Почему споттер плохо прилипает к металлу
Обновлено: 07.07.2024
Современные инверторы широко используются для ручной дуговой сварки. Их востребованность объяснима: за счет высокочастотного импульсного преобразователя с полупроводниками КПД может достигать 95%, нет индуктивных потерь, устойчивость к перепадам напряжения, удобная и точная регулировка сварочного тока, надежное охлаждение, защита от перегрева, низкое энергопотребление, если сравнивать с трансформаторами, выпрямителями, а также компактность и доступность. Однако инверторы MMA сварки, как и любое другое сварочное оборудование, могут внезапно выйти из строя. Все банально: нарушение правил эксплуатации, отсутствие обслуживания или заводской брак. Одна из частых неисправностей инверторных источников сварочного тока – электрод постоянно прилипает к металлу, из-за этого невозможность нормально вести сварку. Как решить проблему?
Залипание электрода при сварке – в чем может быть проблема?
Достаточно распространенное явление, особенно у неопытных сварщиков, – прилипание электрода к металлу. Данная неисправность просто не дает нормально сформировать шов, более того, может привести к повреждению кромок свариваемых деталей, создать дополнительные работы по обработке деталей или вовсе вызвать более серьезные неисправности инвертора. Возможные причины проблемы:
- Электроды отсырели или ненадлежащего качества;
- Неправильно подобран сварочный ток;
- Металл плохо подготовлен;
- Низкое напряжение.
Данную неисправность реально устранить самостоятельно, если дело в электродах, сварочном токе или неподготовленном металле. Если с этим все в порядке, напряжение в сети в норме – необходимо обратиться в сервисный центр. Возможно, проблема в обмотках трансформатора, в диодах или конденсаторном фильтре. Тогда не обойтись без профессиональной диагностики.
Варианты устранения неисправности
Итак, электрод залипает. Проверьте, не отсырел ли он, не повреждено ли покрытие. Установите новый сухой расходник. Не помогло – обратите внимание на сварочный ток, правильно ли вы его выставили. Например, металл толщиной 3-4 мм нужно варить током от 80 до 160 А, при этом диаметр электрода должен быть 3 мм; 5-6 мм – 120-200 А, электродом 4 мм; 6-8 мм – 180-250 А, 5 мм.
Обратите внимание на свариваемые детали. Причиной прилипания расходника могут стать грязные, заржавелые поверхности металла. Очистите, зачистите их от ржавчины, при необходимости подготовьте кромки.
Дело может быть и в работе инвертора на слишком низком напряжении. Убедитесь, что напряжение в питающей сети в норме. Проверьте надежность соединения сварочных проводов. При необходимости очистите клеммы, плотно соедините провода.
Если же это не помогло, электрод прилипает, при этом начинает сильно гудеть инвертор, возможно, произошло замыкание сварочных проводов, также дело может быть в неисправности силовой части. Незамедлительно выключите, обесточьте инвертор и обратитесь в сервисный центр.
Сегодня с профессиональным ремонтом инверторных сварочных аппаратов нет никаких проблем. В компании Welding-zone выполнят диагностику бесплатно, к тому же вы можете не заботиться о перевозке аппарата, заказать доставку до сервисного центра и после ремонта. Это очень удобно. Что касается восстановления работоспособности, для специалистов Welding-zone устранение данной неисправности – проще простого, возможен ремонт даже в день обращения. Как дорогого инвертора, так и дешевого китайского. Причем Welding-zone не ограничивается инверторами MMA. Вы можете обратиться за восстановлением полуавтомата, аппарата аргонодуговой сварки или плазмореза. Кроме того, компания занимается ремонтом стабилизаторов напряжения от 5 кВт, ИБП и частотников. Дает гарантию до 12 месяцев. Welding-zone – надежность, качество и удобство.
Почему споттер плохо прилипает к металлу

Валера, на болгарке например прохо держиься, а если машинкой пройти 80 лиьо 120 то уже будет эффективнее





Валера, зачищай периодически шайбу. И метал к которому липнешь. Порой после коралового диска не липнет а после отрезного зачистного норм
Антон, я на пром базе, электричества с запасом)) просто походу Тт сам по себе такой. Брал у знакомого в сервисе гиспот- вообще никаких проблем
Денис, ПОНЯЛ, У МЕНЯ БЫВАЕТ ТОЖЕ ДО ИСТЕРИКИ ДОХОДИТ ПОКА БОЛГАРКОЙ ВСЕ ЖЕЛЕЗО НЕ ПЕРЕПАШЕШЬ НЕ ЛИПНЕТ)

Валера, ток чуть больше добавляй и всё будет отлично. Т.е. реостат чуть правей деления крути. Это на дешманских приварных треугольниках частое явление. У меня такой же.


Смотря какой спотер. У меня хамер тт очень плохо липнет порой. Закономерность не выявил , да и надоел еде, буду другой брать











Я грешу на сеть 220
Потому что съездил на другую улицу Там подключил В сеть там норм
Я хочу узнать что за причина

Для чего спрашиваешь совет в группе ??)))))


Валера, закажи комплект опор с пулером у бищенкова для китайских спотеров с кпопкой и забудешь про обратный молоток.


Споттер (бомж вариант) 2 часть + видео

Всем привет!
В продолжение к первой части
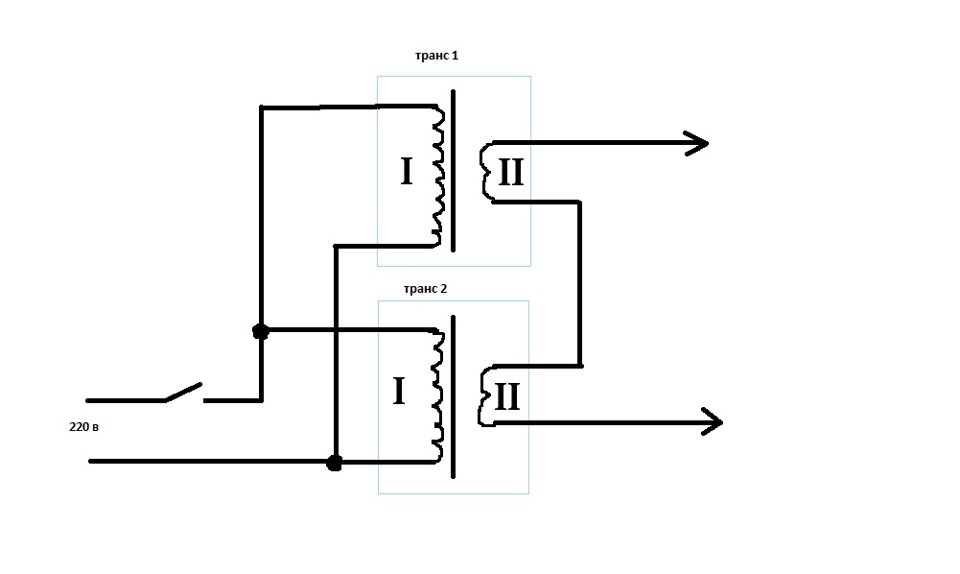
Многие просили видео и схему:
И видео испытаний на прилип
Прилип хороший, усилие прикладываю достаточно не слабое.
А вот собрал на трех трансформаторах
Прилип значительно лучше, вырывает с дырами!


В общем я доволен) Можно поставить переключатель 2транса — 3 транса, сделать коробуху для него и будет вид иметь)
Метки: споттер
Комментарии 77
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Мож зделать фото магнитного пускателя а то незнаю какой взять

Класс! Я себе сделал из аккумулятора и втягивающего, но наверное буду делать и от 220в, надо найти теперь себе такой трансформатор.

У меня в гараже три фазы, буду искать третий транс и соединю в звезду, думаю просадок напряжения не будет.
А сейчас два транса в параллели, ощутимо проседает. вот не могу усилие прижима выбрать.

и как в паралели лучше липнет чем последовательно?
Вы сударь не поняли, я пока ещё испытал только ваш вариант. Когда сделаю третий транс, попробую соединить, не последовательно, а в "звезду". То есть, три провода первички в общую точку (никуда не подключая), на оставшиеся три провода подам три фазы(380v). Как сделаю, отпишусь в "кулибине".
Аа в параллели первички. Я подумал вторички.сори
С какой силой давишь на молоток при сварке?
просто вес молотка не давлю

автор молодец, оформи красиво и пользуйся.поставленная задача выполнена.не слушай умников диванных.

А почему не в параллель выходы? Там же важен ток, а не напряжение. При последовательном соединении повышается внутреннее сопротивление и падает максимальный выдаваемый ток. Например при сечении 50 мм2, при последовательном соединении трансформаторов и общей длине провода 3 метра, максимум будет около 1900А. А если их параллельно соединить (т.е. на каждый транс 1м провода) то до 17 000А. Но тут конечно сами трансы еще ограничат потолок. Но разница просто огромна
Я сделал как автор, два транса. Включил и клещами проверил силу тока. Вопрос: откуда вы взяли 1900А ? Моя конструкция выдала 250А, гвоздь (4мм) нагрел до красна за полторы секунды.
Это теоретически максимальный ток, когда нужен ток надо параллельно соединять. Я просто показал разницу, в реальности конечно меньше будет ток
должно быть около 800-900а. возможно вы через гвоздь меряли?
я пробовал в паралель было хуже видимо напряжение тоже влияет. если увеличить сечение провода на вторичке ампераж возрастет?
Да, чем толще, тем меньше потерь в проводе

Вы правы, в точечной сварке важен ток, и в споттере важен ток, везде важен ток. Но у автора слишком длинные провода, и даже очень хорошее сечение не спасает — в его хвостах напруга падает и преодолеть сопротивление от массы через сталь на рабочий электрод уже не может. Именно по этой причине автор вынужден подкармливать работников мастерских по ремонту микроволновок ;)
Проблема споттеров/контактников на МОТах в неэффективном использовании сечения окна магнитопровода при впихивании туда сварочного кабеля (я не критикую сейчас автора, у меня тоже точечник сейчас намотан кабелем стартерным от грузовика какого-то), лучше мотать их более тонкими проводами по одному, но забить просвет полностью.
Также в МОТах есть проблема в самом магнитопроводе — его же делали для других целей — сварной шов у импортных (как у автора) и замкнутое железо у советских (как у меня) — это сильно ограничивает эффективное время использования, транс сильно греется.
Читайте также: