Пластиковое напыление на металл
Обновлено: 04.10.2024
Оборудование орбитальной сварки из Германии! Низкие цены! Наличие в России! Демонстрация у Вас.
Orbitalum Tools - Ваш надежный партнер в области резки и торцевания труб, а так же автоматической орбитальной сварки промышленных трубопроводов.
Стальные изделия, выдерживающие тонны нагрузки, пасуют перед каплями влаги. На блестящей после резца детали, словно сыпь, проступают рыжие пятна ржавчины.
Механизм коррозии подробнейшим образом разобран. Изучены почти все тонкости коварной болезни металла, многочисленные ее разновидности, готовы рецепты чуть ли не на все случаи жизни. Наука многого добилась, неуклонно сокращая размеры ущерба, приносимого коррозией. И все-таки ущерб этот велик, очень велик. Если собрать воедино все мелкие и крупные неприятности, доставляемые коррозией, то суммарные цифры продемонстрируют стихийное бедствие огромного масштаба: в жертву ржавчине в мире ежегодно приносится тридцать процентов производимого металла, причем если две трети этого количества, превращающиеся в металлолом, еще имеют шансы вернуться в промышленность после переплавки, то одна треть теряется безвозвратно.
Цифры эти превратились в своеобразный статистический штамп, о котором вспоминают всякий раз, когда речь заходит о коррозии.
Больше других металлов от коррозии страдает самый распространенный конструкционный материал — малоуглеродистая сталь. До недавнего времени основным средством ее защиты было покрытие никелем, хромом и другими коррозионностойкими металлами либо лаками и красками. Однако нержавеющие металлы дороги, а применение их только в качестве покрытий нерационально, так как при этом не используются другие их ценнейшие свойства. Кроме того, металлопокрытия и лакокрасочные пленки не так долговечны, как хотелось бы.
В ХХ веке технический арсенал антикоррозионных средств обогатился еще одним видом покрытия — пластмассовым. Главное его достоинство определяется тем, что полимерные пленки, например, поливинилхлорида или полиэтилена, совершенно непроницаемы для влаги.
Металл и пластик, как известно, не состоят в родстве. Поэтому проблема их прочного соединения явилась, по сути дела, главной трудностью при работе над созданием пластмассовых покрытий.
В сороковых годах ХХ века поливинилхлоридной пленкой стали покрывать внутреннюю поверхность больших резервуаров, используемых в химической промышленности. Однако это вылилось в трудоемкий, малопроизводительный процесс, не дающий прочного соединения пластмассы с металлом и далеко не безопасный по условиям работы.
Попытки защитить металл полимером не были оставлены. Многочисленные эксперименты и исследования привели к появлению нового способа: струю распыляемого сжатым воздухом пластмассового порошка направляют на нагретую деталь; попадая на горячую поверхность, порошок оплавляется и растекается по ней более или менее равномерно. Покрытие готово. Оно долговечно. Способ прост. Казалось бы, можно торжествовать.
И металлопокрытие, и лаки, и краски, и пластмассы наносят на готовую деталь. Вот в чем основной недостаток всех упомянутых способов. Вы не можете покрыть, допустим, краской или никелем стальной лист, а затем свернуть его в трубу или выдавить из него на прессе сосуд. Покрытие не выдерживает обработки давлением — оно растрескивается и «слезает» с листа.
Получив на прокатном стане лист, его переправляют к потребителю — на машиностроительный завод. Там штампуют из листа детали, которые затем приходится красить.
Вроде бы и нельзя иначе, как нельзя сначала переплести книгу, а затем ее напечатать. Но, с другой стороны, если переходить к аналогиям, одежду-то не отдают в окраску после пошива, а шьют из уже окрашенной ткани. Красильные отделения имеются на текстильных, а не на швейных фабриках.
Даже неспециалист легко может представить, насколько дешевле обходилась бы любая машина, если бы ее производство построить по тому же принципу, что и производство одежды: изготовление из уже «разрисованного», защищенного покрытием металла.
Вот если бы металлурги выпускали такой полуфабрикат, машиностроителям не нужно было бы тратить силы и средства на очистку поступающей стали от ржавчины, не нужно было бы содержать у себя цехи покрытий.
Но организовать производство такого полуфабриката можно было, только решив задачу создания покрытия, которое бы буквально срасталось с металлом, образовало бы с ним единое целое. Иными словами, нужно получить «гибрид» металла и пластмассы - металлопласт.
В 1953 году был пущен первый промышленный агрегат для покрытия (плакирования) металла пластмассовой пленкой.
В качестве исходных материалов были выбраны малоуглеродистая конструкционная сталь и поливинилхлорид, который иногда называют «спинным хребтом» пластмассовой промышленности. Он отлично зарекомендовал себя высокой коррозионной стойкостью, а также низкой стоимостью по сравнению с другими пластиками, что предопределило относительную дешевизну будущего материала-гибрида.
Пластик (пленка), пластизоль (паста), порошок — в любом из этих видов можно попытаться уложить поливинилхлорид на металл, но на готовом материале покрытие должно быть пленочным. Чтобы пленка приросла к металлу, нужен слуга двух господ — клей.
Химики предложили два сорта клея. Первый — на основе винилитовой смолы, разведенной в растворителе, например, в циклогексаноне. Чтобы клей отвердел, образовал прочное соединение, надо удалить растворитель. Для этого металл с нанесенной клеевой подложкой выдерживают при температуре до 100—140° в течение 30—40 секунд.
Казалось бы на нагрев тратится не так уж много времени. Но если учесть, что покрытие ведут в одной цепочке с металлургическим процессом, как операцию, завершающую прокатку, то получается, что нагрев клея сильно тормозит скорость основного процесса. Чтобы сохранить эту скорость на уровне 40—50 метров в минуту, для прогрева клеевой подложки нужна печь по меньшей мере тридцатиметровой длины. В печи металлическая полоса должна двигаться, ее надо поддерживать какими-то роликами и т. д. Словом, 30— 40 секунд оборачиваются серьезными осложнениями, с которыми, в общем-то, поначалу нужно было мириться: ведь иного клея не было.
Потом появилась другая беда. Проходило совсем немного времени с момента выхода защищенного листа из установки, а поливинилхлоридная пленка уже отслаивалась от металла. Картину прояснили исследования: винилитовый клей вступал в химическую реакцию с пластификатором пленки и быстро размягчался. Но без пластификатора обойтись нельзя: пленка потеряет гибкость, не сможет деформироваться вместе с листом при изготовлении из него различных деталей. Оставался один выход: найти такой пластификатор, к которому клей относится безразлично. Хотя нужный пластификатор и был найден, им оказалось сильно ядовитое вещество — трикрезилфосфат, а пленки, пластифицированные ядом, разумеется, не годятся для серийного выпуска. Химики решили попытаться подобрать другой клей.
Научно-исследовательский институт пластических масс создал на основе эпоксидных и перхлорвиниловых смол клей марки ПЭД-Б. Этот клей прочно связал металл с поливинилхлоридной пленкой, приготовленной без участия токсичных веществ.
Природа сил, обеспечивающих сцепление клея с металлом и пластмассой, исследована еще не во всех деталях. Известно, что соединение клея с металлом в какой-то мере механическое: клей заполняет мельчайшие впадины, имеющиеся на металлической поверхности, как бы цепляясь за них. Поэтому поверхность, на которую накладывается клей, должна быть шероховатой. С пластиком соединяется перхлорвиниловая группа клея. По мере того, как улетучивается растворитель, клей буквально срастается с пленкой. Он не только соединяет ее с металлом, но и сам по себе является неплохим антикоррозионным покрытием.
Получение надежного клея было важным этапом на пути создания оригинальной отечественной установки для покрытия стали полимерной пленкой.
Итак, металлопласт есть. Его успешно применяют в химической, мебельной, электротехнической, пищевой и других отраслях промышленности. Из металла, покрытого поливинилхлоридом, делают корпуса транзисторных радиоприемников, электропечей, кузовные и другие детали автомобилей и вагонов. . Защищенный металл поступает прямо с металлургического завода. Впрочем, не металл — металлопласт.
Полимерное покрытие металла
Порошковое полимерное покрытие металла – это наиболее эффективный на данный момент известный способ защиты изделий от разрушительного воздействия коррозии. Суть метода заключается в нанесении на поверхность предмета порошковой краски, которая при затвердевании образует сплошную непроницаемую полимерную пленку. Данное средство является хорошей альтернативой:
- жидким лакокрасочным материалам;
- изолирующим материалам (резина, пластик);
- оцинковке.

Прочное крепление обеспечивается за счет притяжения частичек краски к электростатическому полю металла. Важным преимуществом покрытия является способность сохраняться в самых неблагоприятных условиях. Еще один плюс полимерной пленки заключается в ее эстетичности, материалу можно придать любую расцветку. Метод позволяет значительно повысить эксплуатационные свойства и долговечность металлических изделий.
Таким образом, полимерное покрытие обладает следующими свойствами:
- высокая эстетичность;
- непроницаемость;
- низкая цена;
- стойкость в неблагоприятной среде;
- абсолютная устойчивость к воде;
- большая прочность;
- жаростойкость;
- электроизоляционные свойства;
- экологичность;
- абразивостойкость;
- плотное прилегание к защищаемой поверхности;
- высокая вариативность окраса;
- долгое сохранение первоначального цвета.
Технология полимерного покрытия металла
Объект предварительно очищается, с его поверхности удаляются окалины, устраняются другие дефекты, например, окислы, ржавчина. С этими задачами хорошо справляется пескоструйная обработка. Непосредственно перед нанесением краски на участок последний обезжиривается при помощи химических средств. Нередко полимеризация проводится не на всей поверхности изделия. В таком случае не предназначенные для окраски участки прикрываются чехлами, данный процесс называется маскировкой.
нанесение состоит из трех этапов:
- напыление;
- термическая обработка;
- полимеризации.
Предмет помещается в камеру, с помощью распылителей на него наносится порошковая краска. Важно следить, чтобы смесь распределялась равномерно. Температура в камере повышается до момента, когда порошок начинает плавиться, иногда она может достигать 200 градусов Цельсия. Расплавленный материал преобразуется в гладкую и ровную пленку, которая заполняет все поры на поверхности металла. Технология оплавления заключается в прохождении трех этапов:
- оплавление, когда материал переходит в вязко-текучее состояние;
- оплавленные частицы преобразуются в единый слой;
- поверхность металла смачивается расплавленным полимером, в результате чего образуется полимерно-порошковая смесь.
Образование твердого полимерного слоя происходит в камере охлаждения. По мере понижения температуры покрытия оно постепенно становится менее вязким и стягивается, в результате изделие оказывается надежно обтянуто пленкой. Термореактивные разновидности полимерно-порошковых смесей не требуют обязательного специального охлаждения. Обычно покрытие полностью затвердевает в течение суток.
Виды материалов
Для полимерной защиты предметов чаще всего применяются:
- полиэстер;
- пластизоль;
- полиуретаны;
- поливинилдефторид.

Полиэстер является наиболее популярной разновидностью, именно он чаще всего применяется в металлочерепице и профнастилах. Толщина полимерного покрытия составляет 0,02-0,03 мм. Материал отличается прочностью и долговечностью, так срок службы кровли в среднем составляет 20-30 лет, при этом гарантия действует не менее 10 лет.
Покрытие из пластизола обычно обладает большей толщиной, около 2 мм, благодаря чему оно отличается высокой устойчивостью к механическим повреждениям и обеспечивает хорошую защиту от коррозии.
Состав полимерного покрытия
Основой любой порошково-полимерной смеси является так называемое связующее вещество, которое в свою очередь состоит из наполнителя и отвердителя. Всего в состав полимерного покрытия металла входят следующие компоненты:
- связующее;
- пигменты-колеры;
- добавки для достижения технологических характеристик.
Во многие краски можно самостоятельно добавлять колеры, тем самым изменяя их первоначальный цвет.
Сфера применения
Сфера применения порошковых красок постоянно расширяется, материал позволяет значительно повысить эффективность и долговечность традиционных металлических конструкций. Также данный метод используется для покрытия других материалов:

- бетона;
- стекла;
- керамики;
- МДФ;
- стеновых камней.
В быту полимерно-порошковая смесь применяется для обработки мебели и фурнитуры, оконных профилей, различной техники, в том числе и офисной, ограждений, кровельных материалов, перегородок, элементов фасада, спортивного инвентаря. Кроме этого, смесь задействуют для защиты производственного оборудовании, станков, складской и торговой техники, колесных дисков.
Полимерные покрытия
Для защиты металлов от коррозии широкое применение находят полимерные покрытия. Они не только защищают металл от коррозионных и прочих химических воздействий, но и придают изделию отличные электроизоляционные, декоративные, антисептические и другие свойства. По сравнению с лакокрасочным и эмалевым полимерные покрытия имеют ряд преимуществ. Они более прочны, эластичны, лучше связаны с металлом; в процессе эксплуатации стираются и растрескиваются значительно меньше, чем эмали.
Металлопласты состоят из основы, металлической подложки и полимерного покрытия. Материалами основы чаще всего являются стальные или алюминиевые листы, придающие металлопластом необходимую прочность и жесткость. Достоинство стальных листов — высокая прочность и незначительный по сравнению с алюминием коэффициент температурного расширения. По сравнению со стальными алюминиевые листы имеют незначительную массу и более гладкую поверхность, более высокую стойкость в кислой среде и промышленной атмосфере.
К полимерным покрытиям предъявляются чрезвычайно высокие требования. Пластик должен быть стоек к истиранию, ударным нагрузкам, действию химических реагентов, температурным и климатическим условиям эксплуатации. Последнее требование является очень важным, поскольку все полимерные материалы в большей или меньшей мере подвержены атмосферному старению. При старении значительно ухудшаются диэлектрические свойства полимера, изменяется естественная окраска и снижается устойчивость к действию различных химических реагентов.
Кроме вида полимера, используемого при изготовлении металлопласта, очень важным является выбор типа (состояния) материала, изготовленного для нанесения на металл. Применяются четыре типа: пластизоль, органозоль, готовая пленка, порошок.
Пластизоль — это свободная или почти свободная от растворителей смола, дисперсированная в веществах, называемых пластификаторами. Пластизоль имеет пастообразный вид и применяется для нанесения толстых (свыше 80 мкм) покрытий. Наличие пластификаторов придает поверхности из пластизолевого покрытия относительную мягкость.
В органозоле количество пластификаторов меньше, а растворителя больше. Толщина покрытия органозолем составляет 30-50 мкм. Поверхность покрытия в этом случае тверже, чем при нанесении пластизоля.
Покрытие пленкой имеет ограниченное применение. Оно используется для изделий, эксплуатирующихся преимущественно внутри помещений, с целью улучшения декоративных свойств. Толщина пленки составляет 50-500 мкм.
Порошкообразные вещества, используемые для покрытий, относятся к системе покрытий без растворителя. Достоинством этого вида покрытия является полноценное использование материала и возможность доведения толщины покрытий до 150 мкм при отсутствии пористых участков и трещин.
Наиболее широко распространен в качестве покрытия для металлов поливинилхлорид (ПВХ). Он обладает рядом ценных качеств. Поливинилхлоридное покрытие позволяет получать толщины широкого диапазона и цветовой гаммы. Оно стойко к кислотам, щелочам, растворителям, имеет хорошие диэлектрические свойства, довольно высокую прочность и эластичность. Недостатком ПВХ является низкая теплостойкость. Максимальная температура длительной эксплуатации +80 ºС, кратковременная +100 ºС. Применяются три основных типа виниловых покрытий: органозоли, пластозоли и пленки.
Применение органозолей и пластозолей обусловлено их высокими физико-механическими свойствами, атмосферостойкостью, химической стойкостью и хорошей антикоррозионной защитой. Большим достоинством этих материалов является высокое содержание сухого вещества (в пластиках 95-100 %, в органозолях до 60 %), что позволяет при нанесении одного-двух слоев материала получать покрытия толщиной 60-300 мкм и более (пластизоли) и 50-80 (органозоли).
Пленочный ПВХ — это пластифицированная поливинилхлоридная смола с добавлением стабилизаторов, наполнителей и пигментов. Молекулы пластификатора, распределяясь между молекулами полимера, уменьшают силы сцепления в пленке (отсюда снижается прочность пленки) и придают молекулам полимера большую свободу передвижения. При этом повышается эластичность пленки.
Кроме пленок ПВХ в качестве покрытий применяются полиэтиленовые пленки. У них высокое сопротивление большинству агрессивных сред и их паров, растворителей, масел и т. п. Полиэтилен
незначительно адсорбирует влагу, в него почти не проникают водяные пары (примерно в 10 раз меньше, чем в поливинилхлоридные пленки). Диэлектрические свойства также намного превосходят показатели поливинилхлорида. Полиэтиленовая пленка практически не горит, а при высоких температурах только плавится.
2. Способы нанесения полимерных покрытий
Разработаны и реализованы следующие основные технологические принципы получения металлопластов:
- нанесение на металлическую основу пластизолей и пластифицированных органозолей;
- плакирование полимерной пленкой металла, предварительно покрытого адгезионным подслоем;
- плакирование металла полимерной пленкой, в состав которой входят компоненты, обеспечивающие прочную и долговечную связь покрытия с подложкой;
- нанесение на металлическую основу пластизолей и пластифицированных органозолей;
Технологическая схема процесса покрытия листовой стали и алюминия включает следующие основные группы операций:
- подготовка поверхности полосы;
- нанесение, полимерных покрытий и отделку поверхности покрытия.
Для нанесения покрытий типа пластизолей и органозолей применяются валковые машины (рис. 6.7). Наносимый материал, находящийся в желобе между двумя дозирующими валками 3, 4, захватывается и передается непосредственно на формообразующий валок 2. Зазор между дозирующим валком и формообразующим определяет толщину слоя покрытия металлической ленты 1.
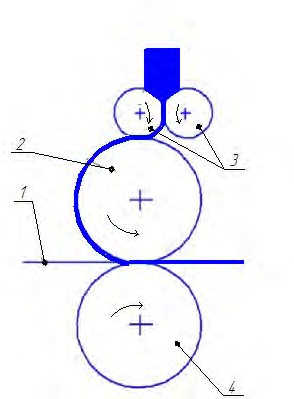
Рисунок 6.7 — Схема валковой машины для нанесения покрытий: 1 — металлическая лента; 2 — наносящий валок;3 — дозирующие валки; 4 — опорный валок
Валковые машины обеспечивают высокую скорость процесса нанесения покрытия (до 90 м/мин) и применяются для непрерывной обработки лент и рулонов. Эти машины включают несколько валковых агрегатов; позволяют без остановки всей машины переходить на формование покрытий другого типа, разных толщин, а также покрывать обе стороны металла. Валковые машины обычно размещают в отдельных изолированных боксах, где создается повышенное давление воздуха (0,7 МПа).
После нанесения на полосу пластизоля она поступает в сушильные печи, где происходит удаление растворителя. Время сушки в зависимости от материала и толщины покрытия, скорости движения ленты составляет 0,5 до 2 мин.
Плакирование металла полимерной пленкой осуществляется по следующей технологической схеме: подача ( сматывание с рулона) металла, подготовка поверхности металла, нанесение подслоя ( грунта) с одной или обеих сторон, нанесение основного ( отделочного) слоя покрытия, сушка, сматывание в рулоны.
Предварительная подготовка поверхности может включать щеточную обработку, химическое или электролитическое обезжиривание, травление, промывку.
Однако предварительная обработка металлических поверхностей может быть недостаточна для надежного сцепления термопластов. Необходимо еще нанесение слоя грунта, в качестве которого применяются сополимеры термопластичных и термореактивных смол. Термореактивная часть сополимера хорошо сцепляется с металлом, а термопластичная перемещается по поверхности и хорошо совмещается с наносимым термореактивным покрытием. Толщина грунтового слоя зависит от состава и может изменяться от 50 мкм до 0,3 мм. Схема установки для нанесения покрытия представлена на рисунке 6.8.
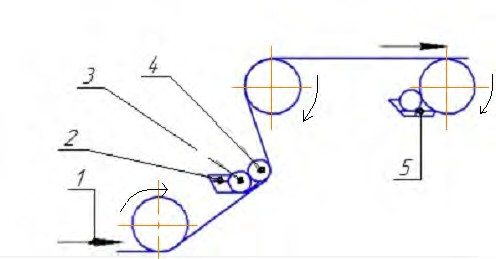
Рисунок 6.8 – Схема установки для нанесения покрытия: 1 — покрывающий валок; 2 — емкость с грунтом; 3 -вспомогательный валок; 4 — натяжной валок; 5 — устройство для нанесения покрытия на нижнюю сторону полосы
Металл после грунтовки имеет температуру 160 ºС, пленка при этом тоже может быть нагрета до 40-50 ºС. Накладывается пленка двумя валками, покрытыми резиной (рис. 6.9). Скорость наложения может быть от 6 до 30 м/мин.
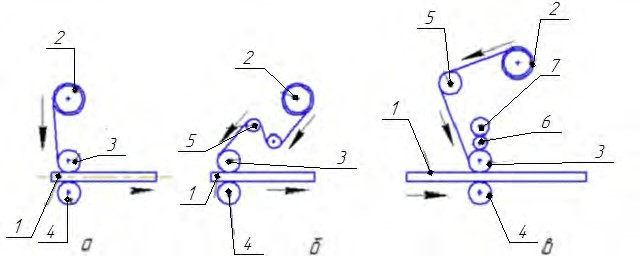
Рисунок 6.9 — Схемы расположения валков для покрытия металлической ленты полимерными пленками: а — без натяжных роликов; б- с натяжными роликами; в — с натяжным и нижним опорным роликом; 1 — лента; 2 — разматыватель с рулоном пленки; 3 — накатывающий валок; 4 — опорный валок; 5 — натяжной ролик; 6 -промежуточный ролик; 7 — верхний опорный валок
Нанесение порошковых полимеров на поверхность металлических материалов может осуществляться различными способами, основным из которых является электростатический.
Сущность электростатического способа напыления состоит в том, что заряженные частицы полимера под воздействием сил электрического поля движутся к изделию и осаждаются на его поверхности. Между напыляемым изделием и распылителем создается поле высокого напряжения, в котором частицы полимера электризуются.
Заряженные частицы образуют облако, которое осаждается на поверхности изделия. В зависимости от величины напряжения и давления воздуха частицы имеет различную степень проникновения в углубления изделия и разную рассеивающую способность. Порошок не осевший на изделие улавливается регенерирующим устройством и вновь используется.
Способом электростатического напыления наносят порошковые полимеры, лаки, эмульсии, смолы, фторопласт и др. На рисунке 6.10
приведена схема установки для напыления полиэтилена на поверхность стальной ленты.
Первой стадией процесса является подготовка поверхности ленты, заключающаяся в промывке и травлении. После этого лента поступает в камеру предварительного индукционного нагрева. Нагретая лента подается в ионизационную камеру, в которой специальные распылители наносят порошок на непрерывную движущуюся ленту. Далее полоса поступает на оплавление в горизонтально расположенные индукторы, на выходе из которых охлаждается воздушными форсунками и наматывается в рулон.
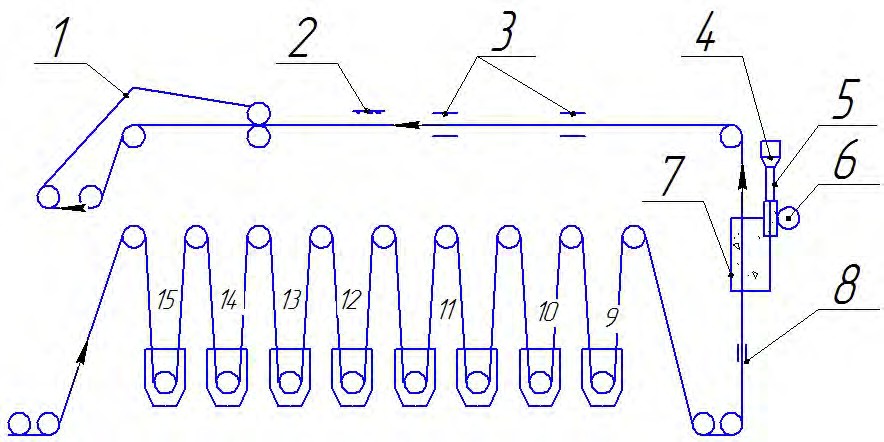
Рисунок 6.10 — Схема установки для получения полимерных покрытий электростатическим напылением: 1 — система наматывания полосы в рулон; 2 — воздушные форсунки; 3, 8 — индукторы; 4 — бункер; 5 — дозатор; 6 — распылитель; 7 — ионизационная камера; 9,14 — ванны промывки горячей водой; 10,12 — ванны струйной промывки; 11 — ванны хромирования; 13 — ванна травления; 15 — ванна обезжиривания
Применение полимерных покрытий
Широкое использование листового проката с полимерными покрытиями связано с его высокими антикорризионными свойствами в разнообразных условиях и широкой цветовой гаммы. Возможность переработки листов с полимерными покрытиями: применение гибки, профилирование, штамповка и др.
В зависимости от предполагаемой области применения могут быть усилены те или иные свойства: погодостойкость, химическая стойкость, стойкость к истиранию.
Листы из профилированного штампованного материала могут служить облицовкой или же входить в состав трехслойных панелей.
В авиа-, вагоно- и судостроении металлопласт используется для внутренней обшивки, отделки, изготовления перегородок.
Металлопласт нашел применение для изготовления кожухов бытовых приборов, холодильников, стиральных машин, торгового оборудования.
Полимерные покрытия с проводящим слоем нашли широкое применение в электро- и электронной промышленности при производстве печатных схем конденсатора.
Металл с полимерным покрытием
Для изготовления металлочерепицы, сайдинга, профнастила, строительных конструкций, бытовой техники все чаще используется сталь с полимерным покрытием, так называемая «полимерка», «металлопласт». Полимерные покрытия для металла используются в Европе уже более 40 лет для придания строительным конструкциям декоративных свойств и защиты от коррозии. Металлы с полимерным покрытием объединяют в себе прочность стали с коррозийной стойкостью полимерного покрытия.
Цветовая палитра металла с полимерным покрытием весьма разнообразна, поэтому при выборе цвета обычно используют каталоги цветов либо образцы цвета. Покрытие может быть матовым и блестящим, иметь различную фактуру (в том числе имитировать дерево, камень и пр.).
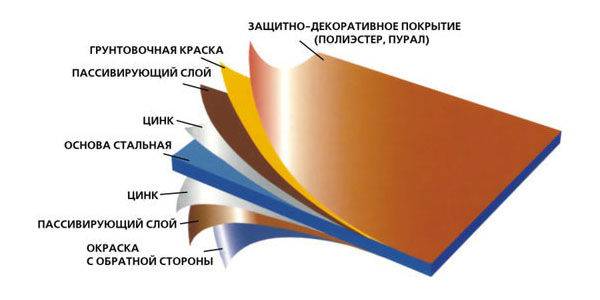
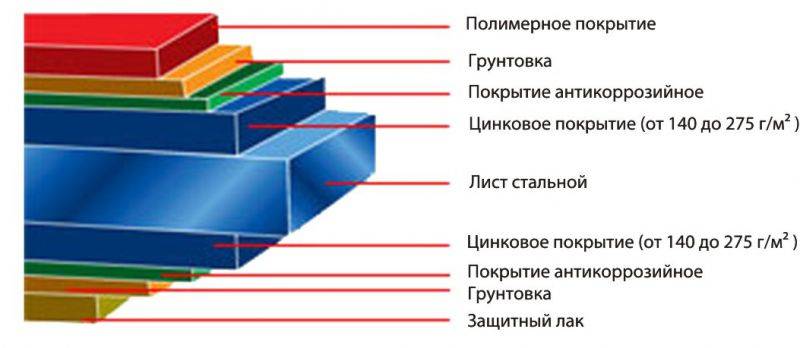
Структура стального листа с полимерным покрытием
Нанесение полимерных покрытий на оцинкованную сталь — сложнейший процесс, так как стальной лист с полимерным покрытием имеет многослойную структуру: стальной лист, слой цинка, пассивирующий слой, слой грунта, с лицевой стороны — слой цветного полимера, а с нижней стороны листа «многослойный пирог» завершает защитная краска.
В качестве основы при изготовлении берется стальной прокат толщиной 0,4-2,0мм. На него может наноситься слой цинка (или алюмоцинка) как гальваническим методом, так и методом погружения в расплав. Иногда полимерное покрытие наносят сразу на черный металл (однако такие металлопласты очень недолговечны). Затем металл пассивируется, грунтуется и покрывается защитным слоем различных полимеров.
Методы нанесения полимерного покрытия
Полимерное покрытие получают различными методами:
- путём нанесения на полосу заранее изготовленной плёнки,
- погружением полосы в расплав полимера,
- валковым методом нанесения жидкого полимера(Coil Coating),
- напылением полимера в порошкообразном состоянии электростатическим методом.
Покрытие может быть как одностороннее, так и двустороннее. Прокат с односторонним полимерным покрытием – это прокат с двухслойным полимерным покрытием на лицевой стороне и однослойным полимерным покрытием на обратной стороне.
Двухслойное полимерное покрытие – покрытие, состоящее из слоя грунта и слоя отделочного полимера.
Однослойное покрытие – это, как правило, покрытие обратной стороны проката, состоящее из слоя защитной эмали без регламентирующих требований к внешнему виду, толщине, коррозионной стойкости и т.д.
Нанесение полимерного покрытия является заключительным этапом производства металлопроката. По желанию заказчика может наноситься защитная пленка из полиэтилена.
Таким образом, чаще всего сталь с полимерным покрытием имеет нижеприведенную структуру.
1 — стальной лист
3 — пассивирующий слой (антикоррозионный слой)
5 — полимерное покрытие
6 — защитная краска с обратной стороны
.jpg)
Грунтовочный слой предназначен для обеспечения прочного сцепления и высокой коррозионной стойкости всей системы, т.е. от качества грунтовки зависит, насколько будет крепко держаться полимерное покрытие.
Виды полимерных покрытий для стального листа
В качестве полимерных покрытий используют:
- полиэстер (полиэфир), обозначается PE. SP;
- пищевой ламинат;
- полиэстер матовый, модифицированный тефлоном, PEMA;
- пурал — полиуретан, модифицированный полиамидом, PURAL;
- пластизоль поливинилхлоридный, PVS;
- поливинилиденфторид, PVDF, состоит из 80% поливинилхлорида и 20% акрила;
- акрил, AY.
Полиэстер является самым популярным покрытием из-за оптимального соотношения «цена-качество» и имеет удовлетворительную устойчивость к УФ-излучению и коррозии. Однако стойкость к механическим повреждениям выше у покрытий Пурал и PVDF.
Пурал дороже полиэстера, но он имеет и более высокую химическую стойкость, а также к механическому воздействию и перепадам температур.
Самым устойчивым к механическим повреждениям из-за толщины, но вместе с тем и наименее стойким к перепадам температур и к УФ-излучениям является пластизоль.
Самое долговечное и наиболее дорогостоящее покрытие – это поливинилиденфторид (PVDF).
Наименее долговечное и нестойкое к механическому и атмосферному воздействию-это акриловое покрытие.
Все эти покрытия могут иметь различную фактуру, блеск, цвета. Таким образом, полимерные покрытия имеют разную стойкость к ультрафиолетовому излучению, к высоким и низким температурам, атмосферному воздействию, к механическим повреждениям и другим
Вышеприведенные покрытия являются изначально жидкими и наносятся валковым методом, который является наиболее распространенным и востребованным как в России, так и в других странах.
Важнейшие требования к покрытиям – прочное сцепление (адгезия) отдельных слоев друг с другом, нижнего слоя с подложкой, твердость, прочность при изгибе и ударе, износосотойкость, влагонепроницаемость, атмосферостойкость, комплекс декоративных свойств (прозрачность или укрывистость, цвет, степень блеска, узор и др.).
Антикоррозионные защитные свойства покрытий для внутреннего использования классифицируются в соответствии со стандартом EU 10169:2008. Процесс испытаний во влажной камере регламентируется стандартом EN 13523-26.
Основные преимущества проката с полимерным покрытием
- Возможность штамповки, профилирования, гибки металла в готовые изделия (металлочерепица, профилированный настил, детали бытовых приборов и пр.)
- Однородные и стабильные свойства по всей поверхности
- Прекрасные защитные свойства
- Атмосферостойкость
- Сохранение защитных и декоративных свойств более 10 лет
- Разнообразие цветов и фактур
Изготовлением металла с полимерным покрытием занимаются чаще всего металлургические заводы, производящие тонколистовую сталь. Наиболее известные из них: Новолипецкий металлургический комбинат, Череповецкий металлургический комбинат, международные концерны Arcelor Mittal, RАUТАRUUККI OY (Финляндия), ЕСО STAНL (Германия), ISPAT KARMET (Караганда, Казахстан), HOGOVENS (Голландия), BRITISH STEEL (Великобритания), MIRIAD (Франция ) SSAB TUNNPLAT AB ( Швеция ). Однако, сейчас появляется все больше и больше производителей, оказывающих услуги по нанесению полимерных покрытий на любой необходимый заказчику типоразмер листа металлургических гигантов.
Металл с полимерным покрытием применяется в основном для изготовления профиля. Пример линий от китайских партнеров.
Защитные покрытия для металлов

Различные покрытия металлов используются для изоляции этих материалов от агрессивной окружающей среды. Чтобы выполнять свою основную функцию, покрытия должны быть сплошными, непроницаемыми, равномерно распределяющимися по поверхности. Также они должны обладать хорошей адгезией, высокой износостойкостью, жаростойкостью и твердостью.
Защитные покрытия подразделяют на металлические и неметаллические. Рассмотрим подробнее обе категории.
Металлические защитные покрытия
Металлические покрытия наносятся на различные поверхности (не только на металл, но и на стекло, керамику, пластмассу и др.) в целях их защиты от коррозии, придания твердости и износостойкости, электропроводящих и декоративных функций.
Для придания поверхностям антикоррозионных свойств покрытия наносятся следующими способами:
- Гальванизацией (электролитическим методом): металл или сплав осаждается на поверхность в виде водных растворов солей путем постоянно пропускания тока через электролит
- Газотермическим напылением: расплавленный металл распыляется на обрабатываемую поверхность с помощью струи воздуха
- Окунанием: горячий способ нанесения покрытия методом погружения изделия в ванну с расплавленным металлом
- Плакированием (термомеханическим методом): на поверхность основного металла наносится другой, более устойчивый к агрессивной среде, путем литья, совместной прокатки, прессования или ковки
- Термодиффузионным методом: покрытие проникает в поверхностный слой основного металла под воздействием высокой температуры
По способу защиты металлические покрытия подразделяют на анодные и катодные – в зависимости от того, анодом или катодом является металлопокрытие к обрабатываемому изделию.
Электрохимическую защиту от коррозии осуществляют исключительно анодные покрытия, имеющие более отрицательный электрохимический потенциал. Под воздействием окружающей среды они постепенно разрушаются, но при этом сохраняют целостность изделий.
Хорошим примером анодного покрытия металлов является цинковый защитный слой не железе.

Катодные защитные покрытия, имеющие положительный электродный потенциал, используются намного реже, так как защищают детали лишь механически. Основной металл изделия, являющийся анодом, при подводе к нему влаги начинает интенсивно разрушаться, поэтому катодное покрытие должно быть сплошным, без малейших пор и царапин. Примером такого покрытия служит оловянная или медная защита на железе.
Гальванические покрытия
Гальванизация относится к электрохимическим методам нанесения металлических покрытий.
Получаемый защитный слой предупреждает коррозию и окисление, улучшает износостойкость и прочность изделий, придает им эстетичный внешний вид.
Гальванические покрытия распространены в строительстве, авиа- и машиностроении, радиотехнике и электронной промышленности.
В зависимости от назначения они бывают защитными, защитно-декоративными и специальными. Назначение первых двух понятны уже из названий. Специальные наносятся на изделия для придания им повышенной твердости и износостойкости, улучшенных электроизоляционных, магнитных и других свойств.

Разновидностями гальванизации являются меднение, хромирование, цинкование, железнение, никелирование, латунирование, родирование, золочение, серебрение, покрытие оловом.
Газотермическое напыление
Газотермическое напыление – это метод переноса расплавленных частиц на обрабатываемую поверхность при помощи газового или плазменного потока. Покрытия, образованные газотермическим способом, обладают износостойкостью, коррозионной устойчивостью, антифрикционными, противозадирными, термостойкими, электропроводными и другими свойствами.
В качестве напыляемого материала используются проволоки, шнуры и порошки из металлов, керамики или металлокерамики.
Существуют следующие методы газотермическогого напыления:
- Высокоскоростное газопламенное напыление: используется для образования плотных металлокерамических и металлических покрытий
- Детонационное напыление: применяется для восстановления небольших поврежденных участков поверхности
- Плазменное напыление: используется для создания тугоплавких керамических покрытий
- Электродуговое напыление: применяется для нанесения антикоррозионных металлических покрытий на большие площади поверхности
- Газопламенное напыление: самый простой и недорогой метод в плане внедрения и эксплуатации; используется для защиты больших поверхностей от коррозии и восстановления геометрии деталей
- Напыление с оплавлением: металлургически связывает покрытие с основанием; применяется в тех случаях, когда отсутствует риск деформации деталей или этот риск оправдан
Окунание в расплав
При использовании данного метода деталь окунается в расплавленный металл: олово, цинк, алюминий или свинец. Перед погружением поверхности обрабатываются флюсом, состоящим из хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Такая обработка позволяет удалить солевые и оксидные пленки, а также защитить расплав от окисления.

Данный метод не слишком распространен, так как расходует большое количество защитного покрытия, при этом не обеспечивая его равномерную толщину и не позволяя наносить металл в узкие зазоры.
Термодиффузионное покрытие
Данный вид обработки поверхностей по отношению к черным металлам является анодным и обеспечивает эффективную электрохимическую защиту стали. Покрытие обладает высокой адгезией с основой, в процессе эксплуатации не отслаивается. Оно также обладает высокой стойкостью к механическим нагрузкам и деформации.
Термодиффузионный метод позволяет добиться однородного по толщине слоя даже на деталях сложных форм. Кроме этого такое покрытие очень устойчиво к коррозии и не вызывает водородного охрупчивания металла. В качестве наносимого материала выступает цинк.
Неметаллические покрытия
Неметаллические защитные покрытия применяются для изоляции металлических изделий от воздействия внешней среды (в первую очередь, влаги) и придания им эстетичного внешнего вида.
К неметаллическим относятся полимерные, резиновые, лакокрасочные, эмалевые, оксидные и др. покрытия.
Полимерные покрытия
На сегодняшний день данный вид покрытия металла является наиболее популярной альтернативой оцинковке и окраске изделий.
Детали, обработанные полимерными веществами, имеют долгий срок службы, эстетичный внешний вид, отличные электроизоляционные, высокотемпературные и противоизносные свойства.
В качестве напыляемого материала чаще всего выступают полиэстер, пластизоль, полиуретаны, поливинилдефторид и некоторые другие.
Одной из самых современных и высокотехнологичных разновидностей полимерных покрытий являются антифрикционные покрытия (АФП).
По структуре они похожи на краски, однако вместо пигмента содержат высокодисперсные частицы твердых смазочных веществ: дисульфида молибдена, графита, политетрафторэтилена (ПТФЭ) и пр. Эти компоненты равномерно распределены в полимерной связующем, в качестве которого могут выступать эпоксидные, акриловые, титанатовые и другие смолы.
Например, в России такие покрытия разрабатывает компания «Моделирование и инжиниринг».
Основным предназначением АФП MODENGY являются:
- Средне- и тяжелонагруженные узлы трения скольжения (направляющие, зубчатые передачи, подшипники и т.д.)
- Детали ДВС (юбки поршней, подшипники скольжения, дроссельная заслонка и др.)
- Пластиковые и металлические компоненты автомобилей (замки, петли, пружины, скобы, механизмы регулировки в салоне автомобиля и т.д.)
- Резьбовые соединения и крепеж
- Трубопроводная арматура
- Другие пары трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Антифрикционные твердосмазочные покрытия (АТСП) MODENGY наносятся однократно на весь срок службы узлов трения, что позволяет полностью отказаться от регулярно восполняемых масел и пластичных смазок.
Высокая популярность АТСП обусловлена их высокой несущей способностью, низким коэффициентом трения, широким диапазоном рабочих температур, устойчивостью к воздействию воды и химикатов, работоспособностью в запыленной среде, условиях радиации и вакуума.
Тонкий слой защитного покрытия практически не влияет на исходную точность размеров детали.
Эмалирование
Эмаль – это тонкое покрытие на металле, обладающее антикоррозионными свойствами. Получают его с помощью высокотемпературной обработки стекловидного порошка, смешанного с водой.
Оксидирование
Оксидирование – это окислительно-восстановительная реакция металла, которая возникает благодаря взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. Результатом процесса является образование защитной пленки, которая увеличивает твердость поверхности, увеличивает срок службы деталей, улучшает приработку, снижает образование задиров.

Оксидирование бывает анодным, химическим, термическим, плазменным, лазерным (последнее доступно только в промышленных условиях).
Окрашивание
Данный метод антикоррозионной защиты металла хорошо известен каждому. Однако лакокрасочные покрытия не отличаются термостойкостью и износостойкость, повредить их очень легко.
Основным преимуществом окрашивания является низкая стоимость и достаточно простая технология. Достаточно провести тщательную подготовку поверхности и придерживаться рекомендаций по нанесению используемого материала.
Срок службы лакокрасочных покрытий зависит от условий эксплуатации деталей. При высоких нагрузок и температурах их не применяют, используя чаще всего в качестве декоративного слоя.
Читайте также: