Пескоструйные работы по металлу
Обновлено: 19.05.2024
Виды абразивного материала. Какой абразив выбрать для пескоструйных работ?
Абразив для пескоструя: типы, преимущества и недостатки
Принцип действия пескоструйного аппарата заключается в направленном распылении под большим давлением абразивного материала на очищаемую поверхность. Благодаря высокой скорости соударения частиц абразива с устаревшей краской, ржавчиной, окалиной или грязью, происходит отщепление последних. От выбранных размеров абразива зависит скорость и эффективность очищения поверхностей. Бытует мнение, что в качестве абразивного материала всегда используется песок. Однако, это не совсем так. Спектр материалов, используемых для пескоструйной очистки значительно шире. Их выбор определяется характером очищаемой поверхности и снимаемого загрязнения.
Что вы узнаете из этой статьи:
1 7 основных типов абразива
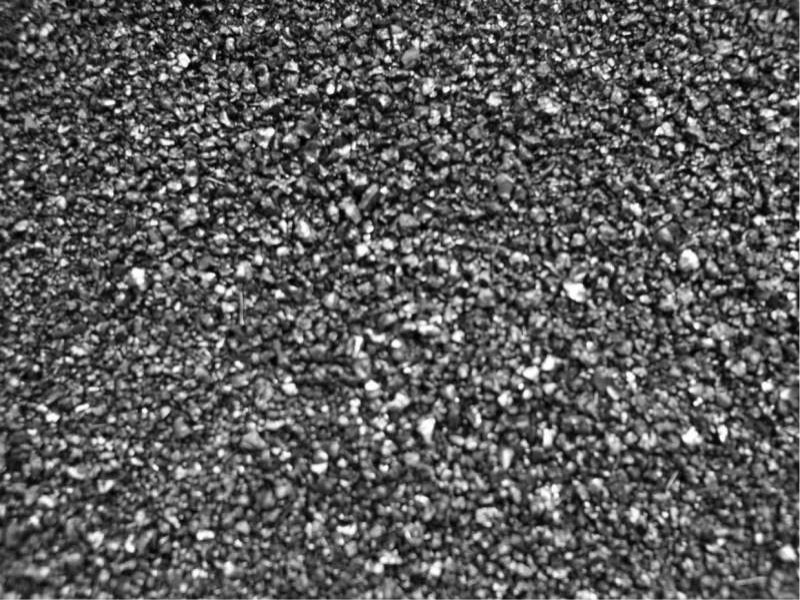
- Кварцевый песок – наиболее распространенный и дешевый абразивный материал. Долгое время широко использовался во всем мире, поэтому он и дал свое название пескоструйному аппарату. Но частицы, разрушаясь, превращаются в пыль вредную для здоровья оператора, поэтому в настоящее время использование кварцевого песка для пескоструйных работ в большинстве стран мира запрещено. Требует дополнительной защиты помещения и пескоструйщика. Наиболее эффективен для очистки бетонных конструкций и каменных поверхностей.
КСТАТИ. Нельзя использовать абразивы, которые содержат более одного процента свободного кварца, так как кварцевая пыль может привести к трудноизлечимым заболеваниям дыхательной системы.


2 Сравнительные характеристики основных видов абразивного материала
В таблице ниже приведены основные характеристики различных абразивных материалов, но данные носят примерный характер и не являются точными.
| | Кварцевый песок | Купершлак, никельшлак | Пластиковые абразивы | Стеклянная дробь | Гарнет (гранатовый песок) | Корунд (оксид алюминия) | Чугунная колотая дробь | Стальная колотая дробь |
| Твердость | 5 — 7 Moohs | 6 — 7 Moohs | 4 Moohs | 6 Moohs | 8 Moohs | 8 — 9 Moohs | 50-62 HRC | 40-65 HRC |
| Абразивная способность | Низкая | Средняя | Низкая | Средняя | Высокая | Высокая | Высокая | Высокая |
| Хрупкость | Высокая | Высокая | Низкая | Средняя | Средняя | Средняя | Низкая | Низкая |
| Пылеобразование | Очень высокое | Высокое | Минимальное | Среднее | Среднее | Среднее | Среднее | Низкое |
| Кварц в свободной форме | Более 1% | Менее 1% | Отсутствует | Более 1% | Менее 1% | Отсутствует | Отсутствует | Отсутствует |
| Возможность повторного использования (рекуперации), циклов | — | 1 — 2 | 8 — 12 | 5 — 35 | 5 — 7 | 5 — 7 | 8 — 10 | 50 — 100 |
| Средний расход на очистку 1м2 до степени Sa 2 ½ | 60 — 110 кг | 30 — 75 кг | —* | —* | 3 — 7 кг | 3 — 10 кг | 5 — 10 кг | 0,2 — 0,6 кг |
| Скорость очистки | Низкая | Средняя | Средняя | Средняя | Высокая | Очень высокая | Высокая | Высокая |
| Стоимость | Низкая | Средняя | Высокая | Высокая | Высокая | |||
| Себестоимость очистки | Высокая | Средняя | Высокая | Низкая | Низкая | Низкая | Низкая | Минимальная |
| Условия применение | Очистка в закрытых камерах или с системами подавления пыли | Открытая очистка | Очистка с использованием оборудования с замкнутым циклом: камеры, кабины, беспылевые пескоструйные аппараты | |||||
| Сфера применения | Наружная очистка | Наружная очистка | Удаление краски, снятие заусенцев, очистка | Очистка, отделка | Наружная очистка | Очистка, отделка, удаление заусенцев, гравировка | Удаление плотной окалины | Очистка, упрочнение |
Помимо основных видов абразива в некоторых случаях используются и такие необычные абразивные материалы, как толченая скорлупа грецкого ореха, кукурузные початки или простой просеянный и просушенный речной песок.
3 Размер частиц абразива или зернистость тоже имеет значение
Размер гранул абразива имеет огромное влияние на качество пескоструйных работ, правильный рельеф обработанной поверхности и желаемой текстуры. Казалось бы, чем больше абразив, тем лучше он очищает поверхность и качество работ повышается, но это не так. Большие абразивные частицы глубже врезаются в поверхность, из-за чего на ней остаются выемки и высокие пики. Из-за такой неудачной текстуры на поверхность будет тяжело равномерно нанести защитное покрытие и она начнет ржаветь раньше, чем при обработке более мелким абразивом. Но если выбрать гранулы меньшего размера, чем нужно, то они не придадут поверхности нужную насечку и не смогут до конца очистить ее. Обычно вместе с пескоструйным аппаратом идет инструкция по применению, где написан размер частиц, пригодных для использования. Выбирайте абразив в указанном диапазоне.
Крупные гранулы подходят для очистки нескольких слоев краски, сильной коррозии, остатков цементного раствора
Гранулы среднего размера используют для очистки поверхностной ржавчины, тонкого слоя окалины или неплотной краски.
Мелкие гранулы используются для очистки дерева, пластика, стекла, тонколистового металла.
Таким образом, чем сильней загрязнение или больший слой, подлежит снятию, тем более агрессивный материал необходимо выбирать для очистки. В это же время, чем мягче очищаемая поверхность и чем аккуратней требуется обработка, тем меньше диаметр абразива.
Пескоструйная обработка металла
Ручная многоэтапная подготовка поверхностей металлических изделий и конструкций к нанесению на них различного рода покрытий в промышленных масштабах уже давно кануло в Лету. Сейчас для этого существует высокоэффективная технология в виде пескоструйного оборудования. Рассмотрим, в чём особенность этой технологии, какова ее функциональность, на какие виды она подразделяется, что входит в состав основного оборудования.


Особенности и назначение
Пескоструйная обработка металла представляет собой процесс очистки поверхностей металлоконструкций и других металлических изделий от следов коррозии, нагара, старых покрытий (например, лаков, красок), окалин после сварки или резки, инородных отложений путём воздействия на них смеси воздуха с частицами абразивных материалов, подаваемой через сопло под высоким давлением к месту металлообработки. В результате этого происходит отделение либо полное стирание всего лишнего с поверхности металлического изделия, подвергаемого очистке.
Кроме того, частицы абразива при ударе о поверхность стирают не только посторонние вещества с неё, но и небольшую поверхностную часть самого металла, из которого выполнена обрабатываемая конструкция. После качественно выполненной работы с помощью пескоструйного оборудования на поверхности металлического изделия остаётся лишь чистый металл.
Однако стоит отметить, что жировые отложения, к сожалению, пескоструй удалить не в состоянии, так как они проникают слишком глубоко в металл. После проведения процесса поверхностной очистки пескоструйным аппаратом масляные пятна перед последующим покрытием следует обработать соответствующими растворителями, которые обезжирят такие места.


Область применения пескоструйного оборудования довольно широка:
- заводская обработка металлических изделий и конструкций перед нанесением лакокрасочных покрытий на готовую продукцию;
- во время ремонтных работ на основном оборудовании тепловых электростанций (для очистки трубок конденсаторных и бойлерных установок, внутренней поверхности всевозможных сосудов и трубопроводов, лопаток турбин);
- в металлургическом производстве;
- на авиационных заводах при изготовлении деталей из алюминия;
- в кораблестроении;
- при производстве зеркал и стекла со сложной текстурой;
- в строительстве;
- на станциях техобслуживания автомобилей и в мастерских, где производятся кузовные и рихтовочные работы;
- в гравировочных мастерских;
- при изготовлении металлокерамических протезов;
- на предприятиях по гальваническим покрытиям;
- после пескоструйной очистки возможна дефектовка металлических конструкций, эксплуатация которых должна производиться согласно нормативам ГОСТа.


В домашних условиях такое оборудование применяется пока нечасто – в основном собственниками частных домов и больших приусадебных участков с хозяйственными постройками. Оно бывает необходимо при очистке имеющихся поверхностей из металла перед их покраской или нанесением защитных средств.
Обзор видов
В целом существует 3 вида абразивной очистки металлических поверхностей, которые имеют определённые оценочные границы между собой: лёгкий, средний и глубокий. Рассмотрим краткую характеристику каждого вида.


Легкий
К лёгкому виду очистки металла относят удаление видимых загрязнений, ржавчины, а также отслоившейся старой краски и окалины. При осмотре поверхность выглядит довольно чистой. Никаких загрязнений быть не должно. Следы ржавчины могут присутствовать. Для этого вида очистки применяют в основном песок либо пластмассовую дробь при давлении смеси не более 4 кгс/см2. Обработку производят за один проход. Такой способ сравним с ручной очисткой при помощи металлической щётки.


Средний
При средней очистке добиваются более тщательной обработки металлической поверхности за счёт увеличения давления воздушно-абразивной смеси (до 8 кгс/см2). Средний вид обработки может считаться таковым, если на поверхности металла после прохода пескоструйного сопла остаётся следов коррозии всего лишь около 10% от всей площади. Возможно незначительное наличие окалины.


Глубокий
После глубокой очистки не должно оставаться никаких загрязнений, окалин, следов ржавчины. По сути, металлическая поверхность должна стать идеально чистой и ровной, практически вычищенной добела. Здесь давление смеси воздуха и абразивного материала достигает 12 кгс/см2. Расход кварцевого песка при этом способе увеличивается в разы.
По использованию рабочего материала в смеси различают два основных вида очистки:
- воздушно-абразивная;
- гидропескоструйная.

При первом используется сжатый воздух, перемешивающийся с различным абразивным материалом (не только с песком). Во втором рабочим компонентом является вода под давлением, в которую подмешиваются частички песка (чаще всего), бусинки стекла и мелкорубленый пластик.
Гидропескоструйная очистка отличается более мягким воздействием и более тщательной очисткой поверхности. Нередко этим способом можно вымыть даже масляные загрязнения.
Степени очистки
Используя метод абразивной очистки, можно добиться качественной обработки металлоконструкций не только перед их окрашиванием, но и перед нанесением покрытий иного характера, что применяются при монтаже или ремонте таких ответственных конструкций, как опорные и другие несущие элементы мостов, эстакад, путепроводов и прочих.
Необходимость использования пескоструйной предварительной очистки регламентирует ГОСТ 9.402-2004, в котором указаны требования к степени подготовки металлических поверхностей к последующим работам по окраске и нанесению защитных составов.
Специалисты различают 3 основные степени очистки металлических конструкций, оцениваемые визуальным способом. Перечислим их.
- Лёгкая степень очистки (Sa1). Визуально не должно остаться никаких видимых загрязнений и вспученных мест ржавчины. Не имеется мест с зеркальным эффектом металла.
- Тщательная очистка (Sa2). Оставшиеся окалины либо места ржавчины не должны отставать при механическом на них воздействии. Загрязнения в любом виде отсутствуют. Наличие местного блеска металла.
- Степень визуальной чистоты металла (Sa3). Полная чистота обработанной пескоструем поверхности, характеризующаяся металлическим блеском.
Какие абразивы используются?
Для проведения пескоструйных работ ранее использовались в основном различные виды природного песка. Особенно ценными являлись морской и пустынный, но сейчас их применение значительно сократилось по соображению безопасности работы с данным сырьем.
Теперь появились и другие материалы:
- растительные (косточки, шелуха, скорлупа после соответствующей обработки);
- промышленные (металлические, неметаллические отходы производства);
- искусственные (например, пластмассовая дробь).


К металлическим промышленным материалам относятся гранулы и дробь, которую производят практически из любых металлов. Из неметаллических можно отметить стеклянное зерно, которое, например, применяют при проведении обработки поверхностей до тщательной степени очистки как воздушными, так и водяными устройствами пескоструя. Из числа материалов, получаемых из отходов металлургии, наиболее известен купершлак, часто используемый для тех же целей, что и стекло.
Для самой высокой степени чистоты применяются твёрдые абразивные материалы, например, электрокорунд или стальная дробь. Но стоимость такого абразива довольно высока.
Оборудование
В комплект лёгкого (непромышленного) оборудования для пескоструйных работ на основе воздуха (воды) входят:
- компрессор (насос), создающий нужное для работ давление воздуха (воды);
- резервуар, в котором происходит подготовка рабочей смеси воздуха (воды) с абразивным материалом;
- сопло, являющееся изделием из высокопрочного материала;
- соединительные шланги с крепёжными изделиями (хомуты, переходники);
- щит управления подачей рабочих компонентов и абразива.


В промышленном масштабе такие работы производятся с применением более серьёзных машин и аппаратов, может использоваться даже станок для приготовления абразива. А также для проведения очистки металла имеются специальные камеры.
Правила и технология
Остаётся только узнать некоторые нюансы технологии проведения очистки и запомнить правила работы с пескоструйным оборудованием.
В первую очередь коснёмся правил техники безопасности при самостоятельном выполнении пескоструйных работ:
- на месте производства очистки металла, кроме непосредственных участников процесса, не должно быть людей;
- до начала работ проверить оборудование на исправность, шланги – на целостность и плотность в соединениях;
- на работниках обязательно должен быть специальный костюм, перчатки, респиратор и защитные очки;
- органы дыхания при работе с песком должны быть надёжно защищены, так как пыль от дробления песка может привести к тяжёлым заболеваниям;
- перед засыпкой песка в бункер его необходимо просеять во избежание засорения сопла;
- отрегулировать пистолет сначала на наименьшую подачу, а со временем добавлять ее до номинальной эффективности работы;
- абразивный материал использовать повторно не рекомендуется при работе с мобильной установкой;
- при работе пескоструем вблизи стен, других элементов здания или каких-либо устройств необходимо их защитить экранами из листов металла.


Лучше всего использовать в домашних условиях беспылевое оборудование, которое по безопасности приближается к гидравлическому аналогу. Его технология ничем не отличается от обычного воздушного пескоструя, только отработанный материал засасывается в специальную камеру, в которой очищается, подготавливаясь к повторному использованию. Такое устройство способно значительно уменьшить расход песка или другого абразивного материала, сокращая затраты на процесс очистки. Кроме того, пыли будет заметно меньше.
Такая технология обработки металлоконструкций даже допускает нахождение рядом с местом работы людей, не имеющих защитных средств.
Если работа производится с гидравлическим оборудованием, то регулировку количества абразива можно производить по ходу очистки начиная от наименьшей его подачи. Давление рабочей жидкости нужно держать в пределах 2 кгс/см2. Так лучше контролировать процесс обработки и регулировать подачу компонентов к месту очистки.
Пескоструйная очистка дисков в видео ниже.
Особенности пескоструйной обработки
Пескоструйная обработка – распространённая технологическая операция, позволяющая чистить металлоконструкции и широкий спектр иных поверхностей от коррозийных и многих иных дефектов. Применяется и в промышленности, и в быту. Для получения наибольшей эффективности очистки материалов важно уметь подобрать тип агрегата, мощность компрессора и вид абразива. Далеко не лишними здесь окажутся и обязательные знания по технике безопасности, поскольку этот вид производства вреден.


Что это такое?
Пескоструйная, или абразивоструйная обработка, – особая технология устранения разного рода наслоений кварцевым песком (или иным абразивом). Абразив вырывается из пескоструйного шланга со значительной скоростью и сбивает грязь с обрабатываемых изделий. Ускорение мелкодисперсным частичкам абразива придается посредством сжатого воздуха при помощи компрессорных установок.
Производство является вредным, поэтому требует неукоснительного исполнения правил техники безопасности, предусмотренных ГОСТом.
Ныне такой вид обработки является распространенным способом зачистки поверхностей разных материалов. Впервые пескоструй применялся ещё в XIX веке. Современные устройства являются конструктивно непростыми механизмами, нуждающимися в тщательном уходе и грамотном применении. Метод позволяет получать отменные итоговые показатели, а потому относится к продуктивным и эффективным рабочим процессам.


Основные параметры типовых установок:
- рабочий диапазон давления в системе – 5-10 атмосфер;
- производительность аппарата — до 30 м2/час;
- объёмы емкостей для смешивания воздуха с абразивом – различны;
- расход абразива – до 40 кг/час.
Сферы применения
Пескоструйные агрегаты имеют крайне обширную сферу применимости. В частности их применяют при следующих процессах:
- устранение с металлоизделий остатков краски, ржавых налётов, тяжёлых загрязнений, смесей оксидов;
- выполнение работы по очистке фасадов промышленных зданий и иных сооружений, стен, кирпича, бетона, гранита, тротуарной плитки, металлических деталей, деталей для авто, труб, чугунных батарей, пластика;
- обработка и шлифовка поверхностей перед определенными операциями;
- устранение избыточных фрагментов цемента с ж/б элементов;
- чистка судовых днищ от ржавчины;
- формирование декоративных эффектов «старины»;
- обезжиривание металлических площадей перед последующими операциями;
- матирование стекла, гравировка.


Универсальность метода заключается в том, что он вполне подходит для всевозможных изделий, выполненных из древесины, различных металлов, стекла, кирпича, бетона, стекловолокна.
Абразивоструйные агрегаты применяются в судостроении, строительстве, при чистке нефтелиний, при реконструкциях сооружений, в мостостроении, вагоностроении, при декорировании мебельных элементов и зеркал.
Практика их применения показывает, что пескоструйная операция в значительной степени продлевает срок службы самых разных изделий. Абразивоструйная обработка является ключевым процессом металлообработки, создавая необычную структуру на поверхностях металлических изделий.
Некрупные предприятия и ИП используют эти устройства, реализуя услуги по обработке опорных мостовых элементов, обновлению гаражей и домов из кирпича, почерневших от копоти и ржавчины. Фрагменты построек, да и сами они в целом, получают первозданный вид, обретая как бы «вторую жизнь».
Абразивоструйная очистка предваряет проведение сварочных работ, подготавливает площадки поверхностей, придавая им шероховатость, для последующего качественного покрытия.
Более того, агрегаты используются и в дизайнерских проектах, для создания матовых узорчатых рисунков на стеклах и зеркалах, устанавливаемых на мебельных изделиях (шкафы, серванты). Плюс к этому, используя пескоструй, можно улучшить внешний вид мебельных изделий, сняв поблекшие слои и удалив мелкие дефекты.



Пескоструйная очистка применяется не только на крупных производствах, но и в домашних хозяйствах. Для этого необходимо учитывать некоторые особенности.
Правила пескоструйной обработки, выбор оборудования
Пескоструйная обработка – технология высокоэффективной очистки различных поверхностей в т.ч. металлоконструкций. Пескоструйку металла применяют в качестве подготовительных работ, перед антикоррозийной или лакокрасочной обработкой поверхности.

Пескоструйная обработка металлов – это технология высокоэффективной очистки различных поверхностей с помощью абразивного материала. Ее применяют в качестве подготовительных работ перед антикоррозийной или лакокрасочной обработкой поверхности. Данный метод позволяет удалить краску, ржавчину, а также обезжирить заготовку. Широко применяется в различных отраслях промышленности: металлургии, автомобилестроении, изготовлении металлоконструкций, приборостроении.

Виды пескоструйной обработки
Различают несколько видов очистки металла:
- Легкий. Данный вид пескоструйной обработки предусматривает поверхностную очистку: удаляет следы старой краски, крупные очаги коррозии. По эффективности воздействия сравним с обработкой металлической щеткой. При визуальном осмотре явных следов коррозии или загрязнений быть не должно.
- Средний. Более тщательная пескоструйная очистка. После обработки металла остаются незначительные следы ржавчины – не более 10% от общей площади поверхности.
- Глубокий. Полностью удаляет следы каких-либо загрязнений. Поверхность металла должна выглядеть абсолютно чистой. Данный вид предусматривает значительный расход абразивного вещества.
Также существует международный стандарт степени подготовки поверхности. Оценивание осуществляется путем визуального осмотра. Выделяют четыре степени:
- Sa 1. Легкая пескоструйная очистка металла.
- Sa 1–2. Пескоструйная очистка без зеркального эффекта металла.
- Sa 2–2.5. Пескоструйная очистка практически до блеска металла.
- Sa 3. Полная пескоструйная очистка до блеска металла.
Дополнительная информация. Большинство производителей лакокрасочных изделий требуют предварительной подготовки поверхности. Пескоструйная очистка металла позволяет не только очистить, но и обезжирить площадь покраски. Благодаря этому рассматриваемая технология считается наиболее эффективной.
Суть и назначение технологии
Принцип действия технологии основан на взаимодействии абразива с поверхностью металла. В качестве рабочего механизма применяется компрессор, который создает в рабочей системе необходимое давление. Песок либо другой используемый материал захватывается потоком воздуха и выбрасывается на рабочую поверхность. Среднее рабочее давление системы составляет 8 атмосфер, а потому скорость частиц, которые подаются давлением, может достигать 700–720 м/с. Данный показатель обеспечивает тщательную очистку, а потому пескоструйную обработку специалисты считают лучшей подготовкой к покраске металла.
Путем воздействия абразивных частиц на поверхность достигают двух целей:
- очищают металл от загрязнения;
- придают шероховатость.
Применение различных материалов позволяет делать акцент на том или ином действии. Шероховатость плоскости повышает адгезионные свойства лакокрасочных материалов, что в конечном счете влияет на срок эксплуатации покрытия.
Обратите внимание на то, что максимальная долговечность может быть достигнута только при глубокой пескоструйной обработке поверхности металла. Если не избавиться следов коррозии, очаг поражения будет развиваться даже под слоем краски.
На промышленных предприятиях применяют пескоструйную очистку металлоконструкций для удаления ржавчины и грязи. Очищенная поверхность металла позволяет качественно выполнять сварочные работы.
Плюсы и минусы пескоструя
- Производительность. Пескоструйная очистка площади выполняется гораздо быстрее.
- Качество. Высокая скорость абразива гарантирует удаление любых загрязнений с металла. Диапазон регулировки позволяет добиться нужной степени очистки. Воздействие на металл не снижает его свойств и не влияет на толщину.
- Практичность. Модели отличаются различными рабочими параметрами и габаритами: от компактных устройств для частного гаража до пескоструйных агрегатов промышленного назначения.
- Универсальность. В продаже имеются комплектующие и расходные материалы для любого вида работ.

При всех положительных моментах есть некоторые недостатки:
- Обучение оператора. Необходимо пройти специальный курс обучения, чтобы овладеть всеми навыками качественного и безопасного выполнения пескоструйных работ.
- Стоимость. Использование пескоструйной очистки металла на промышленном производстве требует значительных финансовых вложений. Кроме того, для выполнения работ необходимо подобрать отдельное помещение и найти квалифицированных работников.
- Эксплуатация в домашних условиях. Применение песка в качестве абразивного материала сопряжено с определенными трудностями: по завершении работ в воздухе остаются частички песка, повышающие уровень запыленности. Без средств индивидуальной защиты можно получить повреждения дыхательных путей.
Главные правила обработки
Качественная очистка обрабатываемой поверхности возможна лишь при условии грамотного выбора оборудования, комплектующих и расходных материалов, подходящих для конкретных работ. Как показывает опыт, для достижения положительного результата необходимо соблюдать следующие правила:
- Производительность и давление компрессора должно быть достаточным для выбранного пескоструйного аппарата, а в идеале обладать запасом мощности в 20–30%.
- Необходимо использовать воздухоподводящие рукава большого диаметра – это уменьшит потери давления.
- Шланговые соединители и муфты должны иметь диаметр подводящего рукава.
- При большом объеме работ позаботьтесь о мобильности агрегата.
- Используйте современные технологические разработки: дистанционное управление, влагоотделитель, высокопрочные сопла из карбида бора. Первоначальные траты окупятся быстро.
- Не экономьте на средствах индивидуальной защиты – это залог здоровья пескоструйщика.
Правильно подобранная техника – половина дела. Не забывайте про обучение и повышение квалификации операторов техники.
Виды используемых абразивов
Первые модели аппаратов работали исключительно на песке. Это продолжалось недолго. Технология работ предусматривает использование различных материалов для очистки металла. Классификацию абразивных материалов можно провести по физическим характеристикам либо по происхождению.
Первый вариант классификации имеет следующий вид:
- Твердость. От нее зависит скорость и интенсивность обработки металла.
- Размер фракции. Согласно законам физики крупные частички обладают большей ударной силой.
Важная информация! Для равномерной обработки металла важен размер зерна. Использование смеси, содержащей разные по размеру фракции, приведен к перерасходу абразива.
- Форма. От нее зависит метод очистки. Абразив круглой формы эффективен при прямом взаимодействии с металлом, а удлиненные фракции воздействуют силой трения. Существует материал зерновой формы. Он обладает эффектом полировки.
По своему происхождению абразив делят на следующие группы:
- Натуральные. Сюда относят специальный песок для пескоструйки. В период становления технологии природный материал пользовался огромным спросом ввиду отсутствия аналогов. Особо ценились пустынный и морской пески. Современные требования безопасности ограничивают их применение.
- Растительные. Побочные продукты сельского хозяйства. Косточки, шелуха или скорлупа подвергаются обработке, после чего применяются на производстве. Основное качество материала – мягкое воздействие на рабочую площадь.
- Промышленные. Делятся на три подкатегории: металлические, неметаллические, отходы металлургической промышленности. Наиболее известным абразивом первой группы является металлическая дробь. Гранулят и дробь изготавливают практически из всех видов металла. Они различаются лишь размером фракции. Отличаются долговечностью. Неметаллический абразив – продукт промышленного производства. Отличается равномерной зернистостью. Обладает высокой прочностью и отличными зачищающими свойствами. Яркий пример – стеклянное зерно. Материал из последней подкатегории получают из отвального шлака. Обладает средними характеристиками. Основное преимущество – промышленные регионы способны поставлять данный абразив в больших количествах.
Виды оборудования для пескоструйной обработки
- Мобильный аппарат. Компактные размеры позволяют перемещать установку одному человеку. Объем работ ограничен только запасами расходных материалов. Для работы необходимо защитное оборудование. В радиусе действия аппарата запыленный воздух может представлять опасность для людей.
- Автоматическая пескоструйная камера. Отличается безопасностью для оператора установки. Замкнутое пространство позволяет собирать абразив после работ. Требует качественной системы вентиляции. Размеры обрабатываемых деталей ограничены.
Обзор аппаратов пескоструйной очистки и стоимость
Существует три вида мобильных пескоструйных аппаратов, которые отличаются как по принципу действия, так и по цене. Рассмотрим каждый вид.

Аппарат напорного типа
Его особенностью является способ подачи абразива, который поступает на поверхность металла по одному каналу со сжатым воздухом. Отличается хорошей производительностью, однако зависим от мощности компрессорной установки. Походит для очистки поверхностей с большой площадью. Широко применяется на промышленных предприятиях для ремонта металлоконструкций. Минимальная стоимость подобных агрегатов составляет 300 $. Установка со средними характеристиками стоит около 1000 $.
Дополнительная информация! В интернете можно найти схему конструкции напорных аппаратов. Опытный сварщик способен собрать установку в течение недели.
Аппарат инжекторного типа
Абразив и воздух поступают по отдельным каналам. Из-за этого соплодержатель имеет воздушное и абразивное сопло. Отличается низкой производительностью. Это определяет область применения аппаратов – декоративная обработка зеркал и прочих поверхностей. Стоимость не превышает 300 $.
Вакуумные аппараты
Разрабатывались как разновидность напорных аппаратов, однако конструктивные особенности выделили их в отдельный класс. После соприкосновения с металлом абразив всасывается внутрь устройства за счет вакуума. Однако он снижает кинетическую энергию частиц, что сказывается на мощности. Низкая производительность и высокая стоимость привели к тому, что подобные агрегаты используют очень редко.
На что обратить внимание при выборе пескоструйного аппарата
На этапе выбора необходимого оборудования специалисты рекомендуют обращать внимание на следующие нюансы:
- Габариты и вес компрессора – залог комфортного передвижения по рабочей площадке.
- Завод-изготовитель должен производить резервуар согласно требованиям безопасности, предъявляемым к изготовлению сосудов под давлением.
- Большое количество рукавов и фитингов ведет к потере производительности аппарата. Для лучших показателей рекомендуем использовать рукава диаметром не менее одного дюйма.
- Устройство должно быть адаптировано под все виды абразивных материалов: от песка до чугунной дроби.
- Для обеспечения дополнительной безопасности можно приобрести агрегат с дополнительным предохранительным клапаном, работающим в автоматическом режиме.
- Объем емкости для хранения расходного материала должен составлять 60% от емкости напорного сосуда. Для его обслуживания требуется отдельный работник.
- Обращайте внимание на объем напорного резервуара. При полной загрузке абразива должно хватать как минимум на 30 минут работы. Расход материалов рассчитывается исходя из диаметра сопла и силы давления. Мощность струи не влияет на емкость.
- Обязательно наличие дозировочного механизма, которое оптимизирует расход песка.
- Запорную арматуру ставят на впускную и выпускную магистрали.
- Смотровой люк больших размеров обеспечивает комфортный доступ к загрузочной области.
- При работе с материалами многоразового использования на загрузочную воронку устанавливают специальный фильтр в виде сита, который отсеивает зерна неподходящего размера.
- Для продолжительных работ используйте компрессор с двойным резервуаром.
Пескоструйные аппараты пришли на отечественный рынок сравнительно недавно, однако пользователи уже успели оценить удобство и производительность данных устройств при проведении подготовительных работ на металлических поверхностях. Если у вас есть опыт успешного применения пескоструйных технологий в быту, поделитесь им в блоке комментариев.
Песком по ржавчине: что такое пескоструйная обработка и как её проводить

К сожалению, большинство автомобилей имеют один общий недостаток: почти все они неизбежно ржавеют. Какие-то быстрее, какие-то медленнее, но практически поголовно все они в один прекрасный день могут стать решетом, дуршлагом, ситом. И автолюбители, особенно владельцы янгтаймеров, готовы вывернуться наизнанку (или хотя бы вывернуть наизнанку карманы), лишь бы их ненаглядный автомобиль не рассыпался в труху. И вот тут многие из них на определённом этапе работы над кузовом вспоминают про пескоструйную обработку. Кто-то, конечно же, слышал про этот метод очистки металлических изделий. Но мы пошли дальше: вооружились теоретическими знаниями, мешками песка, запасом нездорового оптимизма, старым Саабом и отправились пескоструить арки.
«Песчинка обретает силу пули…»
В чём принцип пескоструйной обработки? Если коротко, то из специального аппарата песок выдувается сжатым воздухом и, попадая на поверхность, очищает её от краски, ржавчины, шпатлёвки и всего прочего, что может закрывать чистый металл от нашего взгляда. Поэтому для работы просто необходим пескоструйный аппарат.
Вообще, название «пескоструйный» не совсем корректное. В качестве абразивного материала не всегда используется песок. Но об этом мы ещё поговорим, а сейчас – пару слов об аппаратах.
Их классифицируют по-разному. Чаще всего «пескоструйки» делят на эжекторные и пневматические. Вторые, как правило, используют для выполнения большого объёма работ – например, зачистки корпуса корабля. Поэтому более пристально изучим только первый тип, с которым нам и предстоит работать.

Сжатый воздух выполняет тут сразу две задачи. Первая вполне очевидна: с огромной скоростью поливать песком обрабатываемую поверхность. Вторая задача – поднимать песок из контейнера. По похожему принципу (он называется эффект Вентури) работают пульверизаторы. К недостаткам эжекторного аппарата относится не слишком большая мощность: в час можно обработать не более трёх квадратных метров. Но для зачистки кузовных элементов её вполне хватает, тем более что у этих аппаратов есть и два несомненных преимущества. Во-первых, им не требуется много сжатого воздуха, он расходуется весьма экономно. А во-вторых, аппараты эжекторного типа позволяют работать очень точно, обрабатывая лишь те участки, которые этого требуют. Разумеется, и абразивного материала им нужно немного – хотя тут всё зависит от площади обрабатываемой поверхности.

Ну, и последнее: сравнительно лёгкую установку гораздо проще таскать с собой в случае, если вдруг у владельца чудесного аппарата появляется «халтура на стороне». Поэтому чаще всего в гаражах встречаются именно такие эжекторные аппараты – не слишком мощные, но лёгкие и компактные. И при этом всё же способные разогнать частицы абразивного материала до минимальной скорости в 300 км/ч.
Кстати, пришло время разбираться в абразиве: почему настоящим песком почти никто не пользуется, но все равно называют его песком?
Пошёл и накопал
Ещё лет 60 назад основным абразивом был обычный кварцевый песок. Чаще всего применяли речной или карьерный, который необходимо как минимум просеять, а лучше – ещё и промыть. Впрочем, некоторые любители попескоструить у себя в гараже не сильно заморачиваются с поиском и подготовкой песка. Некоторые счастливчики, живущие недалеко от песчаных карьеров или морских побережий, просто тащат этот природный материал к себе вёдрами, после чего употребляют его в дело. Правда, обычно всё же просеивают. Некоторые вопросы возникают именно к морскому песку с пляжей: он содержит соль, что не слишком-то хорошо для кузова автомобиля. Но, как говорят адепты бесплатного пляжного песка, ничего плохого такой абразив не делает, и больше ржавчины на машинах от него не появляется.

Долгое время именно кварцевый песок и оставался единственным абразивом. Несмотря на одну особенность – очень низкую стоимость – песок имеет и серьёзные недостатки. Во-первых, он всё же не очень твёрдый. При встрече с металлом на высокой скорости он просто рассыпается в пыль, а удалить твёрдые образования просто не в состоянии. А во-вторых, песок может стать причиной силикоза – смертельно опасной болезни лёгких. Именно по этой причине в некоторых странах он запрещён для использования в качестве абразивного материала. К сожалению, наши люди не боятся ничего, поэтому и по сей день песок используют достаточно часто.
Материалы значительно дороже песка, но гораздо безопаснее и эффективнее – это никельшлак и купершлак: отходы, образующиеся при производстве никеля и меди соответственно. На данный момент это самый распространённый материал – мы сегодня будем работать как раз с купершлаком. Менее популярные материалы – электрокорунд, стальная и чугунная дроби.

Опытные мастера знают, что неправильный выбор абразива может либо испортить обрабатываемую поверхность, либо не удалить с неё всё, что задумывалось.
Поэтому неопытные пескоструйщики вполне могут, например, загубить литой диск слишком твёрдым или крупным абразивом – такое, к сожалению, бывает. Некоторые умельцы для тонкой очистки используют обычную соду: расход получается большим, но что-то повредить ей сложно.
В любом случае, одним из главных требований к абразивному материалу остаётся одно: он должен быть сухим. Но, допустим, что мастер смог правильно подобрать и абразив, и скорость, с которой он вылетает из сопла аппарата. Что ещё может пойти не так?

Бывает, что клиент после пескоструйной обработки высказывает претензии: отдавал я вам машину, а забрал решето. Тут ситуация обычно классическая, описанная фразеологизмом «поздно пить "Боржоми"»: скорее всего, деталь попала на пескоструйку слишком поздно. Или её уже окончательно сожрала ржавчина, или ржавчина сожрала её ещё раньше, но деталь покрывала тонна шпатлёвки и краски.
Мы же как раз и не хотим ждать этой «терминальной стадии», поэтому едем обрабатывать арки Сааба вовремя. Во всяком случае, думаем, что вовремя. Надеемся на это.
Во все стороны
Итак, подъезжаем к месту проведения работ. Смотрим на небо: солнышко – наш союзник, ведь голый металл негоже оставлять таким надолго, нужно сразу же закрыть его хотя бы грунтовкой, а в дождь это делать неудобно.
Так как нам нужно работать в районе колёс, их придётся снять: пескоструить покрышки мы не собираемся. Поднимаем сразу всю сторону и закрепляем ее: надолго оставлять машину на домкратах будет слишком беспечно, для надёжной фиксации нужно использовать подставки. Поэтому на них мы и устраиваем отдыхать наш Сааб. А вот теперь придётся немного отвлечься от основной темы повествования в сторону автомобиля.

Внимательный читатель уже заметил, что на арках нет ржавчины – вместо неё мы видим грунтовку. Да, всё так и есть: над машиной уже поработал не слишком рукастый специалист. Теперь нам надо открыть швы (в крыльях есть вваренные фрагменты) и те места, которые вообще не были затронуты предыдущими мастерами, но в которых есть дефекты. Для этого надо будет снять слой краски, шпатлёвки, грунтовки – в общем, всего, что успели нанести на металл. Судьба этого Сааба слишком сложна, чтобы рассказывать здесь о непрерывном процессе его восстановления, поэтому ограничусь лишь той информацией, которую привёл выше: чистим то, что уже и варили, и пытались чистить.
Сначала берём маркер и наносим разметку. Наш аппарат позволяет работать аккуратно, не удаляя ЛКП там, где оно нам ещё пригодится.
Теперь можно… отойти подальше в сторону. Работать будет мастер, а мы станем наблюдать.
Почему мы ушли подальше от машины? Просто потому, что наш купершлак летит во все стороны, а попадать под его очищающие воздействия желания нет никакого. Поэтому специалист, работающий с аппаратом, обязательно пользуется защитной одеждой. Но какой бы она ни была, полностью закрыться от песка не получится, поэтому вытряхивать его из всевозможных полостей приходится потом ещё долго.

Сантиметр за сантиметром обнажается крыло Сааба. Становятся видны и металл, и сварочные швы. Вылетевший из пескоструя купершлак тем временем медленно покрывает всё, что не укрыто. Но это не страшно – можно потом сдуть тем же компрессором. Гораздо внимательнее стоит следить за тем, чтобы абразив не слишком щедро засыпал салон: как и в случае с одеждой, выгребать его из всех складок обивки и сидений – очень малорадостное и скучное занятие.
Наконец, запланированная зона очищена. Теперь дело за малым: покрыть её грунтовкой. Тут каждый «предохраняется от ржи» по-своему: кто-то использует обычную грунтовку из аэрозольного баллончика, кто-то предпочитает эпоксидную грунтовку, кто-то делает целые химические «бутерброды». Ведь по большому счёту, пескоструйка – лишь первый шаг на длинном тернистом пути ремонта кузова, поэтому о том, что происходит после этого процесса, нужно говорить отдельно. Мы же пока отряхиваемся от абразива и радуемся, что этот первый шаг сделан.
Для комментирования вам необходимо авторизоваться

"Их классифицируют по-разному. Чаще всего «пескоструйки» делят на эжекторные и пневматические. " Миша Баландин в очередной раз затупил. В пескоструйных аппаратах которые по своей некомпетентности Миша назвал "пневматические" воздух в ёмкость с песком подаётся отнюдь не для выдувания песка из оной, а для того чтоб песок МЕНЬШЕ СЛЁЖИВАЛСЯ, т.е. подавался равномерно. А вообще пескоструйные аппараты НЕ ДЕЛЯТСЯ на пневматические и эжекторные, пескоструйнве аппараты делятся только по классу производительности, сиречь по расходу воздуха и абразива. Если для маленького аппарата достаточно давления воздуха 4-6 кг/см2 и ресивера объёмом 30-50 литров, то для мощного давление уже нужно 7-8 кг/см2 и ресивер минимум на 200 литров.
Опять же Мишин прокол в том что фото аппарата приведено не полностью и показана на фото только ВОЗДУШНАЯ часть т.е. показана исключительно часть аппарата где исключительно ПОДАЧА воздуха в аппарат. А вот выход смеси абразива с воздухом Миша показать почему-то "забыл". "При встрече с металлом на высокой скорости он (песок) просто рассыпается в пыль, а удалить твёрдые образования просто не в состоянии." Да вот прям, на кораблях ржавчина и по богаче и потвёрже однако самым обычным речным песком металл зачищается добела. "Но, допустим, что мастер смог правильно подобрать и абразив, и скорость, с которой он вылетает из сопла аппарата. Что ещё может пойти не так?" Про скорость вылетающего из сопла абразива это вообще нечто. Мише следовало бы знать что скорость потока определяется ДИАМЕТРОМ сопла, а расход абразива как раз определяется давлением воздуха, подаваемого в аппарат. Что же касаемо порчи имущества неопытным мастером, то тут всё зависит от времени обработки конкретной точки, чем дольше тем больше шансов испортить. А чтоб не портить имущество, нужно для очистки от ржавчины использовать водоструйные установки типа VOMA которые на выходе из форсунки дают давление в от 2-х до 6-ти тыс кг/см2. Вода смывает ржавчину до чистого металла и при это не повреждает послдений.
Читайте также: