Покрытие металла другим металлом
Обновлено: 28.04.2024

Золочение металла – популярная процедура, позволяющая придать различным изделиям свойства, которыми обладает благородный металл. Нанесение покрытия «под золото» позволяет получить отличную вещь при значительно меньших затратах, чем при покупке настоящего украшения. Кроме того, технология гальванического покрытия золотом исключает окисление металлов, поверхностный слой не боится влаги, не вступает в реакцию с химически активными веществами. Позолота также позволяет улучшить качество припоя, что важно при изготовлении микросхем.
Сферы применения золочения
Золочение декора и бытовых предметов облагораживает интерьер квартир и домов – процедуре подвергаются дверные ручки, вилки и ложки, краны, рамки картин, металлические детали светильников и пр.
Все возрастающий интерес вызывает золочение молдингов, хромированных вставок, автомобильных решеток, ручек, брелоков для ключей. Практикуется покрытие дисков золотом 24 карата, 18Kt/750, 14Kt/585.
Покрытие белым, розовым, зеленым золотом находит применение в случае с музыкальными инструментами, наградами, спортивными аксессуарами. Отдельного внимания заслуживает золочение гравировки, портсигаров, зажигалок, фляжек, деталей оружия и пр.
Тончайший слой золота напыляют на автомобильные, оконные и витражные стекла для контроля теплообмена в зимний и летний период. Золочение используется в стоматологии. Его широко применяют в микроэлектронике.
Технология подразумевает выполнение следующих основных этапов:
- выбор способа золочения и подготовка всего необходимого для его проведения;
- обезжиривание и протравливание поверхности;
- нанесение покрытия;
- финишная обработка.
Помимо напыления благородного металла в чистом виде (24 карата, 999 проба) практикуется покрытие желтым, белым, розовым, красным и зеленым золотом. В качестве легирующих добавок соответственно выступают кобальт, родий, медь, серебро (никель). Вместо 24-каратного металла осуществляется покрытие золотом 18, 14, 12, 10, 9, 8 карат – цифра означает весовые единицы чистого золота в 24 частях сплава.
Какие металлы и сплавы поддаются золочению
Золочение металлических поверхностей используется в различных областях, но наиболее часто:
- в промышленности для создания технических покрытий, устойчивых к химическому воздействию;
- в ювелирном деле, при декорировании поверхностей из черных и цветных металлов, нержавеющей стали.
Нанесение гальванического покрытия применяется для создания бижутерии. Для изготовления позолоченных изделий вещи из дешевых металлов покрываются тонким слоем золота. Такие «предметы роскоши» продаются по доступной цене, но смотрятся на уровне настоящих золотых. Технология гальванического золочения используется для браслетов, цепочек, колье, очков. Изделия выглядят изысканно и респектабельно.
Не менее распространена гальваническая обработка и более ценных металлов, например, золочение серебра или платины. Покрытая специальным составом бижутерия не приводит к появлению аллергии и раздражения кожи. Но такие изделия часто могут стоить на уровне высокопробных серебряных предметов.
Для придания требуемых свойств отдельным участкам поверхностей предметы либо украшения могут подвергаться гальваническому золочению частично. В ювелирном деле так создают уникальные вещи.
Гальваническому золочению можно подвергнуть любой предмет, повысив тем самым его свойства. К примеру, сусальное золото напыляется на купола храмов, применяется в иных декоративных целях.
Технология покрытия предметов сусальным золотом

Покрытие золотом пластика, дерева, металла и прочих материалов осуществляется с помощью тончайших листов – толщина сусального (облицовочного) золота составляет 0,13-0,67 микрон. В старину сусальное золото изготавливали вручную, сегодня используется специальное оборудование. В зависимости от толщины листа выделяют свободное и трансферное (на шелковой бумаге) сусальное золото. С первым работать очень сложно – малейшее дыхание мешает процессу. Хранится готовый материал в книжечках – каждый из 60-ти листов перекладывается бумагой. Нанесение сусального золота – процесс кропотливый. Технология основывается на способности раскатанного с лист золота притягиваться к поверхности на молекулярном уровне. Существует две техники золочения сусальным золотом: клеевая (на полимент) и масляная (на лак мордан). В первом случае получается глянцевая, а во втором – матовая поверхность. Клеевой способ используется при проведении внутренних работ.
Различия между позолоченными и покрытыми изделиями.
Самые заметные различия между ними находятся в металлах, которые составляют их основу. Различия в цене или в толщине золотого слоя также могут иметь место, но они находятся немного в другом направлении.
Основные металлы
Основа покрытых изделий может быть изготовлена из различных металлов, и не существует никаких ограничений в том, какой конкретный металл должен использоваться.
В отличие от этого, позолота всегда должна быть сделана из серебра в качестве материала, используемого для создания основы.
В противном случае, изделие не может продаваться в качестве позолоты. Это требование — самое большое различие между этими двумя типами драгоценностей.
Толщина покрытия
В США есть минимальное требование к толщине металлизации на позолоченном серебре — как уже упомянуто, золотой слой должен составлять не менее 2,5 микрона или 0,0025 миллиметра.
К изделиям с золотым покрытием нет таких требований. Их покрытие может иметь разную толщину, и даже при минимальном значении они могут продаваться в качестве покрытого металлом золота.
Цена
Вы можете увидеть позолоченные украшения, которые стоят дороже, чем покрытые драгоценности аналогичного веса или размера.
Одна из причин этого заключается в том, что позолоченные украшения сделаны из серебра, в то время как многие покрытые изделия изготавливаются с более дешевыми металлами, которые используются для создания основы под покрытие.
Однако, позолота не всегда стоит дороже, при прочих равных условиях.
Не стоит забывать, что цена на покрытые золотом изделия также зависит от толщины покрытия и его чистоты. И основы таких ювелирных изделий могут также содержать более дорогие материалы, в том числе серебро.
Гальваническое золочение
Процесс золочения гальваническим методом сегодня используется чаще всего. Он применим в случае, если осуществляется обработка токопроводящих изделий. Электролитом становится раствор солей золота. В него погружают деталь – при прохождении тока положительно заряженные частицы, высвободившиеся из солей металла, оседают на поверхности изделия и образуют ровный слой золота.
Еще лучший результат удается получить с помощью селективного способа электрохимического золочения. Применение такой техники позволяет в десятки раз повысить скорость осаждения металла на изделии. Износостойкость и твердость золотого покрытия увеличивается более чем в 3 раза. Проникновение золота происходит на молекулярном уровне. Гальванические методы находят применение при золочении сувенирной продукции, ювелирных изделий, зубных протезов и пр.
Гальванизация золотом — что это?
Что такое гальванизация золотом? Это нанесение металлической пленки из золота на предмет путем электролитических процессов. Изделие может быть сделано из нержавеющей стали, никеля, меди либо из благородных металлов, таких как серебро и золото.
Происходит это так: предмет чистят и обезжиривают, моют. Обезжиривание производят при помощи органических веществ — бензина, тетрахлоруглерода, дихлорметана. Затем обезжиривание производится при помощи электролиза при контакте изделия с катодом. Это происходит при температуре в 70-80 градусов. Плотность тока при электролитическом обезжиривании — до 10 ампер на дециметр. Процесс длится до 15 минут.
Если предмет имеет спайки из олова, то вместо электролиза используют травление в смеси серной и азотной кислот с добавлением хлорида натрия. Температура раствора — 15-20 градусов, время воздействия травильной смеси — 10 секунд. Затем изделие отмывают в горячей, а потом и в холодной воде.
Для золотых изделий применяется обезжиривание кипящим 20% каустиком. И затем так же промывают, как после травления.
Далее загружают в гальваническую ванну из электроизолирующего и кислотоустойчивого материала (винипласта, тефлона, стекла). Эта емкость может быть барабанного, колокольного или стационарного типа. В ванной находятся аноды, которые могут быть как растворимыми, так и нерастворимыми. В процессе гальванизации раствор перемешивается, температура его поддерживается на постоянном уровне. Через раствор пропускают постоянный электрический ток, при действии которого осуществляется нанесение ионов золота на погруженное изделие. На аноде при методе погружения находится металлическая пластинка золота.
Предметы из нержавеющей стали покрывают золотом в две стадии. Изделие подвергается сначала адгезионному золочению. Гальванизация производится высокоплотным током в кислой среде. Толщина такого ударного золочения составляет не более 0,1 мкм. Таким образом достигается эффект схватывания благородного металла с нержавеющей сталью. При этом риск образования пор в материале покрытия снижается.
После адгезионного золочения изделие промывается и погружается в электролитическую ванну для окончательного твердого золочения. В раствор добавляют присадки для лучшего схватывания и усиления блеска покрытия толщиной около 0,5-1 мкм. Далее изделие промывают несколько раз в дистиллированной, потом в проточной воде. Затем сушат при температуре 70-100 градусов.
Такая двухстадийная обработка обеспечивает устойчивость к эрозивным процессам, неизбежно возникающим при эксплуатации предмета антиквариата.
Описанный выше метод погружения является основным и традиционным.
Существует также метод электролитического натирания, который используют для устранения дефектов покрытия изделия, уже имеющего позолоту. Этот способ используют и для нанесения слоя позолоты на часть крупногабаритного предмета, который не может быть помещен в ванну из-за своих размеров.
Процесс происходит так: на анод надевается тампон, пропитанный концентрированным электролитическим раствором. Предмет, который должен подвергнуться золочению, прикрепляется к катоду. В результате этого происходит осаждение ионов на изделии или его части.
Метод электролитического натирания применяют только для реставрации антикварных изделий и восстановления облупившегося покрытия, так как он имеет существенные недочеты:
- Расход золота слишком велик.
- Не обеспечивает плотность покрытия и его хорошее сцепление с материалом озолачиваемого изделия.
- Не достигается равномерная толщина покрытия.
Способ натирания используется только как вспомогательный.
Также имеется два способа золочения: матовый и блестящий. При блестящем методе добавляют присадки (олеиновая соль натрия), придающие блеск изделиям, в состав электролитного раствора входит и цианид калия. По сравнению с матовым оно менее затратное.
Для матового золочения применяют только цианистый калий. Плотность тока при последнем способе высокая — до 12 ампер на дециметр. Температура около 60-70 градусов Цельсия. При блестящем способе затраты на электричество снижаются, ведь плотность тока всего около 0,5 ампер на дециметр.
Техника иммерсионного золочения

Этот вид золочения не подразумевает приложения внешнего тока. При погружении детали в раствор из менее электроотрицательного металла происходит процесс иммерсионного осаждения. После прекращения контактного обмена он завершается. Технология включает несколько этапов – начинается работа с кислой очистки поверхности и микротравления, а заканчивается химическим осаждением слоя никеля и последующим нанесением иммерсионного золота. Технология находит применение при производстве печатных плат, выводов элементной базы, корпусов, микросхем и прочей продукции где требуется ультразвуковая сварка или пайка.
Позолоти ручку

Такая услуга, как покрытие металлических предметов золотом, сравнительно нова для Красноярска. Этой технологией обладают считанные единицы местных компаний и только одна из них — ИП Цветков — имеет на сегодня сертификат Восточно-Сибирской государственной инспекции пробирного надзора и допуск на работу с ювелирными магазинами. Наличие сертификата подтверждает законную деятельность предприятия и то, что здесь действительно используют в работе настоящее золото. Технология и оборудование компания приобретала в Санкт-Петербурге, у ее непосредственных изобретателей. Оттуда же поступают золотосодержащие гели и прочие ингредиенты. ИП Цветков является и участником профессиональной выставки «Ювелирный салон Сибири».
В компании наглядно демонстрируют, что золотом можно действительно покрыть практически любые предметы из металла — обеденные сервизы, монеты, брелоки, ножи, дверные ручки, автомобильные шильдики, детали мобильных телефонов, вентили, смесители, музыкальные инструменты — в общем, всё, на что хватит фантазии заказчика.
— К нам часто обращаются стоматологи, заказывают покрытие для зубных коронок. Многие клиенты покрывают золотом брелоки для ключей от автомобиля. Один заказчик хотел даже позолотить все хромированные детали своего «Порше», — рассказывает директор компании Сергей Ковригин.
На выбор заказчику предоставляется два вида золота — «розовое» 14Kt и «зеленое» 16Kt. Покрытия обладают исключительно натуральным блеском, поэтому предметы внешне неотличимы от тех, что целиком сделаны из золота.
Способы химического золочения
В домашних условиях золочение декора, покрытие золотом ложек, декоративных цветов и прочих металлических предметов осуществляется путем натирания их поверхности пастой хлорного золота или погружения в раствор с цинковым контактом. В первом случае золото растворяют в смеси азотной и соляной кислот (1:3). Соотношение золота и раствора – 1г/10 мл. Жидкость выпаривают, соблюдая меры безопасности. Полученное хлорное золото соединяют с плавленым (отмученным) мелом, винным камнем и кровяной солью. После нанесения кисточкой пасты предмет оставляют на определенное время. Затем его промывают и полируют. Смешав хлорное золото с эфиром выполняют узоры и надписи.

Чтобы приготовить раствор для золочения из хлорного золота, с ним соединяют дистиллированную воду (ее температура должна составлять около 50-60 градусов), поташ и соль. Обезжиренный, протравленный кислотой и промытый в воде предмет погружают в раствор и прикасаются к нему цинковой палочкой. После завершения процесса осаждения золота предмет промывают и полируют. Чтобы вникнуть в детали технологии стоит посмотреть мастер класс по золочению.





№3. Как долго держится позолота на серебре
Как вы уже знаете, средняя продолжительность «жизни» позолоты – два года постоянного ношения. Это значит, что обручальные кольца, крестики и цепочки придется обновлять. При этом серебро сквозь золотой слой будет проявляться постепенно – сначала на стыках, ребрах украшений или местах постоянного контакта с кромкой одежды. Именно неравномерный сход цвета и раздражает обладателей украшений.
Самая стойкая позолота – это слой от 3 мкм золота 999-ой пробы, нанесенное на серебро 925-ой пробы. Золото надежно прилегает к серебру, устойчиво к бытовой химии и трению, оно с трудом царапается, не крошится и не облущивается.
Как носить позолоту? На то, долго ли держится позолота на серебре, влияет обращение с ним. Чтобы продлить срок службы позолоты, снимайте украшения во время занятий спортом, перед бассейном и сауной, уборкой, а также на время сна.
Чистка позолоченных украшений. Повредить слой золота на серебре нетрудно – например, грубой щеткой или абразивом. Небольшие загрязнения стирайте спиртовым раствором или уксусом на ватном тампоне, крупные – зубной щеткой с пастой или соляным раствором.
Золочение карандашом
Еще одним «домашним» методом является использование гальванокарандаша в котором анодом служит наконечник, а катодом – поверхность изделия. Принцип осаждения аналогичен гальваническому способу покрытия, но используемое оборудование исключает использование ванны с раствором.
Благородный металл не только украшает изделия, но и выполняет защитные функции. Процесс золочения стоит доверить профессионалам – отсутствие опыта и использование опасных компонентов часто приводит к нежелательным последствиям.
4.2 / 5 ( 67 голосов )
Маркировки.
Покрытые драгоценности обычно маркируются одним из следующих символов: GP, RGP, GEP, HGP или HGE.
Если вы видите одно из этих буквенных сочетаний после числа карата (например, «14К GP»), то это признак того, что изделие с золотым покрытием.
Позолоченное изделие может быть не отмечено печатью, указывающей, что драгоценности имеют золотое покрытие, но если вы видите маркировку, обозначающую стандартное значение чистоты серебра на золотой поверхности, то весьма вероятно, что изделия имеет серебряную основу.
Например, о означает 92,5% содержания серебра, и, если вы видите ее на золоте, это, как правило, означает, что изделие фактически сделано из серебряного 92,5% сплава, который имеет золотое покрытие.
Гальваническое покрытие: свойства, разновидности, альтернативы

В данной статье рассматриваются особенности процесса гальванизации, виды и области применения гальванических покрытий, а также альтернативы, которые в некоторых случаях вполне оправданно заменяют этот метод защиты металлов.
Гальванизация – это электрохимический метод нанесения металлической пленки, которая препятствует коррозии и окислению поверхностей. Она придает им эстетичный внешний вид, износостойкость и увеличивает твердость.
Данный метод обработки улучшает термостойкость металлов, поэтому его широко применяют в таких отраслях промышленности, в которых присутствуют высокотемпературные процессы.
Как появилось гальваническое покрытие?
Открытием гальванического покрытия мир обязан русскому физику Борису Якоби. В 1836 году в ходе экспериментов он пропускал металлы через соляные и водные растворы, которые находились под воздействием электрического тока.
При прохождении через солевые растворы металлы разделялись на разнозарядные ионы. Положительные оседали на катоде, а отрицательные – на аноде.
Технология гальванизации
Гальванические покрытия требовательны к подготовке поверхностей. Перед началом работ требуется провести тщательную очистку и обезжиривание деталей.

Для металлических поверхностей рекомендуется использовать органические растворители, которые не вызывают коррозии, например Очиститель металла MODENGY
Он эффективно удаляет нефтепродукты, силиконовые масла, консервационные составы, адсорбированные пленки, газы, влагу и другие виды загрязнений. Испаряется быстро и без остатка.
Однако одной очистки и обезжиривания в большинстве случаев бывает недостаточно. Помимо этого проводится пескоструйная обработка и последующая шлифовка наждачной бумагой, специальными пастами.
Гальваническое покрытие выделяет все сколы, царапины и раковины поверхностей, поэтому обрабатываемое изделие должна быть идеально подготовленным.
Далее рассмотрим технологию гальванизации.
На деталь, погруженную в емкость с электролитом, подается отрицательный заряд, в результате чего она становится катодом. Отдельно стоящая металлическая пластина получает положительный заряд и берет на себя функцию анода.
Именно эта пластина служит для образования покрытия. При замыкании электрической сети металл с нее растворяется в электролите и направляется к катоду, где образует равномерную тонкую пленку.
Данный способ гальванизации называется анодным. Благодаря ему при возникновении очагов коррозии разрушается именно гальваническая изоляция, а защищаемый металл в течение длительного времени остается нетронутым.
Существует еще один метод гальванизации – катодное напыление. Он применяется гораздо реже. При нарушении целостности такого покрытия возрастает интенсивность разрушения металла под ним. Этому способствует сама технология нанесения.
Электролит – это проводящий раствор, благодаря которому металлы попадают на катод с анода. Размер емкостей для этой жидкости может быть разным и зависит от производственных задач.
Детали больших размеров находятся в объемных ваннах в подвешенном состоянии. На более мелкие изделия гальваническое покрытие наносится в барабанных емкостях, где отрицательный заряд подается на барабан, который вращается в электролите. Для обработки деталей очень маленького размера (метизы, крепежные элементы) используются колокольные наливные ванны. В процессе работы они вращаются с низкой скоростью, в результате чего детали равномерно покрываются защитным покрытием.
Большое значение имеет плотность тока, который проходит через электролит. Он влияет на структуру формируемого осадка. Данная величина измеряется отношением силы тока к единице поверхности обрабатываемой детали.
При слишком большой величине плотности порошковых отложений много, а при низкой – его вообще не образуется. Это сказывается на качестве конечного покрытия. Именно поэтому процесс гальванизации требует постоянного контроля.
Толщина гальванического покрытия на деталях составляет 6-20 мкм и определяется особенностями металлов, участвующих в гальванизации. Уровень адгезии металлического сплава с поверхностями определяется при помощи специальных тестов.
Совместимость металлов
Совместимость материалов при гальванизации очень важна. Все металлы в соединениях корродируют. В некоторых случаях процесс протекает замедленно. Однако существуют материалы, которые соединять вместе крайне не рекомендуется.
С определенными трудностями связана работа с алюминием и его сплавами. Это связано с тем, что на поверхностях этих материалов присутствует окисная пленка, которая затрудняет процесс гальванизации.
Для алюминия можно использовать следующие сочетания материалов: никель-хром, медь-никель-хром, медь-олово, свинец-олово. Допускается также цинкование и латунирование алюминия.
Области применения гальванических покрытий
Прочность и износостойкость гальванических покрытий позволяет использовать данный вид защиты:
В радиотехнической промышленности
В электронной промышленности
Альтернатива гальваническому покрытию
Повысить прочность и антикоррозионные характеристики металлов можно не только с помощью гальванизации, но и другими методами: закалкой, рекристаллизацией, чеканкой, обкатыванием, газопламенным напылением, наплавкой и т.д.
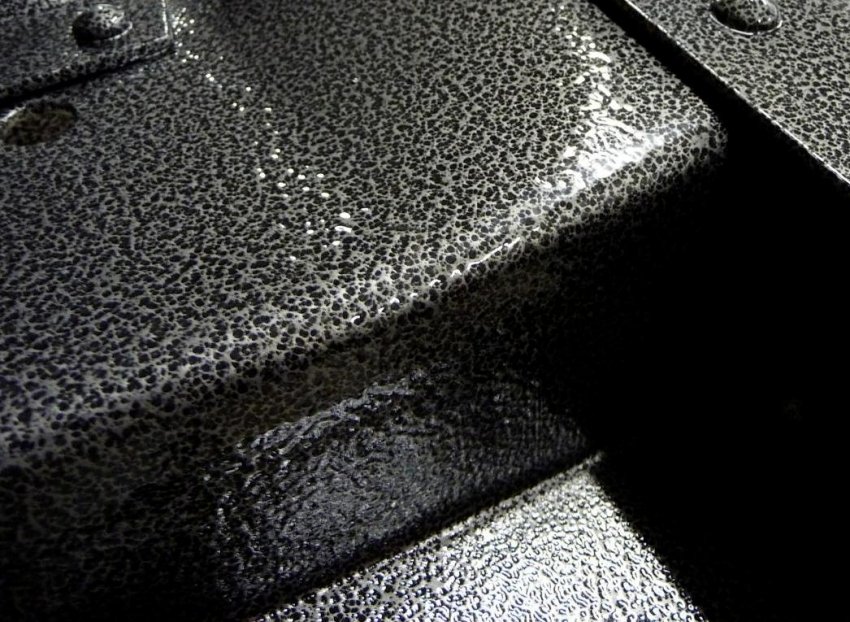
Одним из наиболее простых и эффективных способов повышения износостойкости металлических изделий, предотвращения их коррозии и защиты от агрессивных внешних факторов является применение специальных твердосмазочных покрытий. Внешне они напоминают лакокрасочные материалы, только вместо пигмента содержат частицы твердых смазочных веществ.
Такие покрытия создают на поверхностях тонкую сухую пленку, которая обладает высокой несущей способностью и низким коэффициентом трения. Это особенно важно для металлических деталей, которые являются частью подвижных механизмов, работают при очень высоких нагрузках, давлениях и температурах.
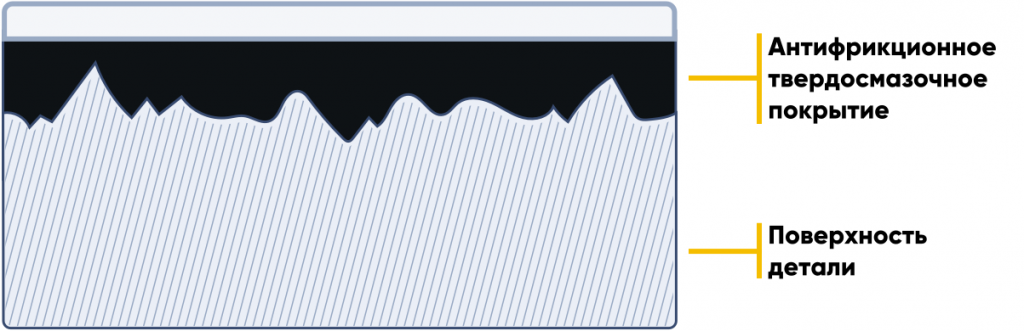
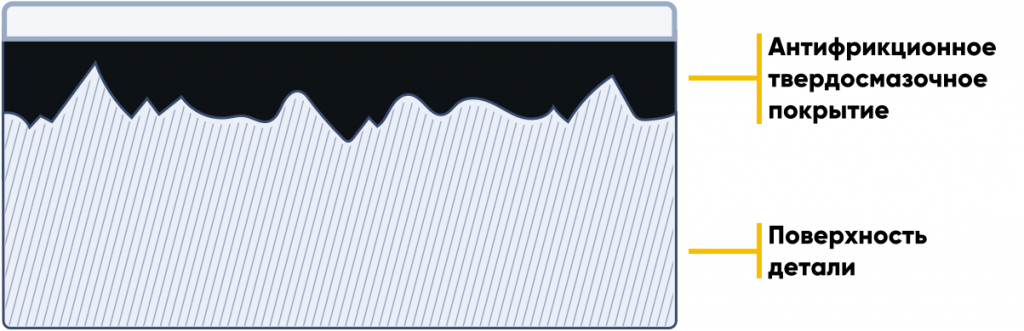
Рассмотрим особенности антифрикционных твердосмазочных покрытий на примере материалов MODENGY. Их основу составляют неорганические и органические связующие вещества, а также твердые смазочные материалы: графит, дисульфид молибдена, политетрафторэтилен (ПТФЭ), нитрид бора, дисульфид вольфрама, фториды бария и кальция.
Эти материалы формируют на поверхностях прочный композиционный слой. Он представляет собой полимерную матрицу с равномерно распределенными в ней частицами твердых смазочных веществ. Они заполняют и сглаживают микронеровности поверхностей, тем самым увеличивая их опорную площадь и несущую способность.
Покрытия MODENGY обладают высоким сопротивлением сжатию и малым сопротивлением сдвигу, поэтому их коэффициент трения достигает значений в несколько сотых при контактных давлениях, соизмеримых с пределом текучести материала основы.
Многие из материалов MODENGY доказали свою работоспособность в условиях радиации и вакуума. Их несущая способность достигает 2500 МПа, диапазон рабочих температур составляет от -200 до +560 °C. Благодаря технологии сухой смазки, которую они реализуют, покрытия эффективно работают в запыленных условиях.
Жидкие покрытия наносятся стандартными методами окрашивания: распылением, окунанием, центрифугированием. Составы в аэрозольной фасовке не требуют какого-либо оборудования.
Виды гальванических покрытий
В зависимости от назначения гальванические покрытия подразделяются на следующие виды:
Защитные: служат для изоляции металлических изделий от механических повреждений и воздействия агрессивных сред
Защитно-декоративные: предназначены для защиты деталей от агрессивных и разрушающих внешних факторов, а также для придания им эстетичного внешнего вида
Специальные: служат для улучшения определенных характеристик поверхностей, например, повышения износостойкости и твердости, электроизоляционных, магнитных свойств
В некоторых случаях гальванизация применяется для восстановлении изначального вида изделий после их длительной эксплуатации.
Гальваническое покрытие позволяет создавать точные копии деталей, которые обладают даже очень высокой сложностью рельефа. Данный процесс называется гальванопластикой.
Меднение
В качестве покрытия используется медный купорос. Такая обработка способствует повышению прочности металлических изделий и повышению их токопроводящих свойств. Металлы с медным покрытием используются для производства электропроводников.

Хромирование
Данная процедура повышает прочностные характеристики металлов, а также их сопротивляемость различным агрессивным воздействиям. Помимо этого, она улучшает внешней вид деталей и восстанавливает поврежденные элементы.

В зависимости от технологии выполнения хромированное покрытие может обладать различными свойствами и параметрами. Например, серое матовое увеличивает твердость металла, блестящее повышает его износостойкость, молочное пластичное придает эстетичный внешний вид и усиливает стойкость к коррозии.
Цинкование
Самая популярная операция гальванизации. Тонкий слой цинка придает металлам блеск и предотвращает образование коррозии. Цинкование особенно популярно в строительной и автомобильной индустрии. Цинк используется для обработки трубопрокатных изделий, емкостей, опорных и кровельных конструкций, кузовных деталей автомобилей.

Железнение
Используется для усиления прочностных характеристик легкоизнашиваемых деталей, например, из меди. Такое покрытие практически не подвержено воздействию коррозии.
Никелирование
Данный метод обработки является оптимальным для придания металлам устойчивости к воздействиям окружающей среды. Слой никеля надежно защищает изделия от коррозии, возникающей вследствие загрязнения щелочами, кислотами, солями. Никелированные детали отличаются очень высокой стойкостью к истиранию и механическим повреждениям.

Латунирование
Используется для защиты металлов от воздействия коррозии. Кроме того, слой латуни обеспечивает лучшую адгезию металлических деталей с резиной.

Серебрение и золочение
Эти операции применяются в ювелирном деле, радиоэлектронной и электротехнической отраслях. Серебро и золото придают поверхностям презентабельный внешний вид, высокие отражающие свойства, предотвращают коррозию, улучшают токопроводящие свойства, повышают твердость и защищают от агрессивных внешних факторов.

Родирование
Слой родия увеличивает сопротивляемость деталей воздействию химически агрессивных сред, а также придает им дополнительную механическую стойкость. Родирование предотвращает окисление, потускнение изделий из серебра.
Покрытие оловом
Олово увеличивает прочность и твердость металлических деталей. Гальванизация этим материалом применяется для алюминия, цинка, стали и меди.

Все материалы сайта https://atf.ru/ принадлежат
ООО "НОВЫЕ РЕШЕНИЯ" ИНН 5751054390
Защитные покрытия металлов: как и для чего они создаются?

Уникальной разновидностью неметаллических защитных покрытий являются антифрикционные материалы. По внешнему виду они напоминают краски, однако вместо пигментов содержат частицы твердых смазочных веществ, которые равномерно распределены в смеси связующих компонентов и растворителей.
В противокоррозионной практике для изоляции металла от воздействия агрессивных сред используются специальные защитные покрытия. Все они подразделяются на металлические и неметаллические.
Металлические – анодные и катодные – покрытия наносятся на поверхности методами газотермического напыления, окунания, гальванизации, плакирования или диффузии.
К неметаллическим защитным покрытиям относятся лакокрасочные составы, полимерные пленки, силикатные эмали, резины, оксиды металлов, соединения фосфора, хрома и др.
Рассмотрим все виды покрытий подробнее.
Металлические защитные покрытия
В качестве анодных металлических покрытий выступают металлы, электрохимический потенциал которых меньше, чем у обрабатываемых материалов. У катодных он, наоборот, выше.
Анодные покрытия обеспечивают электрохимическую защиту металлических поверхностей и выполняют свои функции даже при нарушении целостности слоя.

Катодные покрытия препятствуют проникновению агрессивных сред к основному металлу благодаря образованию механического барьера. Они лучше защищают поверхности от негативных воздействий, но только в случае неповрежденности.
В зависимости от способа нанесения металлические покрытия подразделяются на следующие виды.
Гальванические покрытия
Гальванизация – это электрохимический метод нанесения металлического защитного покрытия для защиты поверхностей от коррозии и окисления, улучшения их прочности и износостойкости, придания эстетичного внешнего вида.
Гальванические покрытия применяются в авиа- и машиностроении, радиотехнике, электронике, строительстве.
В зависимости от назначения конкретных деталей на них наносятся защитные, защитно-декоративные и специальные гальванические покрытия.
Защитные служат для изоляции металлических деталей от воздействия агрессивных сред и предотвращения механических повреждений. Защитно-декоративные предназначены для придания деталям эстетичного внешнего вида и их защиты от разрушительных внешних воздействий.
Специальные гальванические покрытия улучшают характеристики обрабатываемых поверхностей, повышают их прочность, износостойкость, электроизоляционные свойства и т.д.
Разновидностями гальванических покрытий являются меднение, хромирование, цинкование, железнение, никелирование, латунирование, родирование, золочение, серебрение и пр.
Газотермическое напыление
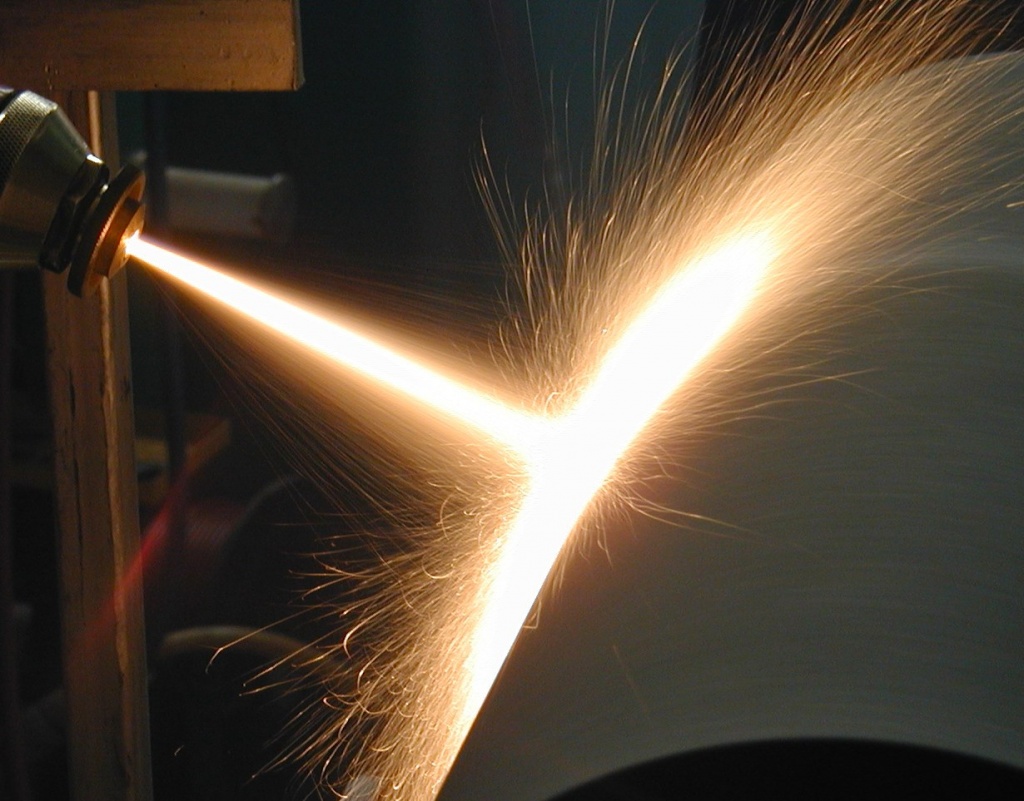
Представляет собой перенос расплавленных частиц материала на обрабатываемую поверхность газового или плазменным потоком. Покрытия, образованные таким методом, отличаются термо- и износостойкостью, хорошими антикоррозионными, антифрикционными и противозадирными свойствами, электроизоляционной или электропроводной способностью. В качестве напыляемого материала выступают проволоки, шнуры, порошки из металлов, керамики и металлокерамики.
Выделяют следующие методы газотермическогого напыления:
- Газопламенное напыление: самый простой и недорогой метод, применяемый для защиты крупных площадей поверхности от коррозии и восстановления геометрии деталей
- Высокоскоростное газопламенное напыление: используется для образования плотных металлокерамических и металлических покрытий
- Детонационное напыление: применяется для нанесения защитных покрытий, восстановления небольших поврежденных участков поверхности
- Плазменное напыление: используется для создания тугоплавких керамических покрытий
- Электродуговая металлизация: для нанесения антикоррозионных металлических покрытий на большие площади поверхности
- Напыление с оплавлением: применяется тогда, когда риск деформации деталей отсутствует или он оправдан
Погружение в расплав
При использовании этого метода обрабатываемые детали окунаются в расплавленный металл (олово, цинк, алюминий, свинец). Перед погружением поверхности обрабатываются смесью хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Это позволяет защитить расплав от окисления, а также удалить оксидные и солевые пленки.
Данный метод нельзя назвать экономичным, так как наносимый металл расходуется в больших количествах. При этом толщина покрытия неравномерна, а наносить расплав в узкие зазоры и отверстия, например, на резьбу, не представляется возможным.
Термодиффузионное покрытие
Данное покрытие, материалом для которого выступает цинк, обеспечивает высокую электрохимическую защиту стали и черных металлов. Оно обладает высокой адгезией, стойкостью к коррозии, механическим нагрузкам и деформации.
Слой термодиффузионного покрытия имеет одинаковую толщину даже на деталях сложных форм и не отслаивается в процессе эксплуатации.
Плакирование
Метод представляет собой нанесение металла термомеханическим способом: путем пластичной деформации и сильного сжатия. Чаще всего таким образом создаются защитные, контактные или декоративные покрытия на деталях из стали, алюминия, меди и их сплавов.
Плакирование осуществляется в процессе горячей прокатки, прессования, экструзии, штамповки или сваривания взрывом.
Виды и особенности неметаллических покрытий
Неметаллические покрытия подразделяются на органические и неорганические. Они создают на обрабатываемых поверхностях тонкую, инертную по отношению к агрессивным веществам пленку, которая предохраняет детали от негативных воздействий окружающей среды.
Лакокрасочные защитные покрытия
В состав таких покрытий входят пленкообразующие вещества, наполнители, пигменты, пластификаторы, растворители и катализаторы. Варьирование состава позволяет получать материалы со специфическими свойствами (токопроводящие, декоративные, особопрочные, жаростойкие и т.п.). Они не только защищают изделия в различных условиях, но и придают им эстетичный внешний вид.
В группу лакокрасочных покрытий входят лаки, краски, грунтовки, олифы, шпаклевки.
Силикатные эмали
Применяются для изделий, работающих при высоких температурах в химически агрессивных средах.
Эмалевое защитное покрытие формируется с помощью порошка или пасты. Процесс проходит в несколько этапов. Сначала на изделие наносится грунтовая эмаль – она улучшает адгезию, уменьшает термические и механические напряжения.
Затем, после спекания первого слоя при температуре +880… + 920 °С, накладывается покровная эмаль, после чего изделие снова подвергается нагреванию до +840… +860 °С.
Если требуется нанести несколько слоев силикатной эмали, вышеописанные операции проводят поочередно несколько раз. Изделия из чугуна, к примеру, обрабатывают в 2-3 подхода.
Застывшая эмаль представляет собой тонкое, похожее на стекло, покрытие. Его основным недостатком является сравнительно низкая прочность – под воздействием ударных нагрузок эмаль может растрескиваться или скалываться.
Полимерные защитные покрытия
В число наиболее распространенных полимеров, применяющихся для защиты металлов от коррозии, входят полистирол, полиэтилен, полипропилен, полиизобутилен, фторопласты, эпоксидные смолы и др.
Полимерное покрытие осуществляется методами окунания, газотермического или вихревого напыления, обычной кистью. Остывая, оно образует на поверхности сплошную защитную пленку толщиной несколько миллиметров.
Разновидностью полимерных являются антифрикционные твердосмазочные покрытия. Внешне эти материалы похожи на краски, однако вместо пигментов они содержат высокодисперсные частицы твердых смазочных веществ, которые равномерно распределены в смеси связующих компонентов и растворителей.
Основу покрытий могут составлять дисульфид молибдена, графит, политетрафторэтилен (ПТФЭ) и прочие твердые смазки. В качестве связующих применяются акриловые, фенольные, полиамид-имидные, эпоксидные смолы, титанат, полиуретан и некоторые другие специальные компоненты.
Антифрикционные твердосмазочные покрытия, а также специальные растворители и очистители для предварительной подготовки поверхностей разрабатывает российская компания «Моденжи».
Материалы MODENGY применяются в средне- и тяжелонагруженных узлах трения скольжения (направляющих, зубчатых передачах, подшипниках и т.д.), на деталях двигателей внутреннего сгорания (юбках поршней, вкладышах валов, дроссельной заслонке), в резьбовом крепеже, трубопроводной арматуре, пластиковых и металлических элементах автомобилей (замках, петлях, пружинах, скобах, механизмах регулировки и т.д.), а также в других парах трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Покрытия MODENGY наносятся однократно на весь срок службы деталей. С их помощью создаются узлы трения, не требующие дальнейшего обслуживания и применения традиционных смазочных материалов.
Антифрикционные покрытия MODENGY отличаются:
- Высокой несущей способностью
- Работоспособностью в запыленной среде
- Низким коэффициентом трения
- Широким диапазоном рабочих температур
- Высокой износостойкостью
- Противозадирными и антикоррозионными свойствами
- Стойкостью к воздействию кислот, щелочей, растворителей и других химикатов
- Работоспособность в условиях радиации и вакуума

Покрытия ложатся тонким слоем, поэтому практически не меняют исходные размеры деталей, зато обеспечивают им необходимый комплекс триботехнических и защитных свойств.
Применение материалов MODENGY позволяет эффективно управлять трением, повышать ресурс и энергоэффективность оборудования.
Оксидные защитные пленки
Оксидирование – это окислительно-восстановительная реакция металлов, которая возникает благодаря их взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. В результате этого процесса на металлических поверхностях образуется защитная пленка, которая увеличивает их твердость, снижает риск образования задиров, улучшает приработку деталей и повышает срок их службы.
Оксидирование используется для получения защитных и декоративных покрытий, а также для формирования диэлектрических слоев. Различают химические, анодные (электрохимические), термические, плазменные и лазерные методы этой обработки.
Резиновые защитные покрытия

Гуммирование, или создание защитных покрытий из резины или эбонита, помогает защитить трубопроводы, химические аппараты, резервуары для перевозки и хранения химических веществ от воздействия агрессивных сред.
Защитное покрытие может быть сформировано из мягкой или твердой резины. Консистенция контролируется добавками серы: мягкая содержит от 2 до 4 % этого вещества, твердая – от 30 до 50 %.
Покрытие наносится на предварительно очищенные и обезжиренные поверхности. Скопившийся после обработки воздух выдавливается валиком. В качестве заключительного этапа гуммирования проводится вулканизация изделий.
Резиновые покрытия являются хорошими диэлектриками, обладают стойкостью ко многим кислотам и щелочам (но не к сильным окислителям). Из существенных недостатков резиновых покрытий можно выделить их старение со временем.
Смазки и пасты
При длительном хранении и перевозке металлоизделий в качестве защитных покрытий могут использоваться специальные смазки и пасты – они препятствуют попаданию на поверхности влаги, пыли и различных газообразных веществ, наносятся кистью или методом распыления.
Консервационные материалы изготавливаются на основе минеральных масел (вазелинового, машинного) и воскообразных веществ (воска, парафина, мыла). Очень популярны смазки, в состав которых входит 5 % парафина и 95 % петролатума (смеси парафинов, масел и минеральных восков – церезинов).
Главный недостаток паст и смазок, применяющихся в качестве защитных покрытий, состоит в том, что целостность образовавшейся пленки легко нарушить. Именно поэтому лучшей альтернативой пластичных составов являются антифрикционные твердосмазочные покрытия.
Читайте также: