Полотно для ленточной пилы по металлу
Обновлено: 17.05.2024
Одним из самых производительных способов пиления металлов это пиление ленточными полотнами - лентами. Такие полотна представляют собой ленты сваренные в кольцо разной длины. Стойкость таким пилам обеспечивает постоянная статичная нагрузка и равномерное охлаждение. Основные параметры ленточных полотен это длина окружности кольца, ширина и толщина полотна. В зависимости от материала разрезаемых заготовок выбирают материал режущих зубьев, их форму, а также шаг зубьев на дюйм. Для достижения положительных результатов при пилении заготовок необходимо точно задавать параметры полотна пилы: шаг, форму зуба, а также режимы работы ленточнопильного станка - скорость и подачу ленточной пилы.
Число зубьев на дюйм (TPI) определяет шаг зуба полотна. Оно может изменяться от 10/14 до 0,75/1,25 для пил с переменным шагом зуба.
Режим резания определяется несколькими параметрами, прежде всего - материалом заготовки. Необходимо учесть, к какой группе сталей и сплавов он относится.
Также нужно знать размер обрабатываемой заготовки и правильно выбрать шаг зуба.
Продавцы ленточнопильных станков дают рекомендации для выбора оптимальной скорости пиления.
Для оптимальной резки нужно, чтобы каждый зуб ленточной пилы срезал стружку определенной толщины. Практически, подача подбирается по типу стружки. Которая получается при резке.
· В случае тонкой или пылеобразной стружки нужно увеличить скорость подачи полотна или уменьшить скорость резания
· толстая стружка с голубым отливом говорит, о чрезмерной скорости подачи
· слабо-вьющаяся стружка свидетельствует, о правильно выбранном режиме пиления
Выбор шага зубьев в зависимости от размера заготовок Выбор шага зубьев ленточных пил при резке трубных заготовок
Новая ленточная пила после фрезерования имеет острые как бритва кончики зубьев.
Для того чтобы выдерживать режущие давления, возникающие при резке ленточной пилой, вершина зуба должна пройти притирку, обкатку, чтобы сформировался микро-радиус. Если не выполнять так называемой притирки и начать процесс резания с высоким усилием подачи, то это вызовет появление микроповреждений на кончиках зубьев и приведет к снижению срока службы ленточной пилы.
Правильно выполненная обкатка значительно продлит срок службы ленточной пилы.
Как правильно обкатать ленточную пилу.
Определите соответствующую скорость подачи для распиливаемого материала.
Начинайте процесс врезания в заготовку с пониженной на 40..50 % скоростьюподачи пилы.
После того, как пила войдет в материал на полную ширину лезвия, скорость подачи может быть слегка увеличена.
После того, как пила достигнет середины разрезаемого материала, скорость подачи немного увеличьте. Завершите резку материала, не увеличивая больше подачу.
Начинайте следующий рез с тем же показателем подачи, который был в конце первого реза. Плавно увеличьте скорость подачи после того, как пила достигнет середины материала. Повторяйте этот пункт до тех пор, пока суммарная площадь резания при обкатке не составит приблизительно 250 см
Как выбрать ленточное полотно для ленточнопильного станка по металлу?
Вам поставии задачу найти ленточное полотно для ленточнопильного станка на Ваше производство, но Вы не знаете что это такое?
Тогда Вы попали по адресу! В этой статье мы разберем основные нюансы по подбору ленточных полотен.
Что же это такое? Ленточное полотно представляет собой ленту сваренную к кольцо(окружность) с N-ным количеством режущих зубьев расположенных на одной из сторон кольца.
Лента - основа полотна изготавливается из упругой рессорно-пружинной стали. К ленте приваривается профильная лента из быстрорежущей (HSS)стали, после чего фрезеруется необходимый профиль зубьев пилы. В результате получается ленточное полотно сваренное из двух металлов называемое - Биметаллическим.
- М42 - Материал зубьев пилы(он может также быть М51, PQ, TSX . )
М42 (аналог 10Р2М10К8). Непременной особенностью этого материала является отличная износостойкость режущих кромок зубьев полотна пилы. Главным фактором тут является размер карбидных частиц и их равномерное распределение в структуре материала.
Твердость режущих кромок зубьев составляет 67–68 HRC.
Такой материал применяется для пиления основных марок сталей с твердостью до 45 HRC.
М51 (аналог 12Р10М4К10). Значительное содержание вольфрама в материале зуба увеличивает количество карбидов, что повышает стойкость к абразивному износу, а высокое содержание кобальта увеличивает стойкость режущей кромки.
Твердость режущей кромки составляет 69 HRC.
Такие преимущества позволяют использовать этот инструмент для резки жаропрочных, высокопрочных и нержавеющих сталей большого поперечного сечения с твердостью до 45 HRC.
Общая стойкость и продолжительность работы такого полотна на 10-20% выше, чем у пил с зубом материала М42. - 20 - ширина полотна пилы, мм
- 0,9 - толщина полотна пилы, мм
- 2362 - длина окружности пилы, мм
- 8/12 TPI - шаг зуба пилы на дюйм
Для наиболее эффективного использования ленточных пил по металлу, нужно уделять особое внимание правильному подбору пил в зависимости от поставленной задачи.
Один из самых важных факторов выбора является правильный подбор геометрии, шага и материала зуба пилы.
Шаг зуба
Шаг зубьев — расстояние, находящееся между вершинами пары соседних зубьев пилы. Их выбор зависит от типа обрабатываемого металла и скорости, с которой подаются ленточные пилы. Слишком большой шаг вызовет возрастание напряжений, а также ухудшение качества распила. Малый шаг обеспечивает гладкую поверхность, но нуждается в больших энергозатратах.
Высота зуба
Высотой зуба называют расстояние между его вершиной и основанием впадины. Наличие межзубного углубления позволяет удалять опилки, образующиеся в процессе пиления, из рабочей зоны. Объем этого углубления должен быть достаточным, при этом опилки не должны занимать все его пространство. Их избыток будет выдавливаться по сторонам полотна пилы, увеличивая сопротивления и трение, что вызывает необходимость прикладывать больше усилий при распиловке.
Неправильный выбор высоты зуба ленточных пил может вызывать перегрев полотна и появление так называемой, «волны». Кроме того, возможно возникновение дополнительных напряжений, которые могут спровоцировать появление микротрещин.
Передний угол зуба
Передний угол зуба представляет собой угол, находящийся между перпендикуляром ленточного полотна и передней гранью самого зуба. Угол заточки позволяет зубу осуществлять зацепление и разрез металлического полотна.
Следует учитывать, что слишком большой размер угла не позволит точно резать металл. С помощью малого угла заточки обеспечивает более ровная поверхность металла, но если он слишком мал, то происходит значительное снижение производительности.
Неправильный выбор угла зацепа провоцирует затупление зубьев и появление трещин в их впадинах. Оптимальную величину угла заточки определяют в зависимости от обрабатываемого металла.
Какой материал Вы собираетесь пилить
Квадратный прокат
Лист
Профиль
Круглый прокат
Круглый прокат в пакете
Специальный профиль
Труба
Пакет труб
Пакет листов или профилей
Многоуровневый пакет заготовок
Определяем шаг пилы
Количество зубьев на дюйм определяется в зависимости от материала и вида заготовки. Если мы пилим тонкостенные трубы, листовой металл, профиль, то необходимо применять полотно с наименьшим шагом зубьев, что соответствует большему количеству зубьев на 1 дюйм пилы. Если применять большой шаг – это может привести к быстрому разрушению режущей части зуба.
Для пиления крупных сплошных заготовок следует выбирать пилу с наибольшим шагом. Меньшее количество зубьев на дюйм образует глубокие канавки и не даёт стружке застревать, что увеличивает производительность.
| Сплошное сечение | |
|---|---|
| Переменный шаг | |
| Диаметр, мм | Зубьев на дюйм |
| до 25 | 10/14 |
| 15-40 | 8/12 |
| 25-40 | 6/10 |
| 35-70 | 5/8 |
| 40-90 | 5/6 |
| 50-120 | 4/6 |
| 80-150 | 3/4 |
| 120-350 | 2/3 |
| Профильное сечение | ||||||||
|---|---|---|---|---|---|---|---|---|
| D, мм | 20 | 40 | 60 | 80 | 100 | 150 | 200 | 300 |
| S, мм | Шаг зуба, Z | |||||||
| 2 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 10/14 |
| 3 | 14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 |
| 4 | 14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 |
| 5 | 14 | 10/14 | 10/14 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 |
| 6 | 14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 | 5/8 | 4/6 |
| 8 | 14 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 |
| 10 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | |
| 12 | 6/10 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | |
| 15 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | |||
| 20 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | |||
| 30 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | |||
| 50 | 2/3 | 2/3 | 2/3 | |||||
D - поперечное сечение
S - толщина стенки профиля
Z - шаг полотна, количество зубьев на дюйм
В процессе резания в металле одновременно должно находиться не менее 3-х зубьев, меньшее их количество может привести к поломке полотна.
Выбираем полотно для ленточной пилы по металлу
Полотно для ленточной пилы является ключевым элементом, который определяет качество реза и возможности станка. Материал данной статьи поможет читателю определиться с выбором ленты по металлу и подскажет, на что стоит обратить внимание при покупке.
Что это?
Полотном для ленточной пилы по металлу называют гибкое режущее лезвие в форме кольца, которое может иметь зубья разного типа. Именно они и играют ключевую роль в выборе данного элемента ленточнопильного станка. Полотно используют для резки в металлообработке. При этом применяют его как на бытовом, так и на промышленном оборудовании.


Что нужно знать?
Ленточнопильное полотно отличается такими критериями, как материал, из которого оно изготовлено, форма зубьев, вариант разводки. Саму ленту изготавливают из высокоуглеродистой стали монолитного типа либо биметаллического сплава. Стальные изделия, характеризующиеся сопротивлением на разрыв до 80 МПа, применяют при распиле цветного металла, заготовок из стали и чугуна. Такие полотна используют на агрегатах консольного и одностоечного вида профессионального и полупрофессионального назначения.
Биметаллические ленты используют на высокомощном двухстоечном оборудовании. Такие изделия отличаются сложностью конструкции, имеют гибкую ленту из пружинной стали с зубами из быстрорежущей стали. Твердость таких полотен составляет примерно 950 HV. Их зубцы располагаются в гнездах и закрепляются посредством электронно-лучевого паяния. Эти варианты подходят для реза сплошных заготовок, справляются с чугуном и сталью самых твердых сплавов.

Одной из задач покупателя является правильный выбор разводки и формы зубьев. Это позволит использовать твердосплавные полотна ленточнопильного оборудования при работе с нержавейкой.
Если говорить конкретнее, для реза высокоуглеродистой стали нужно брать полотна из композитных сплавов марки М-51. Для средне- и низкоуглеродистых подойдут ленты биметаллического типа М-42. SP нужно брать, когда планируется продолжительная работа с жаростойкой сталью. Варианты ТСТ подойдут для работы с заготовками из титана и никеля.



Критерии выбора
Нет универсального изделия, которое сможет удовлетворить все запросы покупателя. Поэтому при покупке придется обращать внимание на ряд моментов. Например, ширину нужно подбирать исходя из типа работ. Она варьируется в диапазоне 14-80 мм. Стандартом принято считать модели на 31-41 мм. Чтобы не запутаться, можно обратиться к инструкции имеющегося станка. Как правило, в ней всегда указываются основные характеристики нужного полотна. Следуя конкретным параметрам, можно приобрести правильный вариант, благодаря которому станок будет работать высокопроизводительно.


Тип зубьев
Зубцы режущей ленты имеют особое расположение. Оно не прямое, а отклоненное в стороны от плоскости основной ленты. Вид такого расположения называют разводкой, которая бывает разной. На сегодняшний день она делится на три типа: прямую, волнообразную и чередование.
Поочередное отклонение зубьев в правую и левую стороны позволяет обеспечить более широкую форму реза. При этом исключается застревание ленты в обрабатываемой заготовке. Чаще сегодня покупают полотна, у которых разводка такова:
- направо, прямо, налево;
- направо, налево по очереди;
- волной с изменением угла наклона зуба.
Полотна первого типа применяют в работе с пакетами сплошных заготовок, труб и профилей. Второй вариант считается универсальным, однако, как показывает практика, лучше он показывает себя в работе с мягкими металлами. Третий тип разводки применяют в работе с тонкостенными трубами и малыми размерами заготовок.
Форма
Форма зубьев у ленточных полотен также разнится. Разработанные стандартные решения позволяют выбрать вариант с учетом потребностей покупателя.
- Кромка с зубьями NORMAL располагается по направлению вверх относительно полотна. У данной формы не наклонена фаска, используют ее при резке деталей из высокоуглеродистой стали.
- HOOK имеет фронтальный наклон 10 градусов. Резать такими зубьями можно сплошные прутья разного сечения, выполненные из легированной стали. Также данным полотном можно резать толстостенные заготовки.
- Вариант RP характеризуется наклоном режущей кромки 16 градусов. Полотна с такой формой зубьев покупают для работы с цветными сплавами. Также можно использовать такую ленту для реза труднообрабатываемого сплава.
- Форма MASTER считается универсальной и наиболее распространенной. Ее наклон фаски может составлять 10 и 15 градусов, здесь же имеется шлифовка продольной кромки, что позволяет снизить шероховатость обработанного края.



Полотна для ленточнопильных станков по металлу могут различаться и количеством зубьев. Выбор шага напрямую влияет на качество реза. При постоянном шаге число зубьев может составлять от 2 до 32 на 1 дюйм. При этом чем больше их количество, тем меньшей должна быть толщина резки заготовки. В аналогах с переменным шагом количество зубьев варьируется в диапазоне от 2 до 14 на 1 дюйм. Выбор правильного шага зуба подбирают с учетом толщины стенок труб и профилей, с которыми придется работать в дальнейшем.
Скорость реза
Режим резки будет зависеть от разных показателей. Одним из них является обрабатываемый материал. Придется учитывать группу стали и сплав, а также размер самой детали и шаг зубьев. Здесь же придется выбирать конкретную торговую марку, поскольку этот фактор тоже определяет качество и эффективность полотна.
Скорость вращения лент неодинакова, при покупке продавцы укажут на это. Важно определиться и со скоростью подачи ленточного полотна, так как в идеале каждый зуб пилы должен срезать стружку конкретной толщины. У каждого станка своя заданная скорость, а потому подбирать нужное значение придется исходя из этого. Конечно, можно пойти экспериментальным путем, купить ленту и смотреть на ее эффективность уже по стружкам. Однако лучше изначально подбирать нужный вариант, ведь от этого напрямую зависит качество выполняемой работы. Кроме того, важно понимать, что производительность полотна и ее ресурс не бесконечны.
При покупке нужно опираться на рекомендации фирм, выпускающих данную категорию товаров. Также можно воспользоваться таблицами скорости и производительности. Несмотря на то что в них указывают усредненные значения, а реальные параметры могут немного отличаться, это лучше, чем идти методом экспериментального подбора.
Скорость вращения ленты и подача считаются ключевыми критериями. Опираясь на них, подбирают модификации полотен, шаг зубьев, разводку.
Советы по эксплуатации
Чтобы оборудование работало наиболее эффективно, оно должно быть устойчивым. Для этого его выравнивают в горизонтальной плоскости. Напряжение и ток сети питания нужно соотносить с рабочим напряжением и током станка. Перед эксплуатацией важно проверить направление вращения ленточной пилы. Кроме того, необходим визуальный осмотр оборудования на предмет повреждений. Иногда приходится натягивать ленту, руководствуясь инструкцией изготовителя.
Агрегат запускают и выполняют цикл резания без материала. В это время обращают внимание на функциональность станка, плавность запуска и работу прочих узлов. Для пуска и остановки станок имеет специальные кнопки. Пилить материал можно только тогда, когда он зажат.

О том, как выбрать полотна для ленточных пил, смотрите в следующем видео.
Полотно для ленточной пилы по металлу: виды и характеристики, какую лучше купить
Активное развитие передовых научных технологий дает возможность производителям создавать уникальные ленточные пилы, в максимальной степени отвечающие требованиям потребителей.

В настоящее время покупателям предлагаются ленточные п олотна нескольких видов.
- Биметаллические . Полотно состоит из двух частей: основания и режущей части. Основание изготавливается и более дешевых марок стали, для зубьев используются высоколегированные особо прочные металлы. Такой подход увеличивает ресурс работы пилы при одновременном понижении ее себестоимости.



Для низкооборотного оборудования рекомендуется выбирать пилы из углеродистой инструментальной стали, твердость зубьев может увеличиваться за счет закаливания. Такие пилы относятся к категории наиболее дешевых, но имеют ограниченные технические характеристики. Для высокоскоростных станков рекомендуется использовать биметаллические пилы, режущая кромка у них сделана из высоколегированных марок, а основа из пружинной стали. Ресурс их работы , при соблюдении рекомендованных режимов использования , в десять раз превышает обыкновенные.
Пружинные марки стали отличаются высоким сопротивлением усталостным явлениям, за счет чего уменьшается вибрация во время распиливания металлов, станки дают отличную точность и чистоту пропил а. Специальная форм а и величина разводки зубьев уменьша ет ширину пропила – понижаются энергопотери и количество непродуктивных отходов.
Перечень наиболее из в естных пил
Мы даем только к р аткий перечень наиболее часто используемых ленточных пил в зависимости от металла и режимов резания. Фактически производителей довольно много, но большой разницы в технических характеристиках их продукции нет.










Широкий ассортимент пил дает возможность выбирать самую подходящую для каждых условий, инструмент работает в рекомендованных параметрах . За счет этого увеличивается производительность, повышается качество среза и возрастает ресурс работы пилы.
Цены на популярные модели полотен для ленточной пилы
Типы ленточных пил
В зависимости от особенностей производственного процесса, объема резания и технических параметров деталей промышленность выпускает несколько типов ленточных пил, к каждому из них надо подбирать собственное полотно.

Как различаются современные станки?
- По направлению движения полотна . Оно может располагаться в горизонтальном или вертикальном положении .
- По мощности электрических приводов. Есть оборудования для бытового использования мощностью до 2 кВт, диаметр пил для них самый маленький. Промышленные предприятия работают на стан ках с мощностью двигателя привода более 3,0 кВт.
- По скорости движения полотна. Абсолютное большинство современных станков имеет несколько скоростей. В зависимости от конкретного типа она может изменяться от 10 м/с до 100 м/с.
- По марке стали полотна. Пи лы бывают из одного металла или биметаллическими, с различным материалом изготовления зубьев, особыми видами заточ ек, уклонов и т. д. Параметры подбираются на производстве учетом характеристик заготовок, требований к качеству среза и объема работы.
- По конструктивным особенностям станков. Они могут быть одноколонными и двухколонными, горизонтальными и вертикальными.

Правильно подобранная пила не только оказывает положительное влияние на качество и производительность резания, но и повышает безопасность труда.
Пошаговая инструкция по замене ленточной пилы
Рассмотрим процесс замены ленточной пилы на ручном станке для резки металлических заготовок.
Важно. Перед началом работ нужно убедиться в полном обесточивании оборудования. Надо не только нажать на кнопку управления, но и отключить питание на автомате разъединител я .
Внезапное включение питания обязательно становится причиной тяжелейших травм, многие из них опасны для жизни. Никогда не нарушайте правила техники безопасности, они написаны на основании чьих-то ошибок и травм.






Видео – Замена полотна на пиле
Регулировка ус тан о вленной пилы

Мы уже упоминали, что перед началом работ надо внимательно изучить инструкцию производителя, в ней прописаны нюансы. В этой статье мы расскажем лишь об универсальных операциях, их следует выполнять на всех без исключения типах оборудования.


Шаг 1 . Откройт е смотровое окно на кожухе. Перед этим пилу надо опустить в горизонтальное положение, в противном случае вы не сможете смотреть в отверстие окна.
Шаг 2 . Поворачивайте маховик натяжения и контролируйте положение шкалы.

После того как указатель сместится в зеленую зону, натяжение следует прекратить. В еличина натяжения примерно 300 Н /мм, пр и недостаточном натяжении срез к осой, а при избыточном полотно может разорваться.
Шаг 3 . Включите питание и проверьте правильность установки пилы. Станок должен работать тихо без нехарактерных звуков.
Практический совет. При первом резании новым полотном надо все скорости подачи установить в минимальное или среднее значение. Так полотно прикатывается, что увеличивает рес у рс его работы.
При появлении вибраций медленно уменьшайте скорость до полной остановки и проверьте все регулировки. Для обкатки требуется примерно 15 мин., потом можно работать на привычных режимах резания.
Если при включении пилы полотно ведет себя неправильно, появились нехарактерные звуки, наблюдается чрезмерная вибрация, то надо после замены отрегулировать роликовые направля ющие в о время замены полотна они могут сбиться. Делается это в несколько шагов.
- Ослабьте винты крепления заднего ролика и установите его на расстоянии не более 0,1 мм от спинки полотна. Сильно закрутите винты.
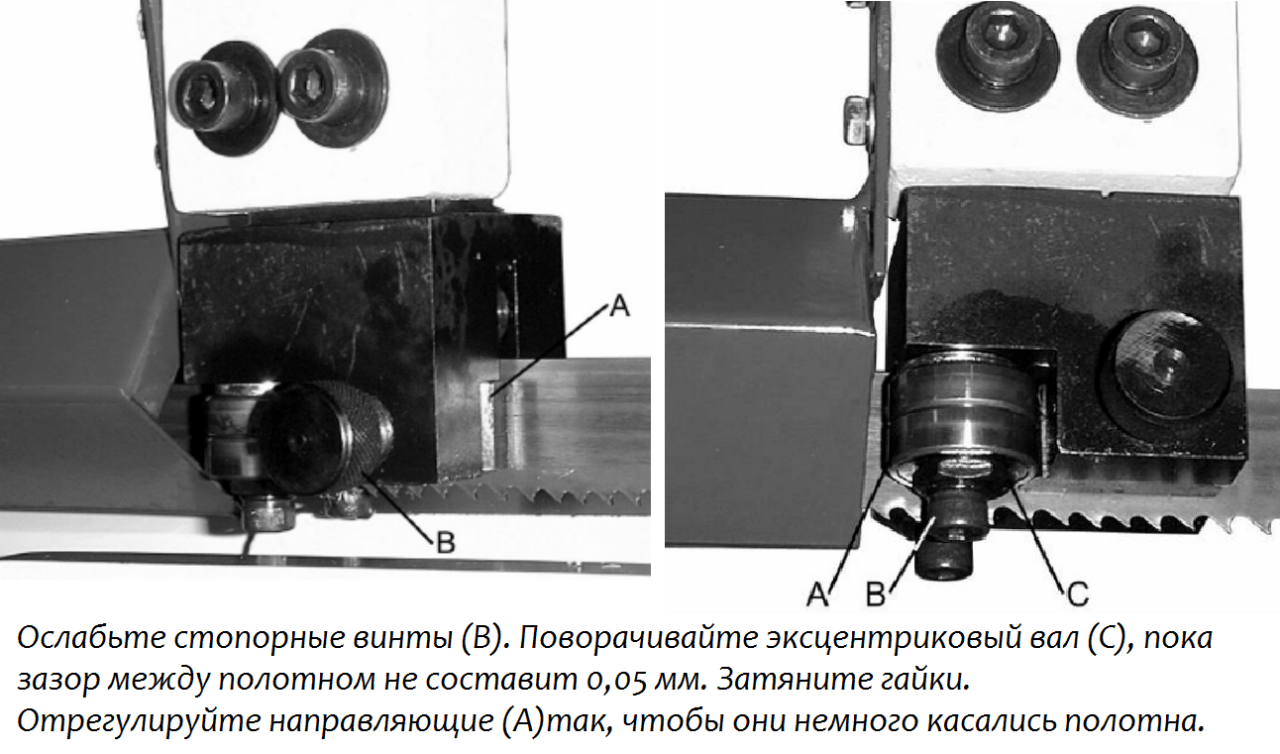
- Ослабьте винты фиксации твердосплавных направляющих, отодвиньте их от полотна. Затем медленно поворачивайте шестигранным ключом эксцентриковый вал до тех пор, пока зазор не будет равняться 0,05 мм. Параметр проверяется специальным металлически м щупом. Все в норме – сильно затяните гайки.
- Отрегулируйте боковые направляющие таким образом, чтобы они слегка касались поверхности потолка. Шатаний не должно быть, но и не перетягивайте.

Если и это не помогло , то надо отрегулировать ход полотна.
Важно. Эти работы делаются на работающем станке, будьте крайне внимательными и осторожными.
Станок надо переключить на минимальную скорость движения полотна . Если полотно не перемещается вблизи буртика шкива , то необходимо выполнять юстировку. Для этого ослабляются винты фиксации колеса, а поворотом гаек против или за часовой стрелки шкив немного смещается влево или вправо. Это очень чувствительные и тонкие работы, не откручивайте винты более четверти оборота, постоянно наблюдайте изменение положения плоскости полотна. Как только все встанет на рекомендованные позиции, сильно затяните винты.
Узнайте, какие электролобзики входят в топ 10 лучших в категории цена-качество, в специальной статье на нашем портале.

Цены на популярные модели ленточных пил
Видео – Ленточная пила, обзор
Особенности полотен для ленточной пилы и их выбор
Ни одно оборудование не является высокоэффективным, когда его возможности ограничивают комплектующие. В ленточнопильных станках ключевым элементом является полотно. Несмотря на огромный перечень предлагаемых вниманию покупателей вариантов, нередко изделие оказывается не таким эффективным, как хотелось бы. О том, как выбрать полотно для ленточной пилы, читателя познакомит материал данной статьи. Из него вы узнаете об особенностях и разновидностях полотен, а также о важных критериях выбора.


Особенности
Полотно для ленточной пилы есть не что иное, как узкая и гибкая металлическая лента, с одного края которой по всей длине напаяны зубья. Сама лента непрерывна, так как имеет кольцевидную форму. С ее помощью выполняют разрезание различных материалов. При этом в зависимости от конструкционных особенностей рабочего станка рез может быть прямолинейным и фигурным.
Данные металлические ленты используют в строительной и металлообрабатывающей отрасли. Непросвещенный покупатель вряд ли знает, что при кажущейся простоте конструкции полотно может иметь разный ресурс и эффективность. Его нельзя назвать абсолютно универсальным – оно не может резать идеально разные по материалу изготовления и толщине стенок материалы. А потому сложно осуществить правильный выбор, не зная возможности ленточнопильного оборудования.


Полотно для ленточных пил классифицируется по типу обрабатываемого материала. Каждый вид работы требует своей ленты, которая бы справлялась с древесиной, пластиком, композитным сырьем, черным либо цветным металлом. Зная основные параметры полотна, можно купить варианты, которые будут качественно резать различный материал с минимальным количеством отходов, высокой точностью и должной скоростью выполнения работы.


Разновидности
Полотна для ленточнопильных станков отличаются типом и материалом исполнения. К примеру, помимо углеродистой стали они бывают биметаллическими, оснащенными пружинной основой, а также твердосплавными стальными зубьями. Изделие может быть монолитным либо характеризующимся приварными зубцами, выполненными из другого материала. Варианты из высокоуглеродистого стального типа применяют для резания богатого перечня нелегированных и легированных сплавов. Несмотря на это, более востребованы у покупателя биметаллические аналоги, выделяясь техническими и эксплуатационными характеристиками.
Особенно нравятся покупателям изделия с зубцами из быстрорежущей стали. Такие полотна зарекомендовали себя в работе с лучшей стороны. Они поддерживают работоспособность и долговечность ленточнопильного оборудования. Эксплуатационные и качественные характеристики таких полотен высоки.


Классификация по типу используемого в обработке материала позволяет разделить режущие полотна на 4 вида: по работе с камнем, металлом, древесиной и материалами синтетического происхождения. Чтобы выбрать нужный тип ленты правильно, нужно обращать внимание не тот, для которого она предназначена. Это позволит при эксплуатации изделия выполнять рез качественно, без скалывания и трещин. Здесь стоит отметить главный принцип: чем плотнее сплав пилящей кромки, тем более твердым должно быть сырье заготовки.
Например, когда полотно покупают для работы с заготовками из титана либо никелевого сплава, то стоит выбирать кольцевые ленты ТСТ. Если мастер работает на оборудовании по резу высокоуглеродистой стали, покупать нужно полотно из композитного сплава. Чтобы резать низкоуглеродистые стальные детали, нужно покупать биметаллические ленты. Когда планируется резать долго, работая с жаростойкими стальными сплавами, имеет смысл покупка полотен SP.


Рейтинг производителей
Современный рынок ленточнопильного оборудования переполнен предложениями на любой вкус и кошелек. Среди иных вариантов можно отметить несколько брендов, чьи изделия востребованы у покупателей.
- Fimar – итальянский производитель качественных ленточных пил и полотен с высокими качественными и эксплуатационными характеристиками.
- Lenox – марка, производящая режущие ленты с защитным покрытием Armor на основе нитрида алюминия и титана.
- Wikus – один из лидеров в своем сегменте с многолетней практикой, выпускающий широкий ряд полотен для ленточнопильных станков.
- Forezienne – компания, выпускающая полотна на основе обогащенной руды. В процессе изготовления полотен осуществляется закалка и отпуск, горячий и холодный прокат.
- Lennartz – изготовитель инструментария для распиловки различных по твердости материалов, производит ленты из композитных сплавов.
- Arntz – производитель со специализацией на твердосплавных полотнах, известен на рынке порядка 200 лет.


Выбор
Несмотря на то что внешне конструкция ленты кажется простой, она имеет немало отличительных признаков, которые указывают, с какой задачей полотно справляется лучше и для чего предназначено. К ним относят количество и форма зуба, а также скорость резки и вариант разводки.


Число и габариты зубьев
Присматривая полотно для ленточнопильного станка, нужно обращать внимание на количество зубьев со стороны режущей кромки. Оно неслучайно, так как от этого зависит ровность распила. Чем их больше, тем легче сделать ровный рез детали с толстыми стенками. Если же плотность зубьев невелика, то это отражается на рабочей нагрузке, подаваемой на детали (она снижается). Когда режущих зубцов очень много, в процессе работы происходит распределение напряжения на всю площадь полотна.
Что касается размера зубьев, то здесь все просто: чем они меньше, тем меньше глубина пропила. Например, если полотно имеет маленькие режущие кромки, им лучше работать преимущественно с тонкостенными листами. Зубья стандартного размера предназначены для работы преимущественно на тонких заготовках. Такие полотна можно использовать, если нужен фигурный рез. Когда необходим глубокий пропил, имеет смысл купить вариант с крупными зубьями.


Здесь не все так просто: чтобы купить верный вариант, нужно соотнести шаг с параметрами ответной части на самом станке. Здесь можно учесть, что полотно с крупным и постоянным шагом выпускают для реза небольших тонких деталей (редкие зубья не справятся с большой толщиной). Если нужно разрезать большой лист, стоит покупать ленту, зубья которой расположены близко друг к другу. В случае работы с мягким материалом целесообразно приобретать ленту, зубцы которой переменны.
Шаг может быть не только постоянным, но и переменным. Чтобы не запутаться при покупке, нужно обращаться к квалифицированным продавцам, требуя инструкцию к конкретному изделию. Как правило, современная номенклатура изделий предусматривает наличие инструкций по выбору шага зубьев для разного вида проката (например, профилей, листов, труб).


Разводка
В зависимости от типа полотна для ленточной пилы зубья у нее могут располагаться по-разному. Они имеют небольшое отклонение в стороны относительно плоскости самой кольцевидной ленты. Именно от разводки зависит качество реза и степень вибрирования во время работы с тем или иным материалом. Кроме того, от этого зависит и скорость стачивания самого инструмента.
Развод может быть стандартным, групповым и волнообразным. При стандартном варианте зубцы располагаются попеременно в обе стороны, а третий – смотрит в центр. Полотно с данной разводкой используют для распила габаритных секций из металла на горизонтальном оборудовании, а также для контурного пиления и реза сырья на станках, оснащенных вертикальной подачей.


В групповом режущем профиле зубья смотрят попеременно вправо и влево. Скорость вращения такого полотна больше (в сравнении с иными аналогами). К тому же оно не создает колоссальных нагрузок на обрабатываемые детали и отличается высоким качеством реза. В волновом разводе зубья смотрят попеременно в обе стороны, но при этом в каждую сторону может смотреть сразу несколько элементов. Такая разводка актуальна для реза тонких материалов и маленьких заготовок.
Скорость резки
Степень полезности полотна для решения запланированных задач зависит от скорости реза и подачи. И здесь придется отталкиваться от типа обрабатываемого материала. Чтобы подобрать верный вариант, нужно отталкиваться и от выбора конкретного производителя, поскольку каждый зуб должен спиливать с обрабатываемой заготовки стружку конкретной толщины. Полотно подбирают, исходя из особенностей ленточнопильного оборудования, так как каждый станок имеет свою скорость реза и подачи материала.


В целях обеспечения эффективной работы станка необходимо следить за его устойчивым положением, выравнивая оборудование в горизонтальном положении. Перед тем как приступить к работе, нужно удостовериться в правильности направления режущей ленты. Также нужно убедиться в отсутствии неисправностей и дефектов, проверить натяжение полотна. Пилить материал можно только тогда, когда он плотно зажат тисками.
Если нужно поменять ленту, делают это при выключенном из сети агрегате. Сначала ослабляют натяжение полотна, снимают штифт, выставляющий высоту стола, убирают вкладыш рабочего стола. После этого ослабляют установочные винты, за счет которых крепят направляющие блоки. После этого поворачивают рукоять микрорегулировки, сдвигая подальше подшипник опоры.


Ослабляют винт, держащий нижний узел направляющих, а также опорного подшипника. Узел сдвигают подальше. Далее ослабляют винты направляющих, добиваясь достаточного зазора. После этого, надев перчатки, осторожно снимают ленту с приводных колес. Ее сразу убирают подальше, доступные внутренние поверхности агрегата чистят от стружки, используя пылесос цеха.
Проверяют подшипники, доступные элементы оборудования. После этого ленту протягивают в паз рабочего стола, надевая его на верхнее и нижнее приводное колесо. Зубцы пильной ленты должны смотреть в пол, а сама кромка при этом располагается в защитном пазу (слева от рамы оборудования). Натягивать его нужно посредством ручки натяжения.


Расположение должно быть примерно по центру колес. При необходимости выполняют регулировку, настраивают наклон, после этого надежно затягивают установочный винт. Далее выполняют настройку нижнего опорного узла, верхних твердосплавных направляющих, возвращают вкладыш и штифт на свои места. После этого закрывают дверцы приводных колес и подключают станок.
О том, как выбрать и настроить полотно для ленточной пилы, смотрите в следующем видео.
Читайте также: