Плоскости резцов по металлу
Обновлено: 04.10.2024
Резец для токарного станка - основной рабочий инструмент, придающий заготовке (из дерева, стали или другого материала) нужные размеры и форму. От его состояния (степени изношенности) и остроты (качества заточки) напрямую зависит как точность изготовления детали, так и сама возможность быстрого и безопасного проведения требуемых технологических операций. Свою роль играет и правильный выбор инструмента, поэтому ниже мы остановимся как на его габаритах, так и на используемых сегодня разновидностях.
При профессиональной эксплуатации оборудования необходимо в точности понимать, что из себя представляет его основной рабочий инструмент. Поэтому сегодня мы всесторонне рассмотрим резец для токарного станка, начиная с его геометрии, плоскостей и углов, заканчивая сферами использования тех или иных вариантов его исполнения.
Конструкция
Абсолютно все варианты, от наиболее распространенных до весьма специфических, состоят из двух следующих ключевых частей:
- державка, со строго определенным сечением, форма которого или прямоугольная, или квадратная, – для надежной фиксации в оборудовании;
- головка, с несколькими используемыми плоскостями и кромками (каждую из которых рассмотрим ниже) – для непосредственной обработки материала (будь то легированная сталь, чугун или какой-то другой).
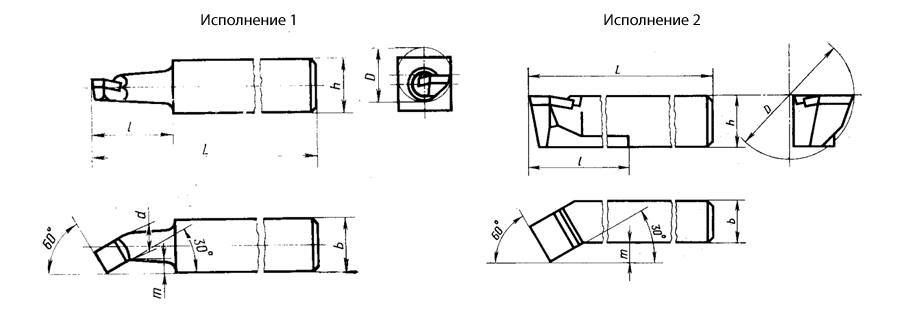
По геометрии выделяют следующие способы исполнения:
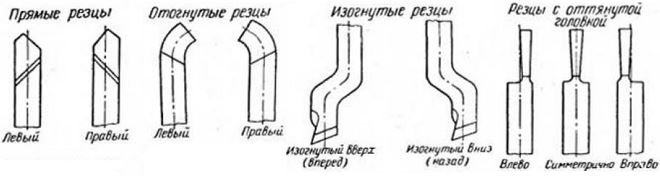
- прямые – обе его вышеназванные составляющие располагаются либо параллельно, либо на одной оси;
- изогнутые – со слегка заметным искривлением профиля внутрь;
- отогнутые – с очевидным загибом, доходящим до почти зигзагообразной формы;
- оттянутые – головка по своей ширине уже державки и размещена либо симметрично по оси, либо со смещением, направо или налево.
Также абсолютно все актуальные сегодня типы резцов для токарных станков могут похвастаться определенной геометрией поверхностей, к взаимному расположению которых мы и переходим.

Плоскости
- Основная – параллельна опорной и, соответственно, вектору подачи инструмента, который может располагаться как продольно, так и поперечно.
- Плоскость резания – перпендикулярна предыдущей, в себя включает главную кромку, идет по касательной по отношению к заготовке.
- Главная секущая – проходит через основную кромку, перпендикулярна по своей роли к проекции.
Добавьте сюда же вспомогательную, которая секущая и расположена под углом в 90 градусов к соответствующей ей грани.
Важно, чтобы размеры оставались в пределах стандартного ряда, то есть не превышали 160Х100 – 630х1000 для инструментов прямоугольного сечения и 40Х40 – 400Х40 – для квадратного.
Углы резца
Их параметры зависят от разновидности и условий использования рассматриваемого нами элемента, а также от твердости материала его исполнения и характеристик обрабатываемых заготовок. Последние, в свою очередь, определяют остроту головки, а значит могут быть:
- Главные (по размещению плоскостей):
- передний задает степень деформации при воздействии, эффективность теплоотвода, прилагаемое усилие; должен уменьшаться с увеличением твердости поверхности детали;
- задний – влияет на силу трения, скорость износа, качество выполнения конечной технологической операции.
- Расположенные между поверхностями кромки:
- заострения – обуславливает прочность оснастки;
- резания – определяет глубину проникновения.
- В плане:
- основной – задает количество и объем снимаемой стружки;
- вторичный – непосредственно влияет на степень шероховатости, которая при его уменьшении пропорционально снижается.
- Наклона кромки – формирует пятно контакта.
- Вершинный – напрямую соотносится с прочностью используемого инструмента.
- Задний вспомогательный – частично обуславливает силу трения.

Качество обработки зависит от вида токарных резцов
Выполнять технологическую операцию можно как черновым, так и полу- или чистовым приспособлением. В первом случае – за счет впечатляющих механико-прочностных характеристик кромок, не перегревающихся в процессе, – достигается сравнительно высокая скорость решения задачи, (но может пострадать точность, так как стружка снимается толстыми слоями). Во втором, как правило, выполняется доводка – без лишней поспешности, аккуратно, чтобы обеспечить малую шероховатость поверхности, чему способствует прямое или фасонное лезвие (не полукруглое или проходное).
Отсюда простой вывод: проводить подбор инструмента нужно с оглядкой на специфику той цели, которую предстоит решить.

Классификация токарных резцов
Выделяют несколько особенностей, по которым существующие сегодня модели разделяют на группы. Предлагаем подробнее взглянуть, по каким именно признакам.
По способу изготовления:
- Монолитные (цельные) – головка с державкой сделаны неразрывно, из одной и той же заготовки, из стали (как правило, легированной).
- Сборные – на их рабочую часть путем пайки нанесена твердосплавная пластина.
- Съемные (регулируемые) – похожи на предыдущие, с той лишь разницей, что элемент усиления у них обычно сделан из металлокерамики и закреплен болтами (винтами, прижимами), а значит его можно демонтировать и заменить.
По направлению движения:
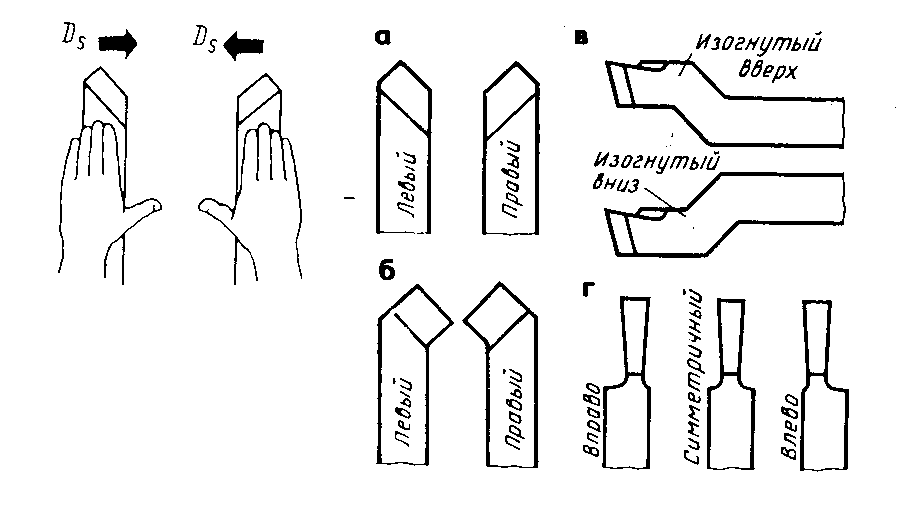
- правые – на практике применяются значительно чаще; для проверки положите соответствующую руку на поверхность, – режущая кромка инструмента должна располагаться с той стороны, где окажется большой палец, смотрящий на деталь;
- левые – используются реже; если сравнивать их с более популярными собратьями, они подаются наоборот, а значит и лезвие их, если поднести ладонь, окажется с другой стороны.
Теперь вернемся к вопросу габаритов и посмотрим, учитывая специфические особенности, какие бывают резцы для токарного станка с точки зрения их геометрии.
По форме державки:
- квадратные – размерами от 4 на 4 до 40 на 40 мм;
- прямоугольные – с соотношением сторон от 16 на 10 до 63 на 50 мм.
Строение головки мы рассмотрели выше, и напоминаем, что по этому параметру инструменты могут быть прямыми, изогнутыми, отогнутыми или оттянутыми. Есть еще один важный момент – та функция, которую они будут выполнять.
По типу назначения:
- отрезные – для формования заготовок с прямотой граней (углов);
- проходные – для торцов, снятия фасок, внешних поверхностей;
- канавочные – для создания канавок нужной глубины;
- расточные – для обработки отверстий, сквозного и/или глухого вида;
- резьбовые – для исполнения винтовых соединений.
По характеру выполняемых работ:
- обдирочные (черновые) – слои материала снимаются быстро, но без особой аккуратности;
- полу- и чистовые – для более обстоятельного и точного проведения технологических операций;
- тонкие – для быстрого решения особенно ответственных и даже прецизионных задач.
По способу установки:
Если рассматривать, как зависит тип токарных резцов и их назначение от особенностей фиксации обрабатываемой заготовки, классификация будет осуществляться по варианту расположения:
- Радиально – то есть под углом в 90 градусов к оси детали; это классический вариант для большинства промышленных предприятий, на которых важно, чтобы крепление и геометрические положения инструмента были унифицированными.
- Тангенциально – кромка находится под непрямым углом; такой монтаж применяется сравнительно реже, потому что фиксация сложнее, но он актуален для нестандартных случаев, требующих максимальной точности.
По материалу режущей части:
- Углеродистые металлы с твердостью закаливания на уровне 60-64 или на основе хромокремения, хромовольфрама; используются сравнительно редко, так как быстро перегреваются и при 240 или 300 градусов, поэтому уже показывают плохие результаты.
- Стали закалки до 62-65, категории Р9К5Ф2, Р9, Р12; применяются часто, так как не подлежат протирке и даже при высоких скоростях вращения способны сохранять свои свойства и выдерживать температуру до 650 0С.
- Металлокерамика – сплавы на базе вольфрамокобальта (ВК8, ВК6 – для чугуна) или титановольфрамокобальта (особенно популярен Т15К6); не деформируются даже при 900 градусах Цельсия.
Отдельного внимания заслуживает маркировка: обозначения токарных резцов по металлу состоят из 9 или 10 символов. Каждая цифра (или буква) регламентирует:
- 1я – вариант монтажа;
- 2я – форма пластины;
- 3я – тип инструмента;
- 4я – значение заднего угла;
- 5я – направление движения;
- 6я – высота державки;
- 7я – ширина хвоста;
- 8я – общая длина;
- 9я – размер кромки;
- 10я – проставляется опционально, когда это нужно, и определяет ключевые (для данного случая) параметры точности.
Теперь, чтобы не усложнять обзор, самое время перейти к максимально подробному рассмотрению наиболее часто эксплуатируемых вариантов – чтобы у вас сложилось полное представление о том, как, когда и для чего они используются.
Виды токарных резцов по металлу с предназначением каждого
Для удобства они представлены отдельно – с подгруппами, сферами применения, характерными особенностями, актуальными типоразмерами.
Проходные
Обширная категория инструментов, с использованием которых цилиндрические заготовки обтачивают точно до заданного диаметра, а также выполняют ступени необходимой глубины и срезают фаски строго под определенным углом. Сами подразделяются сразу на несколько подтипов.
Прямые
- квадратные – 25 на 25 мм, нужны для выполнения спецопераций;
- прямоугольные – 25 на 16 мм, применимы в общих случаях.
Отогнутые
У них профиль с изгибом на конце (ориентированный налево или направо), что делает их достаточно удобными для потоковой обработки торцов деталей, а также для снятия различных фасок. В любом варианте исполнения они обязаны соответствовать положениям ГОСТ 18877-73.
Исходя из выбранной сферы эксплуатации оборудования, могут быть следующих размеров (в мм):
- 16 на 10 – для учебных целей;
- 20 на 12 – для нестандартных случаев;
- 25 на 16 – обычные;
- 40 на 25 – для штучных изделий, выпускаемых под заказ и/или мелкими партиями.
Упорные отогнутые
В данную подкатегорию входят те типы резцов для токарного станка по металлу, у которых загиб, несмотря на свою очевидную кривизну, не является ключевой особенностью конструкции. Главный момент – в возможности снятия вдоль всей оси вращения детали, что позволяет убрать максимальный объем лишнего материала буквально за один проход. За счет этого такие инструменты сейчас наиболее востребованы при обтачивании цилиндрических заготовок. Их габаритная сетка, в миллиметрах, выглядит так:
- 16 на 10;
- 20 на 12;
- 25 на 16;
- 32 на 20;
- 40 на 25.
Подрезные
Похожи на проходные, но уже с пластиной треугольной формы. Благодаря данной особенности обрабатывают будущие изделия перпендикулярно вектору их вращения, что в ряде случаев просто необходимо. Их типоразмеры стандартны и включают в себя только 3 варианта: 16 на 10, 25 на 16 и 32 на 20 мм.

Отрезные
Наиболее распространенные в условиях современной практики виды резцов для токарного станка по металлу, используемые для быстрого выпуска большой партии деталей с прямыми углами (гранями, плоскостями). Отличаются тонкой ножкой и наличием напаянной пластины повышенной твердости, могут быть как лево-, так и правоориентированными по направлению своего движения. Также актуальны при создании канавок нужной глубины на гладкой поверхности. Обладают державками следующих габаритов:
- 16 на 10 – для учебного оборудования;
- 20 на 16 или, реже 20 на 12 – для общих случаев;
- 40 на 25 – опять же, для штучной продукции, заказываемой в отдельном порядке.

Резьбовые
Еще одна довольно обширная группа, делящаяся на две категории – по характеру обрабатываемой плоскости.

Для наружной резьбы
Выполняются из прочных сплавов (закаленная сталь, металлокерамика), копьевидной формы, позволяющей наносить метрические и другие винтовые спиральные линии нужной глубины. Выпускаются в трех наиболее распространенных размерах: 25 на 16, 16 на 10 и 32 на 20 мм (последние отличаются сравнительной редкостью использования).
Для внутренней резьбы
Актуальны только для тех деталей, у которых есть технологические отверстия большого сечения. Главная конструктивная особенность – наличие змеевидной головки. Державки могут похвастаться значительной длинной, необходимой для глубокого и осторожного проникновения инструмента внутрь зафиксированной заготовки в процессе выполнения операции. Подходят только для того оборудования, которое оснащено «гитарой». Их габариты, в миллиметрах:
- 16 х 16 х 150;
- 20 х 20 х 200;
- 25 х 25 х 300.
Расточные
Продолжаем рассматривать используемые в сегодняшних условиях токарные резцы: виды и назначение вариантов этой категории меняются в зависимости от специфики обрабатываемого участка. Выделяют две принципиально разные их подгруппы.

Для глухих отверстий
С треугольной головкой, слегка загнутой вправо или влево (для лучшего заглубления). По внешнему виду могли быть похожи на подрезные, если бы не их размеры, в частности, удлиненная державка, которая, в конечном итоге, и определяет максимально возможный диаметр для расточки. У трех наиболее ходовых ее моделей следующая геометрия, (в мм):
- 16 на 16 на 170;
- 25 на 25 на 300;
- 20 на 20 на 200.
Для сквозных отверстий
Используются после операций сверления. Снимают слой материала, примерно равный показателю отгиба основной части инструмента. Головка – специфической формы, с легким искривлением, обязана соответствовать требованиям ГОСТ 18882-73, который также регламентирует размеры – аналогичные тем, которыми обладает средство из предыдущей подкатегории.
Сборные
Отдельного рассмотрения заслуживают виды и назначение токарных резцов по металлу так называемого универсального типа. В их конструкции предусмотрен зажим или болтовой, или винтовой, или даже более специфический фиксатор, позволяющий устанавливать самые разные пластины, меняя их по мере необходимости. Таким образом можно обрабатывать детали под всеми нужными углами, контролируя скорость проведения технологической операции, точность снятия металла и другие параметры. Свое применение эти инструменты находят в производственных комплексах с ЧПУ, программное управление которого пишется для контурного прецизионного точения и решения иных, столь же нестандартных задач.
Державки и их размеры
Мы рассмотрели, какие бывают резцы для токарного станка, теперь вернемся к той их части, которой они фиксируются в оборудовании. В процессе обзора мы уже неоднократно упоминали наиболее ходовые габариты, теперь давайте приведем их полностью – от наименьшего к наибольшему. Для наглядности и удобства восприятия – в виде следующей таблицы:
| сечение | размер, мм | |||||||||
| квадрат | 4 x 4 | 6 x 6 | 8 x 8 | 10 x 10 | 12 x 12 | 16 x 16 | 20 x 20 | 25 x 25 | 32 x 32 | 40 x 40 |
| прямоугольник | 16 x 10 | 20 x 12 | 25 x 16 | 25 x 20 | 50 x 52 | 40 x 32 | 50 x 32 | 50 x 40 | 63 x 50 | - |
Также необходимо учитывать разнообразие длин, нужных в специфических случаях, например, для расточки отверстий. Этот параметр обычно варьируется от 150 до 300 мм. Мы постарались максимально подробно осветить вопросы разнообразия токарных резцов по металлу, маркировки и назначения различных их вариантов, чтобы вы понимали, какой из них выбрать для проведения требуемой технологической операции. Ну а найти оборудование, которое совместимо с большинством таких инструментов, вы можете у ижевского завода-производителя «Сармат».
Выбор токарного резца
Чтобы обрабатывать детали на токарном станке, необходимо правильно выбирать оснастку. Существуют разные виды токарных резцов, которыми мастер снимает слой материала с вращающейся заготовки. Зависимо от вида используемого инструмента выполняются разные операции относительно обрабатываемой поверхности.
Конструкция токарного резца
Разные виды резцов для токарного станка различаются формой, наличием дополнительных лезвий, зубьев. Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
- Стержень — второе название «державка». Элемент оснастки, который закрепляется в оборудовании.
- Рабочая часть. Заточенный элемент резца, который соприкасается с заготовкой. Зависимо от особенностей конструкции, пластина, соприкасающаяся с заготовкой, может состоять из множества режущих кромок, рабочих плоскостей.
Работая с оснасткой для токарного оборудования, нельзя забывать про важность углов заточки рабочей части. Всего выделяется три угла, изменение которых повлияет на результат.
Геометрия резца
Существуют различные разновидности резцов, которые отличаются по размеру, форме державки и количеству плоскостей на рабочей головке. Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей
— Резцы делятся на правосторонние и левосторонние. Отличие заключается в том, как расположена режущая кромка относительно удерживающей части.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых металлов, сплавов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Прямые проходные резцы
Используются для наружной обработки заготовок из стали.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные резцы
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски.
Упорные проходные резцы
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки.
Отогнутые подрезные резцы
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку.
Отрезные резцы
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов.
Резьбонарезные резцы для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные резцы для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные резцы для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные резцы для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Сборные резцы
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.

Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
- Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
- Далее работают с тыльной частью рабочей головки.
Выполнить заточку можно тремя способами:
- Используя круг с абразивным напылением
- Покрывая затачиваемую поверхность химическими средствами.
- Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
- Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
- Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
- Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
- Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
- Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
- При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
- Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
- Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
- Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
- Периодически менять точильные камни.
Нельзя забывать про доводку оснастки. Эта технологическая операция позволяет избавиться от сколов, микротрещин, неровностей на лезвии. Чтобы провести доводку, применяется специальное оборудование, на котором закрепляются круги с алмазным напылением. Резец зажимается в тисках, которые перемещаются к заточному кругу с помощью ручки. Используя маховик доводят режущую кромку до финишного состояния.
Токарные резцы необходимы для промышленного оборудования. От вида оснастки зависит то, какой результат получится, какие технологические операции будут доступны. Так как режущие инструменты быстро тупятся, нельзя забывать про заточку. Неправильно обработанная режущая кромка приведёт к браковке поверхности обрабатываемого материала.
Классификация резцов для токарного станка по металлу — виды, назначение
Специалисты, которые часто пользуются резцами для токарного станка при выполнении работ по металлу, а также те, кто занимается продажей этих изделий или снабжением машиностроительных предприятий, прекрасно осведомлены о том, каких видов бывают эти инструменты. Тем же, кто нечасто сталкивается в своей практике с токарными резцами, достаточно сложно разобраться в их видах, представленных на современном рынке в большом разнообразии.
Виды токарных резцов для обработки металла
В конструкции любого резца, используемого для токарной обработки, можно выделить два основных элемента:
- державка, при помощи которой инструмент фиксируется на станке;
- рабочая головка, посредством которой выполняется обработка металла.
Рабочую головку инструмента формируют несколько плоскостей, а также режущих кромок, угол заточки которых зависит от характеристик материала изготовления заготовки и типа обработки. Державка резца может быть выполнена в двух вариантах своего поперечного сечения: квадрат и прямоугольник.

По своей конструкции, резцы для токарной обработки подразделяются на следующие виды:
- прямые — инструменты, у которых державка вместе с их рабочей головкой располагаются на одной оси, либо на двух, но параллельных друг другу;
- изогнутые резцы — если посмотреть на такой инструмент сбоку, то явно видно, что его державка изогнута;
- отогнутые — отгиб рабочей головки таких инструментов по отношению к оси державки заметен, если посмотреть на них сверху;
- оттянутые — у таких резцов ширина рабочей головки меньше, чем ширина державки. Ось рабочей головки такого резца может совпадать с осью державки либо быть относительно нее смещенной.
Разновидности резцов по конструкции
Классификация токарных резцов регламентируется требованиями соответствующего ГОСТ. Согласно положениям данного документа, резцы причисляется к одной из следующих категорий:
- цельный инструмент, полностью изготовленный из легированной стали. Существуют также резцы, которые изготавливаются целиком из инструментальной стали, но используются они крайне редко;
- резцы, на рабочую часть которых напаивается пластина, выполненная из твердого сплава. Инструменты данного типа получили наибольшее распространение;
- резцы со сьемными твердосплавными пластинами, которые крепятся к их рабочей головке при помощи специальных винтов или прижимов. Используются резцы данного типа значительно реже по сравнению с инструментами других категорий.
Основные понятия, касающиеся работы токарного резца, и его главные углы
(нажмите, чтобы увеличить)
Различаются резцы и по направлению, в котором совершается подающее движение. Так, бывают:
- токарные инструменты левого типа — в процессе обработки они подаются слева направо. Если положить сверху на такой резец левую руку, то его режущая кромка будет располагаться со стороны отогнутого большого пальца;
- правые резцы — тип инструмента, получившего наибольшее распространение, подача которого осуществляется справа налево. Для идентификации такого резца, на него необходимо положить правую руку — его режущая кромка будет располагаться, соответственно, со стороны отогнутого большого пальца.
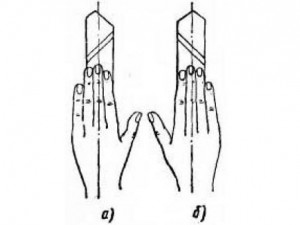
Отличие левых и правых резцов
В зависимости от того, какие работы выполняются на токарном оборудовании, резцы подразделяются на следующие типы:
- для выполнения чистовых работ по металлу;
- для черновых работ, которые также называются обдирочными;
- для получистовых работ;
- для выполнения тонких технологических операций.
Виды токарных резцов по металлу
В статье мы рассмотрим весь спектр токарных резцов по металлу и определим назначение и особенности каждого из них. Важное уточнение: к какому бы типу ни относились резцы, в качестве материала их режущих пластин используются определенные марки твердых сплавов: ВК8, Т5К10, Т15К6, значительно реже Т30К4 и др.
Проходные прямые резцы
Используют инструмент с прямой рабочей частью для решения тех же задач, что и резцы отогнутого типа, но он менее удобен для снятия фасок. В основном таким инструментом для токарного станка по металлу (к слову, не получившим широкого распространения) обрабатывают внешние поверхности цилиндрических заготовок.

Державки таких резцов для токарного станка выполняются в двух основных типоразмерах:
- прямоугольная форма – 25х16 мм;
- квадратная форма – 25х25 мм (изделия с такими державками используются для выполнения специальных работ).
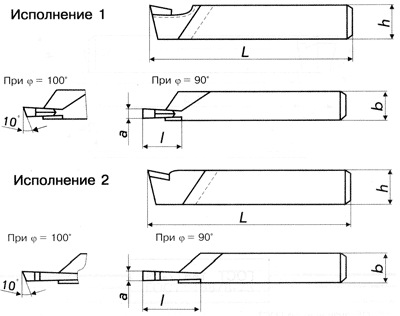
Проходные отогнутые резцы
Такие типы резцов, рабочая часть которых может быть отогнута в правую или левую сторону, используют для обработки на токарном станке торцевой части заготовки. С их помощью также снимают фаски.

Державки инструментов данного вида могут быть выполнены в различных размерах (в мм):
- 16х10 (для учебных станков);
- 20х12 (этот размер считается нестандартным);
- 25х16 (наиболее распространенный типоразмер);
- 32х20;
- 40х25 (изделия с державкой такого размера изготавливаются преимущественно под заказ, их практически невозможно найти в свободной продаже).
Все требования к резцам по металлу данного назначения оговорены в ГОСТ 18877-73.
Проходные упорные отогнутые резцы
Такие инструменты для токарного станка по металлу могут изготавливаться с прямой или отогнутой рабочей частью, но на этой конструктивной особенности не акцентируют внимание, а просто называют их проходными упорными.

Проходной упорный резец, с помощью которого на токарном станке выполняется обработка поверхности цилиндрических заготовок из металла, является наиболее востребованным видом режущего инструмента. Конструктивные особенности такого резца, который выполняет обработку заготовки вдоль оси ее вращения, позволяют даже за один проход снимать с ее поверхности значительное количество лишнего металла.
Державки изделий данного вида также могут быть выполнены в различных размерах (в мм):
Данный инструмент для токарного станка по металлу также может быть выполнен с правым или левым отгибом рабочей части.
Подрезные отогнутые резцы
Внешне такой подрезной резец очень напоминает проходной, но у него другая форма режущей пластины – треугольная. При помощи таких инструментов для токарного станка по металлу заготовки обрабатывают по направлению, перпендикулярному оси их вращения. Кроме отогнутых, есть и упорные виды таких токарных резцов, но область их применения очень ограничена.

Резцы данного типа могут быть изготовлены со следующими размерами державок (в мм):
Отрезной резец считается наиболее распространенным типом инструмента для токарного станка по металлу. В полном соответствии со своим названием используется такой резец для отрезки заготовок под прямым углом. С его помощью также прорезают канавки различной глубины на поверхности детали из металла. Определить, что перед вами именно отрезной резец для токарного станка, достаточно просто. Его характерной чертой является тонкая ножка, на которую и напаяна пластина из твердого сплава.

В зависимости от конструктивного исполнения выделяют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их друг от друга очень просто. Для этого необходимо перевернуть резец режущей пластиной вниз и посмотреть, с какой стороны располагается его ножка. Если с правой, то он правосторонний, а если слева, то, соответственно, левосторонний.
Различаются такие инструменты для токарного станка по металлу еще и по размерам державки (в мм):
- 16х10 (для небольших учебных станков);
- 20х12;
- 20х16 (самый распространенный типоразмер);
- 40х25 (такие массивные токарные резцы сложно найти в свободной продаже, в основном их изготавливают под заказ).
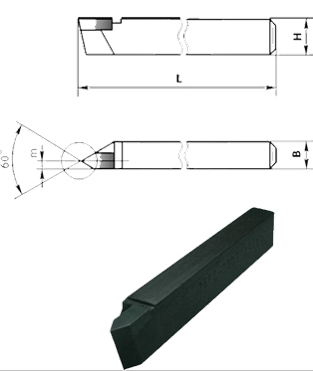
Резьбонарезные резцы для наружной резьбы
Назначение таких резцов для токарного станка по металлу – нарезание резьбы на наружной поверхности заготовки. Данными серийными инструментами нарезают метрическую резьбу, но можно изменить их заточку и нарезать с их помощью резьбу другого вида.

Резцы для нарезания наружной резьбы
Режущая пластина, устанавливаемая на таких токарных резцах, имеет копьевидную форму, изготавливается она из сплавов, которые были указаны выше.
Такие резцы делают в следующих типоразмерах (в мм):
- 16х10;
- 25х16;
- 32х20 (используются очень редко).
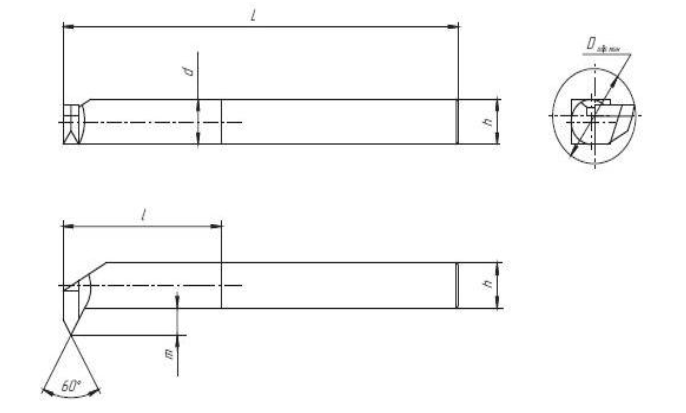
Такими резцами для токарного станка можно нарезать резьбу только в отверстии большого диаметра, что объясняется их конструктивными особенностями. Внешне они напоминают расточные резцы для обработки глухих отверстий, но не стоит их путать, так как они принципиально отличаются друг от друга.

Резцы для нарезания внутренней резьбы
Выпускаются такие резцы по металлу в следующих типоразмерах (в мм):
- 16х16х150;
- 20х20х200;
- 25х25х300.
Державка этих инструментов для токарного станка по металлу имеет квадратное сечение, размеры сторон которого можно определить по двум первым цифрам в обозначении. Третья цифра – это длина державки. От данного параметра зависит глубина, на которую можно нарезать резьбу во внутреннем отверстии заготовки из металла.
Такие резцы можно использовать только на тех токарных станках, которые оснащены приспособлением, называемым гитарой.
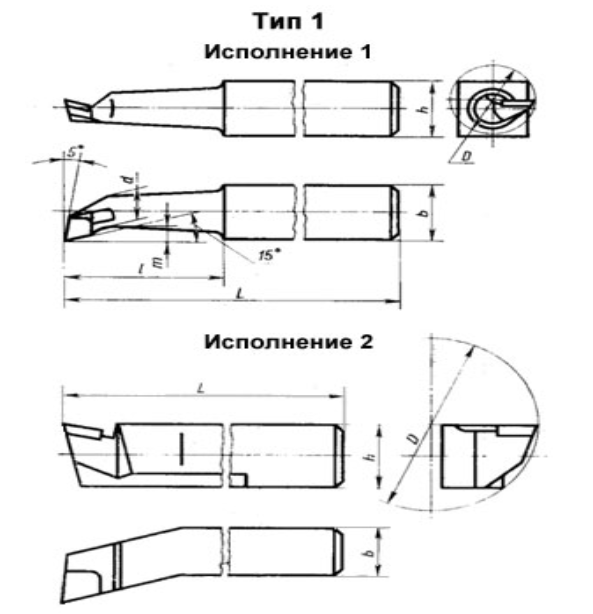
Расточные резцы для обработки глухих отверстий
Расточными резцами, режущая пластина которых имеет треугольную форму (как и у подрезных), выполняют обработку глухих отверстий. Рабочая часть инструментов этого типа выполнена с изгибом.

Расточные резцы для глухих отверстий
Державки таких резцов могут иметь следующие размеры (в мм):
- 16х16х170;
- 20х20х200;
- 25х25х300.
Максимальный диаметр отверстия, которое можно обработать при помощи такого токарного резца, зависит от размера его державки.
Расточные резцы для обработки сквозных отверстий
Такими резцами, рабочая часть которых выполнена с изгибом, обрабатываются сквозные отверстия, предварительно полученные при помощи сверления. Глубина отверстия, которое можно обработать на станке при помощи инструмента данного вида, зависит от длины его державки. Слой металла, который снимается при этом, приблизительно равен величине отгиба его рабочей части.

Расточные резцы для сквозных отверстий
На современном рынке представлены расточные резцы следующих типоразмеров, требования к которым оговариваются в ГОСТ 18882-73 (в мм):
Сборные резцы для токарных станков
Рассматривая основные типы токарных резцов, нельзя не упомянуть инструменты со сборной конструкцией, которые относятся к универсальным, так как могут быть оснащены режущими пластинами различного назначения. Например, закрепляя на одной державке режущие пластины различного типа, можно получить резцы для обработки на токарном станке заготовок из металла под различными углами.

Как правило, такие резцы применяются на станках с ЧПУ или же на специальных станках и служат для контурного точения, расточки глухих и сквозных отверстий и прочих специализированных работ.
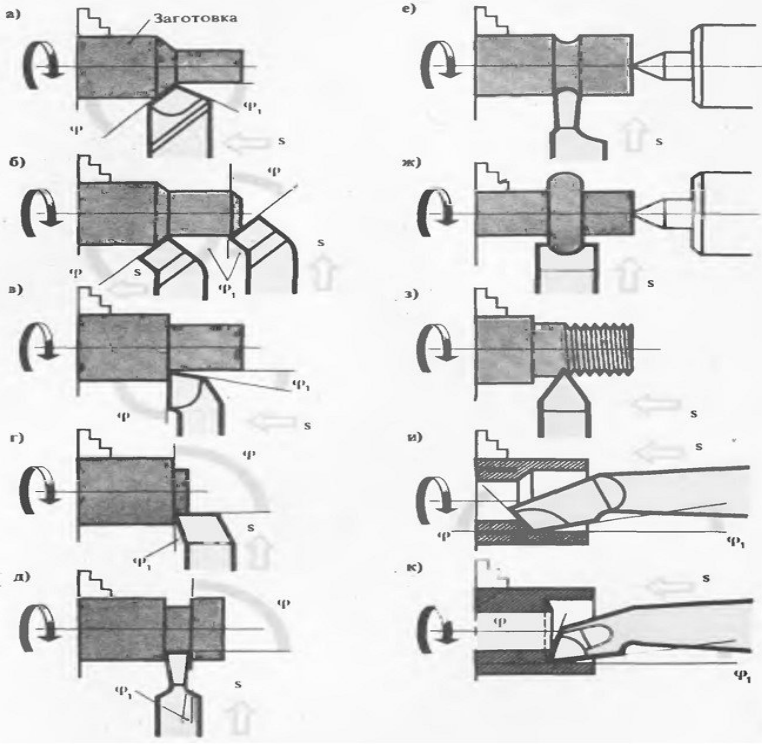
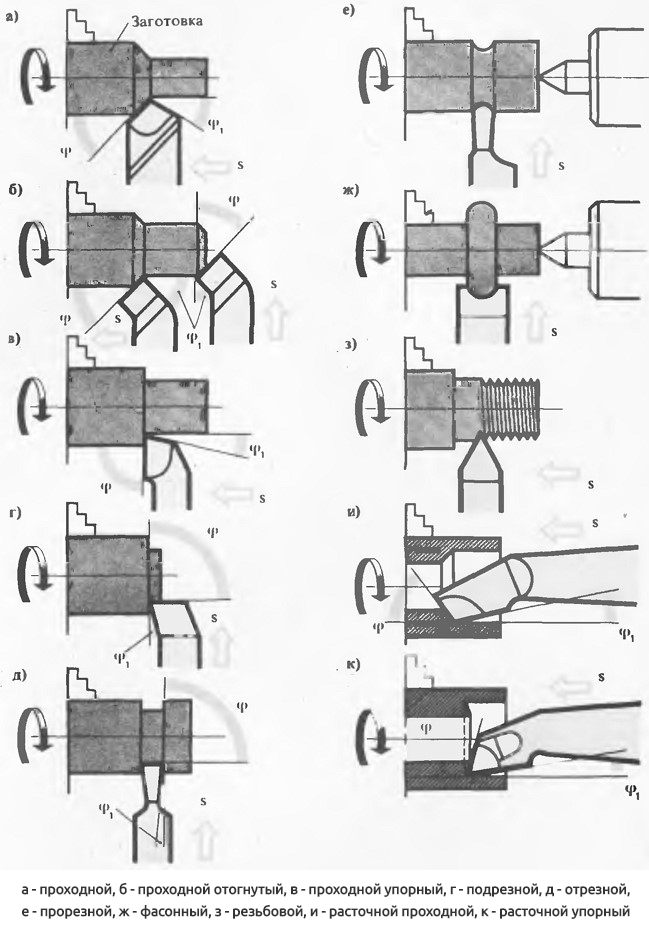
Классификация резцов для токарной обработки включает в себя также прорезные, фасонные и некоторые другие типы. Понять принцип работы таких инструментов можно, ознакомившись с таблицей в начале статьи.
Геометрия и углы токарного резца: строение, основные элементы и геометрические параметры
Одна из главных деталей станка заслуживает подробного рассмотрения. Поэтому в фокусе внимания – геометрия токарного резца: основные элементы и углы, поверхности и другие характеристики. Также вы узнаете, чем разные его виды отличаются между собой, например, в чем разница между резьбонарезным и расточным, и сможете выбрать один или несколько из них, в зависимости от своих производственных или бытовых нужд.
Сразу отметим всю важность роли тех показателей, о которых пойдет речь ниже. Они, по сути, определяют не только функциональное назначение, но и надежность кромок, а значит и продолжительность эксплуатации приспособления. Также они обуславливают производительность и точность выполнения технологических операций, и, наконец, ориентацию в пространстве при решении задачи.

Параметры инструмента
Любой из них состоит из двух конструктивных элементов. Это державка, отвечающая за качественную фиксацию в станке, и рабочая головка, непосредственно выполняющая снятие лишних слоев материала.
И у каждого из них есть три поверхности токарного резца:
- передняя – ответственная за сход стружки;
- главная (основная) и вспомогательная (вторичная) задние, развернутые лицевой стороной к заготовке.
- Пересечения образуют кромку и формируют вершину, то есть острейшую точку, испытывающую максимальные нагрузки. Чтобы она не откололась, ее слегка закругляют для улучшения стойкости (вводя в техническую документацию понятие радиуса) или, в качестве альтернативы, выполняют прямолинейный переход.
Но есть и параметры, роль которых еще более важна, ведь именно они задают взаимное расположение всех трех плоскостей. Это углы, расчетные величины которых зависят от ряда факторов, и в списке ключевых:
- условия и интенсивность эксплуатации;
- материал исполнения инструмента;
- твердость, вязкость и другие качественные характеристики заготовки.
Они нуждаются в подробном рассмотрении.

Основные углы токарных резцов по металлу и их назначение
Их точность необходимо обеспечивать вплоть до одного-двух градусов. Для этого требуется четко следить за соотношениями взаимных наклонов тройки уже рассмотренных поверхностей.

Главный задний
Он маркируется (α), его роль – в уменьшении трения в зоне механического взаимодействия, и не должен быть «плавающим». Нужно понимать, что его расширение влечет за собой серьезное снижение прочности инструмента – в какой-то момент, при чрезмерном усилии тот может просто сломаться – и даже ухудшает фиксацию хвостовика в держателе, что снижает общую безопасность труда; кроме того, оно провоцирует появление биения и учащает колебания, повышая их амплитуду, и поэтому убыстряет износ. И наоборот, его сужение увеличивает площадь контакта, в результате чего падает точность проведения технологической операции.
Главный передний
Его записывают на чертежах (γ), и он определяет как геометрические параметры токарного резца, так и конечные габариты детали, так как ответственен за снижение деформации снимаемых слоев. Если он узкий, материал удаляется быстро, но точечно. Соответственно, по мере его расширения захватываемого пространства становится больше, но сила воздействия ослабляется, что негативно сказывается на общей производительности. Также толщина лезвия уменьшается, что чревато ухудшением прочности и теплоотвода, более частыми выкрашиваниями.
Может быть даже отрицательным – у инструментов, использующихся при обдирке под ударной нагрузкой; они востребованы потому, что воспринимают давление всей своей передней частью, а не только кромкой.
Резания
Он обозначается (δ) и определяет легкость и глубину проникновения приспособления в толщу материала заготовки.
Равен сумме α и β (который следующий на очереди). В подавляющем количестве случаев его выполняют в рамках 60-100 градусов.

Заострения
Его маркировка на чертежах (β), и он говорит о форме вершины. Чем тупее (шире), тем прочнее оказывается лезвие в условиях интенсивной эксплуатации.
Основной угол в плане токарного резца
Его записывают как (φ), и он обуславливает как скорость проведения технологической операции, так и физическую прочность инструмента, которые тем выше, чем он уже. Но не должен быть чересчур малым, так как это чревато возникновением вибраций из-за избыточных радиальных сил.
Находится между проекцией кромки и вектором подачи заготовки.

Вторичный в плане
Обозначается (φ1) и оказывает значительное влияние чистоту детали: чем он шире, тем больше шероховатостей у заготовки; но помните, что со снижением его значения повышается нагрев.
Задний вспомогательный
Его маркируют (α1) и он способствует устранению трения в месте контакта лезвия с деталью, предотвращая повышение температуры в этой зоне, а значит и защищая от преждевременного износа. С его увеличением падает прочность приспособления, и, если он выходит за рекомендованные рамки, это провоцирует поломку.

Вершина между кромкой резца и задней вспомогательной поверхностью
Уже из подзаголовка понятно, на какой точке пересечения она измеряется. И чем она острее, тем лучше снимается материал, но тем быстрее нагревается зона контакта, и тем хуже стойкость к механическим разрушениям, а значит и ниже срок службы.
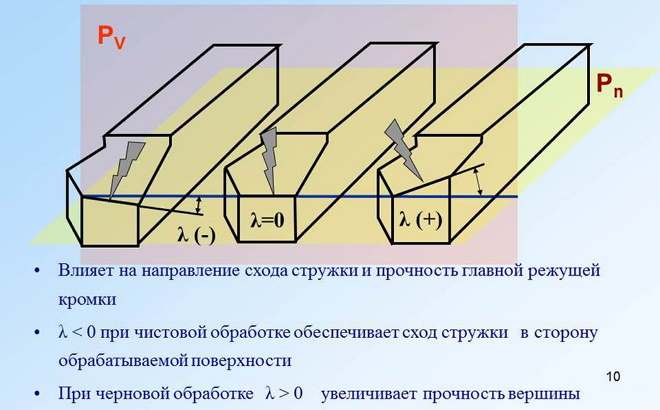
Наклона
Обозначается (λ), может быть положительным, нулевым или отрицательным. От его показателя зависит, в каком направлении будет сходить металлическая (деревянная, пластиковая) стружка при выполнении технологической операции.
Измерение углов заточки токарного резца
Для максимальной точности результата выполнять его необходимо только специализированным ручным оборудованием. Оно состоит из следующих частей:
- основание – на него крепятся все остальные элементы;
- подвижный шаблон для стойки, настраивающийся в удобном положении;
- градуированная шкала, дающая возможность считывать показания;
- стопорный винт, позволяющий отметить и сохранить направление изменения значений.

Алгоритм фиксации результатов таков:
- размещаете инструмент;
- прикладываете его кромку;
- смотрите, сколько показывает – найденная цифра и будет фактическим градусом.
Метод прост в реализации и достаточно точен. Кстати, учитывая возможные различия в геометрии токарных резцов, углы в плане рекомендуется определять с использованием оборудования, оснащенного нониусом.

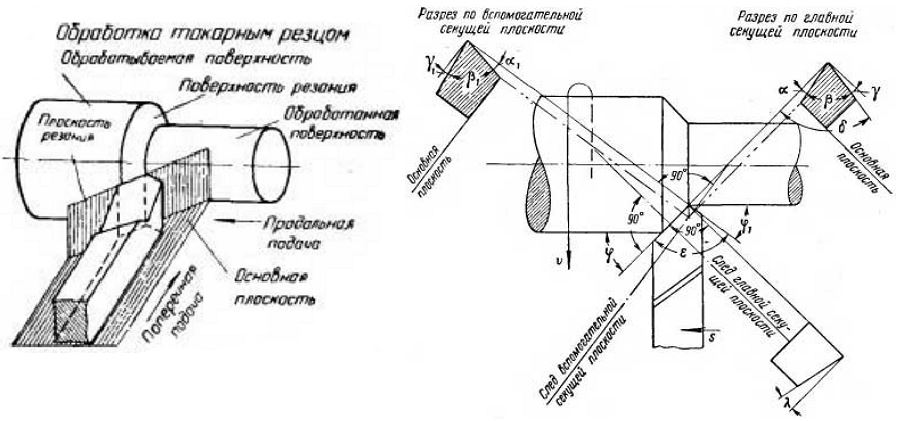
Плоскости обработки
Выделяют следующие их виды:
- основная – идет параллельно вектору подачи, будь он продольным или поперечным;
- резания – ее формирует лезвие (непосредственно) и та площадь, на которую оно воздействует (по касательной).
Плюс, есть пара секущих – главная и дополнительная. Направление первой – через свободную точку острия перпендикулярно проекции, вторая создается сходным образом и тоже под прямым углом, только уже через вспомогательную кромку.
Все полученные значения стоит записывать, ведя таким образом техническую документацию, которая при необходимости поможет рассчитать точность, скорость, качество съема материала и примерный срок службы инструмента с учетом интенсивности его эксплуатации.

Виды токарных резцов и их назначение
Всю совокупность существующих сегодня приспособлений можно условно классифицировать по ряду признаков:
- характер исполнения – сборные (из напаянных твердосплавных пластин) или цельные (сделаны из монолитного бруска);
- технологическая роль – общие (для стандартных операций) и специальные (для сложных профилей);
- конфигурация лезвия – прямое или изогнутое (для деталей с труднодоступными местами), последнее – с самой разной формой искривления;
- класс обработки – черновые (грубая, для обдирки) и чистовые (тонкая, для финишного доведения);
- особенность подачи – на неподвижную заготовку (строгальные) или на вращающуюся.
Для облегчения классификации конструкция токарного резца или его ключевые отличия часто отражены в его названии. Так, например, по алмазному сразу ясно, что он предназначен для снятия слоев сверхтвердых материалов. Основная часть пружинного напоминает спираль и слегка амортизирует под нагрузкой. Какой формы лопаточный, думаем, понятно, что за характер воздействия у долбежного, кажется, ясно без лишних слов.
Теперь подробнее рассмотрим те популярные группы инструментов, которые сегодня используются регулярно.

Наиболее распространены и более чем востребованы при наружной обработке цилиндрических деталей. Подразделяются на три категории:
- прямые – их лезвие идет строго параллельно оси вращения станочного оборудования;
- отогнутые – у них кромка расположена с отклонением влево или вправо (по отношению к державке), что позволяет существенно облегчать продольную подачу;
- упорные – уже с двумя изгибами, в результате чего головка приспособления приобретает ϟ-образную форму, поддерживающую деталь, не дающую ей изгибаться; благодаря этому подходят для снятия материала нежестких или длинных предметов.
Различия, которыми обладают элементы и углы токарного проходного резца, хорошо видны на схеме ниже. Мы же добавим, что все 3 разновидности выпускаются и применяются по-настоящему массово. Поэтому, в целях разумной экономии без ухудшения качества, их чаще всего делают неразборными и исполняют из инструментальных сортов стали.
Нужны для создания уступов и торцевания вращающихся объектов. Хороши своей способностью поддерживать каждое из направлений подачи – это позволяет без труда формировать какие угодно уступы. Обычно являются сборными, так как к ним не предъявляются строгие требования по надежности.

Важно располагать такой инструмент прямо напротив оси вращения и максимально близко к патрону, размещая корпус перпендикулярно детали, если нужно, используя жидкость для смазки и охлаждения.

Резьбонарезные
Поддерживают высокую точность совмещения вала станка с области детали. За счет максимального соответствия профилей обеспечивают достоверность конечного результата. В зависимости от обрабатываемой поверхности делятся на 2 вида:
- внутренние – отогнутые, их нужно заводить в полую заготовку;
- наружные – прямые, с максимально удобным доступом.
В каждом из случаев важно синхронизировать подачу со скоростью вращения шпинделя.

Нужны для обеспечения соосности: такое приспособление вставляется в цилиндрическую деталь и снимает лишний материал до тех пор, пока она не будет идеально надеваться на вал.
Стоит учитывать, что операция производится в условиях высокого нагрева и затрудненного удаления стружки и использования СОЖ, поэтому выполнять ее нужно на невысоких скоростях и сильно не углубляясь.
Делятся на 2 вида:
- упорные – для тупиковых отверстий;
- проходные – для сквозных.
Их державки также могут быть разных размеров.

Сборные
Здесь строение токарного резца состоит из цельнометаллического профиля и съемной пластины, либо напаянной (приваренной), либо прикрепленной механически. Во втором случае фиксация осуществляется с помощью прижимов, резьбового соединения или эксцентриков – главное, чтобы она была достаточно надежной.
Для создания прочного лезвия также важно правильно выбрать материал. Это может быть как «классическая» инструментальная сталь, так и еще более твердые сплавы или, в качестве альтернативы, порошковый композит.

Главные правила выбора инструмента
- Заранее определитесь, зачем он нужен и в каких режимах вы планируете его эксплуатировать.
- Учитывайте производственное назначение – возможностей того, что отлично подходит для разового или редкого применения в гараже или личной мастерской, вряд ли хватит для промышленности, с ее серийностью.
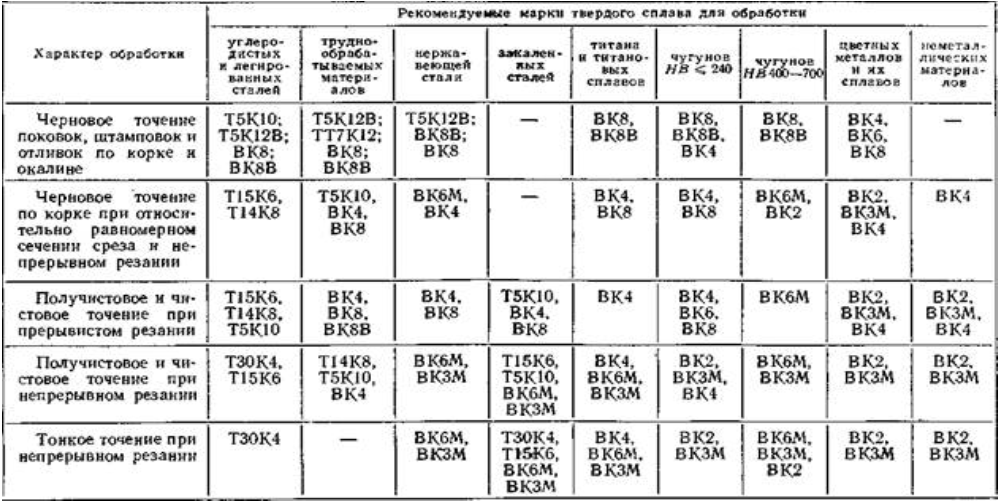
- Ориентируйтесь не на цену (слишком низкая стоимость должна даже отпугивать), а на стойкость, посмотреть которую можно в таблице токарных резцов.
- Обращайте внимание, возможна ли правка лезвия – если оно служит сравнительно дольше, но не может быть повторно заострено, а подлежит замене после первого же затупления, вы в конечном итоге потратите больше.

Когда требуется заточка
Есть два случая, в которых она необходима:
- кромка износилась и потеряла свои полезные качества;
- выпускается новый инструмент.
В обоих случаях ее необходимо проводить, иначе вы банально не сможете обработать деталь с должной точностью и обеспечить нужное качество поверхности. Плюс, в процессе заготовка наверняка дополнительно пострадает от биения и вибрации.
Так что обязательно делайте ее тогда, когда она требуется, то есть регулярно и своевременно; тем самым вы обеспечите лезвию необходимую остроту и надежность, что положительно скажется на общем уровне безопасности осуществления технологических операций на станке.

Правила выполнения заточки
- используйте только подходящий абразивный круг;
- работайте в перчатках и маске (очках), не забывайте о защите;
- очистите все основные части и элементы токарного резца от пыли и грязи и зафиксируйте его в подручнике, отрегулировав положение;
- в первую очередь выводите задние углы и лишь после их замера и проверки переходите к передним;
- не пренебрегайте доводкой – она нужна на каждом участке, где наблюдаются даже мельчайшие неровности.

Применяемые инструменты
Базу в данном случае составляет пара шлифкругов: один выполнен из зеленого кремниевого карбида, другой – из электрокорунда. Первый подойдет для материалов высокой степени твердости, второй – для более мягких инструментальных сталей.
Также понадобится шлифовальный станок для проведения финишных операций. Так как последние считаются тонкими, оборудование должно функционировать на малых оборотах с минимально возможным уровнем биений. В качестве абразива подойдет алмазная или эльборовая поверхность.

Как закрепить резец на станке
Он устанавливается на каретку суппорта (подвижный элемент) и фиксируется держателем, который может быть как одно-, так и многопозиционным. Внимание, его положение нужно выверить с максимальной точностью: необходимо, чтобы он был размещен параллельно и одновременно перпендикулярно. Кромка – строго напротив оси вала, потратьте время на настройку по высоте. В центрировании отлично помогут стальные пластины-накладки.
Также не следует допускать зазоров или люфтов, которые способны привести к разбалтыванию инструмента (со временем и под нагрузками), а значит и к снижению точности обработки деталей. Поэтому крепеж обязан быть жестким.
Мы подробно рассказали, из каких частей состоит токарный резец, что за углы у него есть и зачем они нужны. Теперь вы наверняка понимаете, насколько важно поддерживать геометрию его профиля в рекомендованном состоянии и, при необходимости, сможете заточить его. Ну а станок для этого вы всегда найдете в каталоге ижевского производителя «Сармат» – обращайтесь и покупайте качественное оборудование.
Геометрия токарного резца – углы, поверхности, плоскости
К основным режущим инструментам, используемым при токарной обработке, относится резец, геометрические параметры которого определяют его технические возможности, точность и эффективность обработки. Разбираться в таких параметрах должен любой специалист, решивший посвятить себя токарному делу, поскольку правильный выбор углов резца увеличивает как продолжительность эксплуатации инструмента, так и производительность обработки.
Параметры токарных резцов
Любой токарный резец образуют державка, необходимая для фиксации инструмента в держателе токарного станка, и рабочая головка, обеспечивающая резание металла. Для рассмотрения геометрических параметров токарного резца за образец лучше взять проходной инструмент.
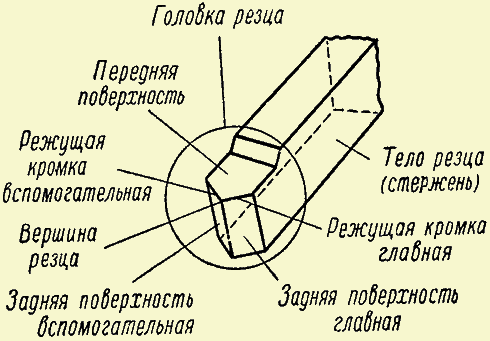
На режущей части токарного резца данного типа выделяют три поверхности:
- переднюю (по ней в ходе обработки заготовки осуществляется сход металлической стружки);
- задние – главную и вспомогательную (обе повернуты своей лицевой частью к обрабатываемой детали).
Кромка инструмента, называемая режущей (и непосредственно участвующая в обработке), образована пересечением его передней и главной задней поверхностей. В геометрии токарного резца выделяют и вспомогательную режущую кромку. Она, соответственно, образована пересечением передней поверхности со вспомогательной задней.
Точку, в которой пересекаются главная и вспомогательная режущие кромки, принято называть вершиной резца. Последняя при резании металла испытывает колоссальные нагрузки, приводящие к ее поломке. Чтобы повысить стойкость вершины резца, ее в процессе заточки не заостряют, а немного скругляют. Это требует введения такого параметра, как радиус при вершине. Есть и еще один способ увеличения стойкости вершины токарного резца – формирование переходной режущей кромки, имеющей прямолинейную форму.
Важнейшими геометрическими параметрами резцов для токарной обработки являются их углы, которые определяют взаимное расположение поверхностей инструмента. Параметры углов варьируются в зависимости от разновидности токарного резца и от ряда других факторов:
- материала изготовления инструмента;
- условий его работы;
- характеристик материала, который предстоит обрабатывать.
Углы резцов для токарной обработки
Чтобы правильно определять углы токарного инструмента, их точные величины, их рассматривают в так называемых исходных плоскостях.
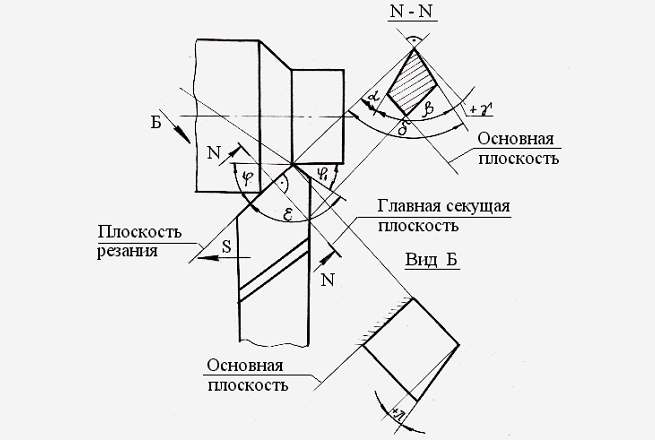
Углы и плоскости токарного резца
- Основная плоскость параллельна направлениям подач токарного резца (продольной и поперечной) и совпадает с его опорной поверхностью.
- Плоскость резания включает главную режущую кромку и проходит по касательной по отношению к поверхности обработки. Эта плоскость перпендикулярна к основной.
- Главная секущая плоскость пересекает главную режущую кромку и располагается перпендикулярно по отношению к проекции, которую данная кромка откладывает на основную плоскость. Есть еще и вспомогательная плоскость секущего типа, которая, соответственно, перпендикулярна проекции, откладываемой на основную плоскость вспомогательной режущей кромкой.
Углы токарных резцов, как уже говорилось выше, измеряются именно в данных плоскостях и те из них, которые измеряют в плоскости, называемой главной секущей, обозначают как главные. Это, в частности, главный передний, главный задний углы, а также углы заострения и резания.
Угол наклона режущей кромки резца
Одним из важнейших считается главный задний угол токарного резца, который минимизирует трение, возникающее при взаимодействии задней поверхности инструмента с деталью, которую в данный момент обрабатывают (а значит, уменьшает нагрев резца и продлевает срок его службы). Образуется этот угол поверхностью резца (главной задней) и плоскостью резания. Выбирая данный угол при заточке инструмента, учитывают тип обработки и материал заготовки. При этом следует знать, что сильное увеличение размера заднего угла приводит к быстрому выходу токарного резца из строя.
Прочность и стойкость режущего инструмента, усилия, возникающие в ходе обработки, определяются параметрами переднего угла. Он находится между передней поверхностью токарного резца и плоскостью, в которой расположена главная режущая кромка (эта плоскость перпендикулярна плоскости резания). При заточке токарного резца, учитывают ряд факторов, влияющих на величину данного угла:
- материал заготовки и самого инструмента;
- форму передней поверхности;
- условия, в которых резец будет использоваться.
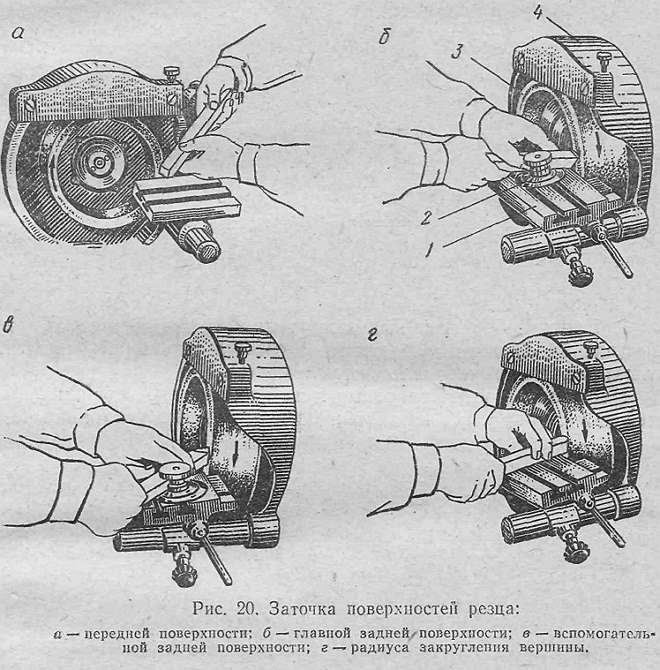
Порядок заточки поверхностей токарного резца
Увеличение значения переднего угла, с одной стороны, позволяет улучшить чистоту обработки, а с другой – провоцирует снижение прочности и стойкости токарного резца. Такой угол, получаемый в результате заточки, может иметь положительное и отрицательное значение.
Токарные резцы с передними углами, которые имеют отрицательные значения, отличаются высокой прочностью, но выполнять обработку такими инструментами затруднительно. Обычно заточку с передним углом, который имеет положительное значение, используют, когда предстоит обработка заготовки из вязкого материала, а также когда материал изготовления инструмента отличается высокой прочностью.
Резцы с передними углами, имеющими отрицательное значение, применяют при обработке материалов с высокой твердостью и прочностью, при выполнении прерывистого резания, когда материал изготовления инструмента не обладает достаточной прочностью на изгиб и плохо воспринимает ударные нагрузки.
Параметрами, характеризующими геометрию резца для токарной обработки, также являются углы резания и заострения. Угол резания, величина которого может варьироваться в пределах 60–100 0 , находится между поверхностью инструмента, называемой передней, и плоскостью резания.
Величина данного угла напрямую зависит от твердости, которой обладает обрабатываемый металл: чем она выше, тем больше его значение. Угол заострения полностью соответствует своему названию, он измеряется между главной передней и главной задней поверхностями инструмента и характеризует степень заострения его вершины.
Характеризуют токарный резец и углы в плане. Это главный, измеряемый между направлением продольной подачи и проекцией, которую откладывает главная режущая кромка на основную плоскость, и вспомогательный, образуемый проекцией вспомогательной режущей кромки на основную плоскость и направлением продольной подачи.
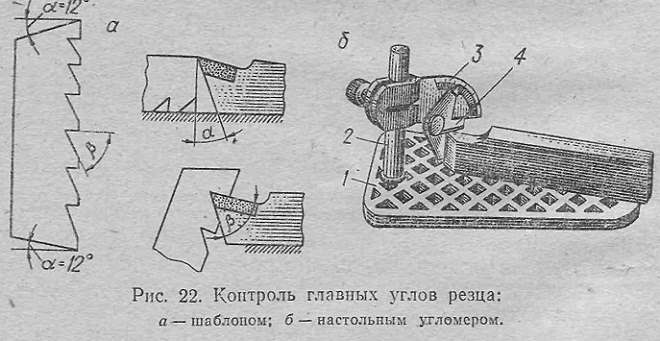
Контроль углов резца
При заточке указанные углы выбираются не произвольно, а в зависимости от типа токарной обработки и жесткости, которой обладает система «станок – инструмент – заготовка». Так, обработку большей части металлов можно проводить инструментами с главным углом в плане, равным 45 0 , но тонкие и длинные заготовки следует обрабатывать резцами, у которых величина этого угла находится в промежутке 60–90 0 . Это необходимо для того, чтобы исключить прогиб и дрожание детали.
Вспомогательный угол в плане одновременно коррелирует с чистотой обработки и со стойкостью резца. С его уменьшением возрастает чистота обработки и увеличивается стойкость инструмента.
Помимо рассмотренных выше в геометрии токарных резцов различают углы:
- при вершине (измеряемый между проекциями, которые откладывают на основную плоскость главная и вспомогательная режущие кромки).
- наклона главной режущей кромки (образуется линией, которая параллельна основной плоскости и проходит через вершину резца, и самой режущей кромкой; защищает самую уязвимую часть резца – его вершину – от разрушения).
Рекомендуем вам посмотреть видео, в котором опытный преподаватель-практик подробно рассказывает обо всех тонкостях строения токарных резцов.
Читайте также: