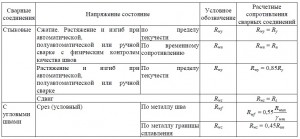
По металлу шва и по металлу границы сплавления как это
Обновлено: 02.07.2024
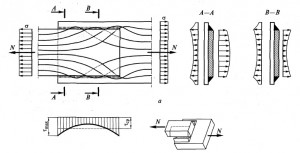
Стыковые соединения. Для удобства передачи силовых потоков наиболее совершенными являются соединения встык, так как в них практически нет отклонений этих потоков, а следовательно, почти отсутствуют концентрации напряжений.
Поэтому из всех сварных соединений под динамической нагрузкой лучше работают соединения встык. Кроме того, эти соединения экономичны по затрате материалов. Основной недостаток стыковых соединений — необходимость весьма точно резать соединяемые элементы, а часто и разделывать кромки.
Ручную сварку встык можно вести без специальной обработки кромок при толщине t соединяемых элементов до 8 мм, а при автоматической — до t= 20 мм (рисунок ниже). При большей толщине элементов кромки для удобства сварки и для обеспечения полного провара разделывают (скашивают под углом). Скосы можно делать только с одной стороны (V- и U- образные швы, рисунки ниже) или с двух сторон (X- и К-образные швы, рисунки ниже). Односторонняя сварка проще в отношении производства работ, допускает контроль за проваром корня шва (где больше всего дефектов) и последующее усиление со стороны корня (обратная подварка). Однако при односторонней сварке из-за усадки швов происходит коробление свариваемых элементов.
Разделка кромок стыковых сварных соединений

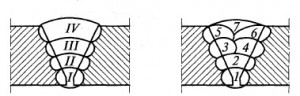
При двусторонней сварке (X- и К- образные швы) меньше объем шва, а следовательно, и ниже расход наплавленного металла. Этот фактор, а также симметричность расположения шва благоприятно отражаются на усадочных деформациях. Недостаток двусторонней сварки — трудность контроля за качеством провара средней части (корня шва) повышенная сложность изготовления, так как необходимо вести сварку с двух сторон, для чего изделие приходится кантовать. В начале и конце шва наплавленный металл получается низкого качества. Для устранения этого недостатка следует начинать и заканчивать сварку на специальных подкладках — выводных планках, временно удлиняющих швы (рисунок ниже). По окончании сварки эти планки вместе с начальными и конечными участками шва срезают, а торцы швов и прилегающие участки зачищают.
В случае соединения стыковым швом листов разной толщины переходцть от большей толщины к меньшей можно за счет соответствующего оформления наружной поверхности шва (рисунок ниже) только при условии, если разница в толщинах не более 4 мм, а величина уступа в месте стыка не превышает 1/8 толщины более тонкого листа.
Устройство стыкового шва в листах разной толщины

При большей разнице в толщинах и при динамических нагрузках следует предусматривать скосы у более толстого листа с уклоном до 1:5 (рисунок ниже). За расчетную толщину стыкового шва принимаю толщину соединяемых элементов, а если толщина их различна, то толщину более тонкого элемента (без учета наплавленного валика сверху). Расчётной длиной шва lw, считают фактическую его длину за вычетом 2t, учитывающих непровар в начале и конце шва. Если сварка была начата и закончена на выводных планках, то уменьшение длины шва не производят.
Напряжения в шве проверяют но формуле
где N - расчетное усилие; Rwy — расчетное сопротивление сварного соединения встык растяжению или сжатию.
Расчетные сопротивления растяжению сварных соединений, выполненных ручной или полуавтоматической сваркой, при обычных способах контроля за качеством шва ниже, чем расчетные сопротивления основного стыкуемого металла, и потому прямой стык, выполненный такой сваркой, не будет равнопрочен основному металлу. Для получения равнопрочного соединения применяют косой шов, который делают с наклоном 2:1 (см. рисунок ниже).
При действии изгибающего момента М на соединение нормальные напряжения в шве
где W w = tl 2 w / 6 — момент сопротивления шва.
В сварных соединениях встык, работающих одновременно на изгиб и срез, проверяют приведенные напряжения по формуле

где σw — нормальные напряжения от изгиба; т w = Q/(tlw) — среднее касательное напряжение от срезающей силы, определенное из условия равномерного распределения по стыковому шву.
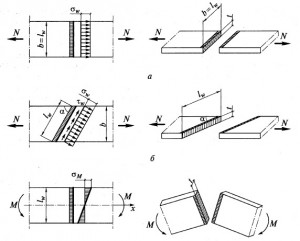
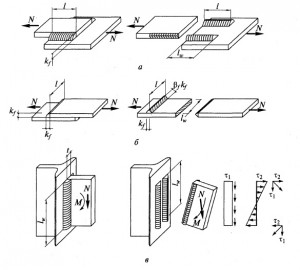
Соединение внахлестку. Такое соединение выполняют с накладками или без них с помощью угловых швов. В зависимости от расположения швов по отношению, к направлению передаваемого усилия различают фланговые швы (рисунок ниже), расположенные параллельно усилию, и лобовые швы, расположенные перпендикулярно усилию.
Соединение с фланговыми швами (а), направление потока силовых линий и распределение напряжений (б)

Простота соединения внахлестку, для которого не требуется точной подгонки и обработки кромок, а только очистка, удаление заусениц и правка, является причиной широкого распространения этого вида сварного соединения. Недостаток его — сильное искажение силового потока при передаче усилия с одного элемента на другой и связанная с этим концентрация напряжений, вызываемая одновременной работой шва на срез и изгиб.
При соединении фланговыми швами неравномерная передача усилия происходит как по длине шва, так и по поперечному сечению соединения (рисунок выше). По длине наиболее интенсивна передача усилий на концах швов, где разность напряжений в соединяемых элементах наибольшая. Однако перед разрушением шва за счет пластической работы перенапряженных участков (начального и конечного) происходит выравнивание напряжений. Это позволило положить в основу расчета допущение о равномерном распределении напряжений среза по минимальной площади сечения шва. Разрушение шва может происходить как по металлу шва (рисунок ниже), так и по основному металлу на границе его сплавления с металлом шва (рисунок ниже), особенно если наплавленный металл прочнее основного.
Лобовые швы (рисунок ниже) более равномерно передают усилия по ширине, чем фланговые. Однако вследствие резкого изменения направления потока силовых линий (рисунок ниже) в корне шва концентрируются большие напряжения (рисунок ниже); в результате разрушение шва происходит при малых удлинениях (ε = 3—4%), т. е. хрупко.
Соединение с лобовыми швами

Неравномерность распределения напряжений приводит к снижению качества соединения. Поэтому независимо от вида работы (сжатие, растяжение, срез) расчет лобовых швов условно ведут на срез по минимальной площади сечения шва. При соединении внахлестку с лобовыми швами длину нахлестки следует назначать не менее пяти толщин более тонкого элемента (см. рисунок ниже). Это позволяет уменьшить влияние дополнительного изгибающего момента.
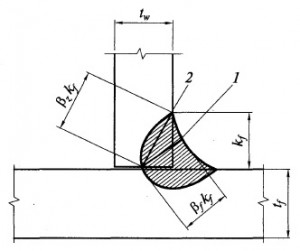
Нормальный угловой шов в разрезе имеет форму прямоугольного равнобедренного треугольника с криволинейной гипотенузой (рисунок ниеже).
Обычный наплыв выпуклого шва составляет 0,1 размера его катета kf. В конструкциях, непосредственно воспринимающих динамические нагрузки, с целью снижения концентрации напряжений в угловых лобовых швах применяют пологие швы с отношением катетов 1:1,5 (рисунок ниже) или вогнутые швы (рисунок ниже).
Поперечные сечения угловых швов

а — нормальный выпуклый; б— пологий выпуклый; в — вогнутый
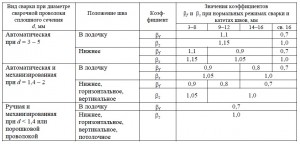
Минимальный катет-шва в конструкциях, работающих на статическую нагрузку, при автоматической и полуавтоматической сварке — 3 мм, при ручной сварке — 4 мм, а при динамических нагрузках — 6 мм. Швы имеют градацию через 1 мм. Кроме того, наименьший катет однопроходных угловых швов ограничен в зависимости от толщины более толстого из свариваемых элементов. В таблице ниже приведены минимальные значения катетов угловых швов для основных групп конструкций. Наибольшее значение катета углового шва в зависимости от толщины соединяемых элементов может быть принято kf = 1,2t, где t — наименьшая из толщин свариваемых элементов.
Из-за большой концентрации напряжений в начале и конце шва длина углового шва должна быть не менее 40 мм или 4kf (при динамических нагрузках 60 мм или 6kf). Наибольшая длина фланговых швов также ограничена и не должна превышать 85 βfkf (βf— коэффициент глубины проплавления угловых швов, принимаемый по таблице ниже), так как фактические напряжения по длине шва распределены неравномерно и при длинных швах его крайние участки испытывают перенапряжение, а средние — недонапряжения против расчетного значения. Это ограничение не распространяется на такие швы, у которых усилие возникает по всей длине, например на поясные швы балок.
Минимальные значения kf угловых сварных швов
Предел текучести свариваемой стали, МПа
Kf(мм) при толщине более толстого из свариваемых элементов t, мм
Виды сварных швов и соединений, геометрические характеристики сварных швов
Стыковые швы используются при соединении встык. Во всех остальных соединениях используются угловые швы.
Вот вроде бы и все, что необходимо знать об основных видах сварных швов и соединений, но как правило таких знаний для расчета сварных соединений на прочность недостаточно, поэтому рассмотрим вышеуказанные виды сварных швов и соединений более подробно.
Для начала рассмотрим
1. Основные виды стыковых сварных швов:
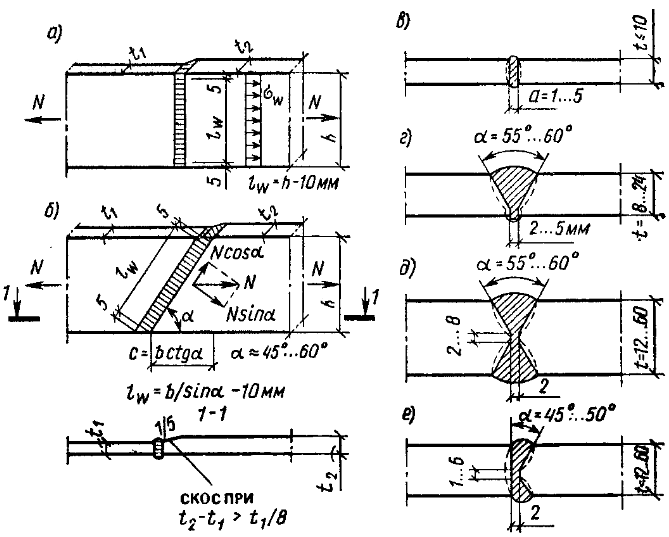
Рисунок 529.1. Основные виды стыковых сварных швов.
По варианту исполнения (вид сварного шва сбоку):
а) Прямой, совпадающий с рассматриваемым поперечным сечением элемента.
б) Косой. Делается в тех случаях, когда по расчету прямого шва для обеспечения прочности не достаточно.
Как видно из рисунка, стыковые швы могут использоваться для соединения деталей разной толщины.
По форме шва (вид в разрезе):
в) Без кромок.
г) V-образный.
д) Х-образный.
е) К-образный.
Как видно из рисунка, выбор той или иной формы шва зависит от толщины свариваемых деталей.
1.1. Геометрические характеристики стыковых сварных швов
Также на рисунке 529.1 показаны основные геометрические характеристики сварных швов, необходимые для расчета стыковых сварных швов на прочность:
t - толщина шва, см.
В общем случае когда толщины свариваемых деталей одинаковы, то толщина шва равна толщине свариваемых деталей. Если толщины свариваемых деталей разные, то за толщину шва принято считать наименьшую толщину свариваемых деталей. Форма шва (вид в разрезе) на определение толщины стыкового шва никак не влияет по той причине, что при расчетах на прочность материала шва рассматриваются сечения с наименьшей площадью. В данном случае наименьшую площадь будут иметь сечения на границе сплавления.
lw - длина шва, см.
Так как при любой технологии сварки в начале и конце шва имеется непровар, то с учетом этого расчетная длина шва принимается (согласно СП 16.13330.2011 "Стальные конструкции"):
lw = h - 2t (529.1.1)
lw = h (529.1.2) - при выводе концов шва за пределы стыка
где h - высота свариваемых деталей.
Примечания:
1. На рисунке (529.1) все размеры даны в миллиметрах для частного случая, когда t = 5 мм. Раньше это был общий случай, но теперь, как видим, требования изменились.
2. Для дальнейших расчетов все размеры лучше сразу перевести в сантиметры. Впрочем принципиального значения это не имеет.
2. Основные виды угловых сварных швов

Рисунок 529.2. Основные виды сварных соединений с угловыми швами.
а) Лобовые швы (2) при соединении внахлест;
б) Фланговые швы (3) при соединении внахлест;
в) Лобовые и фланговые швы при соединении в стык с накладками (4);
г) Угловые швы при соединении втавр (впритык) без прирезки и с прирезкой кромок;
д) Плоскость среза (сдвига) флангового шва
2.1. Геометрические характеристики угловых сварных швов
Одной из главных геометрических характеристик углового шва наряду с уже известной нам длиной шва lw, является катет шва kf. Это связано с тем, что в каком бы напряженно-деформированном состоянии ни находился рассматриваемый элемент конструкции, на один из катетов шва всегда будут действовать касательные напряжения. А так как сопротивление сдвигу (срезу) всегда меньше сопротивления растяжению или сжатию, то в таблице 530.2 рассматривается только один вид напряженно-деформированного состояния - условный срез.
В связи с этим определение катета шва при расчете угловых сварных швов приобретает большое значение. На рисунке 529.2.е) показаны возможные геометрические формы угловых швов (вид в разрезе). Как видно из этого рисунка в качестве расчетного значения катета шва принимается наименьшее из возможных значение.
Кроме того, предполагается, что разрушение материала шва может происходить не по одному из катетов, а в сечении, наклоненном к катетам под некоторым углом или по границе сплавления. Поэтому при расчете угловых швов рассматриваются два сечения: по металлу шва (1) и по границе сплавления (2):

Рисунок 529.3. Расчетные сечения угловых швов
Соответственно для определения одного из размеров рассматриваемого сечения используются коэффициенты βf - при расчете по металлу шва и βz - при расчете по границе сплавления. Определить значение этих коэффициентов можно по следующей таблице:
Таблица 529.1 (согласно СП 16.13330.2011 "Стальные конструкции"). Значения коэффициентов βf и βz для угловых швов

Примечание: В СНиП II-23-81* "Стальные конструкции" и в старых справочниках формулировка последнего пункта (вид сварки) была несколько иной, а именно: "Ручная; полуавтоматическая (механизированная). " и так далее, что позволяло без проблем определять значения коэффициентов при ручной сварке. Сейчас в формулировке присутствует союз "и", что на мой взгляд не совсем правильно, так как позволяет рассматривать дальнейшие условия, как относящиеся к обеим определениям. Кроме того, в указанных источниках значения коэфициентов для ручной сварки определялись вне зависимости от положения сварного шва. Сейчас же мы видим странное разделение, позволяющее определить только βf при сварке в лодочку или βz при всех остальных положениях шва. На мой взгляд, здесь явная ошибка редактора, тем не менее СП 16.13330.2011 "Стальные конструкции" - это актуализированная редакция теперь уже не действующего СНиП II-23-81* "Стальные конструкции" и при расчетах следует руководствоваться именно положениями СП. Но все равно приведу соответствующую таблицу из старого СНиПа:
Таблица 529.2. (согласно СНиП II-23-81* "Стальные конструкции")

3. Положение сварного шва
При выполнении сварочных работ принято различать следующие положения сварного шва:

Рисунок 529.3. Положения сварного шва.
Л - в лодочку (только для угловых швов)
Н - нижнее
Пг - полугоризонтальное
Г - горизонтальное
Пв - полувертикальное
В - вертикальное
Пп - полупотолочное
П - потолочное
На этом пока все.
Доступ к полной версии этой статьи и всех остальных статей на данном сайте стоит всего 30 рублей. После успешного завершения перевода откроется страница с благодарностью, адресом электронной почты и продолжением статьи. Если вы хотите задать вопрос по расчету конструкций, пожалуйста, воспользуйтесь этим адресом. Зараннее большое спасибо.)). Если страница не открылась, то скорее всего вы осуществили перевод с другого Яндекс-кошелька, но в любом случае волноваться не надо. Главное, при оформлении перевода точно указать свой e-mail и я обязательно с вами свяжусь. К тому же вы всегда можете добавить свой комментарий. Больше подробностей в статье "Записаться на прием к доктору"
Для терминалов номер Яндекс Кошелька 410012390761783
Номер карты Ymoney 4048 4150 0452 9638 SERGEI GUTOV
Для Украины - номер гривневой карты (Приватбанк) 5168 7422 4128 9630
Примечание: Возможно ваш вопрос, особенно если он касается расчета конструкций, так и не появится в общем списке или останется без ответа, даже если вы задатите его 20 раз подряд. Почему, достаточно подробно объясняется в статье "Записаться на прием к доктору" (ссылка в шапке сайта).
Расчет и проектирование сварного соединения
Сварка по праву является лучшим способом соединения для стальных конструкций.

Общая информация
Сваркой называют процесс получения неразъемных соединений путем установления межатомных связей между соединяемыми элементами при местном нагревании или пластической деформации или совместном действии того и другого, обеспечивающий необходимую прочность и пластичность сварного соединения.
Преимущества сварного соединения:
1) сварное соединение позволяет получить равнопрочное соединение, т.е. сварное соединение, при правильной сварке, не будет самым слабым местом в конструкции;
2) наименьший расход металла (нет необходимости использовать дополнительные накладки);
3) удобство соединения материалов (детали можно соединять встык, внахлест, под углом);
4) красивый эстетический вид (если правильно сделать).
Из недостатков можно отметить следующее:
1) не всегда на строительной площадке удобно сваривать металлические элементы (тут большое значение имеет скорость монтажа и удобство, по этим параметрам болтовое соединение бесспорно лучше);
2) нельзя сваривать стали, упрочненные термической обработкой или вытяжкой т.к. при сварке теряется эффект упрочнения;
3) сварной шов — концентратор напряжения, поэтому в ряде случаев, при динамической нагрузке на конструкции, заклепочное соединение или соединение на высокопрочных болтах будет надежнее.
По ГОСТ 19521-74 различают 3 класса сварки: термический, термомеханический и механический.
К термическому классу относятся виды сварки, осуществляемые плавлением: дуговая, электрошлаковая, электронно-лучевая, плазменно-лучевая, ионно-лучевая, , тлеющим разрядом, световая, индукционная, газовая, термитная, литейная.
К термомеханическому классу сварки относятся: контактная, диффузионная, индукционно-прессовая, газопрессовая, термокомпрессионная, дугопрессовая, шлакопрессовая, термитно-прессовая, печная.
К механическому классу сварки относят: холодная, взрывом, ультразвуковая, трением, магнитоимпульсная.
Кроме того современные виды сварки подразделяют также по техническим и технологическим признакам.
К техническим признакам относится способ защиты металла в зоне сварки, непрерывность процесса, степень механизации сварки.
К технологическим признакам относят форму сварного соединения: контактная точечная сварка, шовная, стыковая и др; тип сварного тока: постоянный ток, переменный ток, пульсирующий ток.
Электрошлаковая сварка классифицируется по виду электродов: проволочный, пластинчатый, плавящимся мундштуком и др.
В строительстве в основном используется электродуговая сварка: ручная, механизированная, автоматическая.
Ручная дуговая сварка очень распространена в строительстве. Источниками сварного тока могут быть сварочные трансформаторы переменного тока, выпрямители, инвенторы, и генераторы постоянного тока. В настоящее время около 70% работ выполняются ручной дуговой сваркой, так как она имеет ряд преимуществ: простота, дешевизна, мобильность оборудования, высокое качество металла шва, равнопрочность шва и основного металла, возможность выполнить сварку в труднодоступных местах и во всех пространственных положениях. Основным недостатком данного метода является не высокая производительность труда.
Сущность процесса электродуговой сварки: электрическая сварочная дуга возбуждается и горит между электродом и кромками свариваемого изделия, температура дуги достигает 6000-8000 °С. Теплота дуги расплавляет электрод и металл кромок. Получается сварочная ванна жидкого металла, которая при охлаждении превращается в сварной шов. Покрытие электрода во время сварки расплавляется и частично испаряется, образуя жидкий шлак и газовое облако вокруг места сварки. Это покрытие электрода служит для:
— стабилизации устойчивого горения дуги за счет поступающих из покрытия легкоионизирующихся элементов калия, натрия, кальция и др;
— защиты зоны сварки и жидкого металла от атмосферы;
— рафинирования (очистка металла шва от вредных примесей (серы и фосфора);
— раскисления металла шва (восстановления окислов железа);
— легирования металла шва марганцем, кремнием, никелем, хромом, титаном для повышения прочностных, пластических и коррозионных свойств шва.
Всплывшие на поверхность твердеющей ванны неметаллические компоненты образуют шлаковую корку, которая после сварки удаляется механическим путем.
Параметры сварки очень сильно влияют на качество сварного соединения: при повышении силы тока увеличивается глубина проплавения и это может привести к прожегу, увеличение скорости сварки может привести к непровару в шве.
В большинстве случаев для сварки применяется переменный ток, так как он более дешев.
Для ответственных конструкций применяют постоянный ток т.к. сварной шов получается более качественным.
Газовая сварка в строительстве используется при монтаже трубопроводов, в сборке конструкций из тонколистового металла., при сварке цветных металлов, алюминия, свинца.
Температура сгорания достигает 2100-3150 °С. Горелкой расплавляют кромку металла и сварочную проволоку, образуя «ванну» расплавленного металла, которая при остывании образует сварочный шов.
Мы не будем рассматривать в данной статье другие виды сварки т.к. они мало распространены в строительстве, а перейдем к классификации типов сварных соединений и швов.
Сварные швы могут быть стыковыми и угловыми.
Угловой шов — это шов углового, нахлесточного и таврового сварного соединения.
В стыковых соединениях детали соединяются встык.
На следующем рисунке показаны виды сварных соединений:
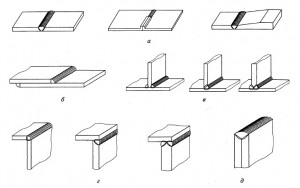
На рисунке обозначены сварочные швы:
За один проход можно сварить металл толщиной до 8 мм, при большей толщине необходимо сделать скос кромок и проваривать его в несколько заходов.
На рисунке показано как сварить металл толщиной больше 8 мм в несколько заходов.
Весь процесс сварки, дефекты, контроль качества сварного соединения, а также нюансы не описать в одной статье, поэтому я остановлюсь на тех вопросах, которые необходимы проектировщику, чтобы правильно запроектировать стальные конструкции.
Проектирование сварного соединения
Сварной шов в начале и в конце насыщен дефектами (непровар и т.д. из-за неустановившегося теплового режима), поэтому начало и конец шва необходимо выводить на технологические планки либо при расчетах не учитывать длину равную 2t (2-е толщины наименьшего из свариваемых элементов).
На рисунке представлен пример сварки с выводом начала и конца сварки на технологические планки. Если в расчете принят сварной шов с выводом на технологические планки, то это должно быть отражено в проектной документации.
При проектировании стыкового соединения рекомендуется делать сварной шов под углом 60°, это позволит создать равнопрочное соединение 2-х элементов.
При сварке встык элементов разной ширины следует делать скосы на элементе большей ширины для снижения концентрации напряжений (см. рисунок ниже).

Фланговые швы, расположенные по кромкам прикрепляемого элемента параллельно действующему усилию, вызывают большую неравномерность распределения напряжения по ширине (см. рисунок ниже)
Неравномерно они работают и по длине, так как помимо непосредственной передачи усилия с элемента на элемент концы шва испытывают дополнительные усилия вследствие разной напряженности и неодинаковых деформаций соединяемых элементов. Разрушение шва в данном случае обычно начинает с конца и может происходить как по металлу шва, так и по металлу границы сплавления, особенно если наплавленный металл прочнее основного.
Лобовые швы передают усилия достаточно равномерно по ширине элемента, но крайне неравномерно по толщине шва вследствие резкого искривления силового потока при переходе усилия одного элемента на другой. Особенно велики напряжения в корне шва.

Уменьшение концентрации напряжений в соединении может быть достигнуто плавным примыканием привариваемой детали, механической обработкой (сглаживанием) поверхности шва и конца, увеличением пологости шва (например шов с соотношением катетов 1:1,5).
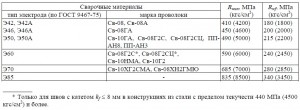
Выбор материалов для сварки
Материалы для сварки подбираются в зависимости от марки стали соединяемых деталей, группа конструкций и климатических условий эксплуатации.
Подобрать материал для сварки нужно согласно таблице 55 СНиП II-23-81 или таблице Г.1 СП 16.13330.2011
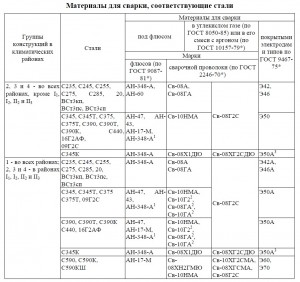
2. Не применять в сочетании с флюсом АН-43.
3. Применять только электроды марок 03с-18 и КД-11.
В районах крайнего севера повышенные требования к ударной вязкости как металлу, так и сварному шву. При низких температурах увеличивается хрупкость металла шва, поэтому для конструкций предназначенных для эксплуатации в условиях крайнего севера используются электроды Э42А, Э46А, Э50А.
Также есть требования к материалам для сварки в районах повышенной сейсмической активности — там также применяют электроды Э42А,Э46А,Э50А.
Конструктивные требования к сварному соединению
Прежде всего при проектировании сварочного соединения необходимо конструктивно его выполнить так, чтобы была возможность соединить детали в соответствии с технологией изготовления.
Чтобы уменьшить сварочные деформации, следует стремиться к наименьшему объему сварки в конструкции, применяя швы наименьшей толщины (наименьшего катета), полученные по расчету или по конструктивным соображениям; необходимо избегать близкого расположения швов друг к другу, образования швами замкнутых контуров и ориентации швов поперек направления действующих в стержне растягивающих напряжений в случае, когда концы стержня закреплены от смещения при сварке.
Сварные стыки балок, колонн следует выполнять без накладок, встык, с двусторонней сваркой и полным проплавлением либо с односторонней сваркой с подваркой корня шва или на подкладках, с выведением концов шва на технологические планки с последующей обрезкой и зачисткой.
Катет углового шва следует назначать согласно таблице:
Катет углового шва не должен превышать 1,2t (t — толщина самого тонкого элемента соединения).
Расчетная длина углового шва должна быть не менее 4kf (4 катета сварного шва) и не менее 40 мм.
Размер нахлестки должен быть не менее пяти толщин наиболее тонкого из свариваемых элементов.
Наибольшая длина фланговых швов долна быть не более 85βfkf, так как фактические напряжения по длине шва распределены не равномерно и при длинных швах его крайние участки испытывают перенапряжение, а средние — недонапряжение по сравнению с расчетным значением. Это ограничение не относится к швам, в которых усилие, воспринимаемое швом, возникает на всем его протяжении, например к поясным швам в балках.
Не стоит сваривать слишком тонкий металл и слишком толстый — под действием возникающего напряжения тонкий материал может изогнуться.
Расчет стыковых сварных соединений
Методика расчета стыковых сварных соединений расписана в СНиП II-23-81 п.11.1 и СП 16.13330.2011 п.14.1.14. Несмотря на то, что формулы написаны в них не много по разному, формула одна и та же.
Расчет на центральное сжатие и растяжение в стыковых соединениях следует производить по формуле:
где N — максимальная растягивающая или сжимающая нагрузка, действующая на соединение;
t — наименьшая толщина соединяемых элементов;
lw — расчетная длина сварного шва, равная полной длине сварного шва, уменьшенной на 2t, или полной его длине в случае вывода концов сварки за пределы стыка (технологические планки);
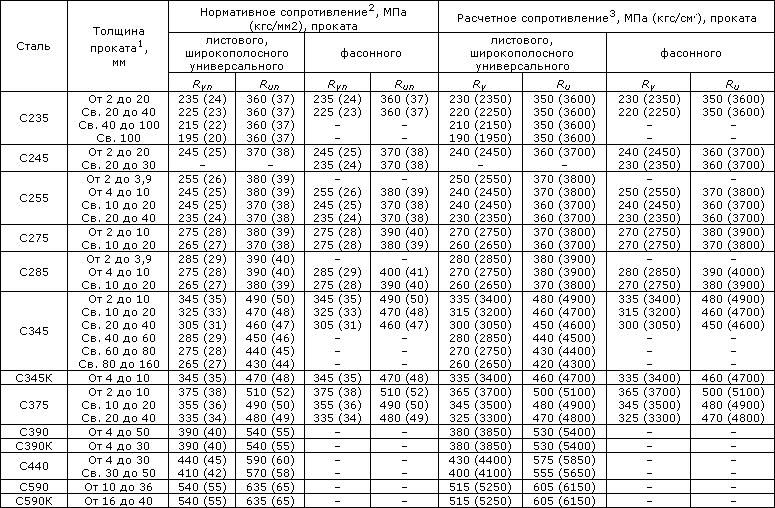
Rwy — расчетное сопротивление стыковых сварных соединений сжатию, растяжению и изгибу по пределу текучести (см. формулы таблицы 3 СНиП II-23-81 или таблицы 4 СП 16.1333.2011 — они одинаковые), для растянутых элементов, которые рассчитываются не по пределу текучести, а по пределу прочности вместо Rwy можно использовать Rwu/γu;
Ry — расчетное сопротивление стали растяжению, сжатию, изгибу по пределу текучести (см. Таблицы 51, 51а, 51б СНиП II-23-81 или таблицы В.5 и B.6 СП 16.13330.2011);
Ru — расчетное сопротивление стали растяжению, сжатию, изгибу по временному сопротивлению (см. Таблицы 51, 51а, 51б СНиП II-23-81 или таблицы В.5 и B.6 СП 16.13330.2011);
γс — коэффициент условий работы (см. таблицу 6 СНиП II-23-81 или таблицу 1 СП 16.13330.2011).
Ry и Ru — это расчетное сопротивление стали соединяемых элементов, причем если стали элементов разные, то принимается расчетное сопротивление наименее прочного материала. Как видим расчетное сопротивление соединения принимается на основе материала соединяемых элементов т.к. металл сварочного шва, при правильном назначении, будет прочнее металла соединяемых элементов. При сжатии сварочный шов можно вообще не считать т.к. расчетное сопротивление будет такое же как и у соединяемых элементов, при растяжении расчетное сопротивление соединения на 15% меньше чем расчетное сопротивление наименьшего из соединяемых элементов, поэтому делают шов делают под уклоном, чтобы соединение было равнопрочным с металлом.
При таком соединении элементы должны провариваться на всю толщину.
Расчетные схемы лобовых швов показаны на следующем рисунке:
Расчет стыковых соединений выполнять не требуется при применении сварочных материалов согласно приложению 2 СНиП II-23-81, полном проваре соединяемых элементов и физическом контроле качества растянутых швов.
Расчет угловых швов
Расчет сварного соединения углового шва при действии силы N, проходящий через центр тяжести соединения следует выполнять по одному из 2-х сечений: сечению 1 по металлу шва, и сечению 2 по металлу границы сплавления в зависимости от того, какое сечение более опасно (см. рисунок ниже).
Несмотря на то, что угловые швы работают всегда в условиях сложного напряженного состояния, характер их разрушения показывает, что доминирующим напряжением является срезывающее.
Расчет на срез производится согласно п. 11.2 СНиП II-23-81 или п. 14.1.16 СП 16.13330.2011, в этих нормах формулы не много отличаются, давайте разберемся в чем отличие.
Согласно СНиП II-23-81 угловое сварное соединение необходимо проверить по следующим 2-у формулам:
по металлу шва (сечение 1)

по металлу границы сплавления (сечение 2)

βf и βz — коэффициенты, принимаемые при сварке элементов из стали: с пределом текучести до 530 МПа (5400 кгс/см²) — по таблице ниже; с пределом текучести свыше 530 МПа (5400 кгс/см²) независимо от вида сварки, положения шва и диаметра сварочной проволоки βf =0,7; βz = 1;
kf — катет сварного шва, т.е. толщина сварного шва на границе сплавления (см. рисунок ниже);
lw — расчетная длина сварного шва, равная общей длине сварного шва уменьшенной на 10 мм;
Rwf — расчетное сопротивление угловых швов срезу по металлу шва (см. таблицу 56 СНиП II-23-81 или таблицу Г.2 СП 16.1333.2011);
Rwz — рассчетное сопротивление угловых швов срезу по металлу границы сплавления (см. таблицы 56 СНиП II-23-81 или таблицу Г.2 СП 16.1333.2011);
γwf и γwz — коэффициенты условий работы шва, равные 1 во всех случаях, кроме конструкций, возводимых в климатических районах I1, I2, II2 и II3 (в холодном климате), для которых γwf =0,85 для металла шва с нормативным сопротивлением Rwun=410 МПа (4200 кгс/см²) и γwz =0.85 — для всех сталей;
Замечу что коэффициентов γwf и γwz в СП 16.13330.2011 нет, но на данное время обязательным к исполнению является СНиП II-23-81, поэтому этот коэффициент необходимо учитывать.
Разрушение сварных соединений с угловыми лобовыми и фланговыми швами возможно как по металлу шва, так и по металлу границы сплавления.
Расчет угловых швов на действие момента в плоскости, перпендикулярной плоскости расположения швов, следует производить по двум сечениям по формулам:
по металлу границы сплавления
где Wf — момент сопротивления расчетного сечения по металлу шва;
Wz — тоже, по металлу сплавления.
Расчет сварных соединений с угловыми швами на действие момента в плоскости расположения этих швов следует производить по двум сечениям по формулам:


где Jfx и Jfy — моменты инерции расчетного сечения по металлу шва относительно его главных осей;
Jzx и Jzy — тоже, по металлу границы сплавления;
x и y — координаты точки шва, наиболее удаленной от центра тяжести расчетного сечения швов, относительно главных осей этого сечения.
Момент инерции и момент сопротивления сечения — это табличные данные, которые принимаются для проката в месте сечения, если сечение произвольное, то эти данные необходимо вычислить. Одним из самых простых способов это нарисовать это сечение в программе «Конструктор сечений» комплекса SCAD.
При расчете сварных соединений с угловыми швами на одновременное действие продольной и поперечной сил и момента должны быть выполнены следующие условия:

где τf и τz — напряжения в расчетном сечении соответственно по металлу шва и по металлу границы сплавления, равные геометрическим суммам напряжений, вызываемых продольной и поперечной силами и моментом.
Расчет угловых сварных швов на прочность, общие положения
Расчет угловых сварных швов на прочность обязателен при любом напряженно- деформированном состоянии элемента. Как уже отмечалось при рассмотрении основных видов сварных швов, и при растяжении, и сжатии, и при изгибе, и в любом другом напряженном состоянии рассматриваемого элемента конструкции на одном из катетов углового сварного шва всегда будут действовать касательные напряжения.
При этом на второй катет сварного шва могут действовать растягивающие (сжимающие) нормальные напряжения и (или) касательные напряжения в зависимости от напряженно деформированного состояния рассматриваемого элемента конструкции и положения шва в пространстве.
В целом основные положения, принимаемые при расчете угловых сварных швов, такие же как и при расчете остальных элементов конструкции.
Так как сопротивление металла сдвигу или срезу при действии касательных напряжений значительно меньше сопротивления растяжению, сжатию или изгибу при действии нормальных напряжений, то расчет угловых сварных швов (расчет на условный срез) сводится к определению касательных напряжений, которые должны быть меньше расчетного сопротивления.
Предполагается, что разрушение углового сварного шва может произойти в двух плоскостях: по металлу шва и по границе сплавления, поэтому расчет угловых швов производится для этих двух сечений:
А теперь рассмотрим возможные напряженные состояния элементов, соединяемых угловыми швами, более подробно.
Расчет угловых сварных швов производится по следующим формулам:
1. Расчет угловых швов при центральном растяжении (рисунок 529.2.д)) или сжатии (действии силы N)
И лобовые и фланговые швы рассчитываются на условный срез
1.1. по металлу шва (сечение 1 на рисунке 529.3):
где N - значение продольной растягивающей (или сжимающей) силы, приложенной по оси, совпадающей с центром тяжести сечения (без эксцентриситета). Может измеряться в кгс, тс, Н, кН;
βf - безразмерный коэффициент, определяемый по следующей таблице:
Примечание: почему при расчетах я рекомендую пользовать именно этой таблицей, а не таблицей из актуализированной редакции указанного СНиПа, достаточно подробно объясняется в статье, посвященной рассмотрению основных видов сварных швов.
kf - катет углового шва. Принимается по конструктивным требованиям или согласно расчету. Измеряется в мм или см.
lw - суммарная длина угловых швов с учетом непровара в начале и в конце шва. Например, если рассчитывается один угловой шов длиной l, то его расчетная длина составит:
lw = l - 2t (529.1.1)
где t - толщина наименьшей из свариваемых деталей.
В целом произведение βfkflw - это и есть площадь рассматриваемого сечения.
Rwf - расчетное сопротивление срезу по металлу шва. Определяется по следующей таблице:
Таблица 530.2. Расчетные сопротивления сварных соединений (согласно СП 16.13330.2011 "Стальные конструкции")

1. Значения коэффициентов надежности по металлу шва γwm следует принимать:
γwm = 1,25 - при Rwun ≤ 490 Н/мм 2 (4900 кг/см 2 );
γwm = 1,35 - при Rwun ≥ 590 Н/мм 2 (5900 кг/см 2 )
Значения Rwun и Rf определяются по следующей таблице:
Таблица 531.1. (согласно СП 16.13330.2011 "Стальные конструкции")

Примечание:
В ныне неактуальном СНиП II-23-81* и старых справочниках, таблица вида 530.2 сопровождалась следующими примечаниями:
1. Для угловых швов, выполняемых ручной сваркой, значения Rwun принимают равными значениям временного сопротивления разрыву металла шва (σв) согласно ГОСТ 9467-75*.
Приводить здесь таблицу из ГОСТа, по которой можно определить временное сопротивление разрыву шва, я не буду. Просто скажу, что в маркировке электродов это значение уже указано в кгс/мм 2 . Например:
- для электродов Э38 Rwun = σв = 38 кгс/мм 2 (3800 кгс/см 2 )
- для электродов Э42А Rwun = σв = 42 кгс/мм 2 (4200 кгс/см 2 ) и так далее вплоть до Э150 (сейчас такие марки электродов даже и не рассматриваются).
На мой взгляд это учень удобно, тем не менее сейчас все принято выражать в единицах системы СИ, что и отображено в таблице 531.1.
γс - коэффициент условий работы элементов конструкций и соединений, принимаемый по следующей таблице:
Таблица 530.3. Коэффициенты условий работы элементов и соединений стальных конструкций (согласно СП 16.13330.2011 "Стальные конструкции")

1.2. По металлу границы сплавления (сечение 2 на рисунке 529.3):
где βz - безразмерный коэффициент, определяемый по таблице 529.2.
Rwz - расчетное сопротивление металла на границе сплавления, определяемое по таблице 530.2, где Run - нормативное сопротивление проката, определяемое по следующей таблице:
Таблица 171.8. (согласно ГОСТ 27772-88 для стальных конструкций зданий и сооружений)
Примечание: заменяемые марки стали приводятся отдельно.
Тут добавлю, что при центральном растяжении или сжатии элемента из свариваемых деталей во фланговых швах на обеих катетах шва будут действовать касательные напряжения. В лобовых швах на одном из катетов будут действовать растягивающие или сжимающие нормальные напряжения, имеющие такое же значение, как и касательные напряжения на втором катете.
Я это все к тому, что иногда в справочниках напряжения, определяемые для других видов напряженно-деформированного состояния обозначаются как нормальные, т.е. литерой "σ". Формально тут большой ошибки нет и делается это больше для того, чтобы различать напряжения, возникающие при действии изгибающего момента и других возможных воздействий. Но все равно нельзя забывать, что расчет производится именно на условный срез, т.е. на действие касательных напряжений, имеющих, впрочем, такое же значение, как нормальные на втором катете. А вот направления действия касательных напряжений действительно могут быть разными, что мы вскоре и увидим.
2. Расчет сварных соединений с угловыми швами при действии изгибающего момента М в плоскости, перпендикулярной плоскости расположения швов
Т.е. в данном случае имеется в виду, что через рассматриваемые швы можно провести одну плоскость и эта плоскость будет перпендикулярна плоскости действия момента. К положению плоскости, в которой может произойти разрушение шва, данная формулировка никакого отношения не имеет.
Как правило такая ситуация возникает при расчете сварного соединения втавр двухсторонними швами (рисунок 529.2.г)) или односторонними швами (рисунок 529.3). При этом угловые швы рассчитываются на условный срез
2.1. по металлу шва (сечение 1 на рисунке 529.3):
2.2. по металлу границы сплавления (сечение 2 на рисунке 529.3):
где М - значение изгибающего момента, определяемое по эпюре "М".
Wf и Wz - моменты сопротивления расчетных сечений сварного соединения по металлу шва и по границе сплавления с металлом соответственно.
Например при соединении втавр двухсторонними швами моменты сопротивления составят:
Как правило, разделив момент М на момент сопротивления W, мы определяем нормальные напряжения, поэтому в некоторых старых учебниках и справочниках (например: А.П.Мандриков, Примеры расчета металлических конструкций, М.-1991) формулы (531.3) и (531.4) имеют другую форму записи, примерно такую:
Но сути это не меняет.
1. В СНиП II-23-81* и старых справочниках значение расчетного сопротивления Rwf и Rwz при всех возможных расчетных случаях дополнительно умножалось на коэффициенты условий работы шва γwf или γwz соответственно.
Значение этих коэффициентов принималось равным 1 во всех случаях, кроме конструкций, возводимых в климатических районах I1 (согласно ГОСТ 16350-80: очень холодный, среднемесячная температура воздуха в январе от -50 до -30), I2 (холодный, температура от -30 до -15), II2 (арктический восточный, температура от -28 до -18) и II3 (арктический западный, температура от -30 до -2), для которых γwf = 0.8 при Rwun = 410 МПа и γwz = 0.85 для всех сталей.
На мой взгляд данное ограничение значения расчетного сопротивления вводилось с целью уменьшения риска хрупкого разрушения сварного соединения при низких температурах. Сейчас оно не действует, но думаю, знать о нем надо.
2. Вообще-то это примечание следовало сделать при рассмотрении первого раздела, но он и так получился перенасыщенным информацией, поэтому оставлю это примечание здесь.
3. Расчет угловых швов при действии изгибающего момента М в плоскости, перпендикулярной плоскости швов и действии продольной силы N
Подобная ситуация часто встречается при расчете разного рода опорных площадок, поэтому я выделил ее в отдельный раздел, хотя в СП 16.13330.2011 такой вариант загружения отдельно не рассматривается.
Тем не менее, при загружении опорной площадки некоторой силой, приложенной с эксцентриситетом, возникает следующая ситуация, которую я решил проиллюстрировать картинкой из все того же А.П.Мандрикова:

Рисунок 531.1.
В этом случае угловые швы рассчитываются на условный срез
3.1. по металлу шва:
3.2. по металлу границы сплавления:
где значение касательных напряжений определяется в зависимости от рассматриваемого сечения по формулам (531.1) и (531.2), а значение условно нормальных напряжений - по формулам (531.3.2) и (531.4.2) соответственно.
Конечно же согласно требований ныне действующих нормативных документов более правильно вести речь только о касательных напряжениях относительно осей х и у. Т.е. тwf = тy, σwf = тх и так далее, но как уже говорилось, на окончательные результаты расчета это ни как не влияет, при этом старый подход выглядит более наглядным.
4. Расчет угловых швов при действии изгибающего момента М в плоскости сварных швов
Подобная ситуация часто встречается при расчете стыковых соединений с накладками, т.е. при одновременном использовании и лобовых и фланговых швов (см. рисунок 529.2.в)), а также при соединении внахлест лобовыми или фланговыми швами (см. рисунок 529.2.а) и б)). Это означает, что как и в предыдущем случае касательные напряжения действуют как вдоль оси х, так и вдоль оси у. Соответственно задача сводится к определению равнодействующей этих двух напряжений. Расчет в этом случае выполняется по следующим формулам:
4.1. по металлу шва:
4.2. по металлу границы сплавления:
где х и у - координаты рассматриваемой точки сварного соединения относительно главных осей х-х и у-у. Как правило рассматриваемая точка максимально удалена от центра тяжести О расчетного сечения.
Ifx, Ify, Izx, Izy - моменты инерции рассматриваемых сечений швов относительно главных осей.
Так как рассчитываемые швы находятся в одной плоскости с действующим моментом, то для определения указанных моментов инерции необходимо кроме катета, длины шва и соответствующих коэффициентов также знать расстояние между швами, чего не требовалось при рассмотрении швов, находящихся в плоскости, перпендикулярной плоскости действия момента.
В нормативных документах вопросу определения моментов инерции для угловых сварных швов внимания не уделяется, но на мой взгляд это достаточно сложный вопрос и вообще его рассмотрению следует посвятить отдельную статью, а пока ограничимся следующим примером:
При соединении внахлест только лобовыми швами и при расстоянии между центрами тяжести лобовых швов, равном l (центры тяжести и расстояние l на рисунке 529.2.а) не показаны), значения моментов инерции для сечения металла шва составят:
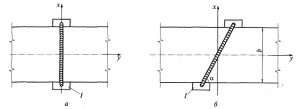
5. Расчет угловых швов при действии момента М, продольной N и поперечной V сил в плоскости сварных швов
Это наиболее общий случай напряженно-деформированного состояния, проиллюстрированный в СП 16.13330.2011 следующим образом:

Рисунок 531.2. Расчетная схема сварного соединения с угловыми швами в общем случае загружения.
Расчет в этом случае выполняется по следующим формулам:
5.1. по металлу шва:
5.2. по металлу границы сплавления:
где тf и тz - касательные напряжения в рассматриваемой точке расчетного сечения сварного соединения по металлу шва и по металлу границы сплавления, определяемые по формуле:
где тN и тV - касательные напряжения, определяемые по формулам (531.1) и (531.2), а тМх и тМу - горизонтальная и вертикальная составляющие касательных напряжений при действии момента, определяемые по следующим формулам:
Но и это еще не все. При проектировании строительных конструкций необходимо также соблюдать конструктивные требования, предъявляемые к сварным соединениям.
Рассчитать формулу нахлесточное соединения
Доктор, как увязать формулы 531.7(8) с формулами 531.14 и 531.15. Судя по всему в знаменателе должна быть сумма моментов инерции тМх = М*х/(Iy+Ix) и тМу = М*у/(Iy+Ix). В подтверждение предлагаю книгу: Металлические конструкции (вопросы и ответы), Бирюлев В.В., страница 56
Судя по чему? Будьте добры, распишите более подробно. Можете цитировать Бирюлева В.В.
При N=0 и Q=0 формула (531.13) т = ((тN + тМх)^2 + (тV + тМу)^2)^1/2 при знаменателе (Iy+Ix) примет вид т = ((М*х/(Iy+Ix))^2 + (М*х/(Iy+Ix))^2)^1/2 и сведется к формуле (531.7) тМ = М(х^2 + у^2)^1/2/(Ix + Iy). У господина Бирюлева (книга есть на двг.ру) тxM = M*r*cos(a)/(Ify+Ifx), тyM = M*r*sin(a)/(Ify+Ifx), где r=(х^2 + у^2)^1/2, cos(a)=y/r, sin(a)=x/r, соответственно тxM = M*r*(y/r)/(Ify+Ifx), тyM = M*r*(x/r)/(Ify+Ifx). Хмм. не заметил даже, что x и y наоборот у него, так что по Бирюлеву тМх = М*y/(Iy+Ix) и тМу = М*x/(Iy+Ix)
Так уже значительно лучше. Если я правильно понял господина Бирюлева в вашем изложении, то после сокращения формул тxM = M*r*(y/r)/(Ify+Ifx), тyM = M*r*(x/r)/(Ify+Ifx) получается, что тxM = M*y/(Ify+Ifx), тyM = M*x/(Ify+Ifx), где f - это символ функции. А аргумент функции и значение функции - это вроде бы разные вещи. Поэтому ваш логический переход Ify+Ifx = Iy+Ix пока ничем не обоснован с чисто математической точки зрения. Обоснуйте.
Хорошо, avatar, развивайте свою мысль: если формулы 531.14 и 531.15 неправильные (как вы утверждаете), то значит и с остальными формулами что-то не так. Например, формула σwf = М/Wf ≤ Rwfγc (531.3.2) по вашей логике должна выглядеть так: σwf = М/(Wfх + Wfу) ≤ Rwfγc. Где ошибка?
И тут не нужны какие-то доп.картинки, формулы и примеры расчетов - это все теория, которую следует подтверждать практикой. А для научного диспута, который мы тут затеяли, вполне достаточно 4 картинок, которые есть в данной статье, общих знаний строймеха и сопромата, ну и конечно же - геометрии, без нее никуда.
Ошибка в том, что формула нормального напряжения (531.3.2) относится к напряжению от действия момента в плоскости, перпендикулярной плоскости швов, а формула касательных напряжений (531.7) - к действию момента в плоскости швов. Например, формула тМ = М(х2 + у2)1/2/(Ifx + Ify) ≤ Rwfγc (531.7) по вашей логике должна выглядеть так: тМ = ((Mx/Iy)^2 + (My/Ix)^2)^1/2 = M((x/Iy)^2 + (y/Ix)^2)^1/2. Где ошибка?
И это далеко не научный дискурс. Просто мне было интересно, откуда молодой инженер взял эти формулы.
Я деменцию бесплатно не лечу, тем более в таком запущенном состоянии. Хочешь лечиться - запишись на прием, нет - до свидания. И да, если действительно хочешь лечиться, то сначала сам разберись:
1. Вокруг какой оси вращает момент поперечное сечение шва в первом и во втором случае?
2. Чем крутящий момент отличается от изгибающего и какой более простой формулой можно заменить формулу (531.7)?
3. Что такое площадки напряжений и как суммируются нормальные и касательные напряжения на главных площадках при плоском напряженном состоянии хотя бы по первой теории прочности?
Для начала хватит. Задачку по геометрии ты решил правильно, поэтому не безнадежен.
А зачем дурик усы сбрил или откуда молодой инженер взял формулы - это ты у Петровича спроси, может он знает. Ему пациенты такие вопросы часто задают.
расчет сварных швов на прочность

Согласно СП 16.13330.2011 "Стальные конструкции", таблица 4 получается: сварные швы "с угловыми швами", характеристика расчетного сопротивления шва - по металлу шва и по металлу границы сплавления; срез условный; Rwf = 0,55*Rwun / Ywm = 0,55*410 / 1,25 = 180,4МПа * Yc = 180,4 * 1,1 (Yс - коэффициент условия работы элементов и соединений стальных конструкций, табличные данные) =198,44 МПа - по металлу шва.
Rwz=0,45*Run = 0,45 * 360 = 162 МПа * 1,1 = 178,2 МПа - по границе сплавления металла.
Для расчета берем наименьшее значение - 178,2 МПа.
Значения коэффициентов надежности по металлу шва Ywm следует принимать:
Ywm = 1,25 - при Rwun ≤ 490 Н/мм2 (4900 кг/см2)
Ywm = 1,35 - при Rwun ≥ 590 Н/мм2 (5900 кг/см2)

Таблица 3 - коэффициенты условий работы Yс
Берем пункт 6, элементы конструкций из стали с пределом текучести до 440МПа, несущие статическую нагрузку, при расчете на прочность по сечению, ослабленному отверстиями для болтов (кроме фрикционных соединений) - Yс=1,10

Таблица 4 - расчетное сопротивление для стали
Разрушение углового сварного шва может произойти в двух плоскостях: по металлу шва, по границе сплавления, следовательно расчет угловых швов производится для этих двух сечений.
Много интересного в книге "Примеры расчета металлических конструкций" автор А.П.Мандриков, смотри ссылку.
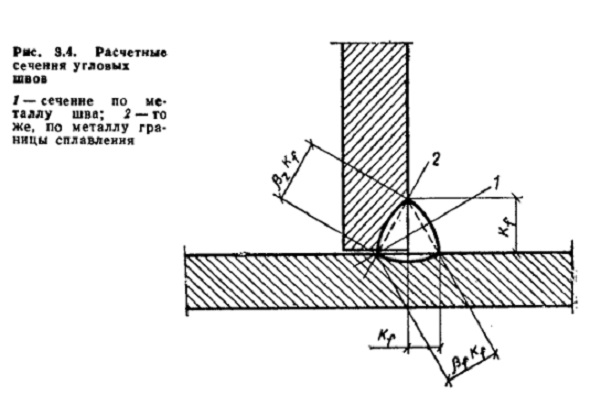
Рис 2 - сечение угловых швов, А.П. Мандриков
На рисунке показано сечение по границе сплавления, по металлу, катет шва Kf, безразмерный коэффициент Bz, Bf

Рис 3 - срез и изгиб углового шва
Тавровое сварное соединение рассматриваем как угловой шов.
При действии на угловые швы изгиба и среза, смотри рисунок 3, суммарные напряжения проверяют по формуле (Мандриков А.П.):
Gf= (τwf ^2 + Gwf ^2)^0,5 ≤ Rwf *Ywf*Yc - по металлу шва
Gz = (τwz ^2 + Gwz ^2)^0,5 ≤ Rwz *Ywz*Yc - по металлу границы сплавления
где τwf = N / (Bf*Rf) * ∑Lw;
τwz = N / (Bz*Rf) * ∑Lw;
Gwf = M / Ww = 3*N*L / (Bf*Rf) * Lw^2;
Gwz = M / Ww = 3*N*L / (Bz*Rf) * Lw^2
Катет шва Rf должен быть не менее 4мм. и не более 1,2 меньшей из толщин свариваемых элементов. Расчетная длина шва - не менее 4*Rf, но не менее 40мм.
Рассмотрим пример, согласно рисунка 3, относ составляет Lотнос = 150мм.
Нагрузка N = 500 кг. = 5000 Н.
Длина шва Lшва = Lодного шва - 2*t (толщина наименьшей из свариваемых деталей) =
= 100 - 2*6 = 88мм. Суммарная длина шва = 88 * 2 (количество швов) = 176 мм.
τwf = N / (Bf*Rf) * ∑Lw = 5000 Н / (0,7*6 мм) * 176 мм. = 6,76 Н/мм2;
τwz = N / (Bz*Rf) * ∑Lw = 5000 Н / (1,0*6 мм.) * 176 мм. = 4,73 Н/мм2;
Gwf = M / Ww = 3*N*L / (Bf*Rf) * Lw^2 = 3 * 5000 Н * 150 мм. / (0,7 * 6) * 176мм.^2 =
2250000 Н*мм. / 130099,2 мм3 = 17,29 Н*мм2;
Gwz = M / Ww = 3*N*L / (Bz*Rf) * Lw^2 = 3 * 5000 Н * 150 мм. / (1,0 * 6) * 176мм.^2 =
2250000 Н*мм. / 185856 мм3 = 12,11 Н*мм2;
Rwf *Ywf*Yc = 180,4 * 1,0 * 1,1 = 198,44 Н/мм2
Rwz *Ywz*Yc = 162 * 1,0 * 1,1 = 178,2 Н/мм2
Rwz = 0,45 * Run = 0,45 * 360 = 162 Н/мм2
Ywf и Ywz - коэффициенты работы шва, равный 1,0
Согласно СП 16.13330.2011 "Стальные конструкции" пункт 14.1.17 расчет сварных соединений с угловыми швами при действии момента М в плоскости, перпендикулярной плоскости расположения швов, следует выполнять на срез (условный) по одному из двух сечений:
по металлу шва М / (Wf*Rwf*Yc) = 750000 / 43366,4*180,4*1,1 = 0,0871 ≤ 1;
по металлу сплавления шва М / (Wz*Rwz*Yc) = 750000 / 61952*180,4*1,1 = 0,0610 ≤ 1;
Wf и Wz - моменты сопротивления расчетных сечений сварного соединения по металлу шва и по металлу границы сплавления соотвественно.
Wf = 2 * (Bf*Kf*Lw^2) / 6 = Bf*Kf*Lw^2 / 3 = 0,7*6мм.*176мм.^2 / 3 = 43366,4 мм3
Wz = 2 * (Bz*Kf*Lw^2) / 6 = Bz*Kf*Lw^2 / 3 = 1,0*6мм.*176мм.^2 / 3 = 61952 мм3
M = N * Lотнос = 5000 Н * 150мм. = 750000 Н*мм.
Определим максимальную нагрузку на 40мм. двухсторонний (по 20мм. на сторону), угловой сварной шов, катет шва 6мм. - 290кг.
Статья дана для сведения.
Что получилось в расчетной программе. Напряжение точечное - 925 МПа. В сварном шве - в зеленой зоне 123 МПа, в желтом секторе - 178 МПа, в красном секторе - 500 - 600МПа. На металле - 500 - 600 МПа. Смотри рисунок 4 и 5.
Читайте также: