Плазменная резка металла как работает
Обновлено: 16.05.2024
Плазменная резка осуществляется аппаратом под названием плазморез. Он создаёт поток высокотемпературного ионизированного воздуха (плазмы), который разрезает заготовку.
Принцип плазменной резки основан на свойстве воздуха в состоянии ионизации становиться проводником электрического тока.
Плазморез создаёт в плазмотроне плазму (ионизированный воздух, разогретый до высокой температуры) и сварочную дугу, которые осуществляют раскрой материала.
Устройство плазмореза
Плазморез состоит из нескольких блоков:
- источник электропитания; ;
- компрессор;
- комплект кабель-шлангов.
Источник электропитания
Источником электропитания может быть:
- трансформатор. Достоинством его является то, что он практически не чувствителен к перепадам напряжения электросети и позволяет резать заготовки большой толщины, а недостатком – значительный вес и низкий КПД;
- инвертор. Единственным его недостатком является то, что он не позволяет резать заготовки большой толщины. Достоинств много:
- при питании от него стабильно горит дуга;
- КПД на 30 % выше, чем у трансформатора;
- дешевле, экономичнее и легче трансформатора;
- его удобно использовать в труднодоступных местах.
Плазмотрон
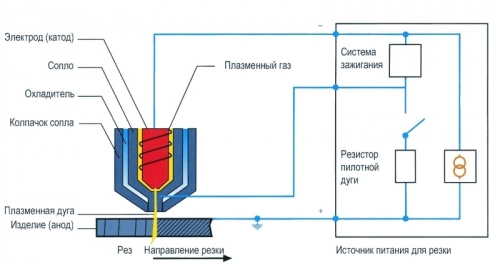
Плазмотрон – это плазменный резак, с помощью которого разрезается заготовка. Он является основным узлом плазмореза.
![Конструкция и схема подключения плазмотрона]()
Конструкция и схема подключения плазмотрона
Конструкция плазмотрона состоит из следующих составляющих:
Компрессор
Компрессор в плазморезе требуется для подачи воздуха. Он должен обеспечивать тангенциальную (или вихревую) подачу сжатого воздуха, которая обеспечит расположение катодного пятна плазменной дуги строго по центру электрода. Если этого не будет обеспечено, то возможны неприятные последствия:
- плазменная дуга будет гореть нестабильно;
- могут образоваться одновременно две дуги;
- плазмотрон может выйти из строя.
Принцип работы
![Результат работы плазмотрона]()
Результат работы плазмотрона
Принцип действия плазмотрона заключается в следующем. Создаётся поток высокотемпературного ионизированного воздуха, электропроводность которого равна электропроводности разрезаемой заготовки (т.е. воздух перестаёт быть изолятором и становится проводником электрического тока).
Образуется электрическая дуга, которая локально разогревает обрабатываемую заготовку: металл плавится и появляется рез. Температура плазмы в этот момент достигает 25000 – 30000 °С. Появляющиеся на поверхности разрезаемой заготовки частички расплавленного металла будут сдуваться с нее потоком воздуха из сопла.
Технология
Технология плазменной резки металла вкратце может быть описана следующим образом. Плазменной обработке поддаются все виды металлов толщиой до 220 мм.
Эффект появляется после воспламенения плазмообразующего газа при образовании искры в контуре электрической дуги (между наконечником форсунки и неплавящимся электродом. От искры загорается поток газа, здесь же он ионизируется, превращаясь в управляемую плазму (с крайне высокой, 800 и даже 1500 м/с скоростью выхода).
В выходном отверстии, от сужения, происходит ускорение потока плазмообразующего носителя. Высокоскоростная плазменная струя позволяет получить температуру на выходе около 20 0000с. Узконаправленная струя в тысячи градусов буквально проплавляет материал в точечной области воздействия, нагрев вокруг места обработки незначительный.
Плазменно-дуговой способ используется с замыканием обрабатываемой поверхности в проводящий контур. Другой вид резки (плазменной струей) — работает при наличии стороннего (косвенного) образования высокотемпературного компонента в рабочей схеме плазмотрона. Нарезаемый металл не включен в проводящий контур
Резка плазменной струей
Раскрой заготовок плазменной струей применяется для обработки материалов, не проводящих электрический ток. При резке этим методом дуга горит между формирующим наконечником плазмотрона и электродом, а сам разрезаемый объект в электрической цепи не участвует. Для разрезания заготовки используется струя плазмы.
Плазменно-дуговая резка
Плазменно-дуговой резке подвергаются токопроводящие материалы. При выполнении резки этим методом дуга горит между разрезаемой заготовкой и электродом, её столб совмещен со струей плазмы. Последняя образуется за счет поступления газа, его нагрева и ионизации. Газ, продуваемый через сопло, обжимает дугу, придает ей проникающие свойства и обеспечивает интенсивное плазмообразование. Высокая температура газа создает высочайшую скорость истечения и увеличивает активное воздействие плазмы на плавящийся металл. Газ выдувает из зоны реза капли металла. Для активизации процесса используется дуга постоянного тока прямой полярности.
Плазменно-дуговая резка применяется при:
- производстве деталей с прямолинейными и фигурными контурами;
- вырезании отверстий или проемов в металле;
- изготовлении заготовок для сварки, штамповки и механической обработки;
- обработке кромок поковок;
- резке труб, полос, прутков и профилей;
- обработке литья.
Виды плазменной резки
В зависимости от среды, существуют три вида плазменной резки:
- простой. Этот метод подразумевает использование только воздуха (или азота) и электрического тока;
- с защитным газом. Применяются два вида газа: плазмообразующий и защитный, который сохраняет зону реза от влияний окружающей среды. В результате повышается качество реза;
- с водой. В этом случае вода выполняет функцию, аналогичную защитному газу. Кроме того, она охлаждает компоненты плазмотрона и поглощает вредные выделения.
Основанная на указанных принципах плазменная резка обеспечивает не только высокопроизводительное производство, но и совершенно пожаробезопасное: применяемые в технологии материалы не огнеопасны.
Видео
Посмотрите ролики, где наглядно объясняется, как происходит плазменная резка:
Принцип работы воздушно-плазменной резки металла
Воздушно-плазменная резка: на чем основан принцип осуществления. Плазма, производящая резку, является разогретым газом с высоким значением электропроводности . Его еще называют ионизованным. Генерируется плазма специальным дуговым элементом. Принято называть этот способ резки плазменным.
Обычная дуга сжимается плазмотроном. Ионизованный газ вдувается в нее, с помощью чего она может генерировать горячий воздух. Она способна производить обработку, при помощи повышенной температуры. Металл разрезается, плавясь при этом.
Осуществление обработки металла происходит благодаря, как плазменной дуге, так и струе. В первом варианте на металлическое изделие оказывается прямое воздействие, во втором — косвенное. Наиболее распространенным и действенным является метод резки с помощью действия напрямую. Для материала, который не обладает электропроводностью (как правило это неметаллические изделия) применяют способ непрямого влияния. При любом из вариантов разрезаемый материал не теряет агрегатного состояния и его конструкция слабо подвергается деформации.
Принцип работы плазменного резака
Плазмотрон – это техническое устройство, которое образует электрический разряд между электродом (катодом) и поверхностью обрабатываемого изделия (анодом), это происходит в потоке газа который образует плазму.
Принцип работы устройства: для охлаждения применяется вода или газ, для получения плазмы используется плазмообразующий газ. Поток входящего в камеру газа подвергается нагреванию до высоких температур после чего ионизируется, тем самым приобретает свойства плазмы. Плазмообразующий газ и охлаждающий подаются в различные каналы плазматрона. При подаче питания между катодом и соплом образуется так называемый вспомогательный разряд, визуально её можно видеть как небольшой факел.
Основная (рабочая дуга) образуется при касании второстепенного разряда обрабатываемой поверхности, которая в данном случае выполняет роль анода (плюс). Стабилизация разряда может осуществляться магнитным полем, водой либо газом, зачастую стабилизирующий газ является и плазмообразующим. После этого можно проводить резку материала, нанесение покрытий, сварку, наплавку или даже добычу полезных ископаемых, путём разрушения горных пород.
Условно конструкцию плазмотрона можно представить как несколько основных элементов:
- изолятор;
- электрод;
- сопло;
- механизм для подвода плазмообразующего газа;
- дуговая камера.
Конструкция и принцип работы плазмотрона с совмещенным соплом и каналом
Особенностью плазмотрона, использующего воздушно-плазменную резку является совмещение канала и сопла. Воздух проходит через канал сопла наружу. Принцип работы схож, при подаче электропитания промеж катодом и соплом образуется вспомогательный разряд. Воздух закрученный по спирали, стабилизирует и сжимает столб рабочего разряда. Он же предотвращает соприкосновение электрической дуги стенок соплового канала.
Типы плазмотронов
Плазмотроны можно условно разделить на три глобальных типа
- электродуговые;
- высокочастотные;
- комбинированные.
Устройства работающие на основе электрической дуги оснащены одним катодом, который подключен к источнику питания постоянного тока. Для охлаждения применяют воду, которая находится в охладительных каналах.
Можно выделить следующие виды электродуговых аппаратов
- с прямой дугой;
- косвенной дугой (плазмотроны косвенного действия);
- с использованием электролитического электрода;
- вращающимися электродами;
- вращающейся дугой.
Автомат: принцип работы
Станок плазменной автоматической резки имеет:
- пульт управления,
- плазмотрон
- рабочий стол для заготовок.
На пульте управления происходит корректировка предварительно установленных программ, если резка отклоняется от установленных параметров. Для оперативного исправления в процессе работы и выбора оптимальных режимов резания.
Через установленный на рабочем столе лист, пропускается электрический ток. Между поверхностью листа и плазмотроном пробегает первичная электродуга. В которой сжатый воздух, разогревается до состояния плазмы. Первичная дуга скрывается в раскаленной ионизированной струе, которая и режет металла.
Резка начинается с середины или с края. Чем чаще происходит прерывание дуги и зажигание новой искры, тем меньше становится ресурс сопла и катода. Грамотный оператор автоматической резки выбирает режимы резания по таблице и отталкиваясь от конкретных условий (толщина металла, диаметр сопла). Благодаря чему можно добиться значительного сокращения расходов. По окончанию операции, автомат самостоятельно оповестит оператора, выключит и отведет плазмотрон от материала.
Какие газы используются, их особенности
Плазменная резка металла представляет собой процесс проплавления и удаления расплава за счет теплоты, получаемой от плазменной дуги. Скорость и качество резки определяются плазмообразующей средой. Также, плазмообразующая среда влияет на глубину газонасыщенного слоя и характер физико-химических процессов на кромках среза. При обработке алюминия, меди и сплавов, изготовленных на их основе, используются следующие плазмообразующие газы:
- Сжатый воздух;
- Кислород;
- Азотно-кислородная смесь;
- Азот;
- Аргоно-водородная смесь.
Важно! Для некоторых марок металла недопустимо применение определенных плазмообразующих смесей (к примеру, для резки титана нельзя использовать смеси, содержащие в составе азот или водород).
Все газы, используемые при выполнении плазменной обработки, условно делятся на защитные и плазмообразующие.
В целях бытового назначения (толщина до 50 мм, сила тока дуги – менее 200 А) применяется сжатый воздух, который может использоваться как защитный, так и плазмообразующий газ, а в более сложных условиях промышленного назначения применяются другие газовые смеси, которые содержат кислород, азот, аргон, гелий или водород.
Достоинства и недостатки плазменной резки
Обработка металлов аппаратами или станками плазменной резки дает в работе целый ряд преимуществ.
- По сравнению с кислородной горелкой, плазморез обладает более высокой мощностью, и соответственно, производительностью, и по данному параметру уступает только лазерным установкам промышленного масштаба.
- Плазменная резка выгодна с экономической точки зрения при толщине металла до 60 мм. Для резки материалов с толщиной более 60 мм рекомендуется использовать кислородную резку.
- Современные плазморезы отличаются высокоточной и качественной обработкой металлов. Срез получается «чистый», с минимальной шириной, благодаря чему, практически не требует дополнительной шлифовки.
- Также, плазменно-дуговая обработка характеризуется универсальностью применения, безопасностью и низким уровнем загрязнения окружающей среды.
Из недостатков можно отметить скромную толщину среза (до 100 мм), а также невозможность одновременной работы двух плазморезов и соблюдение жестких требований к отклонениям от перпендикулярности среза.
Возможности плазменной резки
Сфера применения плазменной резки очень разнообразна, благодаря своей универсальности и диапазону обрабатываемых металлов и металлических сплавов. Автоматизированная и ручная плазменная резка материалов широко применяется на предприятиях и во многих отраслях промышленности для выполнения обработки:
- Труб;
- Листового металла;
- Чугуна;
- Стали (в т.ч. нержавеющей);
- Бетона;
- Отверстий;
- Фигурной и художественной резки.
Характеристики плазморезов позволяют выполнять обработку нержавеющей стали, что недоступно кислородным горелкам. Плазморезы практически незаменимы для обработки тонкой листовой стали. Особого внимания заслуживают ручные устройства, которые отличаются компактными размерами и экономичным потреблением электроэнергии. Технология плазменно-дуговой резки особенно ценится за выполнение чистого среза без «наплывов», что положительно влияет на скорость и точность выполнения работ, а также на производственные возможности предприятий.
Что нужно для плазменной резки
![Что нужно для плазменной резки]()
Что нужно для плазменной резки? Это зависит не только от типа обрабатываемого металла, но и от выбранной технологии обработки. Для резки чистой плазменной струей понадобится один набор оборудования и расходников, при плазменно-дуговой резке будут необходимы совершенно другие инструменты.
Основной набор может выглядеть так: источник питания, компрессор, плазмотрон. А дальше все зависит от условий работы и факторов, описанных выше. Узнать больше о том, что понадобится для выполнения плазменной резки металла, вы сможете из нашего материала.
Основные виды плазменной резки металла
Важно представлять себе саму технологию такого раскроя металла, чтобы понимать, что нужно для плазменной резки. Начнем с того, что она позволяет работать с листами толщиной в пределах 220 мм.
![Основные виды плазменной резки металла]()
В контуре электрической дуги между наконечником форсунки и неплавящимся электродом образуется искра, после чего воспламеняется поток поступающего газа. Когда горящий газ ионизируется, он превращается в управляемую плазму. Скорость ее выхода очень высока и составляет 800–1 500 м/с.
Выходное отверстие имеет сужение, которое позволяет повысить скорость потока плазмы и температуру до +20 000 °C. Настолько горячий узконаправленный поток плазмы при точечном воздействии на металл проплавляет его. Что немаловажно, при этом обеспечивается незначительное повышение нагрева области, прилежащей к месту реза.
Между двумя основными способами: плазменно-дуговой технологией и методом раскроя плазменной струей – существует одно серьезное отличие. Первый способ предполагает замыкание поверхности заготовки в проводящий контур. Тогда как при работе со струей плазмы прибегают к стороннему образованию высокотемпературного компонента в рабочей схеме плазмотрона. В таком случае лист металла не является составляющей проводящего контура.
Этот метод позволяет раскраивать материалы, которые не способны проводить электрический ток.
Горение дуги осуществляется между формирующим наконечником плазмотрона и электродом, тогда как разрезаемая при помощи струи плазмы заготовка не включается в электрическую цепь.
При работе с токопроводящими материалами используют именно эту технологию. Суть состоит в том, что дуга горит между разрезаемой заготовкой и электродом, ее столб совмещен с потоком плазмы. Последняя формируется при нагреве, ионизации подаваемого газа. Он продувается через сопло, обжимает дугу, придает ей проникающие свойства, обеспечивая образование плазмы.
![Плазменно-дуговая резка]()
Благодаря сильному нагреву газа достигается высочайшая скорость его движения, повышается степень воздействия на заготовку. Газ не только выполняет основную функцию, обеспечивая раскрой, но и выдувает из зоны обработки частицы металла. Активизация процесса происходит за счет дуги постоянного тока прямой полярности.
К плазменно-дуговой резке прибегают во время:
- изготовления деталей с прямолинейных и фигурных форм;
- прорезания отверстий или проемов;
- производства заготовок, которые в дальнейшем должны пройти сварку, штамповку, механическую обработку;
- обработки кромок поковок;
- резки труб, полос, прутков и профилей;
- обработки литья.
Принято выделять три вида плазменной резки в зависимости от используемой в процессе работы среды. Это:
- Простая с использованием воздуха/азота в сочетании с электрическим током.
- С защитным газом, причем газ может быть плазмообразующий и защитный. Второй призван ограждать обрабатываемую область от внешнего воздействия, за счет чего удается значительно повысить качество реза.
- С водой, где жидкость играет ту же роль, что и защитный газ в описанном выше подходе. Но у нее есть дополнительные функции: она способствует снижению температуры элементов системы, вбирает в себя выделяющиеся в процессе работы вредные вещества.
Рекомендовано к прочтению
За счет использования плазменной резки, базирующейся на перечисленных выше принципах, удается добиться высокой производительности оборудования и полной пожарной безопасности. Последнее связано с тем, что применяемые при работе с данной технологией материалы не являются огнеопасными.
Что нужно для плазменной резки: инструмент и расходники
Что нужно для плазменной резки в первую очередь? Плазморез. То есть аппарат для раскроя материалов при помощи плазмы. Он формирует поток ионизированного воздуха высокой температуры, способного разрезать заготовку.
![Что нужно для плазменной резки: инструмент и расходники]()
В основе технологии лежит свойство воздуха проводить электрический ток при его доведении до состояния ионизации. Плазморез создает в плазмотроне плазму (или ионизированный, разогретый до высокой температуры воздух) и сварочную дугу – вместе они позволяют раскраивать металлы.
В качестве источника электропитания может использоваться:
Устройство особенно ценится специалистами, так как практически не реагирует на перепады напряжения в электросети, что нужно для качественной плазменной резки. Кроме того, с его помощью можно раскраивать даже толстые листы. Но нужно помнить о большом весе устройства и низком КПД.
У данного аппарата есть только один минус – он не справляется с заготовками большой толщины. Но эта особенность с лихвой перекрывается такими преимуществами:
- обеспечивает стабильное горение дуги;
- имеет на 30 % более высокий КПД, чем трансформатор;
- дешевле, экономичнее, отличается меньшим весом по сравнению с трансформатором;
- удобен во время работы в труднодоступных местах.
- Плазмотрон.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Он представляет собой плазменный резак для раскроя заготовок и основной узел плазмореза.
В конструкцию данного устройства входят:
Он обеспечивает тангенциальную или вихревую подачу сжатого воздуха, за счет чего катодное пятно плазменной дуги в процессе работы не смещается от центра электрода.
![Компрессор]()
Если устройство не позволяет добиться подобного эффекта, можно ждать таких последствий:
- нестабильное горение плазменной дуги;
- параллельное формирование сразу двух дуг;
- поломка аппарата.
Кратко опишем принцип работы компрессора. С его помощью образуется поток ионизированного воздуха высокой температуры, причем электропроводность воздуха совпадает с электропроводностью обрабатываемой заготовки. Иными словами, воздух теряет изоляционные свойства, превращаясь в проводник электрического тока. Создается электрическая дуга, которая разогревает заготовку в месте запланированного реза, в результате чего металл плавится, происходит его раскрой. В процессе работы температура плазмы находится в пределах +25 000…+30 000 °С. На заготовке образуются капли расплавленного металла – их уносит из зоны реза потоком воздуха, поступающего из сопла.
Какой компрессор нужен для плазменной резки
При покупке компрессора для плазменной резки важно представлять себе список актуальных минимальных требований. В этом случае вы сможете не беспокоиться о корректности работе выбранного устройства.
![Какой компрессор нужен для плазменной резки]()
Любой компрессор характеризуется двумя качественными показателями – производительностью и давлением. Минимальный уровень производительности компрессора для плазменной резки составляет 400 л/мин, тогда как для давления этот показатель находится на уровне от 4 бар.
Большинство компрессоров продаются с «преднастроенным» изготовителями давлением на уровне 8 или 10 бар. То есть данный показатель можно при необходимости понизить. Тогда как при оценке производительности компрессора существуют свои тонкости. Также не стоит забывать еще об одном минимальном требовании – наличии ресивера, рассчитанного не менее чем на 50 л.
Чтобы не ошибиться при выборе модели компрессора, рекомендуется изучить паспорт, прилагающийся к выбранному вами плазморезу. В нем прописывается необходимая для данной модели производительность компрессора. Также стоит отталкиваться от таких характеристик, как:
Если вы не используете плазменную резку в профессиональных целях, высока вероятность, что у вас любительский плазморез. А значит, нет необходимости в покупке дорогого компрессора. Вам будет достаточно и «поршневого китайца» для успешного выполнения кратковременных работ в течение нескольких лет.
![Характер проводимых работ]()
Но в этом случае необходимо прибавлять примерно 50 % к указанной в документах производительности компрессора, поскольку обычно она не соответствует действительности. Нужно понимать, что существует разница в пределах 30 % по производительности на входе и на выходе сжатого воздуха. Также среди изготовителей считается нормальным завышать технические показатели в документации, чтобы опередить других представителей рынка.
При покупке профессионального плазмореза необходим промышленный компрессор. В противном случае работа устройства будет оставлять желать лучшего и вам придется обзавестись новым компрессором.
Если предполагается, что в процессе резки аппарат будет время от времени включаться и выключаться в течение одной рабочей смены, лучше остановить выбор на поршневом компрессоре. Он действует в повторно-кратковременном режиме, то есть нагнетает сжатый воздух в ресивер через определенные интервалы: если уровень давления в ресивере снижается до минимального, компрессор снова его повышает.
![Режим работы]()
Для крупного производства, работа на котором предполагает практически непрерывный раскрой металла, больше подойдет винтовой компрессор. Дело в том, что такая модель может использоваться круглые сутки.
Может показаться, что выбор компрессора зависит от выделенной на эту цель суммы. Но, помимо самого устройства, придется приобрести хотя бы минимальную систему воздухоподготовки. Она позволит очищать воздух, в том числе удаляя из него избыток влаги, который вызывает износ сопла и катода горелки.
Роль устройства минимальной воздухоподготовки может играть комплект фильтров для удаления влаги. Если есть такая возможность, стоит задуматься о покупке безмасляного компрессора, так как он сможет обеспечить более качественный сжатый воздух. Отметим, что в продаже есть безмасляные модели спирального и поршневого промышленного типа.
Поршневые и винтовые аппараты могут быть масляными и безмасляными. Грамотный выбор в данном случае является гарантией поступления качественного сжатого воздуха в устройство для плазменной резки. Здесь работает одно правило: чем выше качество воздуха, тем лучше функционирует плазморез и тем дешевле вам обойдется воздухоподготовка. Немаловажное достоинство безмасляного компрессора – относительно низкий уровень шума. А это может стать решающим фактором при выборе, если оператор вынужден весь рабочий день проводить около аппарата для плазменной резки.
Как выбрать плазморез
Перед покупкой данного устройства оцените такие его характеристики:
- Универсальность. Некоторые аппараты подходят как для раскроя металла, так и для сварки штучным электродом, аргонодуговой сварки. Однако нужно понимать, что многофункциональность часто негативно отражается на качестве операций и уровне производительности. Универсальные устройства для плазменной резки редко справляются с материалом, толщина которого превышает 11 мм.
![Как выбрать плазморез]()
- Сила тока. При большей силе тока сильнее нагревается дуга, а значит, на резку уходит меньше времени. Кроме того, можно раскраивать детали большей толщины. Поэтому перед покупкой важно понимать, что вы собираетесь делать при помощи данного устройства, с какими деталями работать.
Для обработки стали не толще 20 мм подойдет аппарат с силой тока 20 А. Для более толстых листов нужна большая мощность – в пределах 40–60 А. У используемых в промышленности устройств данный параметр составляет 200 А и выше.
Что нужно для плазменной резки помимо аппарата
Это расходники, которые изнашиваются через каждые 400–500 резов и требуют замены. Сопло формирует поток плазмы, при этом характеристики последнего зависят от формы и размера такой насадки. В продаже есть сопла из разных материалов, наиболее предпочтительны медные варианты, так как данный металл хорошо отводит тепло. Увеличить рабочий ресурс можно, выбирая изделия с вольфрамовой вставкой.
Газ проходит через расположенное в середине насадки отверстие, диаметр последнего составляет 1-2 мм. Конкретные размеры зависят от необходимой ширины реза. Отметим, что любые расходники можно купить поштучно либо в наборе.
Они отвечают за образование дуги, нагревающей плазмообразующий газ. Один электрод позволяет выполнить не более 800 резов. Для производства электродов используются вольфрам, медь, гафний – эти металлы способны справляться с высокими температурами. Чтобы продлить срок службы данного элемента установки, его могут легировать.
![Электроды]()
В процессе раскроя металла могут понадобиться защитные колпаки, направляющие, диффузоры, пр.
Осуществлять круговую и фигурную резку позволяют специальные магнитные направляющие и наборы оснастки.
![Вспомогательные приспособления]()
Надеемся, что мы предоставили достаточно информации о том, что нужно для плазменной резки, и вы будете пользоваться этими знаниями на практике. Как работать с конкретным плазморезом, можно узнать из инструкции к нему. Если соблюдать все правила, вы быстро приноровитесь к такой работе и будете легко выполнять несложные операции, такие как нарезка профиля, металлических листов. Или даже перейдете к более сложным процессам, например, вырезанию отверстий и различных фигур в заготовках.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Воздушно-плазменная резка металла
![Воздушно-плазменная резка металла]()
Воздушно-плазменная резка металла сочетает в себе эффективность и экономичность, что и определяет ее распространенность на предприятиях, чья работа связана с раскроем. Не менее важным является и тот факт, что данный способ обработки подходит для обработки практически любых металлов: черных, цветных, сплавов – главное, чтобы толщина материала не превышала определенных значений.
Качество работ напрямую зависит от типа оборудования и правильно выбранных условий реза. В нашей статье мы расскажем о вариантах воздушно-плазменной резки металла, о видах и устройстве плазмотронов, а также рассмотрим сферу применения данной технологии.
Суть технологии воздушно-плазменной резки металла
Главное достоинство данного метода состоит в том, что с его помощью удается обрабатывать металлы любых видов толщиной до 220 мм.
Кратко принцип действия воздушно-плазменной резки можно описать следующим образом: в контуре электрической дуги между наконечником форсунки и неплавящимся электродом образуется искра, от нее воспламеняется поток газа. Последний ионизируется, превращается в управляемую плазму. За счет сужения выходного отверстия происходит ускорение потока плазмы, в результате чего скорость ее выхода достигает 800–1 500 м/с.
Плазменная струя вырывается из сопла при температуре около +20 000 °C, поэтому без труда проплавляет материал будущего изделия. Немаловажно, что метод воздушно-плазменной резки металла обеспечивает точечное воздействие и минимальный нагрев области вокруг места реза.
![Суть технологии воздушно-плазменной резки металла]()
При плазменно-дуговом способе предполагается замыкание заготовки в проводящий контур. Этого не происходит, если применяется резка плазменной струей, поэтому в рабочей схеме плазмотрона обязательным становится стороннее образование высокотемпературного компонента.
Плазменная струя используется при работе с материалами, которые не проводят электрический ток. В таком случае будущее изделие не может стать частью электрической цепи, поэтому дуга формируется между наконечником плазмотрона и электродом.
Плазменно-дуговой метод подходит исключительно для раскроя токопроводящих материалов, так как дуга горит между заготовкой и электродом, ее столб совмещен со струей плазмы. Плазма является нагретым ионизированным газом. Последний продувается через сопло, обжимает дугу, придает ей проникающие свойства, обеспечивает активное формирование плазмы.
Рекомендуем статьи по металлообработке
За счет высокой температуры обеспечивается высочайшая скорость истечения газа, а также повышается уровень воздействие плазмы на будущее изделие. Немаловажно, что при таком способе раскроя капли металла выдуваются газом из области обработки. Процесс активизируется при помощи дуги постоянного тока прямой полярности.
Плазменно-дуговая резка используется в таких сферах, как:
- изготовление деталей с прямолинейными, фигурными контурами;
- вырезание отверстий, проемов в металле;
- производство заготовок для сварки, штамповки, механической обработки;
- обработка кромок поковок;
- резка труб, полос, прутков, профилей;
- обработка литья.
Благодаря всем перечисленным принципам, плазменная резка обеспечивает высокую производительность труда и отвечает всем требованиям пожарной безопасности. Дело в том, что здесь используются только материалы, которые не горят.
![5 видов воздушно-плазменной резки металла]()
5 видов воздушно-плазменной резки металла
В данном случае для охлаждения и образования плазмы применяется только один газ: это может быть воздух или азот. Чаще всего в таких системах сила номинального тока не превышает 100 А, а значит, возможна воздушно-плазменная резка материалов толщиной в пределах 5/8 дюймов. Данная технология обычно применяется для ручной резки.
Один газ играет роль основы для будущей плазмы, а другой выполняет защитную функцию, не допуская попадания атмосферного воздуха в зону реза. В итоге обеспечивается более высокое качество обработки. Поскольку для формирования рабочей среды могут использоваться различные сочетания газов, этот способ входит в число наиболее распространенных.
Применяемый в данном методе принцип очень похож на описанный выше. Разница лишь в том, что вместо защитного газа используется вода. В результате достигается более качественное охлаждение сопла и заготовки, удается сделать более аккуратные резы на нержавеющей стали. Но такой вариант защиты может применяться только в сочетании с механизированными системами.
При данном виде воздушно-плазменной резки металлов газ используется для образования плазмы, а вода впрыскивается в саму дугу радиально или по контуру завихрения. Подобный подход позволяет значительно усилить сжатие дуги. Иными словами, повысить ее плотность, температуру, добиваясь силы тока в пределах 260–750 А. Именно такие показатели обеспечивают высококачественную обработку материалов вне зависимости от их толщины. Однако впрыск воды также допускается использовать только в механизированных системах.
Данный метод незаменим, когда нужно раскроить материалы толщиной менее 1/2 дюйма и в то же время добиться высочайшего качества реза. Чтобы наиболее точно передать контур будущего изделия, обработку осуществляют на низких скоростях. Использование самых современных технологий позволяет сильнее сжать дугу, а значит, добиться очень высокой плотности энергии. Прецизионная резка тоже может использоваться лишь в механизированных системах.
![Плюсы и минусы воздушно-плазменной резки]()
Плюсы и минусы воздушно-плазменной резки
Обработка металлов используется практически всеми промышленными предприятиями, чье производство имеет отношение к металлопрокату. Плазмотрон позволяет быстро выполнить целый ряд операций: раскрой листового материала на заготовки, декоративную фигурную резку, создание точных отверстий.
Помимо этого, аппараты воздушно-плазменной резки металла обеспечивают:
- Высокую производительность, хорошую скорость обработки. Если сравнивать с электродным методом, за аналогичный отрезок времени выполняется в 4–10 раз больший объем работ.
- Экономичность по сравнению с более традиционными методами раскроя материалов. Однако нужно понимать, что при использовании плазменного метода есть ограничения по толщине металла. Такая резка стали толщиной более 5 см является нецелесообразной и экономически невыгодной.
- Точность, ведь данная технология обеспечивает практически незаметные деформации, а значит, можно избежать последующей дополнительной обработки.
- Безопасность.
Благодаря всем названным достоинствам метод воздушно-плазменной резки металла получил широкое распространение в промышленности и даже в быту.
Правда, у него есть и ряд недостатков:
- Ограничения по толщине материала. Даже мощные установки могут похвастаться плотностью обрабатываемой поверхности только в пределах 80–100 мм.
- Жесткие требования, касающиеся обработки деталей. Мастер должен следить за сохранением в процессе раскроя угла наклона резака 10–50 градусов. В противном случае будет страдать качество реза, а комплектующие быстрее придут в негодность.
Сферы применения воздушно-плазменной резки
Интересующий нас способ считается универсальным. В строительстве и промышленности воздушно-плазменная резка лучше всего позволяет раскроить тонкие металлические листы, стальные рулоны, изготовить металлические штрипсы, подробить чугунный лом. Трубы любого диаметра также могут быть разрезаны с помощью центратора трубореза. Также аппараты для воздушно-плазменной резки металлов позволяют зачищать швы, удалять кромки.
В основном, данная технология используется в таких промышленных сферах, как:
- машиностроение;
- капитальное строительство;
- авиа- и судостроение.
Кроме того, в строительстве распространена художественная плазменная резка при изготовлении ограждений, беседок, разного рода декоративных элементов.
![Оборудование для воздушно-плазменной резки металла]()
Оборудование для воздушно-плазменной резки металла
Устройства для плазменной резки бывают:
- Ручные. Эти приборы для ручной плазменной резки используются в цехах и на объектах. Поскольку раскрой осуществляется вручную, не удается добиться высокого качества реза.
- Машинные, то есть системы для работы в условиях цеха. Они позволяют формировать идеальные резы даже при фигурном раскрое. Однако подобное оборудование отличается большими размерами и низкой мобильностью по сравнению с ручными устройствами.
По принципу работы аппараты для воздушно-плазменной резки металла делятся на:
- Контактные. Обеспечивают работу с токопроводящими материалами, используя раскраиваемую заготовку как анод – дуга возникает между металлом и электродом.
- Бесконтактные. Металл изделия не участвует в формировании дуги, она образуется между внутренним электродом плазмотрона и его наконечником.
По типу источника питания системы для воздушно-плазменной резки металла бывают:
- Инверторными. Они потребляют мало электроэнергии, требовательны к качеству электропитания, имеют небольшие размеры, при этом гарантируют стабильную дугу.
- Трансформаторные. Отличаются большим весом и габаритами, энергозатратны, но справляются с более длительной нагрузкой.
Во всех аппаратах используется примерно один принцип обработки заготовок. При помощи встроенного или выносного компрессора, баллона со сжатым воздухом газ через фильтр и осушитель подается в плазмотрон, в котором находится катод (электрод). После того как загорается дуга, образуется плазма, которая, вырываясь из наконечника плазмотрона, раскраивает лист металла толщиной от 1 мм.
Несмотря на то, что модели таких плазменных станков могут иметь разные характеристики, у такого оборудования есть общие элементы:
- система подачи газа в плазмотрон;
- стол для раскроя заготовок, укомплектованный поворачиваемой поверхностью;
- система креплений на магнитах, устройство для передвижения режущего инструмента;
- датчик для контроля высоты горелки над заготовкой;
- рельса из профиля с зубчатыми рейками;
- система ЧПУ.
Перед запуском станка составляется программа, в которую вводятся все необходимые параметры. Она позволяет системе работать без оператора либо требует его минимального участия.
Обработка заготовок плазмой на станках с ЧПУ имеет следующие достоинства:
- раскрой металлических листов сложной конфигурации осуществляется по установленным параметрам и обеспечивает высокую точность;
- низкие энергозатраты;
- отсутствие производственных издержек при работе станка, за счет чего повышается рентабельность производства;
- высокий уровень производительности;
- возможность обработки листов разного металлопроката, низколегированных и углеродистых сталей, чугуна толщиной 0,5–150 мм, при этом достигается качественный и чистый рез без необходимости финальной зачистки кромок;
- безопасность работы, так как не предполагается выхода газа, огня;
- наличие функции определения толщины разрезаемого листа;
- простая эксплуатация и обслуживание.
У таких устройств для воздушно-плазменной резки металлов лишь один минус: они не позволяют работать с титаном и высоколегированными металлическими листами толщиной более 100 мм.
Стол обеспечивает удобство, безопасность и высокую скорость раскроя. Сегодня существует богатый выбор таких устройств, поэтому можно выбрать модель для конкретных условий работы.
Стол состоит из съемных стальных пластин, которые могут быть заменены на новые при необходимости. Расстояние между пластинами зависит от пожеланий заказчика, ведь этот показатель выбирают с учетом планируемых параметров деталей. Последние не должны проваливаться во время раскроя. Если требуется, всегда можно изготовить дополнительные пластины, используя имеющийся стол и аппарат для воздушно-плазменной резки металла. Чаще всего производители бесплатно предоставляют инструкцию по их раскрою.
Под рабочим основанием стола находится внутренняя решетка, исключающая падение готовых деталей в контейнер для отходов.
Стол обязательно оснащается встроенным воздуховодом, ведь в процессе работы с металлами образуются пыль, дым и другие вредные для здоровья человека продукты. На установках шириной более 2,5 м подобные системы монтируются с двух сторон. Немаловажно, что все узлы конструкции рассчитаны на эксплуатацию в непростых условиях, поэтому их можно в короткие сроки и без труда заменить. При выборе модели стола важно учитывать имеющуюся для установки площадь, а также максимальную толщину обрабатываемых материалов.
Плазменная сварка металла
В последние годы технология плазменной сварки распространяется на все отрасли промышленности, вплоть до строительства и бытового ремонта, и все больше теснит традиционные виды сварки. Это связано с очень большими преимуществами данной технологии перед уже известными.
В первую очередь, качество шва, затем, минимальное коробление деталей, и наконец, высокая чистота и безотходность технологии. Энергоемкость такой сварки приблизительно одинакова с другими видами, а иногда превышает их.
Технология плазменной сварки и резки металла
Для нагрева деталей используется плазма – ионизированный газ, полученный в результате работы электрической дуги под повышенным давлением. Небольшая плазменная горелка (плазмотрон) показана на рисунке ниже. По нему можно примерно оценить практические параметры плазменного факела:
![]()
Плазменная горелка (плазмотрон)
Плазмотрон позволяет как резать, так и сваривать любые известные в природе металлы и неметаллы, если только для этого нет серьезных фундаментальных физических или химических препятствий (адгезия, реакционная способность и т.п.).
В чём заключается сущность плазменной сварки
На поверхность металла в области шва направляется струя плазмы из плазмотрона – специальной горелки, в которую подается рабочий газ. Может быть использован еще и защитный газ для создания химически нейтральной среды. Тепловая энергия вся сосредоточена в тонкой струе плазмы и нагрев ванны происходит в только в области сварки.
Температура в этой области очень высокая, может достигать 10000-15000 градусов. Благодаря теплопроводности металла она быстро снижается до температуры плавления в узкой области шва. Если при этом область шва защищена инертной или восстановительной средой, (а часто и тем и другим), то в результате можно получить очень точный и качественный шов.
![]()
Разрез работающей плазменной горелки
Диаметр сопла на рисунке показан намного больше в пропорции, чем есть на самом деле, для наглядности.
Фактический диаметр сопла связан с рабочим давлением и оптимальным расходом газа.
Корпус горелки изготавливается из стали, анод – из чистой меди. Анод имеет полость, которая омывается охлаждающей водой. В полость между анодом и катодом подается рабочий газ под давлением 2-5 бар, который питает дуговой разряд.
Поскольку защитный газ (обычно аргон) практически не ионизирован, и не ускоряется электрическим полем дуги, то он довольно быстро “разлетается” и смешивается с воздухом. Поэтому оптимальное расстояние между сварочной ванной и торцом горелки занимает очень небольшой диапазон, который необходимо выдерживать в работе.
Поскольку при плазменной сварке не происходит лишнего прогрева металла, то и остывание шва происходит быстро, что иногда нежелательно. Поэтому процесс сварки может включать дополнительные операции: например, предварительный подогрев или даже работа несколькими горелками при автоматизированной сварке.
Технологический процесс
Включает несколько необходимых этапов: подготовка деталей, подключение электродов, запуск горелки и ее прогрев, выполнение шва с выдерживанием нужного режима по температуре и перемещение горелки к месту новой операции с проверкой готовности самой горелки.
Технология выполнения плазменной сварки
Подготовка деталей состоит в том, что их предварительно сортируют или подают к рабочему месту уже отсортированными. Если детали получены путем теплового резания или грубого механического, то кромки обрабатываются до чистоты металла и обезжириваются, чтобы получить качественный шов.
После этого детали приводят в соприкосновение по линии шва. На производстве это делается не “на коленке” как при ремонтах, а при помощи приспособлений.
![]()
Горячий шов от плазменной сварки
Если требуется, на линию шва наносят флюсы. Обычно это сильные восстановители для работы в условиях высоких температур (сварочные флюсы), смешанные с легкоплавкими связующими, которые сами по себе являются восстановителями, или дают минимум трудноудалимого нагара (шлака). Расплавленный шлак защищает ванну от действия кислорода, а восстановитель отнимает его у окислов, которые успели образоваться. Флюсы требуются не для всех металлов или их пар.
Горелка запускается импульсом высокого напряжения или контактом между соплом и катодом в течение долей секунды. Загорается дуга, в горелку подают рабочий и защитный газы, а также охлаждающую воду в корпус анода (для мощных горелок длительного действия). Горелка прогревается до стабилизации плазмы и начинается операция сварки.
При сварке плавятся состыкованные края детали, в этот расплав вводится присадочный материал в форме ленты или прутка. При автоматической сварке подача механизированная. Сварка рассматривается как непрерывный процесс плавления и застывания металла в области шва и должна обеспечить монолитность шва, одинаковые механические свойства на всей длине, равную толщину шва, полное отсутствие раковин, посторонних включений и примесей.
Расплавленный шов довольно беззащитен по отношению ко многим факторам, поэтому для получения качества приходится создавать особые условия: до ванны, в ней самой, и после, в области кристаллизации расплава. Данные условия сильно зависят от свариваемых металлов.
![]()
Процесс сварки плазморезом
После окончания шва проверяется готовность горелки к очередной операции, так, чтобы шов не пришлось прекращать в процессе сварки не доводя до конца. Любое такое прерывание, если оно вынужденное, создает лишние механические напряжения, которые потом будет или трудно, или невозможно снять. По этой причине, сварку ответственных швов: сосуды (баки) для ракетной техники, корпуса морских судов, особенно подводных, сосуды для ядерной техники и т.п. варят при непрерывной подаче катодов на горелках с мощным охлаждением сопел.
Приёмы плазменной сварки
Существует достаточно много сплавов и их пар, которые ведут себя совершенно по-разному в расплаве. У них может быть разная вязкость по температуре, газообразование, смешиваемость в расплаве и скорость застывания. Кроме того, очень большую роль играют силы тяжести – масса ванны может оказаться достаточно большой, а поверхностное натяжение расплава достаточно малым. При этих условиях ванна просто протечет, если только она как-то не уплотнена, что возможно далеко не во всех случаях.
Техника и особенности процесса во всех пространственных положениях
В технике мы имеем дело с самыми разнообразными расположениями сварных швов. При сварке отдельных деталей работа немного облегчается тем, что расположение можно свести к горизонтальному, с горелкой, расположенной сверху.
![]()
Сварка отдельных деталей
Это наиболее выгодное расположение при сварке, но не всегда технологически возможное. Например, при варке шва на корпусе судна приходится располагать горелку как угодно – судно не повернешь в доке как игрушку. Поэтому для защиты ванны от растекания за допустимые пределы приходится подбирать выгодные положения горелки.
Например, при варке вертикального шва горелка находится немного ниже шва и плазменная струя направлена вверх. С помощью подбора угла наклона и расстояния до ванны удается “сдувать” стекающий металл наверх. Это делается динамически, по мере прохождения шва и требует хороших навыков при ручном выполнении.
Варить вертикальные швы следует снизу вверх.
Сварка плазморезом цветных металлов
Сразу нужно сказать, что плазма является лишь мощным источником местного нагрева. Если так можно выразиться, она лучше “сфокусирована”, по аналогии с фотографией. И в этом отношении, по “резкости” она уступает только лазерной сварке. Плазменная струя дает хорошее проплавление шва в узкой области. Все остальное поведение металлов зависит только от их химической природы.
Если по какой-то причине сплавы не переносят “легирования” вольфрамом, гафнием, или другими добавками в структуру шва, то в плазмотроне просто используют угольный катод. Иногда наоборот, приходится вводить в расплав промежуточный металл, чтобы шов не трескался в горячем или холодном состоянии.
Цветные металлы имеют меньшую, по сравнению с черными металлами, температуру плавления и довольно легко свариваются. Тем не менее, за счет большой теплопроводности этих металлов (напр. Cu Al Mn) требуется такой же, или даже больший по мощности источник нагрева.
Главная помеха сварке – образование оксидов. Пленки окислов не дают металлам сплавляться. У большинства цветных сплавов, а это сплавы на основе меди, окислы довольно легко восстанавливаются, поэтому варить их удается и при слабых восстановителях. Достаточно даже присутствия органических радикалов в плазме (сварка водно-спиртовыми и водно-ацетоновыми смесями).
Исключением является алюминий, чрезвычайно легко окисляющийся и образующий прочную связь с атомами кислорода. К тому же, окись алюминия очень тугоплавкое вещество. Здесь необходимо применение специальных флюсов и их постоянное присутствие в ванне.
Видео ролик — сварка алюминия
Для защиты от кислорода также применяют аргон, как наиболее распространенный и дешевый из инертных газов. Но он вполне эффективен только тогда, когда ванна обдувается со всех сторон. По этой причине очень сложно варить алюминий в присутствии ветра вне помещений. Сварка титановых сплавов также требует использования аргона. Причем аргон должен быть высшего качества.
Сварка тонколистового металла плазмотроном
При сварке тонких листов плазменную горелку не следует располагать слишком близко к металлу, так как при этом можно слишком легко выдуть его. Давление плазменной дуги на металл значительно (в 5-7 раз) выше, чем обычной. Сварочный ток необходимо ограничить величиной 12-14 и менее ампер. Иногда хватает и 1-2 А.
Совет: Тонкие листы металла обычно удобнее всего сваривать газовой сваркой. Сварка плазмой требует меньше оборудования (баллонов с газом, редукторов, шлангов), но зато требует больше специальных навыков от сварщика. Некоторые мастера, в основном, ювелиры и специалисты по лабораторному и научному оборудованию, могут сваривать микроплазмой на маленьком токе даже фольгу.
Сравнение технологии лазерной сварки с плазменной сваркой
Лазерная сварка производится мощными лазерами непрерывного или импульсного действия. Благодаря фокусировке пятна на очень малой площади удается получать очень высокие температуры. На луч света не действует магнитное поле или движение газа, лазер легко можно “подать” в труднодоступные места. Изменяя апертуру луча, можно очень плавно регулировать ширину зоны нагрева. Производительность лазерной сварки примерно в 50 раз выше дуговой. Например, лист стали 20 мм сваривается со скоростью 100 метров в час за один проход.
Однако, лазерной сварке присущи и недостатки: невысокий к.п.д. из-за значительного коэффициента отражения(0.1-2%) и очень высокая цена на оборудование. Несмотря на это, есть области, где лазерная сварка оказывается незаменимой, например, в электронной промышленности при изготовлении очень многих приборов, особенно миниатюрных. Поэтому обычно рабочее место лазерного сварщика для ручной работы выглядит не совсем подходящим для стройки или гаража:
![]()
Рабочее место лазерного сварщика для ручной работы
Сравнение: сварка аргоном или плазмой
Сварка аргоном – Gas Tungsten Arc Welding (на русский переводится немного длиннее: дуговая сварка вольфрамовым электродом в среде защитного газа) и плазменная сварка часто путаются между собой неспециалистами из-за внешней схожести оборудования и даже части расходных материалов. Между тем, это совсем разные процессы.
![]()
Аппарат для плазменной сварки
Отличие аргонной сварки от плазменной сварки
Аргонная сварка производится в атмосфере аргона при обычном давлении, плотность энергии в дуге не превышает таковую для простой сварки. Просто сварочная ванна защищается от действия кислорода, а вольфрамовый электрод практически не расходуется.
Плазменная сварка выполняется плазмотроном – генератором плазменной дуги в атмосфере повышенного давления. При этом достигается очень высокая температура в узком столбе плазмы. В отличие от дуги атмосферного давления, факел у плазменной дуги почти цилиндрической формы, давление на металл в 5-8 раз больше.
Аргон или плазма: что лучше
Каждый вид процесса хорош для своих целей. Аргоновая сварка имеет очень широкую область применения: можно варить практически все, что вообще способно образовывать сплавы с приемлемыми механическими свойствами. Очень широко используется аргоновая сварка в аэрокосмической промышленности, особенно в ракетной технике, где к тонким металлическим деталям и швам предъявлены очень высокие прочностные требования.
Плазменная сварка также имеет свои преимущества. Хотя наиболее широко плазмотроны используются для резки металла (т.к. очень быстро и ровно режут), для сварочных работ они тоже применяются. Например, там, где требуется минимальное коробление металла, выгодно уменьшать зону термического воздействия. Для этого как раз и хороша плазменная сварка.
Скорость выполнения плазменной сварки гораздо выше. Плазменная дуга горит значительно стабильнее обычной. К тому же, использование защитного газа “поверх” рабочего прибавляет плазменной сварке большую часть преимуществ аргонной сварки.
Плазменная сварка, без всяких сомнений, представляет большой интерес как мощный источник нагрева с малой областью воздействия. Тот факт, что запатентована она была еще в начале 60-х прошлого века, а в открытых источниках о ней до сих пор можно найти не так уж много информации, говорит о том, что эта технология попала в гражданскую промышленность от военных, которые тщательно скрывают все и всегда, просто по природе своего ведомства. А действительно ценные вещи они берегут пуще глаз до последнего. Таким образом, и для гражданских инженеров в промышленности, и для домашних умельцев тут открывается большое поле для самостоятельных исследований.
Читайте также: