Плазменная резка отверстий в металле
Обновлено: 25.04.2024
Плазменная резка осуществляется аппаратом под названием плазморез. Он создаёт поток высокотемпературного ионизированного воздуха (плазмы), который разрезает заготовку.
Принцип плазменной резки основан на свойстве воздуха в состоянии ионизации становиться проводником электрического тока.
Плазморез создаёт в плазмотроне плазму (ионизированный воздух, разогретый до высокой температуры) и сварочную дугу, которые осуществляют раскрой материала.
Устройство плазмореза
Плазморез состоит из нескольких блоков:
- источник электропитания; ;
- компрессор;
- комплект кабель-шлангов.
Источник электропитания
Источником электропитания может быть:
- трансформатор. Достоинством его является то, что он практически не чувствителен к перепадам напряжения электросети и позволяет резать заготовки большой толщины, а недостатком – значительный вес и низкий КПД;
- инвертор. Единственным его недостатком является то, что он не позволяет резать заготовки большой толщины. Достоинств много:
- при питании от него стабильно горит дуга;
- КПД на 30 % выше, чем у трансформатора;
- дешевле, экономичнее и легче трансформатора;
- его удобно использовать в труднодоступных местах.
Плазмотрон
Плазмотрон – это плазменный резак, с помощью которого разрезается заготовка. Он является основным узлом плазмореза.
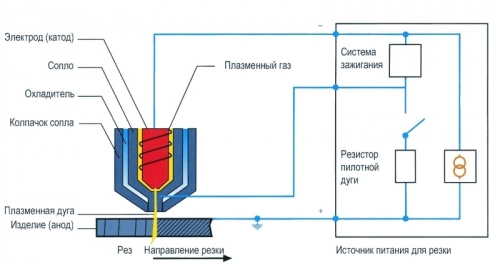
![Конструкция и схема подключения плазмотрона]()
Конструкция и схема подключения плазмотрона
Конструкция плазмотрона состоит из следующих составляющих:
Компрессор
Компрессор в плазморезе требуется для подачи воздуха. Он должен обеспечивать тангенциальную (или вихревую) подачу сжатого воздуха, которая обеспечит расположение катодного пятна плазменной дуги строго по центру электрода. Если этого не будет обеспечено, то возможны неприятные последствия:
- плазменная дуга будет гореть нестабильно;
- могут образоваться одновременно две дуги;
- плазмотрон может выйти из строя.
Принцип работы
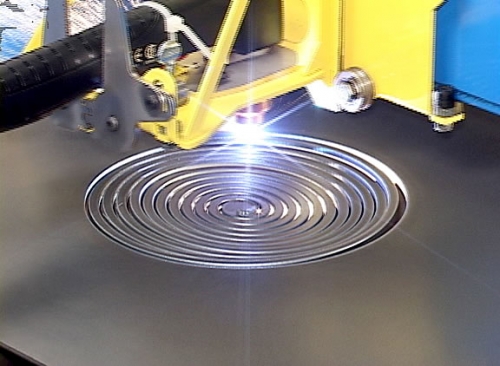
![Результат работы плазмотрона]()
Результат работы плазмотрона
Принцип действия плазмотрона заключается в следующем. Создаётся поток высокотемпературного ионизированного воздуха, электропроводность которого равна электропроводности разрезаемой заготовки (т.е. воздух перестаёт быть изолятором и становится проводником электрического тока).
Образуется электрическая дуга, которая локально разогревает обрабатываемую заготовку: металл плавится и появляется рез. Температура плазмы в этот момент достигает 25000 – 30000 °С. Появляющиеся на поверхности разрезаемой заготовки частички расплавленного металла будут сдуваться с нее потоком воздуха из сопла.
Технология
Технология плазменной резки металла вкратце может быть описана следующим образом. Плазменной обработке поддаются все виды металлов толщиой до 220 мм.
Эффект появляется после воспламенения плазмообразующего газа при образовании искры в контуре электрической дуги (между наконечником форсунки и неплавящимся электродом. От искры загорается поток газа, здесь же он ионизируется, превращаясь в управляемую плазму (с крайне высокой, 800 и даже 1500 м/с скоростью выхода).
В выходном отверстии, от сужения, происходит ускорение потока плазмообразующего носителя. Высокоскоростная плазменная струя позволяет получить температуру на выходе около 20 0000с. Узконаправленная струя в тысячи градусов буквально проплавляет материал в точечной области воздействия, нагрев вокруг места обработки незначительный.
Плазменно-дуговой способ используется с замыканием обрабатываемой поверхности в проводящий контур. Другой вид резки (плазменной струей) — работает при наличии стороннего (косвенного) образования высокотемпературного компонента в рабочей схеме плазмотрона. Нарезаемый металл не включен в проводящий контур
Резка плазменной струей
Раскрой заготовок плазменной струей применяется для обработки материалов, не проводящих электрический ток. При резке этим методом дуга горит между формирующим наконечником плазмотрона и электродом, а сам разрезаемый объект в электрической цепи не участвует. Для разрезания заготовки используется струя плазмы.
Плазменно-дуговая резка
Плазменно-дуговой резке подвергаются токопроводящие материалы. При выполнении резки этим методом дуга горит между разрезаемой заготовкой и электродом, её столб совмещен со струей плазмы. Последняя образуется за счет поступления газа, его нагрева и ионизации. Газ, продуваемый через сопло, обжимает дугу, придает ей проникающие свойства и обеспечивает интенсивное плазмообразование. Высокая температура газа создает высочайшую скорость истечения и увеличивает активное воздействие плазмы на плавящийся металл. Газ выдувает из зоны реза капли металла. Для активизации процесса используется дуга постоянного тока прямой полярности.
Плазменно-дуговая резка применяется при:
- производстве деталей с прямолинейными и фигурными контурами;
- вырезании отверстий или проемов в металле;
- изготовлении заготовок для сварки, штамповки и механической обработки;
- обработке кромок поковок;
- резке труб, полос, прутков и профилей;
- обработке литья.
Виды плазменной резки
В зависимости от среды, существуют три вида плазменной резки:
- простой. Этот метод подразумевает использование только воздуха (или азота) и электрического тока;
- с защитным газом. Применяются два вида газа: плазмообразующий и защитный, который сохраняет зону реза от влияний окружающей среды. В результате повышается качество реза;
- с водой. В этом случае вода выполняет функцию, аналогичную защитному газу. Кроме того, она охлаждает компоненты плазмотрона и поглощает вредные выделения.
Основанная на указанных принципах плазменная резка обеспечивает не только высокопроизводительное производство, но и совершенно пожаробезопасное: применяемые в технологии материалы не огнеопасны.
Видео
Посмотрите ролики, где наглядно объясняется, как происходит плазменная резка:
Принцип работы воздушно-плазменной резки металла
Воздушно-плазменная резка: на чем основан принцип осуществления. Плазма, производящая резку, является разогретым газом с высоким значением электропроводности . Его еще называют ионизованным. Генерируется плазма специальным дуговым элементом. Принято называть этот способ резки плазменным.
Обычная дуга сжимается плазмотроном. Ионизованный газ вдувается в нее, с помощью чего она может генерировать горячий воздух. Она способна производить обработку, при помощи повышенной температуры. Металл разрезается, плавясь при этом.
Осуществление обработки металла происходит благодаря, как плазменной дуге, так и струе. В первом варианте на металлическое изделие оказывается прямое воздействие, во втором — косвенное. Наиболее распространенным и действенным является метод резки с помощью действия напрямую. Для материала, который не обладает электропроводностью (как правило это неметаллические изделия) применяют способ непрямого влияния. При любом из вариантов разрезаемый материал не теряет агрегатного состояния и его конструкция слабо подвергается деформации.
Принцип работы плазменного резака
Плазмотрон – это техническое устройство, которое образует электрический разряд между электродом (катодом) и поверхностью обрабатываемого изделия (анодом), это происходит в потоке газа который образует плазму.
Принцип работы устройства: для охлаждения применяется вода или газ, для получения плазмы используется плазмообразующий газ. Поток входящего в камеру газа подвергается нагреванию до высоких температур после чего ионизируется, тем самым приобретает свойства плазмы. Плазмообразующий газ и охлаждающий подаются в различные каналы плазматрона. При подаче питания между катодом и соплом образуется так называемый вспомогательный разряд, визуально её можно видеть как небольшой факел.
Основная (рабочая дуга) образуется при касании второстепенного разряда обрабатываемой поверхности, которая в данном случае выполняет роль анода (плюс). Стабилизация разряда может осуществляться магнитным полем, водой либо газом, зачастую стабилизирующий газ является и плазмообразующим. После этого можно проводить резку материала, нанесение покрытий, сварку, наплавку или даже добычу полезных ископаемых, путём разрушения горных пород.
Условно конструкцию плазмотрона можно представить как несколько основных элементов:
- изолятор;
- электрод;
- сопло;
- механизм для подвода плазмообразующего газа;
- дуговая камера.
Конструкция и принцип работы плазмотрона с совмещенным соплом и каналом
Особенностью плазмотрона, использующего воздушно-плазменную резку является совмещение канала и сопла. Воздух проходит через канал сопла наружу. Принцип работы схож, при подаче электропитания промеж катодом и соплом образуется вспомогательный разряд. Воздух закрученный по спирали, стабилизирует и сжимает столб рабочего разряда. Он же предотвращает соприкосновение электрической дуги стенок соплового канала.
Типы плазмотронов
Плазмотроны можно условно разделить на три глобальных типа
- электродуговые;
- высокочастотные;
- комбинированные.
Устройства работающие на основе электрической дуги оснащены одним катодом, который подключен к источнику питания постоянного тока. Для охлаждения применяют воду, которая находится в охладительных каналах.
Можно выделить следующие виды электродуговых аппаратов
- с прямой дугой;
- косвенной дугой (плазмотроны косвенного действия);
- с использованием электролитического электрода;
- вращающимися электродами;
- вращающейся дугой.
Автомат: принцип работы
Станок плазменной автоматической резки имеет:
- пульт управления,
- плазмотрон
- рабочий стол для заготовок.
На пульте управления происходит корректировка предварительно установленных программ, если резка отклоняется от установленных параметров. Для оперативного исправления в процессе работы и выбора оптимальных режимов резания.
Через установленный на рабочем столе лист, пропускается электрический ток. Между поверхностью листа и плазмотроном пробегает первичная электродуга. В которой сжатый воздух, разогревается до состояния плазмы. Первичная дуга скрывается в раскаленной ионизированной струе, которая и режет металла.
Резка начинается с середины или с края. Чем чаще происходит прерывание дуги и зажигание новой искры, тем меньше становится ресурс сопла и катода. Грамотный оператор автоматической резки выбирает режимы резания по таблице и отталкиваясь от конкретных условий (толщина металла, диаметр сопла). Благодаря чему можно добиться значительного сокращения расходов. По окончанию операции, автомат самостоятельно оповестит оператора, выключит и отведет плазмотрон от материала.
Какие газы используются, их особенности
Плазменная резка металла представляет собой процесс проплавления и удаления расплава за счет теплоты, получаемой от плазменной дуги. Скорость и качество резки определяются плазмообразующей средой. Также, плазмообразующая среда влияет на глубину газонасыщенного слоя и характер физико-химических процессов на кромках среза. При обработке алюминия, меди и сплавов, изготовленных на их основе, используются следующие плазмообразующие газы:
- Сжатый воздух;
- Кислород;
- Азотно-кислородная смесь;
- Азот;
- Аргоно-водородная смесь.
Важно! Для некоторых марок металла недопустимо применение определенных плазмообразующих смесей (к примеру, для резки титана нельзя использовать смеси, содержащие в составе азот или водород).
Все газы, используемые при выполнении плазменной обработки, условно делятся на защитные и плазмообразующие.
В целях бытового назначения (толщина до 50 мм, сила тока дуги – менее 200 А) применяется сжатый воздух, который может использоваться как защитный, так и плазмообразующий газ, а в более сложных условиях промышленного назначения применяются другие газовые смеси, которые содержат кислород, азот, аргон, гелий или водород.
Достоинства и недостатки плазменной резки
Обработка металлов аппаратами или станками плазменной резки дает в работе целый ряд преимуществ.
- По сравнению с кислородной горелкой, плазморез обладает более высокой мощностью, и соответственно, производительностью, и по данному параметру уступает только лазерным установкам промышленного масштаба.
- Плазменная резка выгодна с экономической точки зрения при толщине металла до 60 мм. Для резки материалов с толщиной более 60 мм рекомендуется использовать кислородную резку.
- Современные плазморезы отличаются высокоточной и качественной обработкой металлов. Срез получается «чистый», с минимальной шириной, благодаря чему, практически не требует дополнительной шлифовки.
- Также, плазменно-дуговая обработка характеризуется универсальностью применения, безопасностью и низким уровнем загрязнения окружающей среды.
Из недостатков можно отметить скромную толщину среза (до 100 мм), а также невозможность одновременной работы двух плазморезов и соблюдение жестких требований к отклонениям от перпендикулярности среза.
Возможности плазменной резки
Сфера применения плазменной резки очень разнообразна, благодаря своей универсальности и диапазону обрабатываемых металлов и металлических сплавов. Автоматизированная и ручная плазменная резка материалов широко применяется на предприятиях и во многих отраслях промышленности для выполнения обработки:
- Труб;
- Листового металла;
- Чугуна;
- Стали (в т.ч. нержавеющей);
- Бетона;
- Отверстий;
- Фигурной и художественной резки.
Характеристики плазморезов позволяют выполнять обработку нержавеющей стали, что недоступно кислородным горелкам. Плазморезы практически незаменимы для обработки тонкой листовой стали. Особого внимания заслуживают ручные устройства, которые отличаются компактными размерами и экономичным потреблением электроэнергии. Технология плазменно-дуговой резки особенно ценится за выполнение чистого среза без «наплывов», что положительно влияет на скорость и точность выполнения работ, а также на производственные возможности предприятий.
Может ли плазменная резка отверстий стать легче?
Резка плазмой длинных разрезов для многих специалистов уже давно не проблема и не новинка, но проблемы чаще возникают когда плазменная резка отверстий выполняется на разных электропроводящих материалах под болтовое соединение. В основном вопрос вызывает качество такой резки. Итак, перейдем к рекомендациям, которые помогут сделать Вашу работу легче и лучше.
![plasma-cut]()
Настройка плазменной резки
Контроль высоты плазмы
Важность расстояния между обрабатываемым металлом и плазменным резаком имеет чрезвычайно важное значение для получения оптимального результата. Оно определяет как качество – так и длительность эксплуатации расходных материалов.
Контролируйте высоту плазмы. Расстояние между металлом и резаком при прожиге должно быть немного больше. В общем плане рекомендацию можно выразить таким образом: высота пробивки при плазменной резке в 1.5 – 2 раза должна превышать рекомендуемые значения. Например, если для пробивки рекомендуется высота между резаком и металлом 1,5 или 2 мм, то оператору необходимо сделать высоту 3 или 4 мм соответственно. Не забывайте, слишком низкая высота способствует быстрому износу оборудования.![troubleshooting-cnc-plasma-cutting-part-i-1]()
Определите место для прожига
Чтобы избежать растяжений и колебаний плазменной дуги нужно максимально точно локализировать центр для первоначального места пробивки. Такие действия предотвратят возможные проблемы. Во-первых, дуга успеет стабилизироваться еще до края отверстия. Увеличение силы давления и энергии требуют некоторого времени. Во-вторых, первоначально установив место для пробивки ближе к центру, вы снижаете вероятность колебаний дуги плазмы, так как на металлах часто есть окалина. Если обратить внимание на резку прямых линий при комбинированных методах, то там действуют те же правила.
![plasma-cutting-defects-of-holes]()
Контроль напряжения и высоты дуги
На автоматических системах медленная скорость реза, при прожигании отверстий с диаметром до 2.5 см может способствовать изменению высоты плазменной дуги. Чтобы такого не произошло для таких задач производится отключение контроллера напряжения дуги.
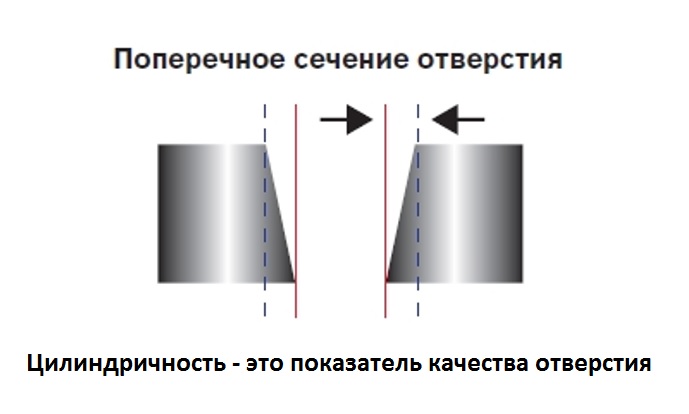
Параметры плазменной резки. Скорость
Для хорошего качества работы плазменный резак должен двигаться не спеша. Скоростью его перемещения должна составлять примерно 60%скорости на внешнем контуре. Это позволит избежать конусовидных отверстий. При этом возможна окалина.
![tsilindrichnost]()
Завершение работ
Приближаясь к завершению работ стоит не забывать особенности плазменной резки отверстий, особенно в трубах. Они требуют значительной точности выполнения работ. На многих системах не предусмотрено сбережение дуги после остановки резака в течении некоторого времени. Поэтому дуга должна гаснуть в вырезаемом отверстии (в рамках его контура).
Дополнительные средства, подбор расходных материалов для плазмы
Жидкость против налипания брызг, спрей, пасты
Специалисты предприятий все чаще начинают применять средства, защищающие поверхность обрабатываемого предмета от разбрызгивания расплавленного металла, который ухудшает внешний вид и эксплуатационные свойства металлоконструкций, плит, листового металла. К ним относятся жидкости, пасты и спрей для защиты от брызг при плазменной резке, сварке. Такие средства обеспечивает хороший внешний вид необработанных изделий, снижают трудоемкость работ.
Плазменная резка отверстий при обработке спреем на водной основе становится на порядок легче – дуга будет более стабильной. Нанесение такого средства на сопло и экран продлевает срок их службы.![sprej-protiv-nalipaniya-bryzg-spawmix]()
Расходники
Любая система и детали со временем изнашиваются. Проводя предварительный осмотр ваших инструментов, вы обеспечите качественную резку без эксцессов. Приблизив сильно близко к металлу резак, можно получить деформацию сопла, экрана в виде каверн, вмятин и других повреждений. Заменяйте вовремя изношенные детали.
Подбор расходников для плазменной резки отверстий и технологии
Получить оптимальные результаты для такого вида работа можно посредством применения расходных материалов для плазмотронов под тонкий металл. Для тех кто применяет аппараты плазменной резки Hypertherm, применяются расходники , которые зависят от толщины металла для реза (от 1 до 10 мм).
Важный момент. Технология резки True Hole, применяемая на аппаратах Hypertherm, обеспечивает высокое качество отверстий без дополнительных работ. Ранее плазменная резка отверстий посредством резаков без появления обозначеннных выше проблем была практически невозможной.Воздушно-плазменная резка металла
![Воздушно-плазменная резка металла]()
Воздушно-плазменная резка металла сочетает в себе эффективность и экономичность, что и определяет ее распространенность на предприятиях, чья работа связана с раскроем. Не менее важным является и тот факт, что данный способ обработки подходит для обработки практически любых металлов: черных, цветных, сплавов – главное, чтобы толщина материала не превышала определенных значений.
Качество работ напрямую зависит от типа оборудования и правильно выбранных условий реза. В нашей статье мы расскажем о вариантах воздушно-плазменной резки металла, о видах и устройстве плазмотронов, а также рассмотрим сферу применения данной технологии.
Суть технологии воздушно-плазменной резки металла
Главное достоинство данного метода состоит в том, что с его помощью удается обрабатывать металлы любых видов толщиной до 220 мм.
Кратко принцип действия воздушно-плазменной резки можно описать следующим образом: в контуре электрической дуги между наконечником форсунки и неплавящимся электродом образуется искра, от нее воспламеняется поток газа. Последний ионизируется, превращается в управляемую плазму. За счет сужения выходного отверстия происходит ускорение потока плазмы, в результате чего скорость ее выхода достигает 800–1 500 м/с.
Плазменная струя вырывается из сопла при температуре около +20 000 °C, поэтому без труда проплавляет материал будущего изделия. Немаловажно, что метод воздушно-плазменной резки металла обеспечивает точечное воздействие и минимальный нагрев области вокруг места реза.
При плазменно-дуговом способе предполагается замыкание заготовки в проводящий контур. Этого не происходит, если применяется резка плазменной струей, поэтому в рабочей схеме плазмотрона обязательным становится стороннее образование высокотемпературного компонента.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Плазменная струя используется при работе с материалами, которые не проводят электрический ток. В таком случае будущее изделие не может стать частью электрической цепи, поэтому дуга формируется между наконечником плазмотрона и электродом.
Плазменно-дуговой метод подходит исключительно для раскроя токопроводящих материалов, так как дуга горит между заготовкой и электродом, ее столб совмещен со струей плазмы. Плазма является нагретым ионизированным газом. Последний продувается через сопло, обжимает дугу, придает ей проникающие свойства, обеспечивает активное формирование плазмы.
Рекомендуем статьи по металлообработке
За счет высокой температуры обеспечивается высочайшая скорость истечения газа, а также повышается уровень воздействие плазмы на будущее изделие. Немаловажно, что при таком способе раскроя капли металла выдуваются газом из области обработки. Процесс активизируется при помощи дуги постоянного тока прямой полярности.
Плазменно-дуговая резка используется в таких сферах, как:
- изготовление деталей с прямолинейными, фигурными контурами;
- вырезание отверстий, проемов в металле;
- производство заготовок для сварки, штамповки, механической обработки;
- обработка кромок поковок;
- резка труб, полос, прутков, профилей;
- обработка литья.
Благодаря всем перечисленным принципам, плазменная резка обеспечивает высокую производительность труда и отвечает всем требованиям пожарной безопасности. Дело в том, что здесь используются только материалы, которые не горят.
![5 видов воздушно-плазменной резки металла]()
5 видов воздушно-плазменной резки металла
В данном случае для охлаждения и образования плазмы применяется только один газ: это может быть воздух или азот. Чаще всего в таких системах сила номинального тока не превышает 100 А, а значит, возможна воздушно-плазменная резка материалов толщиной в пределах 5/8 дюймов. Данная технология обычно применяется для ручной резки.
Один газ играет роль основы для будущей плазмы, а другой выполняет защитную функцию, не допуская попадания атмосферного воздуха в зону реза. В итоге обеспечивается более высокое качество обработки. Поскольку для формирования рабочей среды могут использоваться различные сочетания газов, этот способ входит в число наиболее распространенных.
Применяемый в данном методе принцип очень похож на описанный выше. Разница лишь в том, что вместо защитного газа используется вода. В результате достигается более качественное охлаждение сопла и заготовки, удается сделать более аккуратные резы на нержавеющей стали. Но такой вариант защиты может применяться только в сочетании с механизированными системами.
При данном виде воздушно-плазменной резки металлов газ используется для образования плазмы, а вода впрыскивается в саму дугу радиально или по контуру завихрения. Подобный подход позволяет значительно усилить сжатие дуги. Иными словами, повысить ее плотность, температуру, добиваясь силы тока в пределах 260–750 А. Именно такие показатели обеспечивают высококачественную обработку материалов вне зависимости от их толщины. Однако впрыск воды также допускается использовать только в механизированных системах.
Данный метод незаменим, когда нужно раскроить материалы толщиной менее 1/2 дюйма и в то же время добиться высочайшего качества реза. Чтобы наиболее точно передать контур будущего изделия, обработку осуществляют на низких скоростях. Использование самых современных технологий позволяет сильнее сжать дугу, а значит, добиться очень высокой плотности энергии. Прецизионная резка тоже может использоваться лишь в механизированных системах.
![Плюсы и минусы воздушно-плазменной резки]()
Плюсы и минусы воздушно-плазменной резки
Обработка металлов используется практически всеми промышленными предприятиями, чье производство имеет отношение к металлопрокату. Плазмотрон позволяет быстро выполнить целый ряд операций: раскрой листового материала на заготовки, декоративную фигурную резку, создание точных отверстий.
Помимо этого, аппараты воздушно-плазменной резки металла обеспечивают:
- Высокую производительность, хорошую скорость обработки. Если сравнивать с электродным методом, за аналогичный отрезок времени выполняется в 4–10 раз больший объем работ.
- Экономичность по сравнению с более традиционными методами раскроя материалов. Однако нужно понимать, что при использовании плазменного метода есть ограничения по толщине металла. Такая резка стали толщиной более 5 см является нецелесообразной и экономически невыгодной.
- Точность, ведь данная технология обеспечивает практически незаметные деформации, а значит, можно избежать последующей дополнительной обработки.
- Безопасность.
Благодаря всем названным достоинствам метод воздушно-плазменной резки металла получил широкое распространение в промышленности и даже в быту.
Правда, у него есть и ряд недостатков:
- Ограничения по толщине материала. Даже мощные установки могут похвастаться плотностью обрабатываемой поверхности только в пределах 80–100 мм.
- Жесткие требования, касающиеся обработки деталей. Мастер должен следить за сохранением в процессе раскроя угла наклона резака 10–50 градусов. В противном случае будет страдать качество реза, а комплектующие быстрее придут в негодность.
Сферы применения воздушно-плазменной резки
Интересующий нас способ считается универсальным. В строительстве и промышленности воздушно-плазменная резка лучше всего позволяет раскроить тонкие металлические листы, стальные рулоны, изготовить металлические штрипсы, подробить чугунный лом. Трубы любого диаметра также могут быть разрезаны с помощью центратора трубореза. Также аппараты для воздушно-плазменной резки металлов позволяют зачищать швы, удалять кромки.
В основном, данная технология используется в таких промышленных сферах, как:
- машиностроение;
- капитальное строительство;
- авиа- и судостроение.
Кроме того, в строительстве распространена художественная плазменная резка при изготовлении ограждений, беседок, разного рода декоративных элементов.
![Оборудование для воздушно-плазменной резки металла]()
Оборудование для воздушно-плазменной резки металла
Устройства для плазменной резки бывают:
- Ручные. Эти приборы для ручной плазменной резки используются в цехах и на объектах. Поскольку раскрой осуществляется вручную, не удается добиться высокого качества реза.
- Машинные, то есть системы для работы в условиях цеха. Они позволяют формировать идеальные резы даже при фигурном раскрое. Однако подобное оборудование отличается большими размерами и низкой мобильностью по сравнению с ручными устройствами.
По принципу работы аппараты для воздушно-плазменной резки металла делятся на:
- Контактные. Обеспечивают работу с токопроводящими материалами, используя раскраиваемую заготовку как анод – дуга возникает между металлом и электродом.
- Бесконтактные. Металл изделия не участвует в формировании дуги, она образуется между внутренним электродом плазмотрона и его наконечником.
По типу источника питания системы для воздушно-плазменной резки металла бывают:
- Инверторными. Они потребляют мало электроэнергии, требовательны к качеству электропитания, имеют небольшие размеры, при этом гарантируют стабильную дугу.
- Трансформаторные. Отличаются большим весом и габаритами, энергозатратны, но справляются с более длительной нагрузкой.
Во всех аппаратах используется примерно один принцип обработки заготовок. При помощи встроенного или выносного компрессора, баллона со сжатым воздухом газ через фильтр и осушитель подается в плазмотрон, в котором находится катод (электрод). После того как загорается дуга, образуется плазма, которая, вырываясь из наконечника плазмотрона, раскраивает лист металла толщиной от 1 мм.
Несмотря на то, что модели таких плазменных станков могут иметь разные характеристики, у такого оборудования есть общие элементы:
- система подачи газа в плазмотрон;
- стол для раскроя заготовок, укомплектованный поворачиваемой поверхностью;
- система креплений на магнитах, устройство для передвижения режущего инструмента;
- датчик для контроля высоты горелки над заготовкой;
- рельса из профиля с зубчатыми рейками;
- система ЧПУ.
Перед запуском станка составляется программа, в которую вводятся все необходимые параметры. Она позволяет системе работать без оператора либо требует его минимального участия.
Обработка заготовок плазмой на станках с ЧПУ имеет следующие достоинства:
- раскрой металлических листов сложной конфигурации осуществляется по установленным параметрам и обеспечивает высокую точность;
- низкие энергозатраты;
- отсутствие производственных издержек при работе станка, за счет чего повышается рентабельность производства;
- высокий уровень производительности;
- возможность обработки листов разного металлопроката, низколегированных и углеродистых сталей, чугуна толщиной 0,5–150 мм, при этом достигается качественный и чистый рез без необходимости финальной зачистки кромок;
- безопасность работы, так как не предполагается выхода газа, огня;
- наличие функции определения толщины разрезаемого листа;
- простая эксплуатация и обслуживание.
У таких устройств для воздушно-плазменной резки металлов лишь один минус: они не позволяют работать с титаном и высоколегированными металлическими листами толщиной более 100 мм.
Стол обеспечивает удобство, безопасность и высокую скорость раскроя. Сегодня существует богатый выбор таких устройств, поэтому можно выбрать модель для конкретных условий работы.
Стол состоит из съемных стальных пластин, которые могут быть заменены на новые при необходимости. Расстояние между пластинами зависит от пожеланий заказчика, ведь этот показатель выбирают с учетом планируемых параметров деталей. Последние не должны проваливаться во время раскроя. Если требуется, всегда можно изготовить дополнительные пластины, используя имеющийся стол и аппарат для воздушно-плазменной резки металла. Чаще всего производители бесплатно предоставляют инструкцию по их раскрою.
Под рабочим основанием стола находится внутренняя решетка, исключающая падение готовых деталей в контейнер для отходов.
Стол обязательно оснащается встроенным воздуховодом, ведь в процессе работы с металлами образуются пыль, дым и другие вредные для здоровья человека продукты. На установках шириной более 2,5 м подобные системы монтируются с двух сторон. Немаловажно, что все узлы конструкции рассчитаны на эксплуатацию в непростых условиях, поэтому их можно в короткие сроки и без труда заменить. При выборе модели стола важно учитывать имеющуюся для установки площадь, а также максимальную толщину обрабатываемых материалов.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Резка отверстий в металле
![Резка отверстий в металле]()
Резка отверстий в металле бывает востребована как в быту, так и в производстве. И если в первом случае параметром точности можно если и не пренебречь, но оставить его в широких рамках, то для промышленных деталей здесь предъявляются самые строгие требования.
Соответственно, для разных задач существуют и различные способы достижения результата. В быту можно воспользоваться болгаркой, для относительно небольших отверстий применяют сверление, а если требуется высокая точность – используют лазер. Также для этих целей служат плазменные резаки. Подробнее о каждом способе расскажем далее.
Лазерная резка отверстий в металле
В данном разделе мы не собираемся рассказывать о достоинствах резки лазером, к примеру, таких, как минимум отходов материала или высокая скорость работы. Дадим только важные сведения, касающиеся резки отверстий и окон в металле.
- Работа выполняется точно по проекту.
В отличие от сверла, луч лазера при резке не может повести, он направляется только в указанную сторону, по прямой. По сравнению с плазменной дугой, луч не мечется из стороны в сторону. Процессом управляет робот (ЧПУ – числовое программное управление), который не может отвлечься или расслабиться, совершив ошибку, как человек.
![Лазерная резка отверстий в металле]()
Благодаря ЧПУ детали полностью соответствуют проекту, размер отверстий будет одинаковым. При правильно написанной программе все изготовленные детали соответствуют первоначальному проекту.
- Очертания практически любой сложности.
Рассмотрим пример. В настоящее время наиболее быстрым и дешевым способом является координатная пробивка, позволяющая делать окна, имеющие обычные очертания. Края могут быть не совсем ровными, части изделия иногда повреждены, но стоимость такого производства значительно ниже лазерной резки. Однако речь ведь идет об окнах со стандартными очертаниями.
Координатный станок имеет пробивной элемент, чья форма определена заранее. Как формочки для игры в песочнице. При наличии квадратной формы невозможно сделать круглый куличик. Нужно сначала заказать круглую формочку. В принципе, это возможно. Однако что делать, если необходим кулич в виде логотипа фирмы. Можно заказать форму для изготовления логотипа, правда, производство уже не будет ни дешевым, ни быстрым.
Лазерный же станок в состоянии выкроить фигуру как стандартной, так и самой сложной конфигурации. Оператор задает программу, в ходе выполнения которой луч двигается в нужном направлении. При этом не имеет значения замысловатость вычерчиваемой формы.
- Минимальный диаметр отверстий более 1 мм.
Еще одним важным моментом является точность выполнения резки. При работе плазменным аппаратом, делающим резку также по координатам, происходит скругление углов. Проблема заключается в толщине сечения плазменной дуги, которая больше, чем луч лазера. Плазменной дугой можно выполнять резку сложных очертаний, но по факту они могут не совсем соответствовать запланированным.
То же самое относится и к минимальному размеру отверстий. Диаметр круга, вырезанного лазерным лучом, равен толщине материала и не может быть менее 1 мм. Диаметр отверстия, вырезанного плазменной дугой, равняется толщине материала, умноженной на 1,5, но не менее 4 мм.
- Края отверстия высокого качества.
Лазерная резка отверстий в металле делает края материала, наиболее близкие к идеальным. При плазменной резке края получаются недостаточно вертикальными, а при пробивке они слегка загибаются.
Несмотря на приближенность к идеальным, края металла все же не совсем соответствуют ему. При лазерной резке сравнительно толстых металлических листов, отверстия также имеют небольшую конусность, то есть входной диаметр немного меньше выходного. Но только на толстых. Лазерной резке же в основном подвергаются листы материала толщиной 1, 2, 4 мм, а на них конусность различить достаточно сложно.
![Края отверстия высокого качества]()
- Какой металл подходит для резки отверстий.
Вид металла влияет на максимально возможную толщину листа, в которой можно произвести резку отверстия:
При производстве дверей, панелей или корпусов иногда требуется сделать перфорацию металла. Перфорация – это разбросанные на плоскости отверстия, иногда выполненные в виде рисунка, которые необходимы для вентиляции. В состоянии ли лазерный станок сделать ее?
В принципе, да! Но это экономически не очень целесообразно. Причина кроется в том, что дешевле и проще сделать дырки пробивным станком, ведь ему будет достаточно одного удара. Луч лазера же должен выполнять резку каждого отверстия. Близкое их расположение, длинный рез может привести к перегреву материала и заготовку поведет. В большинстве случаев лазерная резка не приводит к перегреву и ведению металла, но при выполнении перфорации это может произойти. Кроме того, резка лазером излишне дорога.
При необходимости снабдить изделие перфорацией можно поступить следующим образом: взять уже готовый перфолист и вырезать из него кусок нужного размера. На основной детали вырезается кусок такого же размера. Затем перфолист нужно вставить в данное окно. Закрепление проходит контактной сваркой.
Возможна ли точная резка отверстий в металле плазмой
Плазмой можно делать длинные резы, это подтверждается профессионалами и не является новинкой. Сложности появляются при изготовлении отверстий методом плазменной резки в проводящих электричество металлах для соединения частей болтами. При этом качество вызывает большие вопросы. Рассмотрим рекомендации, способные улучшить качество работы и облегчить ее.
В процессе резки очень важно выдерживать определенное расстояние между поверхностью металла и резаком. Оно влияет на качество изделия и на срок службы расходных материалов.
Необходимо тщательно подбирать высоту плазмы. При резке расстояние между резаком и обрабатываемым материалом необходимо делать чуть большим. Общий совет: высота пробивки при использовании плазмы должна быть выше рекомендуемой на 50–100 %. Рассмотрим пример: рекомендуемая высота для проведения резки – 2–2,5 мм, профессионал при этом будет работать на расстоянии 4-5 мм. Необходимо помнить, что излишне малое расстояние приводит к ускоренному износу аппаратуры.
![Возможна ли точная резка отверстий в металле плазмой]()
Точно локализованное место первоначальной пробивки поможет предотвратить колебания дуги и растяжений, а также иные проблемы. Во-первых, произойдет стабилизация дуги еще до достижения ею края отверстия. Как энергия, так и сила давления должны увеличиваться постепенно. Во-вторых, колебания плазменной дуги, возникающие из-за наличия на металле окалины, можно практически полностью убрать, определив место для пробивки непосредственно около центра. Для комбинированных методов резки прямых линий применяются те же правила.
- Контроль высоты и напряжения дуги.
Невысокая скорость резки, присущая автоматическим системам, влияет на изменения в высоте дуги в процессе изготовления отверстий диаметром меньше 25 мм. Для предотвращения этого перед началом резки происходит отключение контролера напряжения плазменной дуги.
Скорость перемещения резака для изготовления высококачественных отверстий должна быть достаточно медленной. Она не может превышать 60 % скорости резки внешнего контура изделия. Такое замедление не дает образоваться конусовидным отверстиям. Однако появления окалины не избежать.
Плазменная резка отверстий имеет свои особенности, более всего это касается их изготовления в трубах. И главной особенностью является высокая точность работ. Большинство видов плазменного оборудования не могут после прекращения резки сберегать дугу, даже незначительное время. И она гаснет непосредственно в рамках контура изготавливаемого отверстия.
![Получение отверстий в металле сверлением]()
Получение отверстий в металле сверлением
Просверлить отверстия высокого качества в металле поможет правильный выбор оборудования и грамотно проведенная подготовительная работа. Помимо этого, большое значение для эффективности резки имеет надежность аппаратуры и используемых сверл.
Ниже представлены основные виды отверстий, а также методы их получения:
- Сквозные. Данный вид изготавливается путем полного прохода (насквозь) заготовки. Основной особенностью данного метода резки является значительное уменьшение сопротивления материала после выхода сверла с изнаночной стороны изделия. При недостаточном контроле аппарат может резко опуститься и сверло упрется в верстак, что иногда приводит к поломке оборудования или заклиниванию. Для предотвращения этого используют защитные покрытия столешницы (верстака): деревянную (металлическую) многослойную подкладку или простой брусок со сделанным насквозь отверстием.
Если резка происходит на станке, то профессионалы советуют перед окончанием работы переходить на подачу вручную. При разрезании тонкостенных изделий применяют перьевые сверла, так как обычные спиральные могут повреждать их края.
Если же система контролируемой подачи сверла отсутствует, то применяют регулируемый или втулочный упор. Помимо этого, можно использовать глубиномер или простую линейку. Однако это неудобно и сильно замедляет работу, поскольку требуется удалить сверло из отверстия, вычистить стружку, а затем измерить глубину.
Изготовление отверстий на цилиндрических поверхностях металла также относится к сложным видам резки. Перед началом подобной работы необходимо положить подкладку из древесины или пробки.
![Можно ли вырезать отверстие в металле болгаркой]()
Можно ли вырезать отверстие в металле болгаркой
Описанные выше методы относились к промышленным способам резки металла. Для использования на производственных предприятиях болгарка не подходит. Данный инструмент более всего применим в условиях мелкого производства, дома, когда необходим мелкий ремонт или строительство. Точность, с которой выполняется резка, невелика. Однако она и не требуется.
Рассмотрим пример. Для этого используем швеллер 12 и лист металла в 2 мм.
Для начала наносим керны и отмечаем две окружности с помощью штангенциркуля, но не измерительного, а специального, или обычного циркуля по металлу, поскольку простым по металлической поверхности чертить нежелательно. Впрочем, при неимении иного можно и им провести разметку – не сотрется. Основная задача заключается в резке круглой заготовки из листа металла, в основании же швеллера толщиной 0,5 см необходимо сделать круглое отверстие.
Процессу резки предшествуют подготовительные мероприятия: подбор и установка на болгарку стертого диска наименьшего диаметра.
Проводим разметку листа металла и швеллера. После чего производим еле заметный неглубокий запил установленным диском. Болгарку необходимо вести равномерно, не меняя скорости, и постоянно поворачивать ее по окружности.
Следом полностью отрезаем кусок металла с обозначенной окружностью. После чего несколькими надрезами осуществляем полный прорез от внешней границы куска и до окружности. В швеллере делаем все в обратном порядке. Производим резку окна в центре круга, после чего идем полными запилами к окружности. Таким образом получаются сегменты. При работе с толстым металлом запилов для сегментов нужно делать побольше для более удобного их удаления.
Таким образом и происходит резка двух окружностей: из листов металла толщиной 2 мм и 0,5 см.
Однако существует и иной способ резки. При его использовании нет необходимости нарезки небольших сегментов.
На листе металла толщиной 0,5 см намечается окружность с помощью штангенциркуля. Затем, как и в предыдущем случае, делаем небольшой рез маленьким диском. После чего болгаркой по уже намеченному кругу продолжаем делать неглубокие резы, проходя круг за кругом. Скорость резки должна быть стабильной, а инструмент надо поворачивать в сторону окружности. Резка происходит до окончательного отделения круга.
Мы рассказали о способах работы болгаркой при резке круглых отверстий. Рассмотрим теперь отклонения от заранее заданных размеров, которые возможны при резке этим инструментом.
В процессе вырезания круга отклонения будут минимальными, в пределах 2 мм. Если же выполнять рез иначе, то запил будет забирать много материала. Если необходимо сохранить точные размеры окна, то при первоначальной разметке требуется увеличение диаметра на 0,6–0,8 см.
Если выполняется резка толстого металла для размещения потом в нем, например, трубы или втулки, то диаметр при разметке должен быть увеличен на 0,4–0,6 см.
Режем металл плазменной технологией
![]()
Виды сварки
Плазменная резка – новая великолепная технология, позволяющая разрезать металлы солидной толщины и любой природы, даже самой капризной. В качестве режущего предмета выступает не нож, а плотная струя плазмы, которая позволяет формировать идеально точный рисунок реза в единицу заданного времени.
Этот способ работы с металлом содержит множество достоинств, которые мы разберем ниже. А сейчас начнем с физики – нужно разобраться с сутью процесса.
Физика плазмы
Технология плазменной резки металла отдает главную женскую роль нашей любимой электрической дуге. Он формируется между электродом и соплом. Иногда вместо электрода выступает металл, который нужно разрезать. Разберемся, что такое плазменная резка.
Начало процесса – включение источника электрического питания и подача тока высокой частоты в плазменный резак. Источник питания включается автоматически после нажатия тумблера розжига в аппарате.
Сначала формируется так называемая промежуточная дуга – она имеет временный характер и соединяет электрод с наконечником сопла резака. Нагревается эта дежурная дуга до уровня температуры около 8000°С.
Это важный момент общего процесса плазменной резки – нужно помнить, что настоящая дуга между электродом и металлом образуется не сразу, а через ее промежуточный вариант.
Следующий этап процесса – поступление воздуха из компрессора, который обычно прилагается к аппарату резки металла. Компрессор подает воздух в сжатом виде. Этот воздух поступает в камеру плазмотрона, в котором находится и уже раскалена временная электрическая дуга.
Дуга нагревает сжатый воздух, объем которого при нагреве увеличивается во много раз. Дополнительно к нагреву и увеличению объема воздух начинает ионизироваться и трансформироваться в настоящий проводник электрического тока. Он превращается в ту самую плазму
Малый диаметр сопла дает возможность разгонять поток этой раскаленной плазмы до огромных скоростей, с которыми струя вылетает из аппарата. Скорость потока может достигать трех метров в секунду.
![плазменная резка]()
Схема работы плазменной резки.
Температура воздуха – запредельная, вплоть до 30 000°С. При этих условиях электрическая проводимость воздуха – плазмы практически равна проводимости разрезаемого металла.
Настоящая конечная дуга появляется мгновенно, как только поток плазмы достигает и касается поверхности металла. Временная дуга, в свою очередь, автоматически выключается. Металл начинает плавится точно в месте среза.
Жидкие металлические капли сразу же сдуваются струей сжатого воздуха. Это и есть принцип плазменной резки. Как видите, все просто, логично и понятно.
Классификация видов плазменной резки
Виды плазменной резки будут зависеть от среды, в которой проводятся работы по металлу:
Простой
Главное отличие способа – ограниченность электрической дуги. Для резки используется электрический ток и воздух. Иногда вместо воздуха применяются газ в виде азота. Если металлически лист тонкий – всего несколько миллиметров, процесс можно сравнить с лазерным разрезанием.
При этом способе толщина металлов не должна превышать 10-ти мм. Способ отлично работает для низколегированных сплавов стали и других мягких металлов. Режущим элементом выступает кислород, из которого формируется сжатая струя, превращающаяся в итоге в плазму.
В разрезах получаются очень ровные кромки, не требующие дальнейшей доработки.
С применением защитного газа
При этом способе вместо воздуха используются защитные газы, которые превращаются в плазменный поток после преобразования в плазмотроне. Качество срезов в данном случае значительно повышается благодаря отличной защите процесса от воздействия окружающей среды.
Газ для плазменной резки не представляет из себя ничего необычного: это может быть водород или аргон – «газовая классика».
С водой вместо воздуха
Отличны способ со многими преимуществами, одно из которых – отсутствие необходимости в дорогостоящей и громоздкой системе охлаждения.
Существуют и другие критерии классификации плазменной резки. К примеру, виды резки бывают разделительными и поверхностными. Первый из них используется чаще.
Еще один параметр – способ резки. Один вид — резка дугой, в котором разрезаемый металл выступает в качестве элемента электрической цепи. Другой вид – резка струей, когда электрическая дуга соединяет электроды, а не металлическую заготовку.
Плазменные резаки представлены на рынке в самых разнообразных вариантах, так что их можно классифицировать по маркам, производителям и многим другим техническим и торговым параметрам.
Есть, например, ручная плазменная резка – самый демократичный способ и по цене, и по простоте исполнения. Есть машинные автоматические технологии, устройства для которых намного дороже и сложнее.
Преимущества резки плазмой
![резка плазмой]()
Принцип работы плазменной резки.
Самой близкой технологией является лазерная резка металлов, поэтому логично будет перечислить преимущества в сравнении с «соседкой»:
- Плазменной резке по плечу металлы любой природы, в том числе цветные, тугоплавкие и другие, сложные для обработки.
- Скорость процесса значительно выше, чем резка газовым резаком.
- Одна из значительных особенностей – возможность производить резы любой формы, включающие и геометрические узоры, и фигурную резку самой высокой сложности. Иными словами, резка с помощью плазмы – это реализация самых смелых творческих идей по металлу и другим трудно поддающимся материалам. нипочем любая толщина металла: скорость и качество никоим образом не теряются.
- Этому способу поддаются не только металлы, но и другие материалы: он вполне универсальный.
- Резка плазмой и быстрее, и эффективнее по качеству кромки, чем любые другие механические способы резки.
- В данном методе возможна работа не только перпендикулярно к поверхности металла, но под углом, что помогает освоить широкие листы металла.
- С экологической точки зрения это вполне благополучный вид работы с металлом с минимальным выбросом вредных веществ или загрязнений в воздух.
- Отличная экономия времени из-за отсутствия необходимости предварительно нагревать металл.
- Поскольку в методе не используются взрывоопасные газовые баллоны, он значительно безопаснее, чем другие способы.
Недостатки плазморезки
Ни один способ обработки металлов не обходится без недостатков, и плазменная резка здесь не исключение.
Недостатки плазменной резки следующие:
- Дороговизна всего модельного ряда аппаратов для плазменной резки, включая даже самые простые ручные варианты.
- Пределы толщины металла для резки плазмой: предельная толщина всего 100 миллиметров.
- Это шумный способ работы, потому что сжатый воздух или газ подаются с огромной скоростью.
- Оборудование непростое, дорогое и требующее грамотного и постоянного технического обслуживания.
Советы и нюансы
Еще одной отличительной положительно характеристикой метода является то, что во время процесса происходит нагрев лишь небольшого локального участка. Да и остывает этот участок намного быстрее, чем при лазерной или механической резке.
Охлаждение необходимо только для двух составных элементов – катода и сопла, как самых нагруженных. Это без проблем производится с помощью рабочей жидкости.
![схема работы плазмореза]()
Плазменная дуга и струя. Дуга начинает работать стабильно в результате рабочего соотношения катода и сопла с паром из сжатого раскаленного воздуха. На катоде локализуется отрицательный заряд, на наконечнике сопла – соответственно положительный. В результате этого образуется промежуточная дуга.
Лишняя влага впитывается специальным материалом, который находится в резервуаре камеры плазмотрона.
Правила безопасности при данном методе имеют строжайший характер, потому что все аппараты плазменной резки могут быть очень травматичными для мастера. Особенно это касается моделей с ручным управлением.
Все будет в порядке, если вы будете соблюдать рекомендации по защитной амуниции мастера: щиток, затемнённые очки, защитные ботинки и т.д. В этом случае вы сможете уберечься от главных факторов риска данного метода – капель расплавленного металла, высокого напряжения и раскаленного воздуха.
Еще один совет по безопасности – ни в коем случае не стучать резаком по металлу для удаления металлических брызг, как это делают некоторые мастера. Вы рискуете повредить аппарат, но главное – поймать кусочки расплавленного металла, например, лицом или другой незащищенной частью тела. Лучше поберечь себя.
Экономия расходных материалов занимает не последнее место в эффективной резке. Для этого зажигаем электрическую дугу не слишком часто, а точно и в срок, чтобы не обрывать ее без надобности.
Экономия ресурсов также распространяется на силу и мощность тока. Если рассчитать его правильно, вы получите не только экономию, но и отличный срез без заусениц, окалины и деформации металла.
Для этого следует работать по следующей схеме: сначала подать ток высокой мощности, сделать пару – тройку разрезов с его помощью. Если сила и мощность тока великоваты, на металле сразу же будет образовываться окалина из-за значительного перегрева.
После осмотра срезов будет ясно, оставить ток на этом уровне или изменить его. Иными словами, работаем экспериментально – малыми пробами.
Как работать плазморезкой?
![плазменный генератор]()
Электрическая схема плазменного генератора.
Резка металлов с помощью плазменного потока — слишком серьезное дело, чтобы заниматься им без предварительного изучения и тщательной подготовки. Это поможет вам сделать резку эффективнее со всех точек зрения, и, что весьма немаловажно, минимизировать риски, связанные с производственными опасностями.
Прежде всего нужно знать принцип работы плазменной резки – видеть картинку физических явлений целиком.
Плазменную горелку следует держать очень близко к поверхности и краю металла, в отличие от лазерной резки. Когда тумблер с «пуском» включится, первой загорится временная электрическая дуга, и только затем – настоящая, которая будет главным режущим элементом. Горелку с режущей дугой нужно вести по материалу ровно и медленно.
Скорость резки следует строго контролировать. Это можно делать, наблюдая за искрами с обратной стороны листа разрезаемого металла. Если этих искр нет, то это значит, что разрезка металла произошла неполная.
Такое может произойти по нескольким причинам: из-за слишком большой скорости ведения горелки или прохождения аппарата, либо слишком недостаточной мощности подаваемого тока, либо несоблюдения прямого угла в 90° между горелкой и поверхностью металла.
Дело в том, что полная проплавка металла происходит лишь при наклоне плазморезки к поверхности металла под прямым углом и ни градусом больше или меньше.
После завершения работы резак нужно наклонить. Воздух будет выходить и после выключения аппарата – непродолжительное время.
Перед работой невредно изучить схему вашего аппарата: именно в ней можно прочитать самую достоверную информацию по допускаемой толщине металла, который можно прорезать или сделать в нем отверстие. Устройство плазменного резака может различаться, все зависит от функций его назначения.
Выбор аппарата для плазменной резки
Покупка любого технического оборудования – дело, для которого не нужно жалеть времени и усилий: слишком высок риск неудачного решения и потери денег. А деньги здесь немалые, вы не найдете плазменного резака дешевле 500 USD в принципе.
Сначала разбираемся с параметрами и техническими характеристиками прибора.
Выбор нужно делать только под свои планы и нужды. Задача – найти не самый лучший резак, а самый подходящий для вас по принципу «здесь и сейчас».
Две большие группы плазморезов – это инверторные и трансформаторные. Названия говорят сами за себя.
![плазменная струя]()
Открытая и закрытая плазменная струя.
Если вам нужен компактный резак для работы с металлами небольшой толщины, вы можете остановить свой выбор на резаке инверторного типа. Они забирают немного энергии, легкие и с небольшими габаритами.
Вместе с тем работают они с перерывами и легко выходят из строя при перепадах сетевого напряжения. Цена на такие приборы вполне умеренная, из всех плазморезов это самые недорогие.
Другое дело – трансформаторные резаки. Здесь и с габаритами, и с весом «все в порядке»: серьезные аппараты по всем параметрам.
Энергии потребляют много, зато работать они могут практически без перерыва в течение целого дня. И толщина металла может быть побольше, чем при резке инверторной моделью. Стоимость таких устройств высокая – от 3000 до 20000 USD.
Выбор плазменного резака по мощности
Рассуждения начинаем со свойств и технических характеристик деталей, которые вы планируете обрабатывать и резать. Именно это этого рассчитывается мощность режущего прибора, потому что в нем будут различаться и сопло по своему диаметру, и тип используемого газа.
Применение плазменной резки – область чрезвычайно широкая, поэтому говорить нужно только о ваших конкретных нуждах.
К примеру, если толщина металлических заготовок около 30-ти мм, вам будет вполне достаточно резака с мощностью 90А. Он легко справится с вашим материалом.
А вот если ваш металл потолще, ищите подходящую модель в диапазоне мощности от 90 до 170А.
Выбор резака по времени и скорости разрезания материала
Скорость плазменной резки металла измеряют в сантиметрах за одну минуту. Эта скорость у разных аппаратов тоже разная и зависит от их общей мощности и природы разрезаемого металла.
Например, при всех прочих равных медленнее всего режется сталь, чуть быстрее – медь и ее сплавы. И еще быстрее – алюминий со своими алюминиевыми сплавами.
![резка металла плазмой]()
Устройство плазменного резака.
Если для вас важна скорость, не забывайте о таком показателе, как длительность работы без перегрева, то есть без перерыва. Если в технической спецификации к аппарату написано, что длительность работы 70%, это означает, что после семи минут резки аппарат должен быть выключенным в течение трех минут, чтобы остыть.
Среди трансформаторных резаков встречаются чемпионы с продолжительностью работы в 100%. Иными словами, они могут работать целый день без отключения. Стоят они, конечно, немало. Но если у вас впереди длинные разрезы, думайте о покупке «чемпионских» трансформаторных плазменных резаков.
Пара слов о горелке
Снова оцениваем природу металла или другого материала, который планируем разрезать. От этого будет зависеть мощность горелка плазмореза. Она должна быть достаточной для качественного реза.
При расчетах нужно учитывать факт, что вы можете встретиться со сложными условиями работы, которая, как назло, должны быть произведена в самые короткие сроки, то есть резка должна носить выраженных интенсивный характер.
Во многих источниках рекомендуется выбирать сопло из меди: оно прочное и отлично охлаждается воздухом, намного быстрее, чем сопла из других металлов.
Рукоятку горелку не упускаем из зоны внимания, это важная часть для комфортной, а значит качественной работы. На рукоятке можно зафиксировать дополнительные элементы, которые помогут держать сопло на одинаковом расстоянии от поверхности металла. Данный совет распространяется только на ручные модели аппаратов.
Если вы собираетесь резать тонкий металл, выбирайте модель с горелкой, которая предназначена для поступления воздуха.
Если же ваши планы связаны с массивными толстыми заготовками, покупайте резак с горелкой для приема защитного газа – азота, например.
Читайте также: