Почему при сварке металлов
Обновлено: 11.05.2024

Деформации металла при сварке — жуткая вещь. Вот вроде бы все идет хорошо, деталь практически готова, а потом раз — а ее всю перекосило, как Пизанскую башню.
Неопытный производственник обвинит в этом сварщика и его кривые руки. Однако то неопытный производственник. Опытный же производственник понимает, что деформаций металла при сварке в большинстве случаев в принципе невозможно избежать.
Можно сделать их незаметными и ни на что не влияющими — однако думать над этим должен не сварщик, а тот, кто дает ему задание. Бывают задания, которые в любом случае приведут к деформации. Даже если работать будет сварщик шестого разряда. Да даже если бы в природе существовал сварщик тридцать шестого разряда — и работал бы именно он.
Давайте разберемся, почему при сварке металла возникают деформации и как можно бороться с ними.
Видео зачистки сварных швов от «Металл‑Кейс»
Деформации или «поводки» — естественная реакция металла на сварку
Вы знаете, что любые вещества изменяют объем под воздействием температуры. Объем пара больше, чем объем получающейся из него воды. Объем воды больше, чем объем получающегося из нее льда. Так вот — металлы при нагревании изменяют свой объем весьма активно.
А теперь представьте себе паззл. Да, картинку‑головоломку из кусочков одинакового размера с выемками, которые цепляются друг за друга. Это — наше металлическое изделие с его внутренними связями.
А теперь один кусочек паззла — то есть один участок металла — внезапно нагреется до огромной температуры. Сколько там у нас температура катодного пятна, градусов Цельсия? Окей (для правильного понимания напомню, что температура горения дерева обычно не превышает 1000 градусов, а бензина — 1400 градусов). При этом соседние кусочки паззла, естественно, начнут нагреваться от него — чем дальше, тем меньше. А на удаленных от зоны сварки частях достаточно большой детали сохранится температура порядка 25 градусов, которая была в помещении до начала работы.
И каждый из кусочков изменит свой размер в соответствии с принятой температурой.
Вы понимаете, что такой паззл было бы просто невозможно собрать — кусочки просто не подходят друг к другу по размеру. Однако проблема в том, что он уже собран.
И участки металла с различной температурой начинают давить друг на друга — или, наоборот, растягивать друг друга. Это называется напряжением металла. Когда напряжение дойдет до критического порога, металл снимет его так, как умеет — произойдет деформация.

А вот пример корпуса производства «Металл‑Кейс»:
Методы борьбы со сварочными деформациями
Разумный расчет — главный метод борьбы с деформациями при сварке
Самое важное здесь для производственника, который заказывает ту или иную деталь или корпус со сваркой — не упереться, когда ему скажут «а давайте изменим количество и протяженность швов — иначе металл может повести».
К сожалению, многие отвечают «а давайте без давайте» — и получают на выходе деформированную, ненадежную или, в лучшем случае, существенно подорожавшую деталь.
На практике часто достаточно заменить единый сварной шов на гиб — или на надежную последовательность коротких швов. В первом случае деформаций не будет никаких — они там в принципе невозможны. Во втором случае напряжение будет, но не дойдет до той точки, когда деталь поведет.
Дополнительные методы устранения сварочных деформаций металла
- Разумный способ сварки. Существуют хитрые способы сварки, позволяющие минимизировать деформации — например, каскадный и обратноступенчатый. Суть их — в том, что длинный шов как бы состоит из множества коротких. И каждый короткий накладывается так, чтобы образовать напряжение, противоположное напряжению предыдущего. В результате после длинной и хорошо рассчитанной цепи мини‑деформаций деталь суммарно оказывается такой же, как была.
- Подогрев детали. Да, гениально и просто. К сожалению, работает не всегда и бывает дорого. Суть в том, что перед/во время/иногда даже после сварки деталь разогревается вся целиком. И расширяется — вся. Соответственно, перепад температур и объемов между рабочей зоной и остальными будет существенно меньше.
- Термическая и механическая правка детали после сварки. Есть, конечно, свои ограничения. Главным образом — то, что эти методы эффективнее работают с остаточным напряжением, которое накопилось в детали за время процесса. Уже свершившиеся деформации исправляются не очень хорошо. А проблема механической правки — еще и в том, что она сама по себе может подпортить прочность изделия.

Выводы — что делать, когда металл ведет?
Самое лучшее средство против поводок (деформаций) металла при сварке — разумный расчет процесса сварки, понимание свойств металла, снижение количества и протяженности швов до действительно необходимого минимума и грамотное распределение их.
Остальные средства помогают избавиться от остатков проблемы, но до них лучше просто не доводить.
В «Металл‑Кейс» мы приняли этот принцип на вооружение и используем его для наших клиентов. Именно поэтому множества проблем со сваркой, которые характерны для работ других поставщиков, наши клиенты просто не знают.
Хотите тоже забыть об этих проблемах? Давайте обсудим это предметно. Звоните нам по телефону — или пишите на почту . Если вы находитесь не в Петербурге, самым удобным способом для вас будет заказ нашего ответного звонка через кнопку «быстрый расчет стоимости» ниже — так вам еще и не придется тратить деньги на телефоне на межгород.
P.S. Да, звонить не из Петербурга тоже имеет смысл. Наше производство находится на мощнейшем транспортном узле — так что логистика «от нас — в ваш регион» часто оказывается проще, чем логистика «внутри вашего региона».
Лазерная резка нержавеющей стали — возможности и преимущества Лазерная резка нержавеющей стали — один из самых прогрессивных методов обработки этого металла. У лазерной резки есть свои неоспоримые преимущества, за которые многие производственники.
Шелкография на металле в СПб — что можно нанести на металлические детали? Метод шелкографии на металле позволяет получать надписи и изображения на металлических корпусах и деталях. Элементы получаются стойкими и красивыми — не приходится.
Лазерная резка алюминия — как это делается? Любой листовой металл можно нарезать для дальнейшей работы разными способами. Нельзя сказать, что какой‑то из них «всегда лучший» или «всегда худший». У них.
Сварка оцинковки в СПб — как делается и где заказать? В «Металл‑Кейс» мы производим на заказ детали и корпуса из различных видов листового металла — от обычной черной стали до.
Почему при сварке прожигается металл

Почему при сварке прожигается металл и что с этим делать
Очень часто проблемы сварки связанны с прожиганием металла. Вроде бы и электрод используешь правильный и настройки аппарата подрегулировал, как надо, а в металле все равно образуется дыра.
Научиться варить тонкий металл непросто. Здесь важно понимание процессов, а также правильный подбор настроек сварочного аппарата и выбор качественных расходных материалов. Из тонкой стали выполнено огромное количество конструкций, начиная от кузовов автомобилей и заканчивая емкостей небольших размеров.
И если вам часто приходится сталкиваться со сваркой тонкого металла, но у вас ничего не получается, то обратитесь к данной статье. Возможно, советы, приведённые ниже, помогут вам решить проблему прожигания металла.
Какие возникают проблемы при сварке тонкостенных изделий
Чаще всего, при сварке тонкостенных изделий возникают проблемы такого рода:
- В изделии образуется дыра, заварить которую впоследствии становится проблематично;
- Тонкостенное изделие деформируется под воздействием высокой температуры. Если это кусок тонкой стали, то её гнёт и коробит.
- Происходит прилипание электрода к металлу.
Прожигание металла при сварке, это ряд ошибок допущенных сварщиком. Избыток сварочного тока или неправильно подобранный диаметр электрода приведёт к тому, что в тонкостенном изделии появиться отверстие.

Прилипает же электрод к металлу в нескольких случаях, когда он сырой, мало сварочного тока или же свариваемое изделие имеет большое количество ржавчины. Следует хорошо почистить металл перед сваркой, а также убедиться в том, что электроды полностью сухие, без испорченной обмазки.

Или же происходит наоборот, когда начинающий сварщик боится прожечь тонкий металл, и слишком далеко от поверхности держит электрод. В таком случае появляется непровар сварочного шва, а расплавленный металл от электрода попросту растекается по поверхности металла.
Как решить проблему с прожиганием металла при сварке
Для сварки тонкостенных изделий лучше всего воспользоваться инвертором для сварки. Здесь и плавная регулировка тока, и режим обратной полярности, который позволит не прожигать тонкий металл. Что даёт прямая и обратная полярность инвертора, читайте, кликнув выделенную ссылку.

Во-вторых, не используйте для сварки толстые электроды, диаметр которых составляет более 3 мм. Для толстых электродов нужен приличный сварочный ток, а если его сделать меньше, чтобы не прожечь металл, то электрод будет все время прилипать к поверхности и нормально сварить деталь не получится.
В-третьих, правильно подготовьте свариваемые заготовки. Если на их поверхности или в местах соединения присутствует грязь, ржавчина, следы краски, то обязательно от них избавьтесь. Любые загрязнения мешают загораться сварочной дуге, что в итоге приводит к многочисленным дефектам сварки.

Также, давайте изделию время, чтобы остыть, а иначе его сильно деформирует под воздействием большой температуры. Не старайтесь сварить все и сразу за один проход. Чтобы не прожечь металл, придётся приноровиться и постараться водить электродом как можно быстрей, но при этом, максимально близко к металлу. Большой отрыв электрода от поверхности приведёт к увеличению дуги, которая моментально прожжёт тонкий металл.
Варим тонкий металл так, чтобы не прожечь

Варим тонкий металл так, чтобы не прожечь и не деформировать
Счастливые обладатели сварочных аппаратов часто сталкиваются с такой проблемой, как прожоги тонкого металла. Чаще всего при выполнении работ по дому приходится сваривать профильную трубу или тонкие листы стали, например для того, чтобы сделать мангал.
Как раз вот тут и возникают различные проблемы, но чаще всего это дыры в металле из-за неправильно подобранного сварочного тока и других ошибок. Также нередко металл деформирует, и выровнять его потом попросту невозможно.
Как варить тонкий металл, чтобы не повело? Что нужно понимать и какие ошибки чаще всего допускаются начинающими сварщиками? Читайте в данной статье.
Ошибки, которые допускаются при сварке тонких металлов
В первую очередь следует рассмотреть ряд грубых ошибок, которые допускаются теми, кто купил сварочный аппарат, так сказать «для себя» и не является сварщиком. Чаще всего прожоги допускаются из-за этих, самых распространённых ошибок.

Ошибки при сварке:
- Выбираются электроды больших диаметров. Это первая ошибка, из-за которой никак не получается заварить тонкую жестянку;
- Ошибки при подборе сварочного тока, тока больше чем нужно;
- Слишком медленное перемещение электрода при сваривании тонких металлов;
- Сварка на прямой полярности. Следует знать, что тонкий металл варят на обратной полярности. Температура нагревания металла, таким образом, существенно меньше, чем на прямой полярности;
- Подобраны «плохие» электроды.

Как видно, существует достаточно много ошибок, которые допускаются при сварке тонких металлов.
Какими электродами варить тонкий металл
Для сварки тонких металлов, профильной трубы и т. д., лучше всего использовать только подходящие по диаметру электроды. Многие допускают одну критическую ошибку и варят любой металл электродами 3 мм. Однако зачем создавать себе проблемы, когда в продаже существуют электроды и 2 мм, и даже меньше по диаметру.

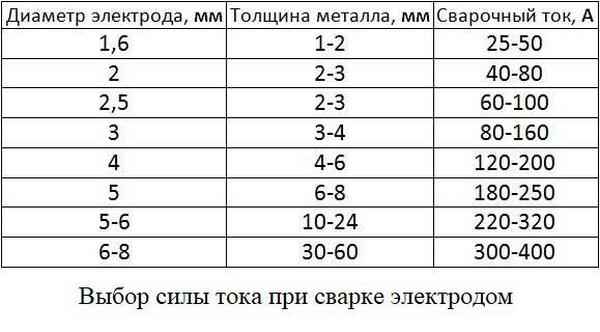
Таким образом, для металла толщиной до 3 мм, целесообразно использовать электроды 1,6-2 мм диметром. Всё что больше можно варить электродами 3-4 мм. Кроме того, для сварки тонкого металла лучше всего воспользоваться электродами MP-3С, которые допускается использовать как с переменным, так и с постоянным током.
Подбираем правильно сварочный ток
В подборе сварочного тока и настройке аппарата для сварки нет ничего сложного. Определившись с нужным диаметром электродов, можно определить, какой правильный ток сварки нужен в том или ином случае.
Для сварки электродами 1,6-2 мм, нужен сварочный ток от 30 до 80 Ампер. Чтобы варить электродами 3-4 мм по диаметру, необходим сварочный ток от 80 до 150 Ампер.

При этом чтобы не прожигался металл, следует, как было сказано в начале статьи, варить на обратной полярности. Для этого к электроду подводится плюс, а к свариваемому металлу минус.
Ну а теперь что касается деформации металла. Чтобы этого не произошло, сначала целесообразно приваривать металлы точечно, заодно выставляя и фиксируя заготовки тем самым. Недопустимо варить сразу сплошным швом, так как тонкий металл тут же ведёт и деформирует от большой температуры.
Отваливается сварка — что делать?

Почему отваливается сварка — что делать при непроварах металла?
Многие сталкиваются с тем, что при покупке сварочного инвертора возникают различные проблемы при сварке. Самые распространенные из них, это прожоги и непровары металла.
О первой проблеме уже рассказывалось ранее. Поэтому остановимся на второй, которая связана с непроварами. Непровар — это такой дефект, при котором металлические части заготовки недостаточно провариваются.
Вроде бы на вид всё нормально и металл проварился. Однако если приложить усилие на сварное соединение, то оно тот час же разваливается. Из-за чего отваливается сварка и как с этим бороться — читайте в этом обзоре.
Отваливается сварка — причины, что делать?
Отваливаться сварка может по разным причинам. Не исключением этому являются и ошибки сварщика в момент выполнения работ. Например, самая распространенная ошибка заключается в том, что сварщик держит конец электрода далеко от поверхности свариваемых металлов.

В результате этого сварочная дуга вроде бы и горит, но не оказывает должного воздействия на металл. До него долетает только шлак, в результате чего сварка и разваливается на части, после постукивания молотком по сварному соединению.
Также причинами возникновения непроваров могут быть:
- Недостаточный сварочный ток. Ток сварки подбирается таким образом, чтобы хорошо проварить металл. Изначально сварщик должен определиться с тем, какой по толщине соединяется металл, затем выбрать подходящий диаметр электрода, и только после этого определяться с правильным значением сварочного тока.

Чтобы упростить данную задачу, начинающим сварщикам можно использовать готовые таблицы подбора сварочного тока. Таким образом, можно более точно подобрать значения тока для сварки, не имея должного опыта в этом.
- Недостаточная подготовка металла. Причины, по которым отваливается сварка, могут заключаться и в недостаточной подготовке металла перед сваркой. Если металл ржавый и грязный, то это приведёт к появлению пор в сварочном шве. Не нужно наверно быть специалистом, чтобы догадаться о том, что высокая пористость сварочного шва делает его менее прочным.
Также на пористость влияет и качество расходных материалов для сварки. В данном случае — электродов с покрытием. Сырые и некачественные электроды могут повлиять на пористость и уменьшать механическую прочность сварного соединения.

По этой причине рекомендуется выбирать только качественные сварочные электроды и не забывать о том, что после долгого хранения, электроды требуют прокалки при температуре 200-250 градусов (время и температура может отличаться для разных электродов).
Правила сварки металлов
Причины, по которым отваливается сварка, часто происходят и по вине самих сварщиков. Конечно же, здесь важную роль играет опыт, который отсутствует у начинающих сварщиков или любителей.
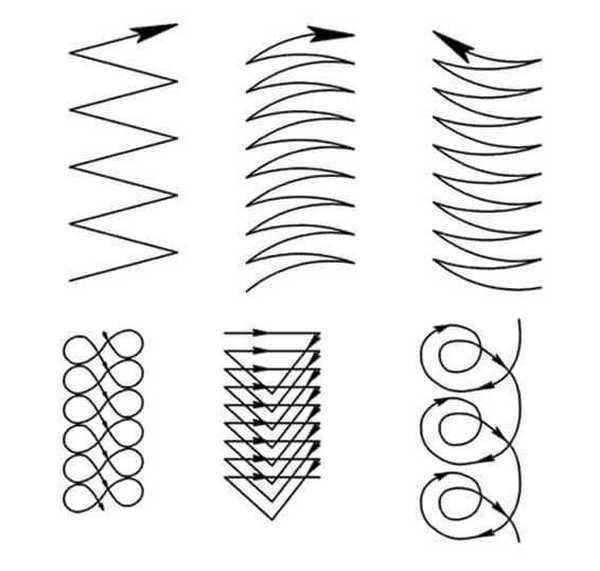
Итак, перемещать электрод лучше всего «змейкой», постепенно подплавляя то одну, то другую кромку металла. При этом капли расплавленного металла должны равномерно переноситься на обе заготовки.
Важным моментом является и удержание минимальной дуги от поверхности металла. Длина сварочной дуги должна составлять 2-3 мм, что будет гарантировать хороший провар даже самого толстого металла.

Ну и, конечно же, не следует забывать о том, что варить толстый металл лучше всего на прямой полярности. Для этого к металлу подводится плюс от сварочного аппарата, а к электроду минус.

Почему при сварке прожигается металл и что делать
Я живу в своём доме, часто что-то строю и мастерю, поэтому решил досконально освоить сварочное мастерство. Начитавшись книг и насмотревшись видеороликов, мне стало более менее ясно. Однако после покупки инвертора, я понял, что абсолютно ничего не знал о сварке.
Поначалу я учился варить на куске толстого уголка, сварочный шов получался достаточно аккуратный, не высокий, и с ровными наплывами. Все пошло наперекосяк, когда пришлось варить двери из тонкого металла. Как только я начинал варить, в металле тут же образовывалась дыра. Ставил ток меньше, электрод сильно прилипал к металлу, так, что выдёргивался с электрододержателя.
В общем, намучился я тогда со сваркой дверей. Теперь наступил разбор полётов, и я хочу поделиться с новичками опытом, что делать в данном случае.
Все дело в сварочном токе
Начну, пожалуй, со сварочного тока. Поскольку на тот момент я использовал для сварки металлических дверей электрод тройку, то по своему незнанию, выставил на сварочном аппарате ток в 135 А.

Это большой ток для электродов 3 мм, поэтому скорее происходила не сварка тонкого металла, а его резка. Как уже понял потом, оптимальным значением тока для моего сварочного аппарата, было 100 Ампер.
Пару слов о полярности
Второй момент, на который я хотел бы обратить внимание, это полярность. Я рекомендую использовать для сварки тонких металлов — инвертор, поскольку он меньше прожигает металл, и на нем можно выставить обратную полярность. В данном случае минус идёт на металл, а к плюсу подключается электрододержатель (стандартное подключение).

Таким образом, самая большая температура приходится не на металл, а на кончик электрода, что даёт возможность не прожечь тонкую заготовку. Так же, как я понял в дальнейшем, большую роль в сварочном деле играют электроды. Если они качественные, то шансов прожечь тонкий металл становится гораздо меньше.
Электроды — немаловажная часть сварки
После долгих экспериментов, я остановился на электродах ОК-46. Их стоимость несколько больше, чем на другие, аналогичные электроды, но зато и плюсов у них, также достаточно. Электрода ОК-46 абсолютно не прилипают к металлу, они отлично зажигаются, и хорошо держат сварочную дугу. В общем, друзья, экспериментируйте.
Кроме всего вышесказанного, хочу поделиться ещё одним опытом, который связан с прокаливанием электродов. Электроды, если ими долго не пользовались, отсыревают со временем, поэтому они могут сильно прилипать к металлу и плохо зажигаться.

Поскольку у меня нет прокалочной печи, то я использую для просушки электродов обычную кухонную духовку. Закидываю в неё электроды и выставляю таймер на 1,5- 2 часа. Температура прокалки указывается на пачке с электродами, и она может быть разной для каких-то конкретных марок. Если температура неизвестна, то можно выставить градусов 100-150, но не больше, иначе электроды испортятся.
Главное чтобы духовка была не пищевая, так как в противном случае (проверенно на личном опыте), дальнейшее приготовление еды в ней будет затруднительно. Пироги получаются с неприятным привкусом.
Ещё из личного опыта…
Чтобы сварка не прожигала металл, нужно поэкспериментировать не только с силой тока, диаметром и качеством электродов, но и с техникой сварки. Если металл прожигается, то попробуйте увеличить скорость движения электродом. Ведите электрод чуть быстрее, и тогда металл не успеет прогореть.

Обязательно потренируйтесь сначала на ненужном куске металла, а уж затем приступайте к сварке ответственных изделий — дверей, ворот и калиток. Также, нужно давать металлу время остыть. Я когда варю тонкие двери, всегда собираю всю сначала на прихватках, так листовой металл не коробит и не ведёт в стороны.
Кроме того, чтобы не прожечь металл, обязательно нужно делать зазор между электродом и свариваемой заготовкой, как можно меньше. Длинная дуга прожигает тонкий металл, поэтому нужно всегда держать короткую дугу, используя сварку с «опиранием» электрода.
Читайте также: