Почему металл ломается рядом со сварочным швом
Обновлено: 16.05.2024
Всем доброго времени суток. Дорогие форумчане, подскажите пожалуйста в чем может быть дело! Ситуация следующая, нужно оцинковать конструкции методом горячего цинкования, но после оцинковки, в одних и тех же местах, одних и тех же узлов проскакивает трещина по основному металлу от сварного шва. Трескается не на всех конструкциях, а где то процентах на 20%. Понятно что дело в конструктиве узла, но где конкретно зарыта собака понять не можем. Будьте добры, изложите своё видение ситуации.
Наученный горьким опытом оформления предыдущих тем, прикрепляю фото. Трещина всегда с одной и той же стороны, с большей от косынки, траектория трещины одна и та же. На фото конструкции уже заваренные, не успел сфотать саму трещину, но место доработки видно
Ах да, сталь 245, металл в ванне нагревается до 450 градусов и выдерживается в течение 7-8 минут.
Прикрепленные изображения
Обратите внимание на очередность наложения швов - это единственное что приходит в голову.
Fahrenheit_61, Напряжения. Выгибает в обратную сторону при нагреве и рвёт.(?)
« Забор как вчера упал,так и стоит »
При нагреве создаются дополнительные напряжения, т.е. термического расширения металла хватает, чтобы в сумме со сварочными напряжениями порвать узел. Только вот не вижу я там жесткого контура или других объективных причин для разрушения.
Просьба не хамить мне,а не то буду жмать кнопку жалоба
Был у нас случай,тоже цинковали изделия из труб в белгороде,снабженцы нашли в г.шахты завод по цинкованию,намного дешевле,повезли туда.по приезду обратно изделия испытали на герметичность и тоже на некоторых обнаружились утечки,рвало трубу по основному металлу.в общем толком выяснить не удалось в чем причина,стали возить опять в белгород и проблема исчезла.я думаю что все дело в скорости опускания,вам нужно найти спеца по цинкованию,думаю он поможет.
Странно, сталь-то непритязательная. Сама операция цинкования вряд ли является причиной появления дефекта. Нагрев невелик, скорости охлаждения тоже, вряд-ли критические. Я бы сделал следующее:
1.Проверил, действительно ли эти косынки из стали 245.
2.Проверил подготовку кромок косынок (способ изготовления. наличие дефектов. зачистка и т.д.)
3. Проконтролировал сборку и порядок сварки (величину зазоров, качество и место прихваток (наверняка здесь и прихватывали), порядок наложения швов (как указал G_Kar), сварочный ток, вырубались ли прихватки и.т.д)
Раздели кромок на косынках нет, зачищены шлифмашинкой от заусенцев и окалины.
Подскажите по порядку выполнения швов, в какой последовательности нужно вести сварку? Выполнять сварку данных участков последними?
Естественно, в последнюю очередь. Прихватки здесь тоже ставить не надо. Подозреваю, что надрыв в этом месте появляется сразу после сварки, просто при повторном нагреве трещина развивается и , к тому-же, после цинкования её становится лучше видно.
Благодарю, о результатах сообщу!
Всем доброго времени суток. Дорогие форумчане, подскажите пожалуйста в чем может быть дело! Ситуация следующая, нужно оцинковать конструкции методом горячего цинкования, но после оцинковки, в одних и тех же местах, одних и тех же узлов проскакивает трещина по основному металлу от сварного шва. Трескается не на всех конструкциях, а где то процентах на 20%. Понятно что дело в конструктиве узла, но где конкретно зарыта собака понять не можем. Будьте добры, изложите своё видение ситуации.
Наученный горьким опытом оформления предыдущих тем, прикрепляю фото. Трещина всегда с одной и той же стороны, с большей от косынки, траектория трещины одна и та же. На фото конструкции уже заваренные, не успел сфотать саму трещину, но место доработки видно
Ах да, сталь 245, металл в ванне нагревается до 450 градусов и выдерживается в течение 7-8 минут.
да вроде узел то простой.
раз трещина появляется значит на фасонку действуют растягивающие напряжения и есть их концентратор.
думаю стоит попробовать первым варить внутренний шов между фасонкой и ребром усиления на трубе чтобы создать своего рода предварительное нагружение внутрь узла.
про перерасчет катетов я уже не говорю т.к. с конструкторами часто трудно найти общий язык.
При сварке металл растрескивается рядом со швом.
Извиняюсь за отсутствие фото, под рукой был только рабочий сотик, со слабой камерой.
Потребовалось заварить протекающую ёмкость. Толщина стенки около миллиметра. Пищевое производство, с виду обычная пищевая "нержавейка". Ничто не предвещало беды. =)
Дальше сабж. Трескался не шов, а шла сеточка трещин в паре миллиметров от него. Ну, и в начале сварки металл вёл себя странно, словно слегка взрывался как ржавая вдрызг "черняга". Может кто сталкивался, что это - сплав какой или особый вид старения, хотя разной нержавейки я перевидал достаточно.
Емкость из под чего?
Не знаю на сколько особый вид старения, но именно "пищевые ёмкости" при достижении "окончания трудового договора" не ремонтируются. Процесс сварочного ремонта именно такой, как Вы и описали: сварной шов трещит, металл проваливается, бывает плюётся и . рядом трещина
Итог: истрачена куча времени и нервов (соответственно финансов), а ёмкость на списание На нашем опыте такое было пару раз: молочное производство, сыры. Может кто бывал более удачлив? Делитесь!
Не знаю на сколько особый вид старения, но именно "пищевые ёмкости" при достижении "окончания трудового договора" не ремонтируются. Процесс сварочного ремонта именно такой, как Вы и описали: сварной шов трещит, металл проваливается, бывает плюётся и . рядом трещина
Итог: истрачена куча времени и нервов (соответственно финансов), а ёмкость на списание На нашем опыте такое было пару раз: молочное производство, сыры. Может кто бывал более удачлив? Делитесь!
Да, именно молочное производство. Значит не я один такой, с потраченными нервами и временем.
ER430. Дальше обьяснять или сами в нете поищите что это такое?
Мерзкая вещь, признаю, сам не раз нарывался на нее.
tig, нашел описание н ержавеющей стали AISI 430 , написано "имеет весьма ограниченную свариваемость". Спасибо за информацию!
Это что, импортная марка стали? У нас своей достаточно, которая применяется в пищевой промышленности (12Х18Н10Т, 08Х18Н10Т, 08Х18Н10, 20Х17).
По поводу молочной продукции полностью с вами согласен, т.к. молочная кислота съедает нержавейку до талого и варить ее нет смысла, проще спустить ее под откос.
Бред сивой кобылы.
" Сталь 430 AISI является низко-углеродистой хромисто-железной нержавеющей сталью. Сталь имеет хорошее сопротивление коррозии в мягко коррозийных окружающих средах и хорошее сопротивление окислению в высоких температурах. В отожженном состоянии сталь податлива, не укрепляется чрезмерно в течение холодной обработки и может быть легко формуема. Сталь имеет ограниченную свариваемость и не должна использоваться в сваренных обьектах подвергающимся нагрузкам. Имея ферритную структуру, 430 AISI является хрупкой в поднулевых температурах, и не может использоваться в в криогенных Приложениях. Поскольку сталь не содержит никель или молибден, она более дешевая, чем любая из сталей 300 ряда.
Российский аналог 430 AISI по ГОСТ - сталь 12Х17 ."
. было совсем давно, заварил автогеном вроде как со второго раза- в первом шве трещинки появились т,к. с наскоку по Чапаевски ( думал пищевая нержа,никель-все стерпит), второй заход уже по нежней - плавно нагрел , плавно закончил. Уходил на цыпочках , протечек не было .
Сивая кобыла тут ни при чем. Если бы вы внимательно прочитали вопрос основной темы, то вы бы поняли, что речь идет о ремонте емкости, а раз уж она дала течь, то наверняка выработала свой ресурс. Средний срок эксплуатации емкостей для молочных изделий 15 лет. Это и есть срок который может выдержать выше указанная нержавейка агрессивную среду молочной кислоты. После этого срока ремонт емкостей из под молока нецелесообразен т.к. нержавейка превращается в сетку.
Еще раз "бред сивой кобылы"
15 лет и прочая хрень.
Эта нержавейка и более агресивные кислоты больше времени выдержит. И в сетку не превратится.
Ну не "любит" она высокотемпературный нагрев, не любит, и 15 лет здесь не причем.
Это Вы не внимательно читаете.
Еще раз "бред сивой кобылы" 15 лет и прочая хрень. Эта нержавейка и более агресивные кислоты больше времени выдержит
Как видите из цитаты выше не выдержала эта нержавейка воздействия молочной продукции и потекла. Видать вам не приходилось видеть нержавеющие емкости съеденные молочной кислотой или вы вообще не сварщик, а теоретик кидающий ссылки на рекламный материал. А по поводу перегрева, так вся нержавейка в той или иной степени ее боится и сварной наверняка об этом позаботился.
Итог: если емкость из нержавейки потекла, то дешевле ее выкинуть или так и будете ее латать.
А вот это как раз и называется превратилась в сеточку, это когда кислота проела нержавейку на сквозь и это видно только под микроскопом, на глаз не заметишь.
Трескается шов
Здравствуйте, помогите советом. Недавно стал варить. Возникла проблема - трескается посередине сварочный шов после сварки.
Вероятно, задаю глупый вопрос, постараюсь полно описать мою ситуацию:
1. Варю трубу профильную, нестандартную где-то 25Х45, толщина 1,5. Труба окрашенная, вначале зачищал, потом и так прожигает.
2. Сварочник – инвертор, варю на обратной полярности, чтобы не прожечь. Силу тока в начале ставил 45-50 –прожигает, потом поставил 35-40, вроде нормально.
3. Электроды лосиноостровские МР3 d2, пробовал ОК46, тот же «результат».
4. Движения электродом были по кругу, да читал про елочку, зигзаг…., но мне это показалось проще.
5. Стыки в основном были горизонтальные, трубу к трубе варил перпендикулярно. С двух сторон.
Мои вероятные причины:
1. Так как варил в начале с одной, потом с другой стороны может возникли внутренние напряжения, хотя мало вероятно – трескается шов и с одной стороны.
2. Не сбивал шлак, просто варил поверх
3. Может был непровар, т.к. боялся прожечь, движения были по кругу, медленно на одном месте не стоял
Подскажите пожалуйста с советом.
Покажите результат, я встречался только с обрывом металла по границе шва, но эта партия профиля была просто фуфло, у стенки 1.5мм не шватит мощи порвать сварочный шов (если это шов, а не куча катышков со шлаком)
покажите фотографии, может в вашем случае шов это не шов, а шлак и он трескается, а наплавляется металл на одну из поверхностей
Nub, Сусанин, человек просто варить не умеет, чем вы ему поможете?
Такими темами уже пол форума засрали.
ИМХО: Я думаю у Вас зашлаковка зазора, из-за этого не провар по центру. Попробуйте без зазора сварить. Ток побольше. Прожигаете скорее всего из-за зазора. По мне лучше Уони 13/55 ф 3 мм от них шлака поменьше и он ток не проводит нежели МР3. Постоянный ток обратной полярности. Короткой дугой без поперечных колебаний. Есть тема Видео уроки сварки может поможет, только там толстый металл варят. Удачи.) (надеюсь труба низкоуглеродистая)
Да шлака много - буду пробовать по другому, Спасибо большое за ответы .
присоединяюсь к вопросам заданным вам выше покажите на фото или схематично рисунком, что именно вы свариваете, доводится из профильной трубы собирать много, не разу ничего, а особенно шов не порвало
Yar777,Лучше конечно один раз увидеть как варят в смысле ,если есть сварщик с опытом.Лучше его попросить ,чтобы показал на практике процесс.Ну а так на такой толщине желательно избегать зазоров и варить можно вообще без колебательных движений.Просто вести по стыку электрод на правильно подобранном токе 35-40, если для двойки чистой то в принципе нормально.
Попробуйте так: обратная полярность, эл.2мм, ток 40А, зажгите электрод и практически положите его на шов(угол 10°), водить электродом не надо. По мере плавления будет валик. Никакого зазора не надо. А вообще как уже сказали нужно фото и будет Вам счастье.
Получилось. Взял ОК46 тройку ток ставил 50 все нормально. У меня был сплошной шлак, когда стал отбивать увидел разрозненные не связанные капли. Ничего, все с опытом приходит, спасибо за советы!
Для тройки 50А маловато будет.
варится эта профильная труба на токах порядка 90А нормально без прожигов и эстетично, 50А для электрода 3-ки как по мне мало ,очень хочу увидеть что получается визуально
Ничё себе! 1,5 "двойкой" на 35-40 А. Не знаю, может дисплей инвертора меня обманывает (аппарату 2 г., варю мало), но при таких материале и расходнике, ток выше 24-25 А сразу прожиг. Варю (ОК46) в отрыв без движений.
Для тройки 50А маловато будет-реальных А,мало, спору нет, но верить показометру аппарата-вещь сомнительная.. у меня тройка ОЗС-4 на 50 А по индикатору аппарата горела( ТИГ 315 АС/DC) за милую душу . чем повергала меня периодически в когнитивный диссонанс.. ..
Для тройки и 30А нормально для профтруб, дело в технике, иногда бояться прожечь зазор не умея заплавлять отрывом - можно 30 мм отверстие электродом заварить, такова тренировка для 3йки, при безотрыве главной является траектория - наложение проваром (пробивка) и наложение обваром (наплавка) - те кто не умеют ее комбинировать и получают иногда трещины, но это скорее всего либо грязь либо поганый металл - красноломкость причем посередине это не косяк, невозможно как ни стараться получить трещины посередине - это просто таков материал, можно сделать тест - полусфера прихватка и по ней машкой - должна лопнуть по ЗТВ - 1 мм от края шва, если лопнула посередине - то это не металл а химический композит который не переживает термообработку.
Показать на чертеже технику заплавления в отрыв электродом зазора на 0.8 мм при Д=3мм графически невозможно - это только видео, у меня нет ни камеры ни обрезков, заплавка возможна Д=3мм от 30А (легко но непровары) до 400А - трудно и прожеги (просто лабораторный обмер половым органом, чисто для прикола). Те кто напишет что на 400А невозможно сварить тонкий металл - да невозможно (дико поведет) - но шов фиктивный получить можно, просто руки надо тренировать (для этого кстати сия задумка и была сделана).
Если плохо с безотрвом пробуйте учиться через присадку - она радиатор\рассекатель дуги, но надо будет ловить момент ее провара, поначалу будет приваривать электрод, но потом даже лучше чем одним будет получаться, капля - ее нагревом размазать и ждать когда мениск станет вогнутым (вогнутость показатель пред прожегового состояния). Потом повтор, с присадкой дольше, но тренирует обе руки, спасает при неумении зигзагом и спиралькой на безотрыве (там главное движением вверх охлаждать металл и затем резко приближать делая провар, это как бы полу-отрывная техника).
Еще тренировка - внаглую очень быстро на 200А по всему шву - сначала просто сопли, потом эти сопли чуть помедленнее забиваются наложением, потом еще медленнее - уже почти провар, потом уже в отрыв 2й слой много проходного шва, не надо бояться времени потерять, надо бояться постоянно останавливаться на среднем варианте.
Характерные ошибки и дефекты сварки
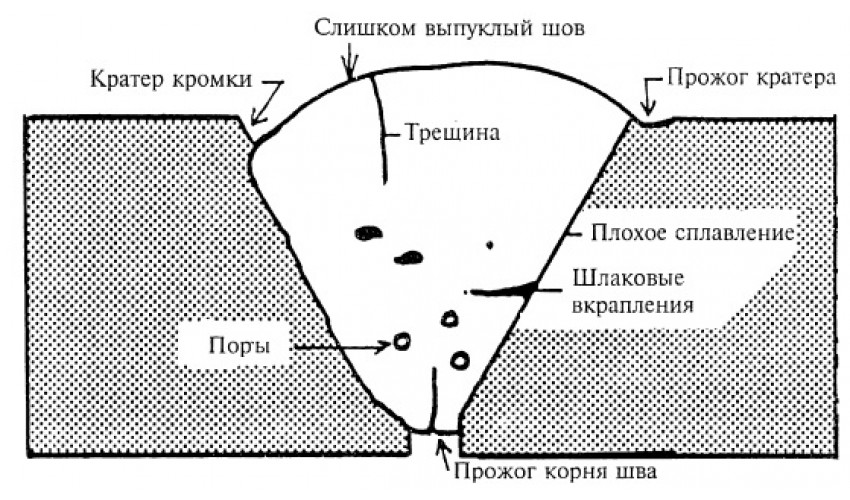
При наплавлении первого валика вдоль корня стыкового шва проникновение металла в корень может быть недостаточным в силу недостаточной силы сварочного тока или чрезмерной скорости сварки. Причина может также заключаться в слишком большом диаметре электрода для данной канавки. При слишком большой силе сварочного тока может произойти прожог корня шва.
Дефекты сплавления
Если сила тока недостаточная или слишком высокая скорость сварки, могут произойти несплавления между наплавленным и основным металлом.
Несплавления могут иметь место и в том случае, если используется слишком маленький электрод при сварке на большом участке холодного основного металла. В этом случае следует использовать электрод большего диаметра и подогревать основной металл.
Дефекты кромок шва
Дефекты кромок могут произойти в силу чрезмерной силы сварочного тока. Однако такие дефекты могут возникнуть и при правильном токе, если дуга будет слишком длинной или если неправильно перемещается электрод. При сварке снизу вверх в вертикальном положении при колебательном движении электрода последний нужно на мгновение прижимать к каждой стороне валика, чтобы металл хорошо проник в шов и чтобы избежать дефектов кромки шва. Дефекты кромки могут быть индикаторами разрыва в сварном соединении.
Поры в сварном шве
Поры в шве могут образоваться из-за содержания влаги в покрытии электрода, особенно при сварке электродами с основным покрытием. Кроме того, причиной образования пор может быть мокрый или влажный основной металл свариваемого изделия. Такой шов ухудшает прочность соединения.
Тепловые трещины
Тепловые трещины могут образоваться во время и сразу после периода охлаждения шва по двум основным причинам:
Из-за включений в основном металле, которые имеют тенденцию к сегрегации и могут образовать слой в середине шва. Этот слой препятствует сращиванию кристаллов. К таким веществам прежде всего относятся углерод и сера. В случаях, когда тепловые трещины вызваны такими веществами, перейдите на электрод с основным покрытием. Если же трещины появились при сварке электродом с основным покрытием, значит данный металл является несвариваемым.
Напряжение через шов может вызвать появление тепловых трещин, даже если основной металл не сегрегирует в шве В определенный промежуток критической температуры, сразу же после коагуляции валика шов имеет очень слабую способность к деформации и, если усадка металла больше, чем растяжение шва, образуется трещина. Этого можно избежать, зажав свариваемую деталь специальным зажимным приспособлением, которое ограничивает усадку металла.
Тепловые трещины появляются в середине валика и представляют собой прямую трещину на поверхности.
Усадочные трещины
Усадочные трещины образуются тогда, когда способность шва к деформации (вязкость) меньше, чем реальная усадка. Такие трещины обычно бывают поперечными и вызываются значительной продольной усадкой. Чтобы избежать образования таких трещин, лучше всего использовать электроды с основным покрытием.
Водородные трещины
Трещины в металле шва образуются под воздействием водорода и могут образоваться в стали любого типа, которая прошла закалку или закаляется во время сварки. Сталь с высоким пределом текучести будет содержать определенное количество упроченной структуры, обычно это мартензит. Чем выше точка плавления, тем выше риск образования водородных трещин, они образуются в основном металле,, который непосредственно прилегает к зоне плавления, и, сочетаясь со сварочным напряжением, образуют трещины в металле шва.
Для сварки закаленной стали можно использовать только сухие электроды с основным покрытием, т. к. в этом случае выделяется очень мало водорода. Влажные электроды выделяют очень много водорода. Другими источниками водорода являются ржавчина, масло, краска или конденсация вдоль сварочной канавки. Подогрев канавки, скажем, до 50°С значительно снизит количество водорода.
Включения шлака в шов
Шлак состоит из неметаллических частиц с покрытия электрода. После каждого валика необходимо тщательно удалять весь шлак. Для этого используйте обрубочный молоток и проволочную щетку. Частицы шлака, попавшие в шов, серьезно снизят прочность соединения. Старайтесь избегать выжигания выемок, т. к. попавший туда шлак трудно удалить.
При подготовке сварочной канавки убедитесь, что она имеет достаточный зазор для обеспечения хорошего сплавления и облегчения удаления шлака. Удалите окалины и ржавчину со свариваемой поверхности и проверьте, правильно ли вы выбрали электрод для данной сварочной позиций.
Дефекты сварных швов

Дефекты сварных швов – нередкое явление, приводящее к снижению качественных характеристик изделия вплоть до полного несоответствия заявленным нормам. Допустить ошибки могут как опытные, так и начинающие сварщики, поэтому необходимо понимать природу возникновения отклонений.
Не все дефекты можно считать фатальными: часть легко исправляется, некоторые вообще могут не требовать доработки. В нашей статье мы расскажем, что считается дефектом сварного шва, каким он бывает, а также поговорим про способы выявления и устранения разных видов изъянов.
Причины появления дефектов швов после сварки
Сварными дефектами называются такие поверхностные или внутренние изъяны, которые возникли в результате соединения деталей при помощи сварочного оборудования.
По степени выраженности они различаются по форме, размерам, и практически всегда негативно отражаются на сроке эксплуатации металлоконструкции, поэтому при выполнении сварочных работ следует избегать их возникновения.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Наиболее частыми причинами дефектов сварных швов могут быть следующие:
- Низкое качество соединения может быть причиной невысокого уровня опыта сварщика: при нарушении технологии лучевой, аргоновой, электродуговой сварки, пренебрежении к подготовительной операции техпроцесса, термической обработки узлов, а также в случаях, когда выбирается неверная схема соединения заготовок или применяются неправильные технологические режимы сварочного лазерного оборудования и т. п.
- Плохое качество сварного соединения может стать следствием использования неисправного или кустарно изготовленного оборудования при электродуговой или ручной сварке, применения дешевых расходных материалов или металла низкого качества.
Виды дефектов сварных швов
С полным перечнем возможных скрытых и наружных дефектов сварных швов можно ознакомиться в ГОСТ 30242-97. Видимые наружные изъяны обычно становятся причиной глубинных нарушений структуры сплава. Они могут возникнуть при любой технологии сварки и подразделяются на сквозные, внутренние (скрытые) и наружные (видимые). Рассмотрим их более подробно.

Наружные дефекты сварных швов.
Легко обнаруживаются при помощи визуального осмотра, и в большинстве случаев устраняются в процессе выполнения работы.
Главной причиной появления трещин является нарушение температурного режима. Холодные дефекты формируются из-за недостаточно разогретой поверхности (до +200 °С). Горячие же возникают при использовании температуры свыше +1100 °С. Трещины приводят к снижению пластичности металла, что ведет к разрушению под действием нагрузки.
Наиболее часто встречающимся дефектом сварных швов являются подрезы: между деталью и наплавленной частью можно обнаружить углубления. Причинами их появления могут быть:
- использование электрической дуги со слишком высоким напряжением, что приводит к истончению сварных заготовок;
- если одна деталь проваривается сильнее другой, то происходит смещение ванны расплава от середины зазора.
Подрезы оказывают отрицательное влияние на прочность соединения, поэтому такой дефект необходимо устранить методом повторного нанесения сварного шва.
Появление прожогов чаще всего можно обнаружить при сваривании тонкостенных заготовок или при неуверенном управлении электродом. Только опытный сварщик-специалист может избежать появления изъянов такого рода. Еще одной причиной может стать использование слишком высокого тока.
Свищи – раковины большого размера, внешним видом напоминающие воронку. Их сразу можно увидеть, так как сильно ухудшается внешний вид сварного соединения. Устраняются методом повторного нанесения шва.
Металлическая структура кратера характеризуется усадкой и рыхлостью. От свищей чаще всего расходятся по поверхности трещины. Появляются в зоне непровара в случаях отрыва электродуги от поверхности детали или ее отключении.
Еще одним наружным дефектом сварных швов является наплыв, по сути, представляющий собой вылившийся лишний металл: происходит наполнение сварной ванны наплавкой без образования прочного диффузного слоя, что снижает надежность сварного соединения. Из-за недостаточного напряжения электродуга не успевает проплавить соединяемые поверхности заготовок. Еще одной причиной может быть плохая зачистка кромочных поверхностей, в результате остаточная окалина не может расплавиться.

Внутренние дефекты сварных швов.
Считаются самыми коварными, так как визуально их не определить, а структура металла нарушена. Не допускается использование сборных конструкций с любой формой скрытых дефектов в трубопроводах, деталях, работающих на излом, и в сосудах, предназначенных для эксплуатации с высоким давлением.
Растрескивания или отпотины могут быть двух видов:
- горячие – поперечные или продольные трещины, образующиеся в металле на границе формирующегося зерна;
- холодные – появляющиеся после остывания диффузного слоя и наплавки из-за остаточных напряжений в зоне разогревания.
На этапе зарождения кристаллической решетки в легированных сплавах горячие трещины могут возникнуть:
- при нарушении технологии сварочного процесса (выбран не тот вид электродов или неправильно выставлены параметры рабочего тока);
- когда падающая расплавленная капля становится причиной замыкания и внезапного отключения сварочного оборудования.
Характер таких трещин можно легко определить. Горячие отпотины возникают сразу же, они характерны для области термовлияния, массива шва, при перегревании или же, наоборот, при более низких точках плавления. Формирование холодных происходит не сразу, а по мере фазовых превращений расплавленной массы в кристаллическую решетку. Существуют следующие вероятные причины их появления:
- используется недостаточная экранизация расплава защитной атмосферой;
- повышенная влажность воздуха в пределах рабочего места;
- при недостаточном разогревании молекулы водорода не успевают отделиться.
Поры классифицируются по месту расположения и их размеру. Причины возникновения:
- газовые пузыри – могут возникнуть из-за попадания в сварочную ванну инородных тел, вольфрамовых частиц от неплавящегося электрода, влаги, чешуйчатости ржавчины, шлаковых включений и окислов;
- недостаточная защита расплавленной ванны (обмазка выделяет немного шлака, тонкий флюсовый слой флюса сдувает защитное газовое облако);
- нарушение технологического процесса (неправильно выставлен сварочный ток, нарушение температурного режима при предварительном прогревании заготовок, некачественная подготовка электродов).
При нарушении технологии сварки шлак остается в порах. При недостаточном экранировании инертным газом происходит попадание вольфрама в ванну. Плохая зачистка свариваемых кромок является причиной появления оксидных пленок.
Непровар – такой вид дефекта сварных швов чаще всего характерен для новичков из-за недостаточного заполнения стыка между заготовками, неравномерности толщины диффузного слоя. Преимущественно возникает при многослойной проварке глубоких кромок в тех случаях, когда не выполняется удаление окалины и промежуточная проковка.
Есть и ряд других возможных причин:
- некачественная подготовка кромочных поверхностей перед сваркой;
- установка заготовок с маленьким зазором;
- повышенный режим скорости при сваривании приводит к тому, что наплавка не успевает заполнить пустоты;
- удержание электрода под неправильным углом, поэтому расплав формируется не над стыком, а рядом с ним;
- рабочий ток установлен неправильно (для процесса расплавления электрода недостаточно ампеража).
Пережоги, которые также называют перегревами, появляются при несоблюдении технологии сварки: при завышенном токе и низкой скорости. Такие режимы приводят к нарушению структурной решетки: в соединении происходит формирование слишком крупного зерна, что приводит к хрупкости металла по причине критического уровня ударной вязкости. Такой дефект нельзя устранить при помощи термообработки, оказывающей влияние на микроструктуру, в таких случаях требуется глубокая зачистка, а после этого заделка области пережога.

Сквозной вид дефектов сварных швов.
Просветы обнаруживаются при визуальном осмотре или методом проверки изделия на герметичность. Основной причиной появления дефектов сквозного характера являются прожоги. Чаще всего происходят при обработке деталей с тонкими стенками, электродом насквозь прожигается металл рядом с наплавленным швом. Причина кроется в нарушении технологического процесса:
- между свариваемыми заготовками устанавливается завышенный зазор;
- сварка проводится на повышенном токе;
- перемещение электрода производится на низкой скорости;
- прерывается подача защитного газа.
При появлении сквозного отверстия отсутствует формирование ванны расплава – расплавленный металл протекает сквозь него.
Методы выявления дефектов сварных швов
На этапе предварительного контроля основного и сварочных материалов определяют соответствие сертификатных данных заводов-поставщиков тем требованиям, которые должны предъявляться к материалам согласно их назначению для выполнения ответственных сварных конструкций и узлов. Перед сборкой и сваркой деталей их габаритные размеры и формы проверяют на соответствие чертежам, а также контролируют качество подготовки кромочных свариваемых поверхностей.
При изготовлении конструкций с повышенными требованиями на прочность и качество соединения производят сваривание контрольных образцов. Вырезанные из них пробные экземпляры отправляются на механические испытания, которые не только дадут оценку качества материалов (как основного, так и сварочных), но и покажут уровень квалификации сварщика, допущенного к работе с данной конструкцией.
Текущий контроль предусматривает проверку исправности работы сварочного оборудования и точности установки сварщиками требуемых режимов сварки. Для обнаружения внешних дефектов сварных швов производят визуальный осмотр и замеры геометрических параметров. Все обнаруженные погрешности устраняются непосредственно при изготовлении изделия.
В зависимости от уровня ответственности и назначения конструкции все готовые сварные изделия должны пройти следующие этапы приемочного контроля:
- визуальный осмотр для обнаружения наружных дефектов сварных швов;
- замер геометрических параметров соединений;
- магнитный контроль;
- испытания на плотность;
- просвечивание гамма- или рентгеновским излучением, ультразвуковое воздействие с целью выявления внутренних дефектов.
Испытание на плотность должны проходить такие изделия, как резервуары для хранения жидкостей, трубопроводы и емкости, эксплуатируемые при повышенном давлении, методом наполнения воздухом или жидкостью с использованием керосина или других определителей утечек.
Существуют следующие способы обнаружения дефектов сварных швов:
- Визуальный осмотр. Используется увеличительный прибор, благодаря чему можно увидеть довольно маленькие изъяны точечной сварки.
- Дефектоскопия. Является методом диагностики качества сварного соединения, в основе которого лежит способность специальных реагентов изменять свой цвет при взаимодействии с материалом повышенной текучести, например, с керосином.
- Магнитный способ обнаружения дефектов сварных швов. Основан на определении искажений магнитных волн.
- Метод УЗК. Проверка соединений при помощи ультразвука проводится на специальных ультразвуковых дефектоскопах, измеряющих уровень отражения звуковых колебаний.
- Радиационный метод. В основе такого способа заложено просвечивание сварного шва при помощи рентгеновского излучения с последующим получением фотоснимка, который полностью описывает все дефекты проблемного соединения.

Методика ультразвукового контроля и цветная дефектоскопия являются самыми эффективными способами обнаружения дефектов сварных швов, но их применяемость в бытовых условиях практически невозможна.
Оценка критичности дефектов шва
Кроме информации о видах дефектов сварных швов и причинах их появления, следует знать о том, какое они оказывают влияние на всю конструкцию при дальнейшей ее эксплуатации. Наибольшая часть всей классификации изъянов состоит из сведений, отражающих уровень их критичности. Это слово подразумевает, насколько безопасна эксплуатация конструкции с таким видом дефекта, допускается ли предварительное исправление изъяна или пускать в эксплуатацию категорически нельзя.
Многое будет зависеть от тех условий, в которых планируется использование конструкции. К примеру, один и тот же вид дефекта не окажет существенного влияния на все изделие при его эксплуатации в помещении, но приведет к серьезному разрушению при применении на улице, где неблагоприятное воздействие будут оказывать погодные условия. По этой причине ответ на вопрос о том, можно ли допускать подрезы на сварных соединениях, будет не совсем корректным. Следует всегда учитывать место и условия эксплуатации конструкции с таким дефектом сварного шва.

По степени важности все виды дефектов сварных швов подразделяются на:
- малозначительные;
- значительные;
- критические.
Такое разделение в данном случае будет влиять на определение метода контроля. Для выявления дефектов, попадающих в категорию малозначительных, использовать дорогостоящее оборудование экономически нецелесообразно. А материальные затраты на обнаружение критических окупятся довольно быстро. Большое значение имеет и уровень квалификации контролера. Недавно начавшим работать в этой сфере целесообразно доверять выявление только малозначительных изъянов.
Рекомендуем статьи
Дефекты сварных швов скажутся на работоспособности всей конструкции. По этой причине, рассматривая вопрос о важности сварного соединения, необходимо учитывать все факторы, которые связаны с допустимостью его применения. Следует принять во внимание функциональность изделия, условия его эксплуатации, физические характеристики материалов и общие напряжения всей конструкции. Основные виды дефектов сварных швов, относящиеся к допустимым, следует измерить, чтобы правильно выбрать оборудование и установить соответствующие режимы.
Устранение дефектов сварных швов
Выбор метода устранения дефектов сварных швов производится с учетом характера выявленного повреждения:
- любые дефекты, включающие в себя посторонние примеси, устраняются методом вырезки и заваривания;
- для устранения сварочных деформаций применяют термический или термомеханический способы;
- наплывы необходимо срезать аккуратно, обязательно проверив при этом срез на отсутствие непроваров;
- глубина вырезки свищей и кратеров производится до основного металла, после этого их надо заново переварить;
- непровары следует удалять методом повторного сваривания, предварительно их вырезав;
- исправление трещин производится следующими действиями: сначала их необходимо полностью рассверлить, затем вырубить шов проблемного участка, после этого зачистить поверхности и заварить их повторно, соблюдая технологию сварки и действующие технические требования;
- подрезы устраняются с помощью наплавки тонкого слоя вдоль линии дефекта;
- при исправлении прожогов стык тщательно зачищают, затем обваривают.
Если при обследовании обнаруживаются технологические дефекты сварных швов труб, то их устранение производится в строгом в соответствии с нормативными требованиями с помощью одного из следующих способов:
- полного удаления шва и выполнения нового;
- выреза участка трубы с дефектом;
- механического с завариванием зоны выборки;
- механическим воздействием без последующей заварки.
Во время проверки на герметичность и прочность газораспределительных сетей допускается устранять дефекты сварных швов газопроводов только с помощью дуговой сварки, а не газовой.
Итак, любые дефекты сварочных швов могут возникнуть только при несоблюдении технологического процесса сварки, отражаются на прочности сварного соединения и общей функциональности металлоконструкции. Именно поэтому уважающий себя мастер должен знать обо всех основных изъянах такого рода и причинах их появления ‒ порах, наплывах, прогарах и т. п. Обладая такими знаниями, мастер сможет максимально эффективно определить способ их устранения при использовании аргона, электрической дуги, лазера, точечной сварки и т. п.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: