Почему нельзя хранить нержавейку с черным металлом
Обновлено: 01.06.2024
Итак, вчера мы начали обсуждение вопросов, связанных с безопасностью посуды, которую мы используем ежедневно. К сожалению, многие виды повседневно используемой посуды могут быть очень опасными для здоровья. Поэтому, нужно уметь выбирать посуду не только красивую, функциональную и удобную, но и безопасную. Теперь продолжим разбор видов посуды.
Посуда из нержавеющей стали.
Такую посуду, сделанную из нержавеющий стали, считают самой прочной и удобной. Однако, в ее состав зачастую входит никель, который является очень и очень сильным аллергеном и может оказывать канцерогенные свойства. В такой посуде не рекомендуется приготовление острых и овощных блюд. Это объясняется тем, что сок от овощей при кулинарной термической обработке вступает в реакции с металлом, который при нагревании переходит в ионизированную форму. В результате такой реакции образуются вредные никелевые соли. Одна из самых безопасных нержавеющих кастрюль – это пароварка. Менее вредной является достаточно дорогая посуда из нержавейки, она обычно имеет надписи «без никеля» или «nikelfrei».
Такого рода посуда, которую изготавливают из нержавейки, очень популярна среди хозяек и активно продается. Однако, реально качественная посуда, произведенная из нержавеющей стали на порядок дороже обычной посуды, например, эмалированной, купить себе полный комплект посуды может далеко не каждая хозяйка. Но, рынок посуды заполнен кастрюльками и сковородками, сотейниками сомнительного происхождения из Азии. Такие элементы посуды привлекают покупателя невысокой ценой, но насколько они безопасны?
Использовать в быту такую посуду достаточно опасно. Чтобы сделать продукцию подешевле, производитель зачастую применяет некачественные сорта стали, в которой зачастую содержится примесь меди. Если приготовить в такой посуде пищу, она будет вредной для здоровья, так как при нагревании в нее постепенно переходят ионы цветных металлов – хром, медь, никель. Пища может приобретать в ней характерный металлический привкус, особенно это чувствительно в чайнике, когда в нем кипятится вода для чая или кофе. Внимание, основные некачественные товары производятся китайскими или корейскими фирмами-производителями.
В последние годы более популярной стала посуда из нержавеющей стали с нанесением на нее антипригарного покрытия, цены на такую продукцию самые высокие. Но, необходимо помнить, что даже такие дорогие и качественные предметы посуды предназначены для приготовления пищи, причем только непосредственно перед ее употреблением, хранить еду в них не рекомендуется, особенно если это кислые подливки, супы или борщи, поджарки. Кислота вступает в реакцию с металлами, образуя токсичные соли, которые могут накапливаться в теле. Кроме того, не стоит хранить в такой посуде блюда до следующего употребления, так как пища длительно находится в практически прямом контакте с металлом. При этом металл окисляется и может негативно влиять на вкус и качество пищи.
Эмалированные виды посуды.
Мы уже поняли, что металлическая посуда небезопасна, и ионы металла от соприкосновения с пищей могут образовывать вредные соли. Чтобы защитить пищу от вредного воздействия металла, была придумана эмалированная посуда. Это металлическая основа, покрываемая специальным составом внутри и снаружи, которая должна соответствовать требованиям российского ГОСТа. По этому стандарту в состав внутренней эмали нельзя включать некоторые виды металлов, которые вполне допустимы для внешнего покрытия. Изнутри посуда может покрываться эмалью только определенных цветов – черная, белая, кремовая, серо-голубая или синяя.
Все остальные из красящих добавок в большом количестве содержат соединения марганца, соли кадмия или другие вредные металлы. Эти металлы при контакте с продуктами и нагревании могут переходить в пищу и приводить к негативным последствиям для жизни. Поэтому, при покупке в магазине эмалированного вида посуды, необходимо обратить пристальное внимание на цвет рабочей эмали внутри изделия. Особенно опасны будут изделия, у которых внутри нанесена эмаль красного, желтого или коричневого цвета, либо некоторых других цветов. Однако, многие производители лукавят, выпуская кастрюли с покрытиями из вредных видов эмали, чтобы снижать издержки при производстве.
Например, при производстве кастрюль желтого цвета, если покрыть эти кастрюли желтой эмалью и снаружи, и внутри, это будет обходиться гораздо дешевле, чем это было бы при производстве дешевле, чем производить кастрюли с белой эмалью внутри. Чтобы снизить стоимость посуды, производители начинают выпуск посуды, которая в применении небезопасна для здоровья. Поэтому, при покупке эмалированной посуды необходимо обращать внимание на указание ГОСТа на ее этикетке. Все кастрюльки и ковшики без ГОСТа могут быть небезопасными.
Важно обращать внимание и на качество самого этого эмалевого покрытия, так как покрытие бывает различным. На ровной и глянцевой поверхности изделия не должно быть матовости, пятен или маслянистости. При их наличии обычно нарушено качество обжига посуды, значит, и свойства такой посуды резко снижаются, она может стать опасной и пропускать ионы металлов, из которых сделано основание кастрюли. На дне эмалированной посуды, если она сделана без металлического ободка, могут быть следы от иголочек, на которые обычно ставят изделия при обжиге в печке. А посуду, на которую крепят металлический ободок, обычно ставят в печь донышком вверх, а бортики затем, после обжига, закрывают металлическими ободками из нержавейки.
Качество эмали будет сильно зависеть и от его толщины и количества слоев, а некоторые изделия могут выпускаться с двойным слоем эмали. Однако, очень толстый слой эмали обычно говорит о браке продукции и его исправлении, так как при возникновении дефектов на изделии его снова отправляют на стадию эмалировки. При повторной эмалировке могут возникать неровности в области покрытия, в зоне которых легко возникают сколы при ее использовании. Даже минимальные трещины и сколы эмали открывают путь металлам в продукты. Обычно европейское производство осуществляется путем напыления эмали, а не обмакивания в эмаль. Так снижается толщина покрытия и улучшается качество изделия. Однако, срок службы такого изделия будет меньше, чем у изделий с обмакиванием в эмаль.
При нанесении двойного слоя эмалевого покрытия улучшается качество посуды – она более надежно сохраняет пищу, не давая ей контактировать с ионами металлов из основания изделия. Это улучшает вкус и качество пищи. Гладкая, как стекло, поверхность эмали практически не дает возможности размножения вредным бактериям. И из всех ранее обсуждаемых видов посуды, эмалированная посуда наиболее хороша для приготовления пищи и ее хранения. Однако, надо строго следить за качеством и состоянием эмали – нельзя допускать истирания, сколов и трещин на эмали. Во время мытья такой посуды запрещено использовать металлические щетки и губки с абразивом.
Отмывать пригоревшие остатки продуктов от эмали на кастрюлях можно таким образом – посуду необходимо заливать холодной водой, в нее же добавить горсть соли или пищевой соды и оставить отмокать на несколько часов. Потом ее необходимо помыть с губкой для мытья посуды. Такая посуда устойчива к действию кислот пищи и солей, которые входят в ее состав. Основной же ее недостаток – это чувствительность к ударам и резким перепадам температуры, острым предметам, от них эмаль портится, на ней формируются сколы и трещины. Если это произошло, как бы вы ни любили эту посуду, ее необходимо выкинуть – частицы эмали могут попадать в пищу, а ионы металлов накапливаться в продуктах. Все это причиняет существенный вред вашему здоровью.
Посуда из алюминия.
Вред посуды из алюминия является до сих пор предметом обсуждения в научных кругах, этот вопрос до сих пор обсуждается и еще недостаточно исследован. Однако, точно можно сказать одно, категорически запрещено готовить или запекать в алюминиевой посуде кислые продукты, кроме того, алюминиевая посуда страдает от соли и соды. Алюминиевые изделия по мнению ученых при нагреве выделяют ионы металла, поэтому такая посуда не подходит для варки щей с кислой капустой, щавелевого супа, компота и киселя, в них не стоит тушить или жарить овощи, и особенно не рекомендуется кипятить в алюминиевых кастрюльках молоко. Также нельзя в алюминиевых кастрюлях хранить пищу, сварили и перелили.
Не рекомендуется использовать алюминиевые кастрюли ежедневно, так как есть указания на развитие пищевых отравлений у людей, кто ежедневно употребляет пищу из фляг или кастрюль. Особенно негативно ученые относятся к хранению в алюминиевых флягах молока и воды. На стенках фляги образуется пленка из оксида металла, и она негативно влияет на продукты. На ней образуются пятна, которые нельзя тереть абразивными веществами. Необходимо вскипятить воду с луком, а потом вымыть посуду с мылом и промыть водой.
Сегодня считается, что такая посуда – самая вредная, она стоит на самом последнем месте по безопасности для здоровья. Производители говорят, что оксидная пленка на поверхности защищает пищу от проникновения ионов в еду, но это лукавство. При приготовлении еды происходит выход ионов, особенно при тушении и помешивании. Алюминий постепенно проникает в организм и накапливается, что может вызывать тяжелые заболевания. Поэтому, не смотря на дешевизну таких кастрюлек, покупать их не стоит, особенно если они без антипригарного покрытия.
Почему нельзя хранить нержавейку с черным металлом
20 Ноября 2016
Согласно знаменитой поговорке, "электротехника - наука о контактах".
Любому электромонтажнику известно, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете - коррозия может уничтожить электрический контакт. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, однако сейчас может быть весьма неудобно искать в старых документах информацию о соединениях. Хабраюзер @teleghost собрал все данные в одной таблице.
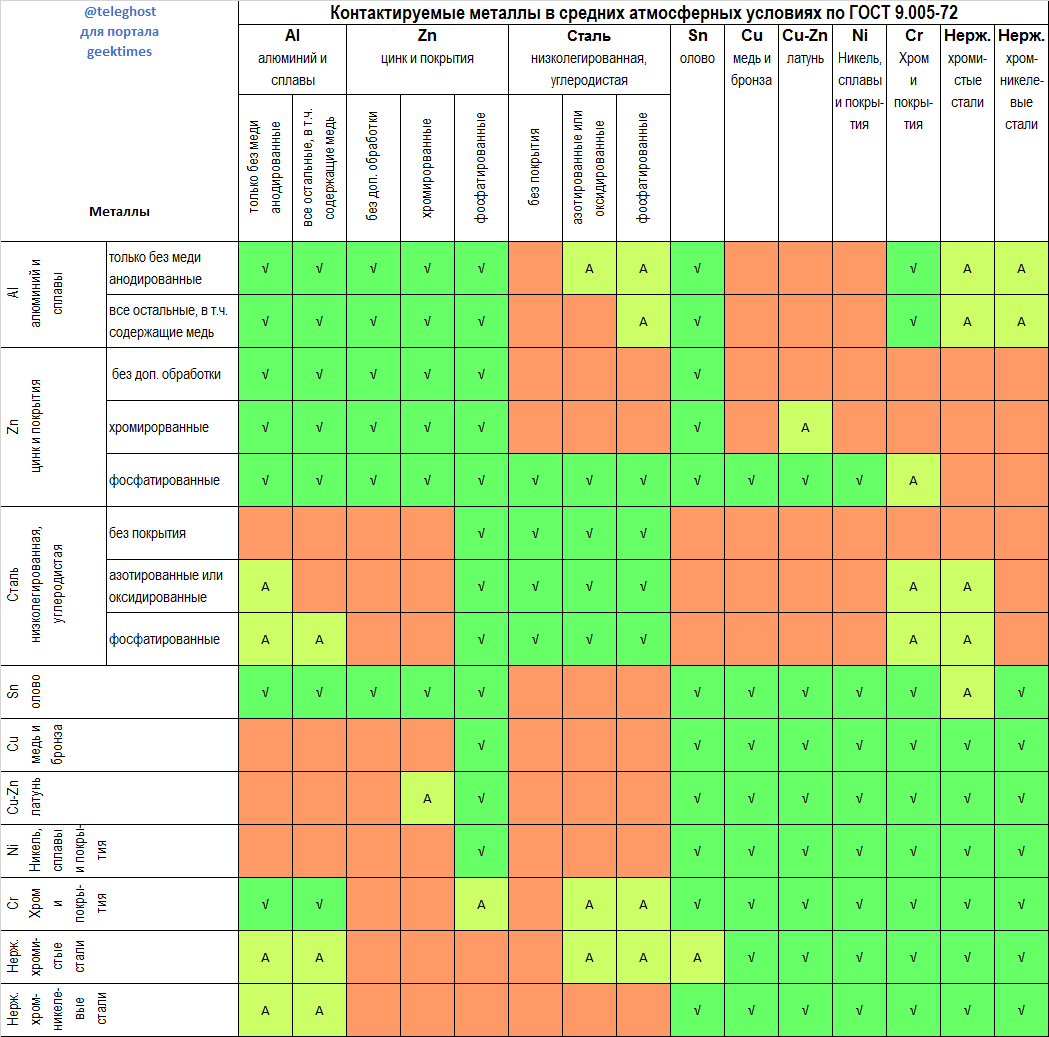
Далее приведена выдержка из ГОСТ 9.005-72 для средних атмосферных (т.е. комнатных) условий. Кликабельно.
Буква «А» означает «ограниченно допустимый в атмосферных условиях». Определение данного понятия из ГОСТ под спойлером.
Данные контакты могут применяться в изделиях, конструкционные особенности и эксплуатационные условия которых позволяют периодически возобновлять защиту контактных поверхностей нанесением рабочих или консервационных смазок, лакокрасочных покрытий или при условии допустимости коррозионного поражения контактирующих материалов для назначенного срока службы изделия.
Несколько слов о металлах.
Оцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо чаще, чем, например, нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из оцинкованной холоднокатанной стали толщиной порядка 1мм.
Нержавеющая сталь — королева сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова. Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Алюминий и его сплавы бывают анодированные (с защитным слоем) и обычные (неанодированные). Алюминий легко обрабатывать в домашних условиях, но необходимо помнить о коррозии. Не используйте голый алюминий в качестве проводника даже с низковольтным напряжением, иначе ток медленно обратит деталь в прах. Обработанным в мастерской алюминиевым и дюралюминиевым деталям показана полная эквипотенциальность (наведённые полями токи вроде бы по фиг, заземлять тоже можно). Алюминий совместим с цинковым покрытием, но для контакта с медью, «голой» или никелированной сталью требуется оловянная «прокладка». Ограниченно допустим контакт алюминия с нержавейкой в атмосферных условиях. Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества.
Медь мягкая и довольно неаппетитно окисляется на воздухе, поэтому изделия из меди заключают в герметичную оболочку или лакируют. Латунные бляхи солдатских ремней и стойки для электронных печатных плат лучше сопротивляются окислению и выглядят аппетитнее позеленевшей меди, особенно если их периодически полировать (я про бляхи, конечно). При этом ни медь, ни её сплав с цинком (латунь) «не дружат» с чистым цинком и его покрытиями. Зато медь совмещается с хромом, никелем и нержавейкой. А если вы держите в руках какую-нибудь клемму, то она наверняка из лужёной (покрытой оловом) меди.
Олово относительно стойко к коррозии (в комнатных условиях) и электрически совместимое почти со всем, кроме чугуна, низколегированных и углеродистых сталей и магния. Не стоит паять оловом и бериллий, будьте внимательны при сборке домашнего ядерного реактора. Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
Не следует использовать олово при низких температурах - с прошлого века известна т.н. «оловянная чума» - полиморфное превращение т. н. "белого олова" в "серое" (b-Sn → a-Sn), при котором металл рассыпается в серый порошок. Причина разрушения состоит в резком увеличении удельного объёма металла (плотность b-Sn больше, чем a-Sn). Переход облегчается при контакте олова с частицами a-Sn и распространяется подобно "болезни". Наибольшую скорость распространения оловянная чума имеет при температуре —33°С; свинец и многие др. примеси её задерживают. В результате разрушения "чумой" паянных оловом сосудов с жидким топливом в 1912 погибла экспедиция Р. Скотта к Южному полюсу.
Оловянная чума (распад олова при низких температурах).
Никелем покрыты блестящие «компьютерные» винтики. Такое покрытие совместимо с медью и бронзой, латунью, оловом, хромом и нержавеющей сталью. Никель несовместим с цинком и алюминием (для алюминия лучше контакт с нержавеющей сталью, см. ниже).
Особенности коррозионной агрессивности неметаллов. Приложение 3б к ГОСТ 9.005-72:
Нержавеющий металлопрокат: специфика работы и хранения

Изготовление нержавеющих сосудов и емкостей является одной из специализацией нашего Завода. Чтобы поставлять качественные изделия, мы уделяем особенное внимание всем этапом работы с нержавеющим металлопрокатом. Вот что рассказал нам начальник цеха по производству резервуаров об основных принципах работы с нержавеющей сталью:
Нержавеющий металлопрокат отличается высокими коррозионностойкими свойствами. Чтобы их сохранить на всем протяжении срока эксплуатации изделия, начиная с транспортировки, хранения и обработки необходимо соблюдать строгие требования. Правильно организованный и налаженный технологический процесс сможет гарантировать, что поверхность не будет повреждена.
Сортамент из нержавеющей стали, поступающий на Саратовский резервуарный завод, имеет Сертификаты качества производителя на каждую партию. Отдел ОТК проводит контроль качества на соответствие заявленным размерам (толщине) и свойствам.
Нержавеющий листовой прокат поступает типовых размеров - 1,25 х 2,5 м, 2,0 х 8,0 м или 1,5 х 6 м. Толщина варьируется от 3 до 26 мм в зависимости от того, на выпуск чего будет использоваться сталь. Традиционно емкости для пищевых продуктов производятся из стали толщиной 3-4 мм, сосуды и емкости изготавливаются толщиной 6-8 мм, а для производства фланцев и патрубков (например, придонно-зачистных) берется сталь толщиной до 26 мм.
Хранение нержавеющего металлопроката и погрузочно-разгрузочные работы
После проверки качества металлопрокат поступает на склад хранения, где должно быть соблюдено основное правило: листы нержавеющей стали не должны соприкасаться с листами черного металла, так как это может привести к снижению стойкости к коррозии.
Чтобы не допустить контакта, между ними размещается деревянная проложка или нержавеющие "пятачки". Зонирование складского пространства - оптимальный способ не допустить контакт между разнородными металлами. Дополнительным преимуществом является экономия времени на перемещения листов в случае необходимости их внеочередного использования.
Само место хранения должно быть сухим и чистым. Листы могут укрываться специальными материалами, которые не позволяют влаге и грязи оседать на поверхности.
Элементы кранов и погрузчиков, непосредственно соприкасающиеся с нержавеющими листами, также должны быть очищены после предыдущей работы со сталью других марок.
Работа с нержавеющей сталью: спецодежда и инструмент/станки
Спецодежда - еще один "пункт", требующий особого внимания и ответственности уже со стороны каждого сотрудника в частности: работник цеха не должен выполнять работу с нержавеющей сталью, если до этого работал с черным металлом, не сменив рабочую одежду: частицы другого металла, пыль и грязь способны повредить поверхность и уменьшить прочностные характеристики.
К инструменту для работы с нержавеющей сталью предъявляются строгие требования, так как именно с его помощью придаются заготовке необходимые размеры и форма.
Основными операциями по производству сосудов и аппаратов из нержавеющей стали являются резка, гибка, досварочная обработка, сварка* и послесварочная обработка:
- раскрой и резка осуществляется при помощи газоплазменного станка и угловой шлифовальной машины
- холодная и горячая гибка листового сортамента выполняется на листогибочных и валковых станках
- досварочная обработка заключается в механической очистке поверхности сварки для удаления инородных частиц
- послесварочная обработка является финишным этапом и заключается в механической очистке при помощи кислоты и пассиватора, который убирает следы черных металлов, и в абразивно-струйной обработке, например, кварцевым песком
Все детали и элементы как изделия, так и самого инструмента/оборудования должны быть очищены от стружки, металлической крошки, наката, окислов и обезжирены. Из-за своих свойств процесс обработки нержавеющего металлопроката проводят на "мягких" режимах. Для этого режим резки выбирается на низких оборотах для исключения превышения температуры. Например, для грубой шлифовки рекомендуется максимально 4000 об/мин; для подготовки к полировке и самой полировки - 3000 об/мин и 2500 об/мин соответственно.
Кроме необходимости следить за поверхностью инструментов, рекомендуется выбирать оборудование с высокой теплостойкостью, при работе с которым на щадящих режимах образуется "низкое трение."
Допустимые и недопустимые контакты металлов. Популярные метрические и дюймовые резьбы
Электронику часто называют наукой о контактах. Многие знают, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете. Почему? Коррозия может уничтожить электрический контакт, и прибор перестанет работать. Если это защитное заземление корпуса, то прибор продолжит работу, но будет небезопасен. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение.
Доступные нам металлы не ограничиваются только медью и алюминием, существуют различные стали, олово, цинк, никель, хром, а также их сплавы. И далеко не все они сочетаются между собой даже в комнатных условиях, не говоря уже о жёстких атмосферных или морской воде.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, но если изучение чёрно-белых таблиц из 1000 ячеек мелким шрифтом утомляет, то правильный ответ на «медный» вопрос — нержавейка, либо никелированная сталь, из которой, кстати, и сделан почти весь «компьютерный» крепёж. В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
И, раз уж зашла речь о металлообработке, заодно автор привёл таблицу с популярными в электронике резьбами и соответствующими свёрлами, отобрав из объёмных источников наиболее релевантное по тематике портала. Не все же здесь слесари и металлурги, экономьте своё время.
Преамбула
Да, в век 3D-печати популярность напильника с лобзиком несколько потускнела. Но клетка Фарадея для РЭА по-прежнему является преимуществом, не забываем и про защитное заземление. Да, для печати корпусов РЭА уже доступен электропроводный (conductive) ABS-пластик, но судя по источнику, его удельное сопротивление примерно в миллион раз больше меди. Дескать, пыль уже не липнет, но для заземления всё равно многовато. Напечатать же стальные детали корпуса ПК в домашних условиях пока никак невозможно, да мы и алюминий-то с оловом никак не освоим…
UPD
Для моддеров, кстати, рынок предлагает новые, удобные инструменты арсенала домашней мастерской, и про один из них (осциллорез) я рассказываю в отдельной публикации. Арсенал принадлежностей прекрасно дополнит более привычные циркулярные мини-пилы (aka «дремели»), а отсутствие эффекта «запрессовки зубьев» упростит обработку вязких металлов типа меди и алюминия. Инструмент лёгкий, не такой неуклюжий и опасный, как «болгарка». Можно пилить металл практически на уровне носа и без риска получить рубящий удар от заклинившего или осколок от «взорвавшегося» диска. А так бывает в красочно описанных уважаемыми читателями случаях с УШМ: 300-граммовый блин «болгарки» делает 200 оборотов в секунду, потребляя до 2кВт электричества, и требует чуть ли не костюм сапёра. Работающий же осциллорез травматологи упирают себе пильной стороной прямо в ладонь, чтобы успокоить пришедшего на снятие гипсовой повязки пациента… Впрочем, вернёмся к нашим металлам.
Допустимые и недопустимые контакты металлов по ГОСТ 9.005-72
DISCLAIMER: Предоставляется «как есть». Если уважаемый читатель занимается моделизмом, автомобилизмом или робототехникой, в ГОСТе также приведены: Таблица №2 для жестких и очень жестких атмосферных условий, Таблица №3 для контактов, находящихся в морской воде. Ниже я предлагаю выдержку из Таблицы №1 для средних атмосферных (т.е. комнатных) условий. Буква «А» означает «ограниченно допустимый в атмосферных условиях», подробности в самом ГОСТе.
Кликабельно (спасибо, НЛО):
Пара слов о металлах
Металлурги, поправляйте, если что не так. Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды.
Оцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо больше, чем, например, «премиумная» нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из оцинкованной холоднокатанной стали толщиной порядка 1мм (чем дешевле корпус, тем тоньше лист). «Оцинковка» достаточно прочна и хорошо проводит ток, в промышленности требуется заземление. Если разрезать корпус, то под слоем краски какого-нибудь унылого RAL7035 будет тончайшее цинковое покрытие, а под ним, скорее всего, та самая углеродистая холоднокатанная сталь. Лично у меня нет причин не доверять ГОСТ 9.005-72, поэтому после колхозинга фабричных изделий вообще не рекомендую делать электрический контакт на месте среза стали, лучше постарайтесь сберечь цинковое покрытие. А порезы и шрамы можно закрасить из балончика того же унылого RAL7035 (только заплати €10 и попробуй его найти ещё). Я пользовался автомобильной эмалью нейтрального белого или чёрного цвета (флакончик с кисточной, €2 в любом автомагазине).
Алюминий и его сплавы бывают анодированные (с защитным слоем) и обычные (неанодированные). Алюминий легко обрабатывать в домашних условиях, но помните о коррозии. Не используйте голый алюминий в качестве проводника даже с низковольтным напряжением, иначе ток медленно обратит деталь в прах. Обработанным в мастерской алюминиевым и дюралюминиевым деталям показана полная эквипотенциальность (наведённые полями токи вроде бы по фиг, заземлять тоже можно). Алюминий совместим с цинковым покрытием, но для контакта с медью, «голой» или никелированной сталью требуется оловянная «прокладка». Ограниченно допустим контакт алюминия с нержавейкой в атмосферных условиях. Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества.
Витая пара из омедненного алюминия (Copper Clad/Coated Aluminium, CCA) — это отдельная история, в домашних условиях кабель всё равно не производится.
Олово мягкое, но зато стойкое к коррозии (в комнатных условиях) и электрически совместимое почти со всеми, кроме чугуна, низколегированных и углеродистых сталей, магния. Не стоит паять оловом и бериллий, будьте внимательны при сборке домашнего ядерного реактора. Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
UPD:
На холод изделие выносить нельзя, а при минусовых температурах лучше не эксплуатировать вообще.
Нержавеющая сталь — королева металлов сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова. Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Пара слов про case modding
Популярые виды резьбы, используемой в компьютерной технике
ГОСТ 19257-73 рекомендует использовать следующие диаметры свёрл для металлов. Наверное, стоит учитывать и количество метчиков в наборе: чем твёрже материал, тем больше необходимость в «предварительных» метчиках. У меня их по три штуки, два «грубых» и один «финишный». А как правильно, кстати?
UPD
А как правильно — читайте комментарии, на публикацию-таки зашли мастера слесарного дела, только я не успел отсортировать всю информацию. Пользователь golf2109 любезно принёс сюда прямо из мастерской два правых столбца таблицы для обозначения того, как мягкость (вязкость) металла влияет на диаметр отверстия под резьбу, благодарю за поддержку.
UPD
Если сверлите что-то толще миллиметрового листа, читайте спойлер про СОЖ .
Довольно большое значение и при сверлении, и при нарезании резьб имеет смазка и охлаждение обрабатываемых деталей и инструмента. Настоятельно рекомендую при подаче сверла не спешить и пользоваться техническими жидкостями. Режущая кромка сверла легко перегревается от сухой детали, и получается металлический отпуск. Поверьте, такой отпуск не нужен: он вызывает необратимые изменения в структуре металла и деградацию его прочностных свойств (сверло тупится гораздо быстрее, чем должно). Что делать? Вот несколько советов, которые автор встречал в разных местах.
Не сверлите большим сверлом сразу, разбейте операции примерно по 3мм: т.е. отверстие 10мм сперва проходим 3мм, потом 6мм.
Хорошенько отметьте отверстие керном. Одолжите у ребёнка пластилин, сделайте бортик вокруг планируемого отверстия так, чтобы получился мини-бассейн размером с монету. Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
Источники
» ГОСТ 9.005-72. Единая система защиты от коррозии и старения. Машины, приборы и другие технические изделия. Допустимые и недопустимые контакты металлов. Общие требования.
» ГОСТ 19257-73. Отверстия под нарезание метрической резьбы. Диаметры.
» Unified Coarse Thread ANSI B1.1 (резьбы UNC ANSI B1.1).
Почему при монтаже резьбовых соединений нельзя использовать "нержавейку" и "обычную" сталь вместе?
Ниже рассмотрим основные причины, по которым нельзя допускать их контакта.
В нержавеющих сталях аустенитного класса по ГОСТ ISO 3506-2014 содержание легирующих элементов ≈30%.
Основные из них: хром (Cr≥15%) и никель (Ni≥8%).
Стали марки А4 дополнительно легируют молибденом в пределах 2-3%.
Такое содержание легирующих элементов обуславливает заметную разницу электродных потенциалов между «обычными» углеродистыми сталями и коррозионно-стойкими аустенитными сплавами.
В зависимости от активности электролита при контакте двух металлов с разными потенциалами растут риски возникновения контактной коррозии.
Согласно ГОСТ 5272-68:
«Контактная коррозия – это электрохимическая коррозия, вызванная контактом металлов, имеющих разные стационарные потенциалы в данном электролите».
При контакте двух электрохимически разнородных металлов анодом выступает тот, потенциал которого более отрицательный.
Катодом — металл с более положительным потенциалом.
При возникновении контактной коррозии коррозионному разрушению подвергается анод.
Скорость растворения анода зависит, в первую очередь, от разности потенциалов между сплавами.
Но особенную опасность при этом представляет близость морского побережья и промышленных предприятий.
С одной стороны может показаться, что разница потенциалов между разными сталями не такая значительная, как например, у той же стали с алюминием.

Однако, разница потенциалов между «обычной» углеродистой сталью и нержавеющими аустенитными сплавами имеет место быть:
* «Теория коррозии и коррозионностойкие конструкционные сплавы.» Томашов Н.Д., Чернова Г.П. М.: Металлургия, 1986
К сожалению, нам не известны какие-либо научные исследования коррозионной стойкости крепёжных узлов, состоящих из аустенитной "нержавейки" и "обычной" углеродистой стали.
Однако, возникновение контактной коррозии между ними подтверждается частыми обращениями в технический отдел BEST-Крепёж по этому вопросу:

Следы коррозии на тросе из стали А2.
Среда эксплуатации: атмосферные условия вблизи с морским заливом.
Причина: посторонняя ржавчина.
Имеют место образования ржавчины на поверхности троса из стали А2 вследствие коррозии микрочастиц углеродистой оцинкованной стали, попадающих на трос при перемещении по нему стальных карабинов.
Рекомендации.
Воспользоваться средством для полировки нержавеющих сталей для удаления уже образовавшейся ржавчины с поверхности троса.
Для этих целей можно воспользоваться раствором окисляющих кислот, в частности 20% HNO3.
Следы коррозии на головках болтов из стали А2.
Следы коррозии находятся в верхнем левом углу каждой грани головки болта - это место контакта биты монтажного инструмента с головкой болта. Как известно, такие биты массово производят из обычной углеродистой стали.
В таком случае можно сделать вывод, что показанная на фото ржавчина на нержавеющем крепеже, не что иное, как коррозия микрочастиц углеродистой стали от монтажного инструмента.
Воспользоваться средством для полировки нержавеющих сталей для удаления уже образовавшейся ржавчины с поверхности головки болта.
Следы коррозии на гайках из стали А4.
Как и в предыдущем примере – не что иное, как коррозия микрочастиц углеродистой стали от монтажного инструмента.
Воспользоваться средством для полировки нержавеющих сталей для удаления уже образовавшейся ржавчины с поверхности гаек.
Во всех перечисленных примерах микрочастицы углеродистой стали быстро корродируют из-за своего малого объема.
Как результат на поверхности нержавеющих метизов проявляются хорошо всем знакомые «рыжие пятна» ржавчины.
Стоит обратить внимание, что при кажущейся простоте решения проблемы – «обработал раствором и готово», остаются риски усугубления проблемы.
Если своевременно не удалить постороннюю ржавчину с поверхности коррозионно-стойкой стали, возникает риск возникновения точечной коррозии самого метиза.
Поэтому ГОСТ 9.005–72 исключает контакт между метизами из хромоникелевых аустенитных сплавов и углеродистыми сталями как в атмосферных условиях, так и в морской среде.
В этом вопросе инженеры технического отдела BEST-Крепёж присоединяются к требованиям ГОСТ-а, пусть даже от 1972 года, с учётом накопленного нами опыта.
Остались вопросы?
Задайте их нашему техническому специалисту, мы ответим на них в течение 1-2 рабочих дней!
Читайте также: