ГОСТ и ведомственными или заводским нормалями. Даже при правильно построенной литниковой системе шлак может проникать в форму, если литниковая система не будет заполнена металлом в течении всей заливки или будет допущен перерыв струи.
Пригар
Другим видом брака является пригар. Отличительные признаки. Поверхность отливки бывает покрыта ошлакованной, оплавленной формовочной землей (химический пригар) и неошлакованной облицовочной землей с металлом, прониквшим в ее поры (механический пригар).
Причины образования. Низкая огнеупорность формовочной смеси создает условия для химического пригорания ее к отливке с образованием легкоплавких соединений с окислами железа, марганца и др. Легкоплавкие соединения проникают в глубь формовочной земли вследствие капиллярности. Такой пригар лишь с трудом удаляется пневмоническими зубилами и наждачными камнями.
Основными причинами механического пригара являются большая пористость облицовочной земли, вследствие которой в землю проникает жидкий металл, высокая температура металла при заливке формы и давление металла (напор) при заливке высоких отливок.
Трещины
Трещины бывают сквозные или несквозные, так называемые надрывы на поверхности отливок.
Отличительные признаки. Горячие трещины от внутренних напряжений образуются в то время, когда металл еще не остыл, за счет его повышенной усадки. Холодные трещины представляют собой разрыв металла в конце остывания за счет проявления внутренних напряжений, обусловленных усадкой. У горячих трещин, проявляющихся при высоких температурах, поверхность излома всегда бывает окислена, а у холодных - чистая поверхность или иногда покрыта легкими цветами побежалости.
Причины образования. Причинами образования трещин могут служить:
1. Неправильная конструкция самой отливки (резкие переходы в толщине, отсутствие галтелей или несоответствующий радиус их округлений).
2. Механическое сопротивление со стороны формы, стержней и каркасов, препятствующих свободной усадке.
3. Неправильная литниковая система (местный перегрев отливки).
4. Неправильные размеры и расположение холодильников, прибылей и выпоров.
5. Чрезмерно высокая температура заливки и вредные примеси в металле.
Иногда бывает достаточно даже легкого удара во время выбивки из опок, при обрубки или при небрежном обращении во время транспортировки, чтобы отливка дала трещину.
Меры предупреждения. Для устранения возможности возникновения трещин необходимо сводить к минимуму внутренние напряжение в отливке. Для этого нужно применять следующие меры.
1. Конструировать отливки так, чтобы они допускали по возможности свободную усадку по всем направлениям.
2. Стремиться заливать металл в сырую форму - более податливую, чем сухая.
3. Разница в толщинах сопрягающихся стенок должна быть минимальной.
Сложную отливку лучше составлять из нескольких частей, соединяемых затем в одно целое.
4. Радиус галтелей рекомендуется делать от 1/6 до 1/3 толщины соединяемых сечений. Размер радиусов галтелей следует выбирать равным 1; 2; 3; 5; 8; 10; 15; 20; 25; 30 и 40 мм.
5. В случае неизбежности неравномерного сечения в отливке ее следует конструировать так, чтобы массивные и тонкие части могли сокращаться при усадке, не мешая друг другу (например, следует применять пружинящие изогнутые спицы маховиков и зубчатых колес вместо прямых). Подводом металла в тонкие или в кварцевые части отливки можно выровнять скорость охлаждения их более массивных и центральных частей.
6. Применять металлические холодильники и холодильные формовочные смеси с повышенной теплопроводностью (хромистый железняк), способствующие предупреждению пороков усадочного характера. Смесью из хромистого железняка обкладывают те части формы (внутренние углы, стенки массивных частей), остывание которых нужно ускорить. Холодильная формовочная смесь удобнее металлических холодильников, так как ей легко придать любую форму при обкладывании моделей самой сложной конфигурации.
Меняя толщину слоя смеси, можно регулировать скорость остывания различных частей отливки как с наружной, так и с внутренней стороны.
7. Для борьбы с горячими трещинами от растягивающих усилий при усадки между смежными частями (например, фланцы, трубы, корпуса, краны паровой арматуры и т.п.) применять специальную высокоподатливую формовочную массу, а литниковую систему делать так, чтобы струя горячего металла не давала чрезмерных местных перегревов формы.
Другие дефекты литья
Дефекты в размерах и очертаниях отливок получаются вследствие перекоса форм и смещения стержней, раздутия форм при слабой набивке в опоках и ряда причин, связанных с дефектами опок и моделей и с плохим качеством работы при изготовлении форм.
Спаи и слоистость - пороки отливки в виде трещин, но с округлыми краями. Они получаются при заполнении форм недостаточно жидкотекучим металлом или же прерывистой струей.
Недоливы - когда часть отливок оказывается незаполненной металлом вследствие его плохой жидкотекучести, изобилия газов или пара в форме утечки металла по плохо скрепленному разъему форм.
Борьба с браком в литейных цехах
Предупреждение брака. Литейный брак приносит нашему народному хозяйству огромнейший ущерб, даже при условии использования забракованного литья в качестве шихтового возврата.
Этот ущерб велик, если учесть потери дефицита цветного металла. Только понимание сущности производства может помочь при всех условиях находить истинную причину брака и пути к его устранению. Глубокое понимание технологии дает возможность изменять способы производства и вводить новые.
Борьба с браком может быть успешной только в том случае, когда выявлены причины его и найдены способы устранения.
Способы снижения брака в литейной следующие:
1. Тщательное контролирование исходных материалов (шихты, формовочных земель и других видов сырья).
2. Выбор правильной технологии (формовка, плавка, заливка и т.д.)
3. Детальный инструктаж исполнителей с применением авторегулировки и контрольной аппаратуры (пирометров и пр.)
4. Строгая технологическая и организационная дисциплина.
5. Правильная организация технического контроля отливок.
6. Тщательный анализ изучение видов и предлагаемых причин брака.
7. Широкое внедрение различных методов исправления дефектов отливок.
8. совместная работа литейщиков и конструкторов, так как литейный брак нередко зарождается еще на столе конструктора.
Способы исправления литейного брака.
Во многих литейных существуют специальные отделы для исправления литейного брака, когда такое исправление технически и экономически целесообразно и не отражается на качестве изделий. Способы исправления литейного брака следующие:
1. Небольшая течь отливки, обнаруженная при испытании гидравлическим давлением, устраняется путем заварки, термической обработки (отжигом), пропитки под давлением бакелитовым лаком с последующей термической обработкой при температуре до 150-180 o C или запрессовкой в поры растворов различных веществ.
2. Заделка мелких трещин и раковин путем нанесения металла с помощью аппарата ЛК-2 или другого.
Дефекты отливок
Под песчаными включениями понимают открытые (наружные) или закрытые (внутренние) полости в теле отливки, полностью или частично заполненные формовочным или стержневым материалом. В большинстве случаев песчаные включения являются следствием других дефектов, вызванных разрушением рабочей полости формы и приводящих к образованию приливов.
Песчаные включения как самостоятельные дефекты образуются при разрушении (размыве) каналов литниковой системы. Они располагаются чаще всего в верхних частях отливки или на ее поверхности. В сложных разветвленных отливках, с большим количеством стержней их можно обнаруживать и в других местах. Размеры, количество и расположение песчаных включений зависят от характера разрушения или засорения формы, а также от степени последующего раздробления смытых кусочков формы или стержней.
Поверхность литниковых каналов разрушается в том случае, если прочность формовочной смеси, определяемая связью ее частиц между собой, недостаточна для сопротивления давлению и размывающему действию движущегося расплавленного металла. Поскольку весь поступающий в форму жидкий металл обязательно проходит через литниковую систему, эти участки формы находятся в очень тяжелых условиях. Формовочная смесь здесь интенсивно прогревается, имеющиеся в ней связующие разрушаются, что способствует отрыву частиц песка расплавленным металлом. Наиболее часто литниковые каналы разрушаются в местах, где скорость движения струи металла наибольшая, например в зоне
пережима струи металла, в дросселях и т. д. В этих местах образуются металлические приливы, всегда заполненные песком, а в отливке на некотором удалении от питателей обычно обнаруживаются включения.
Природные глинистые формовочные смеси способствуют усилению размыва формы, а следовательно, увеличению количества песчаных включений. Образование песчаных включений зависит от конструкции и тщательности выполнения литниковой системы. Например, при расположении стояка над питателем размывание формы увеличивается, при наличии зумпфа (металлоприем-ника) под стояком смягчается удар струи металла и значительно уменьшается ее размывающее действие. Усилению размывания литниковых каналов способствует повышение температуры заливаемого сплава, увеличение длительности заполнения формы и, следовательно, увеличение длительности теплового и механического воздействия на нее жидкого металла, прерывистая заливка и удары металла о стенки литниковых каналов и т. д.
В процессе заливки формы в наиболее неблагоприятных усовиях находятся поверхности стояка (особенно у стыка стояка с воронкой). Если диаметр отверстия воронки больше верхнего диаметра стояка или оси обоих отверстий не совпадают, то кромки стояка могут быть смыты металлом и в отливке образуются песчаные включения. В то же время на отливках могут отсутствовать следы каких-либо повреждений формы.
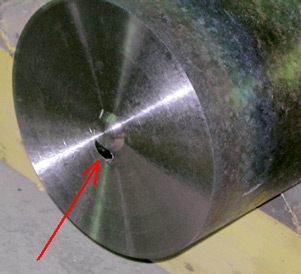
Источником песчаных включений в отливках могут быть также различные дефекты, главным образом ужимины, возникающие в элементах литниковой системы и прибылях. При исследовании причин появления песчаных включений в отливках гильз цилиндров грузового автомобиля были обнаружены ужимины па питателях и питающих бобышках (рис. 39). Возникающие при образовании этих дефектов высохшие корочки формовочной смеси смывались потоком металла в рабочую полость формы и приводили к образованию в отливке песчаных включений. Исключение этих дефектов позволило существенно снизить брак по песчаным включениям. Появление песчаных включений возможно из-за небрежностей и нарушения технологии при изготовлении литейной формы. К таким причинам можно отнести попадание формовочной смеси в полость формы при ее сборке и спаривании через литниковую чашу пли воронку, отсутствие обдува формы сжатым воздухом пли отсоса из них посторонних частиц, попадание формовочной смеси форму через стояк при обдуве соседних форм и т. д.
Способы предотвращения песчаных включений. Для предотвращения образования песчаных включений следует повышать механическую прочность материала формы. Это достигается увеличением степени уплотнения формовочной смеси, введением в нее достаточного количества глины или бентонита. Компоненты формовочной смеси должны быть хорошо перемешаны.
Образование рассматриваемых дефектов уменьшается при окраншвании литниковой системы, в частности, цирконовой краской, и ее прошпиливании.
Особое внимание должно быть уделено конструированию и тщательному выполнению элементов литниковой системы. В ней не должно быть острых углов и резких поворотов, отдельные ее элементы должны плавно сопрягаться и иметь соответствующие радиусы закругления и галтели. В отдельных случаях для выполнения литниковых каналов рекомендуется применять формовочные смеси повышенной прочности. В основании стояка необходимо предусматривать достаточно глубокие зумпфы, а иногда и специальные стержни. При заливке стали в основание стояка иногда укладывают шамотный кирпич. Такими же кирпичами рекомендуется перекрывать и тупиковые части набираемых из шамотных изделий литниковых ходов крупных стальных отливок.
Необходимо предотвратить образование дефектов в литниковой системе. Так, для ликвидации ужимин полезно выполнять на отдельных ее элементах противоужимную сетку.
Конструкция литниковой системы должна обеспечивать улавливание частичек формовочной смеси, попавшей в расплав при разрушении литниковой воронки и стояка. С этой целью рекомендуется устанавливать под стояком фильтровальную сетку. При необходимости можно применять сухие литниковые чаши. Следует обеспечивать минимальную высоту падения струи расплава при заливке, так как при ее увеличении размывающее действие увеличивается и количество песчаных включений резко возрастает.
Для предотвращения песчаных включений большое значение имеет тщательное соблюдение технологии. Должна быть исключена возможность попадания формовочной смеси в форму при ее сборке, транспортировке и выдерживании перед заливкой. Формы должны быть тщательно продуты сжатым воздухом или очищены путем отсоса. Литниковые воронки и чаши до заливки по возможности должны быть прикрыты кусками фанеры, жести или специальными крышками.
Брак литья
Браком в отливке называется дефект, недопустимый техническими условиями и неисправимый при дальнейшей обработке. Такая отливка является непригодной для эксплуатации.
Дефекты в отливке контролируются ГОСТом, который классифицирует 22 вида:
- заливы;
- коробление;
- корольки;
- наросты;
- недолив;
- отбел;
- пригар;
- раковины газовые и шлаковые;
- рыхлоты или пористость;
- спаи;
- трещины горячие и холодные, ужимины;
- несоответствие металла по химическому составу, микроструктуре и физико-механическим свойствам;
- несоответствие веса отливок стандартам;
- механические повреждения.
К браку приводит ошибки при конструировании и проектировании изготовления отливки, не соблюдение технологии.
Основные виды брака и меры их устроения:
Коробление — влияние усадочных напряжений, при которых изменяются размеры и контуры отливок.
Причины весьма разнообразны: разностенность отливки, приводящая к появлению внутренних напряжений, не правильный подвод металла, неравномерность охлаждения, недостаточная податливость форм, стрежней, неправильно подобранная температура металла и состав.

Газовые раковины — сферические гадкие полости внутри отливки или на ее поверхности. Почти всегда обнаруживаются при механической обработке. Газовые раковины могут быть следствием большого содержание газов в исходном материале, низкой газопроницаемостью, плохая вентиляция, недостаточное просушивание и неправильное окрашивание стрежней и форм, высокая температура формы и низкая металла, быстрое заполнение формы и неправильная конструкция детали, имеющая, например, много горизонтальных поверхностей, где затрудняется отвод газов из отливки.

Песчаные раковины — полости, заполненные формовочным материалов, раковины могут быть закрытые или открытые. Причины: разрушение форм при сборке, недостаточная прочность формовочных и стрежневых смесей, неисправные модели, неправильное крепление выступающий частей, слабая набивка формы, несоответствие знаков стержней и формы, неправильный подвод литниковой системы, обвал формы, нетехнологичность конструкции, отсутствие и недостаточность литейный уклонов.

Усадочные раковины — шероховатые полости в отливке закрытого и открытого типа.
Рыхлоты и пористость — крупнозернистое и неплотное строение сплава с наличием межкристаллических пустот большей или меньшей величины. Причины: нетехнологичная конструкция, недостаточное питание жидким металлом, вследствие неправильной установки прибыли и холодильников, сильно высокая температура заливки металла.

Шлаковые раковины — полости внутри отливки, заполненные шлаком. Причины: загрязненная шихта и флюсы, низкая температура металла, неправильная литниковая система, нераскисленный металл, нерациональная конструкция ковша и т. д.

Трещины — сквозные разрывы и надрывы в стенках отливка. Трещины могут быть холодными и горячими. Горячие трещины появляются при высоких температурах, их поверхность всегда окислена, поверхность холодных трещин — гладкая, покрыта небольшим цветовом побежалости. Обнаруживаются трещины магнитной дефектоскопией, гидропробой или постукиванием.

Причины: неправильная конструкция отливки, с резким переходом от тонкого сечения к толстому, сопротивление форм и стержней нормальной усадке металла из-за чрезмерной плотности набивки; неправильно подготовленный состав формовочной и стержневой смесей, малая податливость их, неправильное расположение ребер опок или каркасов в стержнях, что препятствует усадке отливки; неправильный химический состав, т. е. повышенное содержание элементов, увеличивающих усадку или уменьшающих предел прочности при высоких температурах; неправильный режим заварки и термической обработки; заливка слишком горячим металлом и неправильный подвод металла, что ухудшает равномерное остывание отдельных частей отливки; удары при отбивке литников или при транспортировке отливок, имеющих большие внутренние напряжения.
Недолив и спай — недостаточное заполнение формы жидким металлом. Спай — сквозные или поверхностные с закругленными краями потоки преждевременно застывшего металла.
Причины: недостаточное количество металла, низкая температура металла при заливке, низкая жидкотекучесть, уход метала из формы, плохая вентиляция форм и стрежней, недостаточное сечение ЛПС, нетехнологичная конструкция отливки.
Дефекты поверхности — червеобразные или осповидные углубления, пятна и оловянносвинцовистые выделения наблюдаются в отливках из медесодержащих сплавов.
Причины: перегрев жидкого металла, медленное заполнение полости формы, что способствует появлению окиси на поверхности.
Осповидные углубления образуются из-за употребления при плавке чрезмерно большого количества жидкоплавких флюсов, которые попадают из ковша в форму.
Оловянистые выделения образуются вытеснением легкоплавких составляющих из основного раствора в периферийную часть отливки. Черные пятна разных размеров появляются на отливках в том случае, когда в стержневую смесь добавлено излишнее количество муки и патоки.
Ликвация — неоднократность химического состава по сечению отливки, чаще встречается в алюминиевых, сплавах АлЗ, Ал5, в стальном литье и других из-за высокой температуры заливки, недостаточного перемешивания жидкого металла перед разливкой, избытка присадок, усиливающих склонность к ней.
Дефекты отливок в литейном производстве

Рис. 12.4. Основные виды дефектов отливок:
а — закрытые газовые раковины, б — раковины, образованные песчано-глинистой смесью, в — усадочные раковины, г — холодные трещины, д — горячие трещины
Основные виды дефектов отливок:
Газовые раковины
Газовые раковины (рис. 12.4, а) — пузыри воздуха или газов, которые остались в теле отливки после ее формирования в литейной форме. Они имеют чистую, гладкую поверхность и округлую форму, могут быть открытыми и закрытыми (внутренними), одиночными и в виде мелких пор. Газовые раковины образуются из-за недостаточной газопроницаемости и повышенной влажности формовочных смесей, чрезмерно плотной набивки смеси в форме, низкой температуры заливаемого в форму расплава, из-за использования ржавых жеребеек, а также неправильного выбора конструкции литниковой системы.
Песчаные раковины
Песчаные раковины (рис. 12.4,6) — чаще всего открытые, различной формы пустоты в теле отливки, частично или целиком заполненные формовочной смесью.
Они образуются из-за разрушения или обвала отдельных частей формы при заливке в нее расплава, что является следствием неравномерной набивки смеси или недостаточного упрочнения выступающих частей формы, а также неправильного выбора конструкции литниковой системы.
Усадочные раковины
Усадочные раковины (рис. 12.4,в) — открытые или закрытые полости в теле отливки, имеющие неровную внутреннюю поверхность. Они обычно образуются во время формирования отливки в утолщенных ее местах и являются следствием нетехнологичности конструкции детали, в которой допущено сочетание массивных мест с тонкими стенками или имеются очень массивные узлы. Усадочные раковины могут также образовываться при неправильном подводе расплава в полость формы, вследствие недостаточного размера прибыли (см. рис. 12.4, в), из-за слишком высокой температуры расплава при заливке и по другим причинам.
Усадочные трещины
Усадочные трещины (рис. 12.4,г) — разрывы тела отливки, характеризующиеся небольшой шириной и значительной длиной, образующиеся в местах сочленения стенок с резким перепадом их толщин. Холодные трещины образуются в процессе формирования отливок в форме вследствие внутренних напряжений в металле; имеют светлую (неокисленную) поверхность. Основной причиной образования холодных трещин является неодинаковая скорость охлаждения толстых и тонких мест отливок, приводящая к резким перепадам температур и образованию внутренних напряжений в отливке.
Горячие трещины
Горячие трещины (рис. 12.4, д) — разрывы тела отливки со значительной шириной и небольшой протяженностью. Они образуются в процессе формирования отливки в форме при высоких температурах, а потому имеют темную окисленную поверхность. Причинами образования горячих трещин могут быть плохо выполненное раскисление расплава, недостаточная податливость стержней и выступающих частей формы во время формирования в ней отливки, а также ранняя выбивка отливок из формы.
Читайте также: