Пленка для гибки металла
Обновлено: 04.10.2024
В процессе гибки листового металла часто возникают ситуации, когда требуется сохранить лицевую поверхность детали от царапин, образующихся в результате контакта листа с плечами ручья матрицы в начальной фазе гибки. Наличие тонкой защитной пленки на листе не всегда позволяет избежать царапин, пленка сдирается на отдельных участках и на листе остаются видимые следы повреждений.
Для таких ситуаций фирма TECNOSTAMP предлагает целый набор решений:
- защитная полиуретановая пленка различной толщины с системами натяжения полиуретановые матрицы-вкладыши
- полиуретановые вставки с отверстиями или фрезеровкой под конкретную задачу
- вращающиеся цилиндрические вставки в основании ручья матрицы
- увеличенный радиус на плечах матрицы с вращающимися полусферами UNIBEND
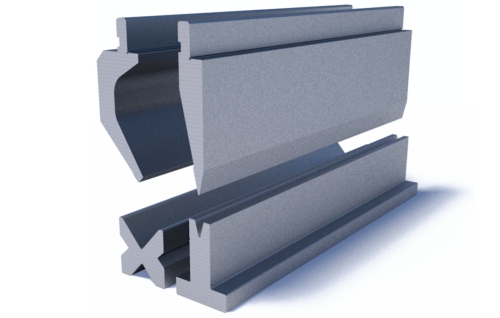
Новое поколение матриц для листогибочных прессов
При гибке металлического листа часто возникают задачи, которые не решить с помощью обычного гибочного инструмента. Такими задачами могут быть, например, отгибка минимальной кромки, гибка листа без повреждения поверхности или обработка листа с отверстиями, располагающимися рядом с линией гиба. Предприятия, которые нашли решения данных проблем, как правило, получают существенное преимущество перед своими конкурентами, это дает им возможность производить продукцию лучшего качества, недоступную по технологическим возможностям для конкурентов.
Матрицы с вращающимися полусферами WILA ROTABEND (UNIBEND, WING BEND, UKB FLEXO, ROLLA-V) уже давно используются на листобрабатывающих производствах в Европы, США и Японии , но среди российских предприятий эта технология только в последние несколько лет начала получать распространение.
Принцип работы и преимущества ROTABEND матриц:
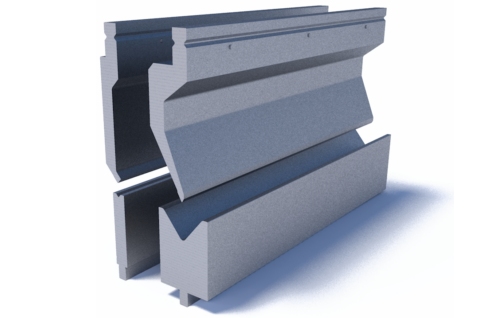
ROTABEND матрица имеет две подвижные полусферы, установленные поверх тела матрицы. В процессе гибки лист устанавливается на плоской поверхности полусфер и при опускание пуансона полусферы поворачиваются следуя за движением заготовки. Вращающиеся полусферы матриц ROTABEND в процессе гибки поддерживают лист на большой плоскости соприкосновения, в отличии от традиционных V-матриц, когда заготовка при гибке касается двух точек на краях плеча матрицы. Это дает ряд преимуществ:
— отсутствие царапин на поверхности материала, что является всегда недопустимым при работе с окрашенными металлами, зеркальным нержавеющим листом и полированным алюминием.
— при гибке перфорированного листа отверстия не деформируются, даже если они находятся рядом с линией гиба.
-Возможность получения минимальной полки листа, в то время как на стандартных V-матрицах размер минимальной полки ограничен значением равным половине ширины ручья матрицы
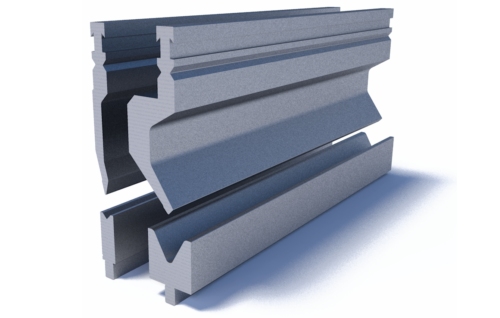
Серия ROTABEND матриц представлена несколькими моделями, позволяющими работать с толщинами листа от 0,3 до 6мм, при этом каждая матрица может быть использована для широкого диапазона толщин, что снижает время переналадки и потребность в использования нескольких типоразмеров традиционных V-матриц. Матрицы ROTABEND подходят для использования на всех типах листогибочных прессов.
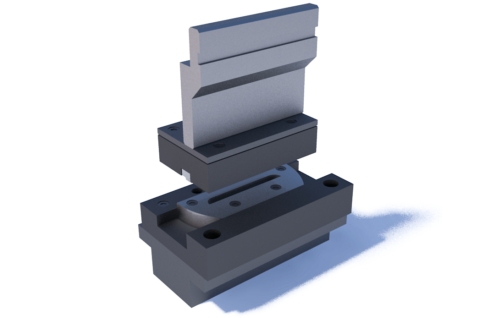
Гибочный инструмент, инструмент для листогибочных прессов UKB GmbH

Гибочный инструмент для листогибочных прессов в промышленной терминологии - специализированный инструмент для станков ручного и полу- и автоматического типа (кроме гибочных станков с поворотной балкой) для деформации листового металла. В базовом понимании классифицируется как верхний инструмент - пуансоны, которые устанавливаются на верхнюю, подвижную часть пресса, то есть рабочую балку и нижний инструмент - матрицы, устанавливаемые на неподвижный стол. С помощью позиционирования пуансона, который осуществляет движение к матрице по линии гиба, формируется необходимый угол и, соответственно, гиб детали. Различные конфигурации пуансонов и матриц обеспечиваются различные гибы по углам, тоннажу, внутреннему радиусу и т.д., включая необходимое отсутствие столкновений детали с инструментом при выполнении операций гибки. Также с помощью специальных конфигураций, либо настроек листогибочного станка выполняются вспомогательные операции, типа чеканки, плющения, прессовки и т.д.
Мы являемся профессиональными поставщиками гибочного инструмента компании UKB GmbH (Германия) для листогибочных прессов основных инструментальных систем и предлагаем нашим заказчикам, как подбор по номенклатуре, так и профессиональное консультирование наших клиентов по гибке их специализированных изделий.
Мы обеспечиваем максимально высокое качество поставляемого гибочного инструмента, только европейское исполнение и поставка всей гаммы продуктовой линейки: пуансоны, матрицы, адаптеры, держатели, прижимы и зажимы для пуансонов и матриц, клиновидные проставки, пуансонодержатели и вставки к ним, а также специализированные исполнения для радиусных и специализированных гибов.
Наш большой опыт позволяет нашим клиентам получить наиболее профессиональное консультирование в области гибочных технологий и применяемого инструмента, кроме того, наше сотрудничество с большим количеством наиболее высококлассных европейских производителей дает нам возможность предоставлять комплексные решения даже по самым сложным проектам, либо комплексные поставки инструмента разных инструментальных систем.
Гибочный инструмент Promecam / Amada / Euro Style
Система гибочного инструмента Amada-Promecam или Promecam или Euro Style - на сегодняшний момент наиболее распространенная система оснастки для листогибочных прессов в мире и используется в станках Amada, Prima Power, LVD, всех основных турецких и азиатских производителей и других известных марок. Отличается клиновидной системой крепления, общепринятым хвостовиком (незначительно отличается у разных производителей) и самой большой продуктовой линейкой по возможности выбора пуансонов и матриц.
Гибочный инструмент TRUMPF-WILA
Система гибочного инструмента Trumpf-WILA отличается симметричным хвостовиком и применяется на всех листогибочных прессах марки Trumpf, а также Safan, Prima Power и т.д., кроме того, может быть опциональной практически у любого производителя. Инструментальная система, как правило, отличается высоким инструментом.
Система установки специальных фиксирующих кнопок на пуансонах с небольшим весом (до 12,5 - 13 кг) позволяет обеспечить быструю фронтальную загрузку-выгрузку инструмента для обеспечения быстрой переналадки.
Гибочный инструмент Beyeler-Bystronic
Мы также поставляем инструмент системы Beyeler, который применяется в листогибочных прессах Bystronic и Beyeler с различными системами крепления (RF, RFA и т.д.) в соответствии с продуктовой линейкой различной геометрии. Матрицы системы Beyeler могут использоваться в системе Trumpf-WILA без какой-либо доработки и наоборот.
Специальный инструмент для листогибочных прессов
Мы предлагаем широкие возможности для создания индивидуальных решений, начиная от доработки стандартного инструмента, до специальной геометрии пуансонов, изготовления специализированных комплектов для профильной чеканки, создания нескольких гибов за один шаг, гибки глубоких профилей до реализации сложных решений, включающей как и сложную гибку, так и пробивку и другие операции.
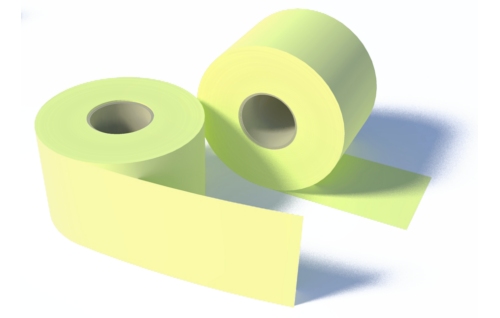
Пленка для гибки без следов
Пленка для гибки на листогибочном прессе позволит обеспечить высочайшее качество гибки без следов деформации от матриц, царапин и других дефектов, что в особенности актуально при подготовленной поверхности материала или гибке материала с покрытием.
Мы поставляем профессиональную гибочную пленку из Германии и Италии для различных толщин материала и различной шириной с наличием основной номенклатуры на складе и доставкой в течение нескольких суток и отрезкой от 1 метра. Возможно изготовление на заказ специальных размеров.
Держатели инструмента для листогибочных прессов
Помимо инструмента, мы предлагаем различные решения для крепления нижнего и верхнего инструмента для листогибочных прессов, включая пуансонодержатели, матрицедержатели, адаптеры, переходники, фиксаторы, полные замены или комплектующие для оригинальных креплений листогибочных прессов, смену инструментальных систем и т.д., в том числе быстрозажимные (быстрой фиксации) для максимальной минимизации времени установки и переналадки инструмента.

Большой склад и быстрая доставка
Не переплачивайте компаниям, которые продают из наличия, а лучше запланируйте прогнозируемую доставку - большинство позиций гибочного инструмента UKB в наличии на складе в Германии и поэтому мы сможем предложить Вам поставку на Ваше предприятие в течение двух недель, либо ранее, в случае экстренной необходимости.
Компания UKB имеет большой склад непосредственно рядом с производством, более того, небольшая модернизация (размеры секций, модицификация радиуса, градуса и т.д.) выполняется за несколько дней. В дополнение к отличной логистической службе, все это позволяет нашим клиентам предложить максимальный уровень сервиса и отличные условия по доставке и ценам. Каждая позиция инструмента поставляется в высококачественной упаковке, обеспечивающей максимальную сохранность во время международных перевозок, включая возможные перегрузки в пути.
Каждая позиция инструмента маркируется с указанием кода, длины и основных технических параметров для четкой идентификции пуансона или матрицы.
В 2022 году нами был организован также дополнительный склад в г. Москве со стандартными позициями по гибочному инструменту для оперативной отгрузки в течение 1-2 дней. Это позволяет нашим клиентам получить быструю поставку в случае необходимости.
Подбор гибочного инструмента
Извещаем всех заинтересованных заказчиков, что мы готовы прорабатывать подбор гибочного инструмента, как по спискам, так и непосредственно по чертежам самих изделий с созданием списка номенклатуры, в том числе с описанием последовательности гибки, анализа столкновений детали со станиной и инструментом по гибам, а также симуляцию гибки.
Мы не только предлагаем стандартную гибку продуктов и ограничиваемся простой гибкой, но и можем предложить самые разнообразные специализированные решения для листогибочных прессов по технологии обработки листового металла.
Мы будем рады предложить специальные условия для оснащения новых листогибочных прессов, в том числе поставке основных держателей вместо производителей листогибочного пресса.
Возникли сложности с подбором гибочного инструмента для Вашего станка? Свяжитесь с нами и мы постараемся оперативно разобраться в Ваших вопросах и предложить наилучшее инструментальное решение.
Торговые марки, коммерческие торговые знаки и другая информация является собственностью их владельцев и может быть не связаны с ООО "СТИМ" и публикуется только для информации.
Внимание - материалы на сайте защищены авторским правом.
Торговая марка WILSON TOOL относится и принадлежит Wilson Tool International, Inc.(White Bear Lake, Minnesota, United States); Торговая марка UKB относится и принадлежит UKB - Uwe Krumm GmbH (Burbach, Germany)
Пленка для гибки для листогибочных прессов

При гибке на листогибочного прессе стандартным методом воздушной гибки давление на материал гибочным инструментом происходит в трёх точках - кончиком пуансона и обеими сторонами матрицы. Но если кончик пуансона формирует внутренний радиус и след от давления не имеет никакой важности, то след от матриц остаётся на внешней стороне и его наличие обесценивает внешний вид изделия. Во многих случаях, например при гибке полированной нержавеющей стали, следы категорически запрещены, но устранить их при помощи стандартного инструмента невозможно. В этом случае клиенту рекомендуется пользоваться нейлоновыми или полиуретановыми матрицами, либо просто приобрести гибочную пленку.
Пленка для гибки производится специально для листогибочных прессов, устанавливается на поверхность матрицы и гарантирует гибку на стандартном инструменте без каких-либо следов. В отличие от каких-то самодельных материалов, пленок и лент, наша пленка не рвется, подвержена равномерному износу, толщина пленки базируется на гибку определенных толщин металла, а качество пленки позволяет вам долгую и эффективную работу.
Качество Премиум, сделано в Германии!
Складская позиция, доставка за несколько дней
Может использоваться на любом станке с любой системой инструмента
Поставка натяжителей на матрицы, которые устанавливаются непосредственно по бокам матрицы и обеспечивают наиболее оптимальное положение пленки
Защищенный материал от масла, жира, грязи и других возможных загрязнений
Продолжительный срок службы
Может использоваться с любым материалом, включая сталь, нержавеющую сталь, алюминиевые сплавы и т.д.
Гибка без пленки:
Гибка с пленкой:
Для чего нужна гибочная пленка в деталях:
Гибка с защитой от царапин, следов, помарок и других дефектов поверхности, а также в случаях когда обработка этих следов или царапин затруднительна или невозможна
Подготовленная поверхности материала после шлифования или финишной обработки
Гибка после покраски
Материал после гальванической обработки, хромирования или нанесения иного покрытия
При маленькой толщине материала и раскрытия матрицы гибочная пленка сужает раскрытие и позволяет гиб с меньшим радиусом
Дополнительная защита для матриц
Пленка для гибки является самым экономичным вариантом для гибки без следов без необходимости менять инструмент или его части и использовать тот же самый технологический процесс, который уже действует на предприятии.
Наши размеры:
0,4 x 100 мм ширина (длина рулона 54 метра)
0,5 x 100 мм ширина (длина рулона 45 метра)
0,8 x 90 мм ширина (длина рулона 30 метров)
Специальные позиции - ширина 150 / 200 / 300 мм, толщина 1-2 мм под запрос
Стандартные позиции 0,4 / 0,5 / 0,8 мм обычно есть на складе и мы готовы отгрузить в максимально оперативном порядке. Поставка от 1 метра пленки. Специальные цены при покупке рулона.
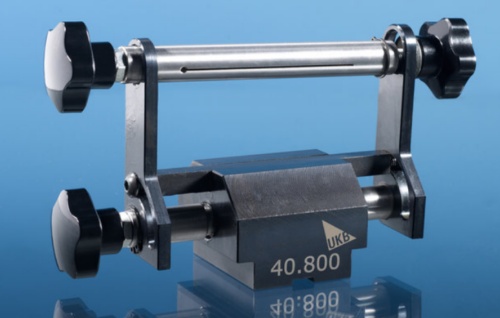
Помимо пленки мы можем поставить специализированные натяжители для гибочной пленки, которые устанавливаются с обеих концов матрицы и фиксируют пленку в рабочем положении. Натяжители являются универсальными, то есть позиционирование может быть установлено по любой длине. Установка может выполяться на любой тип матрицедержателей - Promecam / Amada; Trumpf-WILA; Beyeler; EHT; Weinbrenner и т.д. Стандартные держатели поддерживают максимальную ширину до 102 мм.
В дополнение или на замену пленке мы готовы проработать для Вас и другие специализированные решения для возможности гибки без царапин на основании нейлоновых или полиуретановых матриц, как с фиксированным открытием ручья матрицы, так и полиуретановых прямоугольников для гибки под большим радисом, включая более жесткое давление и большую деформацию матриц с прорезями.
Эффективность использования может связана также с тем, что смена нейлоновых вставок позволяет использовать тот же самый контейнер/держатель и таким образом, экономить при смене ручья или замене инструмента. Также нейлоновые матрицы позволяют более точную гибку в связи с тем, что контуры инструмента не изменяются.
Также гибка в полиуретан широко распространена на радиусной гибки в связи с необходимостю минимизации стоимости оснастки, рассеянном давлении, отсутствии следов и возможности снижения усилия, при необходимости, на базе покупки брусков с отверстиями.
Оснастка для листогибочных прессов
Компания ROLLERI является одним из лидеров мирового рынка в производстве инструмента и оснастки для листогибочного оборудования. На протяжении 25 лет своей деятельности компания ROLLERI развивается и продолжает подтверждать свои лидирующие позиции на международном рынке: закупается современное оборудование, проводится работа по повышению производительности труда. Подтверждением высокого уровня качества инструмента ROLLERI может служить тот факт, что многие компании-производители листогибочного оборудования выбирают наш инструмент для оснащения им своих прессов. СКАЧАТЬ КАТАЛОГ
ПОЧЕМУ ROLLERI?
В первую очередь, компания Rolleri - надежный партнер для любого для заказчика.
КАЧЕСТВО: Производство компании Rolleri сертифицировано по ISO 9001:2000.
Все производственные процессы стандартизированы и все операторы ответственны за выполняемые ими операции.
Контроль качества: в конце производственного цикла мы проводим полный контроль продукции согласно стандартам качества, установленным в компании.
 |
ТОЧНОСТЬ: все знают и употребляют слово «точность», но каждый из нас дает ему разное определение. Для компании Rolleri «Точность» означает изготовление рабочих поверхностей инструмента с допуском ±0,01 мм.
Мы проверяем все значимые размеры каждого инструмента после каждой производственной операции.
КОНСУЛЬТАЦИИ И ТЕХНИЧЕСКАЯ ПОДДЕРЖКА: Компания Rolleri
стремится стать инструментальным
партнером для заказчика. Большой опыт нашего технического отдела позволяет предлагать всем нашим заказчикам лучшие решения их производственных задач.
В нашем ассортименте:
| - PROMECAM-AMADA - TRUMPF-WILA - BEYLER - GASPARINI - COLGAR - LVD-WILA - COLLY - AJIAL-AXIAL |  |  |
| PROMECAM-AMADA | TRUMPF-VILA, HAMMERLE-BYSTRONIC LVD-VILA | |
| - AMERICAN - DURMA - ERMAKSAN - BAYKAL - IRONMAC - ALLMAC и многие другие |  |   |
| BEYELER BYSTRONIC | GASPARINI, AMERICAN, COLGARI , EHT HAMMERLE BYSTRONIC, LVD, COLLY, WEINBRENNERI |
 |  |
Инструмент - важный фактор получения наилучшего результата от работы Вашего листогибочного пресса. Непрочный или неправильно спроектированный инструмент может привести к увеличению расходов на выполнение задачи. Поэтому мы предлагаем Вам рассмотреть следующие определения.
1) Прочность инструмента: Инструмент в процессе гибки должен выдерживать нагрузку без деформации собственного профиля. При этом инструментальная сталь должна иметь некоторую эластичность, чтобы избежать (в случае слишком «твердого» инструмента) риска его поломки вследствие случайной перегрузки, которая может привести к травмированию оператора.
Решение Rolleri Все гибочные инструменты Rolleri имеют отличное соотношение стоимости и функциональности. Мы стремимся наилучшим образом учесть все три характеристики, влияющие на прочность гибочного инструмента:
Профиль гибочного инструмента. Инструмент с «прямым» сечением подвергается усилию только в вертикальном направлении (сжатие). Инструмент, имеющий более сложный профиль, например, S-образный, испытывает также изгибающий момент и, соответственно, имеет меньшую нагрузочную способность.
Размер секции гибочного инструмента. Каждая марка стали, используемая для производства гибочного инструмента, имеет определенный предел прочности, выражаемый в Н/мм² и твердость, выражаемую в единицах HRC в таблице, приведенной ниже. Необходимо учитывать, что более короткая секция гибочного инструмента имеет меньшую нагрузочную способность, чем длинная.
Марка используемой стали. После определения профиля гибочного инструмента и размера секции выбирается подходящий материал. Предлагаемые материалы соответствуют международным нормам, разнятся своим химическим составом, механическими характеристиками и ценой.
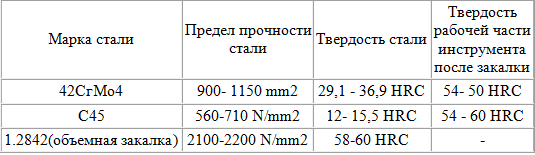
Предлагаемый нами инструмент и ножи для гильотинных ножниц изготавливаются из трех основных типов сталей:
 |  |  |
2) Давление и защита рабочих поверхностей от износа: Все усилие гибки концентрируется на малой площади, которая также должна противостоять износу от скольжения листовой заготовки по ее поверхности.
Решение Rolleri: Весь гибочный инструмент подвергается закалке рабочих поверхностей до 54-60 HRC на глубину 3 мм. Исследования специалистов Rolleri показали, что закалка с помощью электромагнитной индукции обеспечивает наилучшее соотношение качество/ надежность и цена. Существует несколько альтернативных методов упрочнения поверхности:
Объемная закалка: увеличивает предел прочности тела гибочного инструмента, но достигаемая твердость ниже 50 HRC (для сталей С45 и 42CrMo4)
Покрытие: увеличивает твердость поверхности гибочного инструмента, но не внедряется вглубь материала. Если сталь под тонким слоем покрытия слишком мягкая, рабочие поверхности гибочного инструмента могут быть сдавлены и сдеформированы под большой нагрузкой на малой площади.
Лазерная закалка: обеспечивает сравнимые с индукционной закалкой параметры, но более дорогостоящая.
3) Размерный допуск: Гибочный инструмент с большим допуском не может обеспечить высокое качество гиба, склонен оставлять риски на металле.
Решение Rolleri: Система качества компании и использование самых современных станков с ЧПУ, на которых работают квалифицированные операторы, позволяет нам гарантировать обработку всех значимых размеров с допуском +/- 0,01 мм.
4) Универсальность: Определяется размерами, профилем и прочностью гибочного инструмента. Позволяет расширить диапазон обрабатываемых деталей, снижает необходимость смены гибочного инструмента, увеличивает производительность.
Решение Rolleri: Благодаря нашему опыту в проектировании и производстве гибочного инструмента заказчик в любое время может получить квалифицированный совет по выбору и применимости того или иного вида инструмента.
5) Исключение следов гиба на поверхности металла:
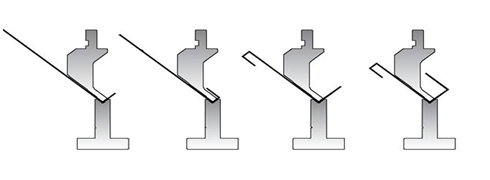
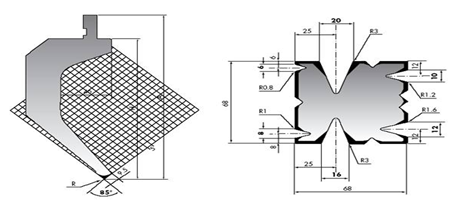
Другая наиболее распространенная проблема — появление на внешней стороне детали рисок и следов в виде линии, появляющихся в результате контакта материала и нижнего инструмента. Исследования Rolleri позволяют полагать, что риска есть результат поворота листа вокруг малого радиуса матрицы (Рис.1)
Решение Rolleri: Решение представленное на Рис.2 — это возможно при увеличении радиуса кромки матрицы, на которую опирается лист во время гибки, благодаря большей площади опоры листа.
Используя результаты проведенных тестов, Rolleri пополнили линейку стандартных инструментов новой серии TR, представленной на стр.22-24 каталога Rolleri. Сбоку от эскиза профиля гибочного инструмента находится таблица со значениями радиуса матрицы.
В зависимости от Ваших требований возможно изготовление матрицы с необходимым радиусом с высоким допуском, обеспеченным нашим оборудованием и квалифицированным персоналом.
Это решение предлагается в дополнение как к стандартным матрицам, так и к новым, также возможна доработка имеющихся у заказчика матриц.
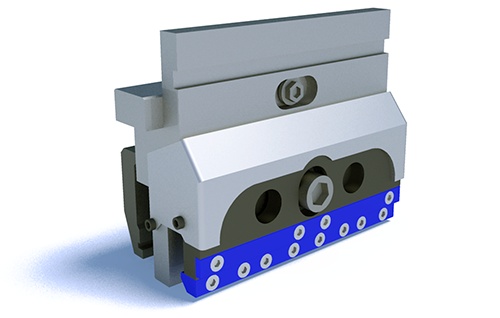
Защитная пленка ROLFILM с системой крепления СТ
Данное решение может применяться как дополнение к матрице с увеличенным радиусом или как более дешевый вариант для тех заказчиков, которые редко сталкиваются с проблемой следов на поверхности металла.
ROLFILM - это полиуретановая пленка толщиной 0,6 мм, которая помещается между листом металла и матрицей в процессе гибки.
Защитная пленка Rolfilm- акссессуары и спец инструмент
Система быстрой смены инструмента ROL
ROL1 – система, представляющая собой инновационное решение проблемы быстрой смены инструмента. Система полностью механическая, позволяющая повысить производительность листогибочного пресса. Простота и чрезвычайно привлекательная цена системы крепления.

ROL1 PN
Дальнейшее развитие системы ROL1 представлено пневматической системой зажима инструмента ROL1PN. Работа этой системы основана на действии пневмоцилиндров, которые создают давление воздуха,достаточное для зажима инструмента. Разжим инструмента происходит при сбросе давления.
Инструмент для листогибочных прессов последнего поколения

BLACKFIRE – процесс фосфатирования поверхности инструмента с целью предотвращения коррозии металла и снижения силы трения при замене инструмента.
Фосфатирование – химический процесс, в ходе которого на поверхности металла происходит образование фосфатных кристаллов, химически связанных с внутренними слоями материала. Данное соединение повышает коррозионную стойкость материала инструмента.
Насыщенный черный цвет поверхности, который дал название этому процессу обработки, сочетает в себе преимущества легкости замены инструмента и эстетичный внешний вид.
Благодаря этому покрытию Ваш инструмент всегда будет выглядеть как новый!
ПЕРЕХОДНИКИ И АДАПТЕРЫ
С рядом адаптеров становится возможным использование широкого ряда инструментов, которые ранее не ассоциировались с вашим прессом.
– Возможность использования инструментов длиной 1000,
900, 835, 525, 415 мм и секционных инструментов на любом гибочном прессе приносит определенные выгоды тем, кто до сих пор использует цельные инструменты на всю рабочую длину пресса (они, как правило, изготавливаются на длинных строгальных станках, без закалки, и
затем, только в некоторых случаях или по специальному запросу заказчика, шлифуются). Все адаптеры:
• Закалены и отшлифованы (с большой точностью, для обеспечения длительной работы);
• Благодаря точности изготовления увеличивается срок службы инструмента при сохранении наивысшего качества;
• Гарантируют точность угла гибки (гиба);
• Требуют меньшего количества рабочего персонала для установки;
• Возможно приобретение только необходимой длины;
• Позволяют производить быструю смену инструмента;
– Стандартизация инструмента и простота замены адаптеров позволяет вам приобретать только адаптеры, даже если вы имеете разные гибочные прессы. Этоозначает:
• Определенное снижение затрат на приобретение инструмента;
• Упрощение в организации процесса гибки.
Гибка листового металла - методы и советы по проектированию [часть 1]

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы - гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
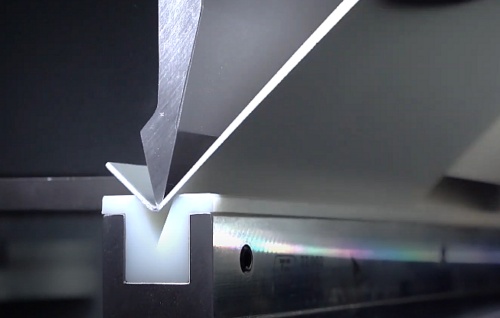
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией - нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» - вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Читайте также: