Плющение металла на листогибе
Обновлено: 28.09.2024
При этом методе между листом металла и стенками V-образной матрицы существует воздушный зазор, лист остается "в воздухе" и не соприкасается со стенками матрицы.
Пуансон воздействует на металл сверху в одной точке, а матрица только двумя точками вверху V-образного паза.
Геометрия гиба формируется только за счет глубины погружения пуансона в матрицу.
Ширина ручья на матрице чаще всего выбирается из расчета 10-15 толщин металла, а инструмент имеет угол намного более острый, чем деталь после гибки.
Преимущества «свободной гибки»:
- Высокая гибкость: без смены гибочных инструментов вы можете получить любой угол гибки, находящийся в промежутке между углом раскрытия V-образной матрицы.
- Меньшие затраты на инструмент, можно обойтись одним комплектом для многих задач.
- Меньшее требуемое усилие гибки по сравнению с другими методами гибки.
Недостатки «свободной гибки»:
- Менее точные углы. В связи с тем что инструмент воздействует на металл только в трех точках то заготовка может повести себя непредсказуемо и угол гиба по всей длине будет неравномерный,
- Меньшая точность повторений, на которую сильно влияют различия в качестве материала заготовок.
- Больший эффект обратного пружинения за счет большей упругой деформации.
- Меньшая универсальность и качество гибки. Раскрытие матрицы при свободной гибке 10-15 толщин листа, это является причиной увеличения минимального отгиба. Отсутствие соприкосновения со стенками матрицы является причиной деформации отверстий («выворот») расположенных близко к линии гиба.
В каких случаях «свободная гибка» предпочтительнее:
- Большая номенклатура изделий, мелкосерийное производство.
- Разные углы гибов (в том числе острые).
- Минимальные требования к точности и качеству гибов.
- Геометрия конечных деталей не содержит маленьких минимальных отгибов и допустимы внутренние радиусы гибов равные двум толщинам и более.
ГИБКА НА ОСНОВЕ
Данный метод гибки некоторые объединяют с «свободной гибкой», но у него много своих особенностей.
В отличии от классической «воздушной гибки» заготовка в самом конечном положении контактирует со стенками V-образного паза и нижней частью пуансона.
Требуемое усилие выше чем при «свободной гибке» до трех раз. Раскрытие матрицы выбирается из диапазона 6-10 толщин металла.
Преимущества «гибки на основе»:
- Более точные углы по сравнению с «воздушной гибкой», теоритические значения ±300.
- Меньший эффект обратного пружинения и большая повторяемость за счет большего воздействия на металл и уменьшения упругих деформаций. Несмотря на это пружинение немного остается, поэтому если необходимо получать на готовой детали 90°, то инструмент следует выбирать 88°-85°.
- Лучшее качество гибки: «выворот» отверстия уменьшается при достижении пуансоном нижнего положения, относительно небольшие раскрытия матриц позволяют делать небольшие минимальные отгибы и довольно точные внутренние радиусы равные от 1 до 2 толщин металла.
Недостатки «гибки на основе»:
- Большее требуемое усилие гибки по сравнению со «свободной», не применим для толстых металлов.
- Меньшая гибкость по сравнению с «воздушной гибкой», чтобы достичь всех преимуществ данного метода на другом профиле или угле необходим другой инструмент.
В каких случаях «гибка на основе» предпочтительнее:
- Ограниченная номенклатура изделий, мелкосерийное и серийное производство.
- Повышенные требования к точности и качеству гибов.
- Внутренние радиусы гибов должны быть от 1 до 2 толщин металла.
- Часто используется один угол гибов, например 90° и изредка более тупые.
- Оптимальные минимальные отгибы.
Данный метод заключается в максимальном пространства между пуансоном и матрицей в конечном положении.
Угол гиба определяется усилием и геометрией гибочного инструмента.
Давление продолжается даже при достижении нижней точки, за счет этого отсутствует упругая деформация, лист металла пластически деформируется под давлением инструмента.
Преимущества «чеканки»:
- Точность углов гиба, несмотря на разницу в толщине и свойствах материала.
- Маленький внутренний радиус, до 0,5 толщины металла, бывает недостижим другими способами.
- Обратное пружинение практически отсутствует, максимальная повторяемость.
- Доступные специльные исполнения, например Z-гибка, U-гибка, несколько гибов за один раз, сложные формы.
Недостатки «чеканки»:
- Максимальные требования по усилию, причем не только к станку, но и к инструменту и системе крепления.
- Отсутствие гибкости, один инструмент - один вид профиля.
- Только тонкий металл, в основном используют на толщинах до 2 мм.
- Повышенный износ инструмента и оборудования.
В каких случаях «чеканка» предпочтительнее:
- Крупносерийное производство.
- Самые высокие требования к точности и повторяемости.
- Внутренние радиусы гибов должны быть меньше толщины металла.
- Необходимо не зависеть от качества заготовок.
- Сложная форма гибов, которую не получить другими методами.
2. РАСЧЕТ УСИЛИЯ ДЛЯ ГИБКИ
Чтобы гибочный инструмент служил долго, необходимо ограничивать нагрузку на инструмент в соответствии с максимально допустимой. На инструменте этот параметр указывается в тоннах или килоньютонах на метр.
Важно понимать, что с уменьшением длины заготовки и инструмента уменьшается максимально допустимое номинальное усилие. Например, инструмент выдерживает нагрузку 60 тонн/метр, соответственно 10 сантиметров такого инструмента выдержит давление только 6 тонн.
Расчитать требуемое усилие для гибки металла можно только примерно, на практике используют таблицы или формулу.
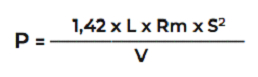
S - толщина металла, мм
V - раскрытие матрицы, мм
Ri - внутренний радиус гиба на детали, мм
В - минимальный отгиббез толщины металла при 90°, мм
Rm - предел прочности в кг/мм2
F - необходимое усилие, т/м
Формула расчета усилия:
1,42 - это коэффициент, учитывающий̆ трение заготовки о кромки матриц, у горячекатаного и несмазанного металла трение больше чем у холоднокатаного, если металл ржавый̆, то следует добавлять 10-15% к расчетному усилию.
L - длина заготовки, чтобы получить результат в тоннах длину надо указывать в метрах.
Таблица зависимости минимального отгиба от градуса гиба

Где В - минимальный отгиб без толщины металла при 90°, указанный в таблицах усилий
Гибка листового металла - методы и советы по проектированию [часть 1]

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы - гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией - нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» - вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Краткая теория резки и гибки листового металла
Ниже Вы найдете полезную информацию для определения оптимальных качественных параметров инструмента для операций гибки и резки листового металла.
ПРОЦЕСС ГИБКИ
Большинство процессов обработки листового металла, включают формообразование заготовки. Различные типы процессов гибки широко используются в широком спектре продукции: автомобильные компоненты, мебель, двери, детали для железнодорожного транспорта, строительства, авиации, электроники, телефонии, судостроения и т.д.. Мы можем сказать с полным основанием, что процесс гибки листов найдет свое место в подавляющем большинстве продукции. Несмотря на кажущуюся простоту, процесс гибки является весьма сложной производственной технологией, которую требуется понимать, и грамотно использовать в производстве.
Гибка — пластическое деформирование листового металла под действием внешней силы.
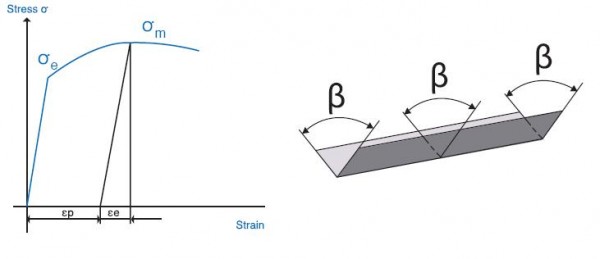
εp = пластическая деформация,
εe = обратное пружинение.
При промышленном изготовлении деталей, одной из важнейших задач является обеспечение жестких геометрических допусков в готовой продукции. Идеальный гиб определяется тремя основными факторами:
• Точный угол гиба (ß теоретический против ß реального),
• Постоянный угол гиба на всей длине детали,
• Плоскостность отгибаемой полки по всей длине гиба.
“ВОЗДУШНАЯ” ИЛИ СВОБОДНАЯ ГИБКА
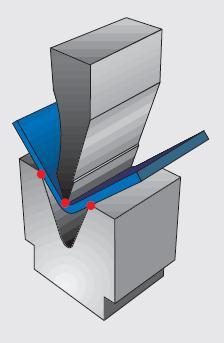
Среди процессов гибки V-типа, “воздушная” гибка является наиболее простым методом и широко используется в широком диапазоне производственных процессов. Процесс “воздушной” гибки обеспечивается точным перемещением пуансона по отношению к V-образной матрице. Таким образом, листовой металл сгибается, создавая угол в точке контакта между пуансоном и листом. Листовой металл имеет 3 точки контакта с пуансоном и матрицей. Угол гиба определяется тем, насколько глубоко пуансон вошел внутрь матрицы. Обратное пружинение компенсируется увеличенным ходом пуансона, что позволяет листу вернуться к требуемому углу гиба (перегиб листа) после снятия нагрузки. Преимуществами “воздушной” гибки являются: низкое усилие гибки, возможность гибки очень толстых листов и возможность получения различных углов гибки используя одни и те же инструменты. Эти преимущества делают этот метод менее дорогим и более гибким. “Воздушная” гибка характеризуется сложностью достижения точного угла в связи с наличием эффекта обратного пружинения, а также необходимостью использовать высокотехнологичные прессы, чтобы гарантировать отличную точность гибки.
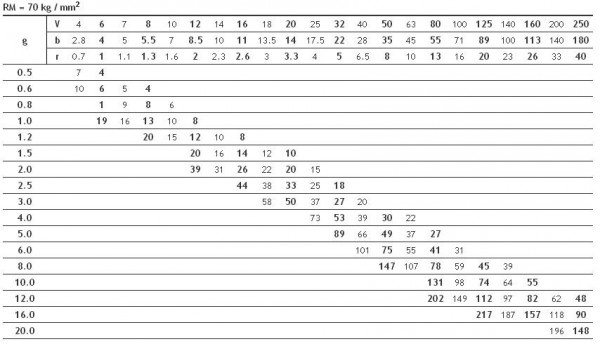
Таблицы расчета усилия F при «воздушной» гибке.
, где
F — требуемое усилие на 1 м пуансона, тонн
r — внутренний радиус, мм.,
b — минимальной высоты отогнутой полки, мм.,
g — толщина материала, мм.,
V — ширина ручья (раскрытия матрицы), мм.
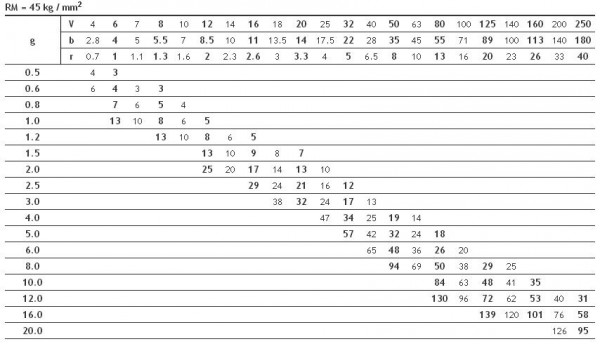
Пример: Листовая сталь с пределом прочности RM 430-500 МПа с толщиной 6 мм можно согнуть на размере матрицы V=50 мм, минимальная кромка — 35 мм, внутренним радиусом 8 мм, необходимое усилие гибки составит 48 тонн на метр пуансона.
Соответственная таблица для нержавеющей стали…
Для более конкретного случая воспользуйтесь файлом: Расчет требуемого усилия гибки
КАЛИБРОВКА ИЛИ ЧЕКАНКА (гибка до полного касания инструментов)
При использовании метода чеканки, пуансон через лист полностью касается матрицы, это обеспечивается тем, что поверхности пуансона и матрицы повторяют друг друга. Чеканка в основном используется для изготовления деталей с углом 90 градусов на тонком листе, где требуется малый радиус гиба. Гиб обеспечивается, прессованием детали в матрице, так что листовой металл точно повторяет профиль матрицы. Учитывая сильную пластическую деформацию обратное пружинение сведено к минимуму. Преимуществами данного метода являются высокая точность угла, минимальное обратное пружинение, возможность получать минимальный радиус гиба. Основными недостатками метода являются необходимость наличия наборов инструментов для каждого угла и радиуса, а также необходимость использования увеличенного усилия (в 3-10 раз по сравнению с “воздушной” гибкой).
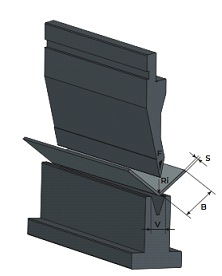
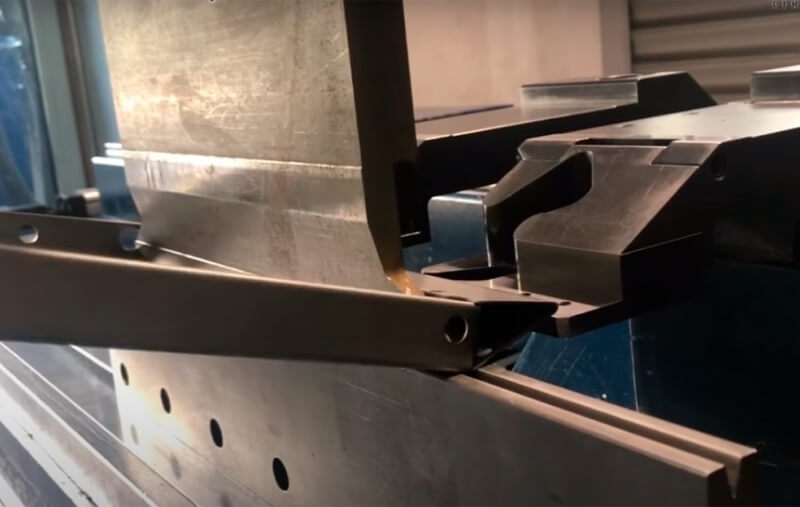
ПЛЮЩЕНИЕ
Как правило, метод применяются для увеличения жесткости детали и для создания безопасной кромки. Процесс выполняется в 2 шага: сначала предварительная гибка с углом 26 ° -35 ° (“воздушная” гибка), оконча-тельное плющение, полностью или частичное, в зависимости от приложенного усилия.
ПРОЦЕСС ГИЛЬОТИННОЙ РЕЗКИ
Гильотинная резка представляет собой процесс прямолинейной резки листового металла. Материал разрезается между противоположными кромками двух лезвий. Предварительно лист фиксируется с помощью прижимных цилиндров. Во время процесса резки подвижное лезвие двигается по отношению к неподвижному лезвию с определенным зазором между ними, который определяется условиями резки. Подвижное лезвие может быть установлено под углом по отношению к неподвижному для того, чтобы резка велась последовательно от одной стороны к другой, этот угол называется углом между лезвиями, и это уменьшает усилие резки, но увеличивает ход подвижного лезвия.
Что касается самой гильотины, то, машина состоит из станины со столом, системы прижима листа, верхнего и нижнего лезвия и заднего упора. Задний упор обеспечивает требуемый размер отрезаемой детали.
Задний угол верхнего лезвия незначительно влияет на усилие резки. При использованием двух лезвий с четырьмя режущими кромками требуется более высокое усилие резки, чем когда верхняя лезвие отшлифованы с небольшим задним углом, этот угол, как правило, не более 3°.
Угол между лезвиями значительно влияет на усилие резки и влияет на дефекты, которые возникают при резке узких полос. Данный угол — менее 3°.
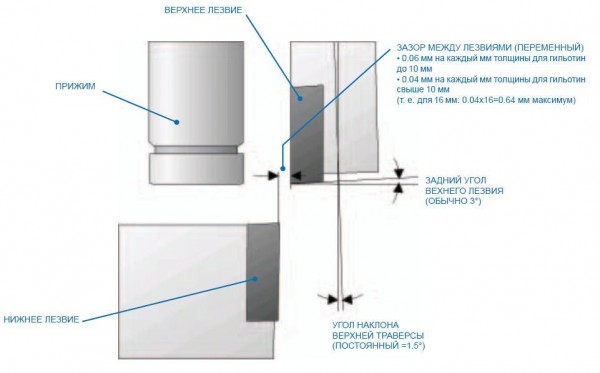
Зазор между лезвиями — это расстояние (перпендикулярное) между лезвиями. Чистота резки зависит от толщины листа и прочности материала. Точные значения зазора должны быть определены для каждого конкретного случая. Если зазор слишком маленький, то наблюдается увеличенный износ лезвий: затраты на переточку инструмента и усилие резки будет выше. Если зазор слишком большой, то материал сминается между двумя лезвиями. В результате отрезаемая кромка будет с увеличенным конусом и большими пластическими деформациями. Зазор — ключевой фактор для получения качественной кромки.
Дефекты готовых изделий из листового металла в результате резки:
- дефект скручивания,
- дефект саблевидности,
- дефект изгиба
- дефект непрямолинейной кромки.

ДЕФЕКТ САБЛЕВИДНОСТИ
Этот дефект выражается в изгибе отрезанной детали в плане (поверхность остается плоской) после резки. Это связано с шириной детали, ее толщиной, прочности материала и направления линий прокатки (остаточные напряжения). Для уменьшения этого дефекта рекомендуется использовать меньший угол между лезвиями и выполнять резы вдоль направления линий прокатки.
ДЕФЕКТ СКРУЧИВАНИЯ
Этот дефект выражается в скручивании готовой детали вдоль ее оси после резки. Этот дефект возникает обычно,при резке узких полос. Условия резки, которые усиливают этот дефект, связаны с геометрией листового металла (большая толщина, малая ширина, короткая длина), характеристик материала (мягкий материал, неравномерное распределение напряжений) и, конечно, параметры резки (большой угол между лезвиями, высокая скорость резки).
ДЕФЕКТ ИЗГИБА
Этот дефект выражается в изгибе отрезанной детали (деталь не плоская), после резки. Этот дефект обусловлен углом между лезвиями и жесткостью заготовки. Для уменьшения этого дефекта рекомендуется использовать меньший угол между лезвиями и поддерживать отрезаемую заготовку.
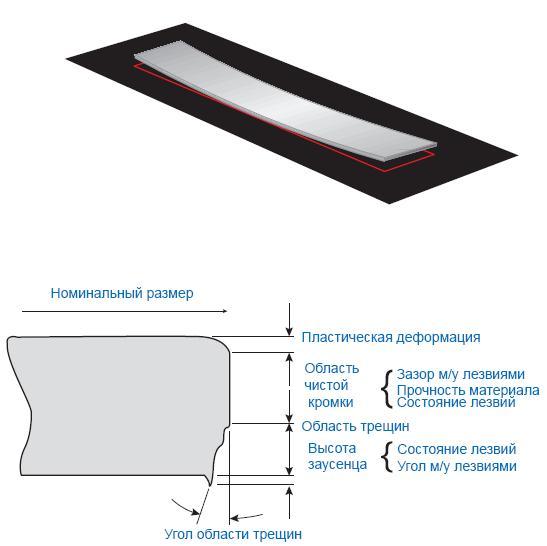
ДЕФЕКТ НЕПРЯМОЛИНЕЙНОЙ КРОМКИ
Разрезаемый материал пластически деформируется в очень небольшой области, которая формирует остаточную деформацию. Область чистой кромки, где верхний нож проникает в материал до образования трещин, которые в свою очередь ведут к образованию грубой и нерегулярной поверхности известной как область трещин. Область трещин распространяется до области заусенцев, которые появляются на завершающем этапе резки и зависят от зазора, характеристик металла и состояния инструмента.
Гибка металла
Ваш запрос успешно отправлен.
В ближайшее время наши менеджеры свяжутся с Вами.
Гибка металла – востребованная услуга. Она заключается в придании металлическому листу необходимой объемной формы посредством деформации, с применением пуансона и матрицы. По этой технологии производятся многие объемные изделия. В зависимости от условий гибки, она бывает горячей и холодной. Большее распространение получила холодная гибка, услуги которой и предоставляет наша компания.
На оборудовании ООО «ПРОМЭКС» ежемесячно:
- выполняется ≈ 2 млн. гибов;
- производится свыше 800 000 деталей;
- из них ≈ 10 000 – абсолютно уникальные.
Лучшая цена без колебаний – от 4 рублей за гиб
Мы более 7 лет удерживаем стабильно низкие цены на оказываемые услуги металлообработки. Для этого мы обновили свой парк оборудования высокоскоростными станками, внедрили в операции гибки новые технологии и оптимизировали производственный процесс. ООО «ПРОМЭКС» – крупнейший потребитель инструментов для листогибочных станков в годовом исчислении. Ежедневно мы совершенствуемся и создаем все более привлекательные условия сотрудничества.
Факторы, влияющие на сроки и стоимость гибки листового металла:
- Толщина листа. Для гибки толстых листов нужно больше усилий. При обработке толстолистового металла замедляется опускание балки станка и возрастает общее время операции.
- Длина гиба. От этого фактора зависит число применяемых гибочных инструментов. С увеличением длины гиба возрастает износ инструментов, что неизбежно влияет и на стоимость услуги.
- Масса детали - влияет на время металлообработки.
| Толщина от, мм | Толщина до, мм | Длина от 0 мм | Длина от 501 мм | Длина от 1001 мм | Длина от 2001 мм | Длина от 2701 мм | Длина от 3201 мм |
|---|---|---|---|---|---|---|---|
| 0 | 2,5 | 4,00 | 5,00 | 7,00 | 10,00 | 20,00 | 40,00 |
| 2,51 | 5 | 6,00 | 9,00 | 12,00 | 15,00 | 30,00 | 80,00 |
| 5,01 | 9 | 10,00 | 15,00 | 20,00 | 25,00 | 40,00 | 120,00 |
| 9,01 | 12 | 15,00 | 20,00 | 30,00 | 40,00 | 60,00 | 150,00 |
| 12,01 | 16 | 30,00 | 50,00 | 70,00 | 90,00 | 300,00 | |
| 16,01 | 20 | 50,00 | 100,00 | 300,00 | 500,00 | ||
| Наши цены НЕ зависят от марки материала. | |||||||
Добавочная стоимость на гибку - зависимость цены от массы детали.
| Масса от, кг | Масса до, кг | Цена, руб |
|---|---|---|
| 17 | 20 | 30,00 |
| 20 | 40 | 90,00 |
| 40 | 60 | 120,00 |
| 60 | 80 | 180,00 |
| 80 | 100 | 300,00 |
| 100 | 120 | 600,00 |
| 120 | 140 | 1200,00 |
| 140 | 160 | 1400,00 |
| 160 | 200 | 4000,00 |
Как сделать заказ
Мы выполняем холодную гибку металла. Она делится на 2 типа:
Свободная (V-образная) гибка
Этот вариант – самый популярный. Выполняется с помощью универсального инструмента: матрица обычно размещается в нижней части пресса, а пуансон фиксируется на балке. Именно пуансон оказывает давление на обрабатываемый лист металла и в тандеме с матрицей выполняет заданные гибы. При сгибании металла пуансон размещается во внутренней области угла гиба, а с внешней стороны находится матрица.
Метод свободной гибки мы применяем для металлических листов толщиной 0,5–16 мм, но точный диапазон толщин зависит от марки металла.
Доступные для этой технологии углы гиба – от 28–30 0 до 170–178 0 . Возможно получение и меньших углов, если дополнительно оснастить матрицу инструментом для плющения. Это позволяет дожать угол гиба до величин менее 28 0 . Плющению подлежит листовой металл толщиной 0,5–2,5 мм.
При мелкосерийном производстве выгодно применять свободную гибку, поэтому наши конструкторы отдают ей предпочтение при расчете заказов. Благодаря такому подходу мы устанавливаем на гибку листового металла привлекательные цены, одни из самых низких в стране.
Калибровка (штамп)
Способ калибровки менее востребован из-за более высокой стоимости услуги. Она обусловлена применением особого штампующего инструмента. Специально для выполнения конкретной операции гибки производятся отдельные матрица и пуансон. Изготовление специальной оснастки ощутимо отражается на цене изделий. Поэтому по технологии калибровки рационально производить средние и крупные серии продукции.
Преимущества этого метода:
- Возможность выполнения на 1 пресс совокупности гибов, в т. ч. получение Z-гиба с малым плечом (4–5 мм).
- Применимость на узкой области заготовки. К примеру, если нужно изготовить швеллер 30х10х30 мм, свободная гибка задачу не решит.
- Точность. Калибровка позволяет получать высокоточные детали из листового металла.
Гибка металла любой сложности
Тонкости технологии
Металлы для гибки
- Черные металлы. Повсеместно их широко используют для изготовления гибочных деталей. Причина такой популярности – в минимальной стоимости получаемой продукции. Преимущественно для гибки применяются стали низко- и среднеуглеродистых марок.
- Оцинковка. Отличается от черных металлов наличием цинкового покрытия. Нанесенный слой цинка выполняет защитно-декоративные свойства. Он оберегает материал от коррозии и придает ему привлекательный вид, позволяя обойтись без покраски.
- Нержавейка (стальные сплавы с содержанием никеля) Многие ее марки допускают гибку. Станки «ПРОМЭКС» позволяют обрабатывать листы этих марок в диапазоне толщин 0,5–12 мм. По сравнению с обработкой черных металлов, для сгибания никельсодержащих сплавов нужно прикладывать больше усилий. Поэтому есть ограничения по обработке длинных заготовок.
- Сплавы алюминия. Они сложны и требовательны в обработке, но огромный опыт наших специалистов позволяет успешно гнуть алюминиевые листы. При их обработке применяются матрицы с широкими ручьями, чтобы не допустить разрывов материала в области сгиба. Уделяется внимание и другим нюансам, включая возраст материала: чем он старше, тем сложнее гнется.
- Медь. Мы используем для гибки медь 6 видов, толщиной 0,4–10 мм.
- Латунь. Гнем листы некоторых марок, в диапазоне 0,5–10 мм.
- Титан. Преимущественно сгибаем тонкие листы, в пределах 0,5–3 мм.
«Правило 8» или формула идеальной гибки
Чтобы избежать дефектов в области сгиба, матрицу нужно брать в 8 раз толще, чем сама заготовка. Так, для листа толщиной 1 мм берем V8, для листа 1,5 мм нужна матрица V12 и т.д. При неправильном выборе матрицы, особенно при обработке цветмета, в области сгиба появляются микротрещины и разрывы.
Для некоторых материалов холодная гибка категорически не подходит. В их числе углеродистые стали 40 и 45, класс инструментальных сталей, латунь ЛС5-1, алюминиевые сплавы Д16, Д16БТ, АМг5 и АМг6.
Расположение волокон в цветных металлах
Этот фактор имеет значение при обработке медных, латунных, алюминиевых и титановых заготовок. Раскрой таких материалов нужно производить с учетом правильного направления волокон в листе. Линии будущих сгибов рекомендуется размещать перпендикулярно волокнам. Иначе возрастает риск порыва заготовок в процессе гибки.
Основы гибки металла
На сегодняшний день гибка листового металла осуществляется различными способами. Наибольшее распространение получили станки типа Press Brake. Популярность применения такой технологии обусловлена следующими особенностями.
- На одном и том же оборудовании можно изготавливать детали различных конфигураций из различных материалов и различных толщин.
- Высокая производственная гибкость — большинство деталей изготовляется без переналадки оборудования и смены инструмента. Более того, часто инструмент вообще не меняется, при этом в производстве может находиться большое количество деталей отличных как по конфигурации, так и по материалу/толщине.
- Высокая производительность.
- Низкая стоимость оборудования и себестоимость производства.
- Применимость автоматизации процесса.
Вместе с тем, возможности такого технологического процесса не могут быть безграничными. Основными лимитирующим факторами или их сочетанием, являются:
- свойства материала;
- особенности инструмента;
- знания и умения технологов и операторов;
- возможности пресса.
Рассмотрим основные, наиболее важные, вопросы гибки листового металла на станках типа Press Brake.
Деформация металла
Гибка на листогибочных прессах основана на принципе 3 точек. Лист опирается на 2 точки матрицы. Пуансон давит на лист между 2 точками матрицы, образуя третью, центральную точку. По мере опускания пуансона, центральная точка листа опускается вместе с ним, а нижние боковые поверхности листа скользят по радиусам V-раскрытия матрицы. Материал несколько сжимается в месте давления пуансона и значительно растягивается с нижней стороны листа. Также, материал деформируется в месте скольжения по матрице — там остаются видимые или невидимые следы деформации (вдавливания).
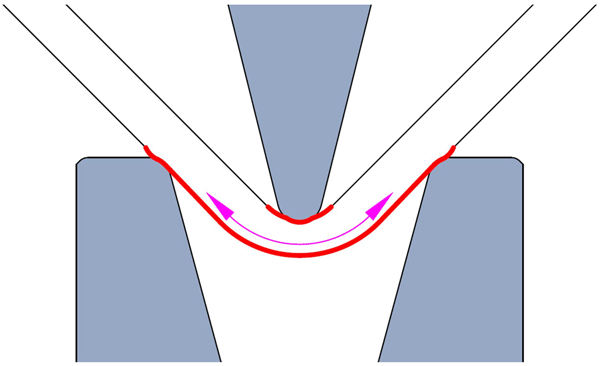
Схематичное изображение деформации металла при гибке
Длина развертки в направлении, перпендикулярном линии гиба, всегда увеличивается. В связи с этим длину развертки делают меньше чем сумму всех бортов. Удлинение заготовки на каждом гибе зависит от:
- толщины и типа материала,
- угла гиба,
- радиуса гиба (ширины V-раскрытия матрицы и радиуса пуансона),
- направления проката.
Теоретический расчет всегда будет приближенным. Наиболее точный результат можно получить опытным путем. Для этого нужно взять несколько заготовок, например, 100x100. Отметить направление проката. Согнуть равное количество заготовок вдоль проката и поперек. Сделать замеры полученных бортов. Для каждой заготовки суммировать длины бортов и вычесть 100. Полученная разница и будет удлинением для заданных условий гибки. Сравнивая полученные результаты можно оценить следующее:
- стабильность результатов,
- влияние направления проката.
В большинстве случаев разницей в удлинении вдоль проката и поперек можно пренебречь. Однако, если требования к точности получаемых размеров очень высокие и/или количество гибов большое, то эту разницу следует учитывать при создании развертки и расположении ее на листе.
Отдельно нужно отметить тот факт, что чем больше нужно деформировать металл (уменьшение минимального борта, угла и радиуса гиба) тем большее воздействие потребуется. Здесь воздействие напрямую связно с давлением и моментом силы. Давление является отношением силы к площади, на которую она приложена. Таким образом, для увеличения воздействия необходимо прикладывать большее усилие на меньшей площади. Момент силы, в свою очередь, является произведением воздействующей силы на длину рычага приложения силы. Уменьшение минимального борта или радиуса гибки требует использования матрицы с меньшим V-раскрытием и, как следствие, меньшим рычагом приложения силы. Соответственно, при прочих равных, гибка на матрице с меньшим раскрытием требует приложения большей силы.
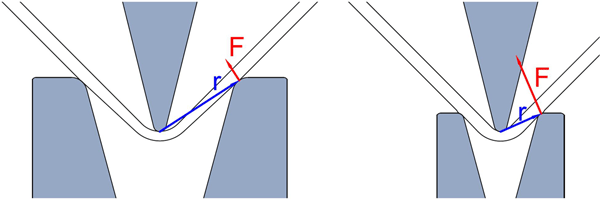
Схематичное изображение силы и рычага при гибке на матрицах с разным V-раскрытием
Читайте также: