Полуавтомат не проваривает металл
Обновлено: 28.09.2024
Здравствуйте, совсем недавно освоил сварку! варю в бытовых условиях в гараже или подвале.
начал с обычного инвертора, теперь пробую полуавтоматом с углекислотой Co2. Надо сварить короб из листовой стали толщиной 3мм.
в моем полуавтомате ролик с двухсторон имеет две канавки под 0.8 и 1.0 мм проволоку. но говорят можно поставить другой ролик и смогу варить более толстой проволокой.
вопрос получится ли 1мм проволокой сварить металл 3мм? или надо купить ролик под более толстую проволоку?? какой по толщине металл можно варить 1мм проволокой?
Диаметр проволки выбирается прежде всего от возможности аппарата. Для ф 1.2 минимум 250А. А ф 1 мм можно тройку заварить. и 0.8 можно.
Бармалея старший брат
0,8 проволока варит толщины от 0,8 до 6
1,0 - от 1,5 до 15
1,2 - от 4 до 25 мм
И это при нормальных стабильных режимах, а так же зависит от возможности настроек самого аппарата.
На практике разбег куда больше. Так что варите спокойно и 0,8 и 1,0 Просто перед сваркой на обрезках подберите нужный режим, чтоб было хорошее проплавление и не прожигало, и в "добрый путь"
Я 1,0 проволокой спокойно сваривал и 24мм пластины.
Диаметр проволки выбирается прежде всего от возможности аппарата. Для ф 1.2 минимум 250А.
И какому утверждению верить?
У Пикомига 180 пульс максимум 160 ампер и в джобе проволока 0.6-1.2 мм.
Своих не бросаем. Пленных не берем.
Что бы заморачиваться на ролики и 1.2 проволку нужно хотя бы 5-8 мм постоянно варить . Ну швеллер там 14, уголок 75 прочае тяжелые железяки. Току для них нада многа. Как то так. Ампер 250 так и то маловато будет, 400 сам раз Можно, не вопрос, только зачем? Заточен под 1 мм -и нечего мешать железу работать.
Вторая цитата вообще к сварке железок не относилась, ибо про чугунину там терли
Плюс ко всему, обзавевшись 1.2 проволкой всякие ржавые железяки в гараже-подвале варить будет тяжко, потребуется смена проволки и вообще случится процесс перенастройки аппарата. Вопрос: Зачем?
Вот сочинитель На 400 амперах 1.2 мм проволокой листовой металл в 10 мм прожигается насквозь через три секунды, проверено лично.
0.8 проволока, аппарат ПДГ-160.Он и брался то в основном для работы с машинами по кузовщине.
До тройки мощности хватает за глаза.Все что толще-электродом-мне так проще.Есть ли смысл варить толстую сталь п\а то?
А ПВ?
правильно, я думаю, синегерика на фроне выставляет. я пока привык, что вылет больше держать надо- не мог ваще вьехать, клял неметчину и их режимы почитал книжку- а вон оно чё оказывается.
Я вообще от меньше 1.2 избавился и в запасе не держу принципиально, что бы со всякими глушителями и коробами мозг не выносили. Ну конечно , при наличии желания, и соответсвующей мотивации можно 2 мм заварить, прекрасно варит, но у мну принципиально-тоньше 4.5 мм аппарат большой, не берет.Проволка толстая, прожигает. Ибо на толстом и деньги потолще
Для п/а вполне хватит 250 Амп. при 100%, для ТИГ 350 Амп. при 100%, для ММА 200 Амп при 100%(если не применять в качестве резака), но это под мои условия работ и они могут принципиально отличаться от ваших(в смысле не только твоих).
Почему полуавтомат плохо варит

Нередко при сварке полуавтоматом шов получается плохим, а проволока, то и дело прилипает к металлу. Если токовых клещей нет, чтобы проверить ампераж, то можно попробовать заменить газ для сварки или использовать проволоку меньшего диаметра.
Очень часто именно китайские полуавтоматы страдают данной проблемой. Эти аппараты ну никак не хотят выдавать заявленный производителем сварочный ток, и тогда приходится действовать в обход инструкций.
Почему полуавтомат плохо варит. Что можно сделать?
В первую очередь попробуйте измерить напругу, выставьте её на максимум, а подачу проволоки на минимум. Очень часто многое зависит от напряжения в гараже. Если оно меньше 220 Вольт, то плохой китайский полуавтомат варить нормально не будет. Точнее он будет пытаться нагревать сварочную проволоку, но та так и останется прилипшей к металлу, лишь немного покраснев.

Также стоит всё-таки проверить, какая именно полярность выставлена. Кроме того, не лишним будет посмотреть, куда именно подключены провода. Очень часто начинающие сварщики допускают ошибки именно на этапе подключения полуавтомата. В результате этого они подключают провода на режим сварки «без газа» и пытаются при этом варить углекислотой.
Проблемы при сварке порошковой проволокой
Сварка порошковой проволокой востребована в тех случаях, когда нет газа. Но и с ней, как оказывается, время от времени, возникают различного рода проблемы. Самая частая проблема связана с тем, что полуавтомат «плюётся», плохо или вообще не проваривает металл. Порошковая проволока просто прилипает к поверхности металла и оставляет на ней окалины.

В первую очередь нужно возвратиться ко всем предыдущим причинам. То есть, проверить напряжение в сети, поиграть с настройками, поменять полярность, и, конечно же, досконально изучить инструкцию производителя сварочного полуавтомата. Возможно, именно в неё и получится отыскать те многочисленные ответы на свои вопросы. Никогда нельзя лениться и просто откладывать инструкцию в сторону.
Итак, проблем, когда сварочный полуавтомат «плюётся» может быть несколько:
- Во-первых, заедание проволоки;
- Во-вторых, плохой газ;
- В-третьих, неподходящая для сварки проволока или неправильно выставленная полярность;
- В-четвёртых, отсутствует или плохой контакт проволоки с носиком горелки;
- Проблемы с напряжением питания или со сварочным током.
Однако чаще всего проблема оказывается именно в неподходящей или плохой по качеству сварочной проволоке. Поэтому прежде чем осуществлять ремонт полуавтомата, следует в первую очередь попробовать поменять проволоку на другую, более дорогую и качественную. Если дело именно в ней, то полуавтомат будет варить как новенький.

Ну и, конечно же, стоит попробовать при наличии данной проблемы полностью отключить газ. Если проблема не исчезнет, то есть, полуавтомат так и будет продолжать «плеваться», то нужно искать решение в другом месте.

Всем спасибо за внимание. С вами был сайт «Сварка полуавтоматом». Подписывайтесь, ставьте лайки, и удачных вам выходных дней. Пока, пока.
Полуавтомат искрит, но не варит, что делать?

За последнее десятилетие полуавтоматическая сварка стала не только популярной, но и доступной для всех. Сегодня можно купить недорогой полуавтомат, и даже отказаться от использования газа, отдав предпочтение порошковой проволоке для сварки.
Однако, к сожалению, при неправильном использовании или заводском браке, полуавтомат отказывается варить. Это и неудивительно, ведь по своей конструкции это сложный прибор с микросхемами, преобразователем и другими, не менее важными элементами.
Сегодня будет рассмотрена такая проблема, при которой полуавтомат искрит, но не варит. На самом деле проблема весьма распространённая, и не многие знают, как, где, и что искать.
Самая частая поломка бюджетных полуавтоматов связана с отсутствием нормальной и стабильной сварочной дуги. Вроде бы и проволока подобрана подходящая, и ток выставлен правильно, однако все равно, при контакте с металлом дуга появляется лишь на доли секунды и тут же гаснет. В результате этого появляются лишь искры, но полуавтомат не варит.

В первую очередь рекомендуется начать с маломальского осмотра кабелей. Нередко проблему можно отыскать именно здесь. Очень часто проблему с кабелями не удаётся обнаружить визуальным путем, тогда рекомендуется использовать заведомо рабочие или новые кабели, чтобы убедиться в том, что проблема с искрением полуавтомата не связана именно с ними.

Если и после этого полуавтомат искрит, но не варит, то, скорее всего, причина кроется в преобразователе или вздувшихся электролитических конденсаторах на плате. Если полуавтомат уже давно не на гарантии, то можно попытаться самому добраться до платы и проверить, нет ли на ней вздувшихся электролитических конденсаторов. В случае обнаружения, конденсаторы нужно заменить на аналогичные или же подходящие по параметрам.
Что делать, если полуавтомат сам отключается
Очень часто возникает и такая проблема, которая приводит к отключению полуавтомата через определённый промежуток времени. Точнее сказать, это не проблема, а защита от перегрева, которая срабатывает в полуавтомате при достижении в нем критической температуры.

Однако часто такое выключение происходит сразу же после работы полуавтоматом, буквально через несколько минут. В таком случае причина кроется, скорее всего, в том, что полуавтомат сильно перегревается из-за образовавшихся загрязнений внутри. В первую очередь следует прочистить вентилятор и вентиляционные отверстия в полуавтомате, после чего проверить, не исчезла ли проблема с преждевременным выключением.

Ну и нельзя забывать о том, что проблемы могут быть самыми разными, в том числе и банальными, связанные с оплошностью сварщика. Если выбрана неподходящая проволока или выставлены неправильные параметры сварочного тока, то полуавтомат, также будет искрить. В общем, при рассмотрении данной проблемы нужно принимать во внимание абсолютно все нюансы.
Ошибки при сварке полуавтоматом

Очень часто при работе с полуавтоматом начинающие сварщики допускают ряд серьёзных ошибок, в результате чего шов получается пористым и высоким. Также во время сварки полуавтоматом начинает рваться проволока, наплавленный металл разбрызгивается и не сваривается с основным.
Ниже представлены вашему вниманию самые распространённые ошибки при сварке полуавтоматом.

Многие из них связаны с неправильными настройками полуавтомата, в результате чего скорость подачи проволоки слишком медленная или наоборот, слишком большая.
Неподходящий вольтаж и скорость подачи проволоки
Первая ошибка, она связана с неправильными регулировками сварочного полуавтомата. Данная ошибка приводит к тому, что сварочная дуга начинает «блуждать». При слишком высоком сварочном токе, вы обязательно столкнётесь с такой проблемой как перегрев горелки полуавтомата.

Что же касается заниженных значений сварочного тока, то проволока будет все время наслаиваться, образуя тем самым непровар. Чем характеризуется непровар и другие дефекты сварных соединений, можно узнать из статьи ошибки при сварке аргоном. Там также, практически все те же причины и проблемы приводят к возникновению различного рода дефектов, как и при сварке полуавтоматом.
Неподходящая горелка для полуавтомата
Наверняка многие сталкивались с такой неприятностью, как перегрев горелки полуавтомата. Происходит данная проблема чаще всего из-за того, что используется неподходящая горелка для сварки в среде защитного газа. Например, приходится варить током в 300 Ампер, а горелка предназначена для сварки током в 200 Ампер.
В результате этого, а также когда происходит злоупотребление продолжительностью сварки полуавтоматом, и может наблюдаться перегрев горелки. Поэтому нужно использовать только подходящие горелки для полуавтоматов по амперажу. Также не допустить перегрев горелки полуавтомата способна смена защитного газа.

Например, чем больше будет в составе защитного газа аргона, тем меньше будет охлаждение. Но большая концентрация аргона чаще всего используется для того, чтобы уменьшить разбрызгивание металла при сварке полуавтоматом.
Слишком длинный или короткий направляющий рукав
Большое количество ошибок при сварке полуавтоматом у начинающих приходится и на неправильно выбранную длину направляющего рукава. В результате этого направляющий рукав начинает сжиматься и разжиматься как пружина, из-за чего происходит сильная вибрация газовой горелки.

Само собой разумеется, что сильная вибрация горелки полуавтомата мешает варить качественные швы. Поэтому при монтаже направляющего рукава обязательно нужно убедиться в том, что при работе полуавтомата не происходит его деформаций, а сварочный кабель лежит максимально ровно. Всегда следует избегать скручиваний и перегибов кабелей.
Борьба с косяками (Ужасная сварка, непровары и обретение новых навыков — сварка полуавтоматом)










Отец его настраивал на слух. Я таким талантом не обладал, поэтому пришлось искать ему замену.
В итоге вычитал, что самым удобным для контроля подачи углекислого газа является ротаметр. Собственно на следующий день за ним и отправился. Купил последний в наличии, в обычной картонной упаковке и без инструкции, — ну а что взять с дилетанта в этом деле (это я о себе)… Приехал, установил, начал настраивать.
При выставлении указанных в интернете 10-13 л/мин обратный клапан начал пропускать газ. Думаю, косяк в клапане (стоял "Клапан электромагнитный (холостого хода)" от "классики").

Купил новый клапан, поменял. Проблема осталась. Раз дело не в клапане, значит в ротаметре, — логично?! Логично =). Наверное он неправильно показывает, поскольку были подозрения, что это дитя китайской подвального производства…
Поехал в магазин, с директором вышел разговор на повышенных, причём дерзить мне он начал первым. Немного осадив его, мы поговорили по душам и он предложил мне заменить автомобильный клапан на итальянский, заверив, что проблема в нём. Ударив по рукам, и приобретя клапан я поехал внедрять чудо итальянской технологии.

Новый клапан стал держать давление, но этот чудо ротаметр как-то не очень хотел со мной ладить, — не получалось у меня его настроить. В итоге я поехал менять его на нормальный ротаметр в заводской упаковкой и инструкцией. Долго они препираться не стали, поскольку я кого хочешь достану =[]. Счастливый поехал домой.
Установив, дело закипело.
Ненужную пластину поддомкратника использовал как тренировочную деталь.

Её я проварил полностью с двух сторон, пока настраивал полуавтомат.


Худо-бедно, но начало получаться.
Первым делом, вооружившись гравёром, начал вычищать тот срач сварной, на мототном щите

Затем заварил новые непровары, и те, которые ранее были замазаны шпаклей при при первом ремонте этой машины.


Гравёр конечно творит чудеса. Без него можно было бы даже не заморачиваться с восстановлением.



Параллельно с этим доварил и обработал шов, в том месте, где был вварен кусок рамки лобового стекла.


Доварил непровары на рамке лобового, — они тоже была замазаны шпаклей… рука лицо :(


Решил даже видео добавить, как я поварил рамку лобового)
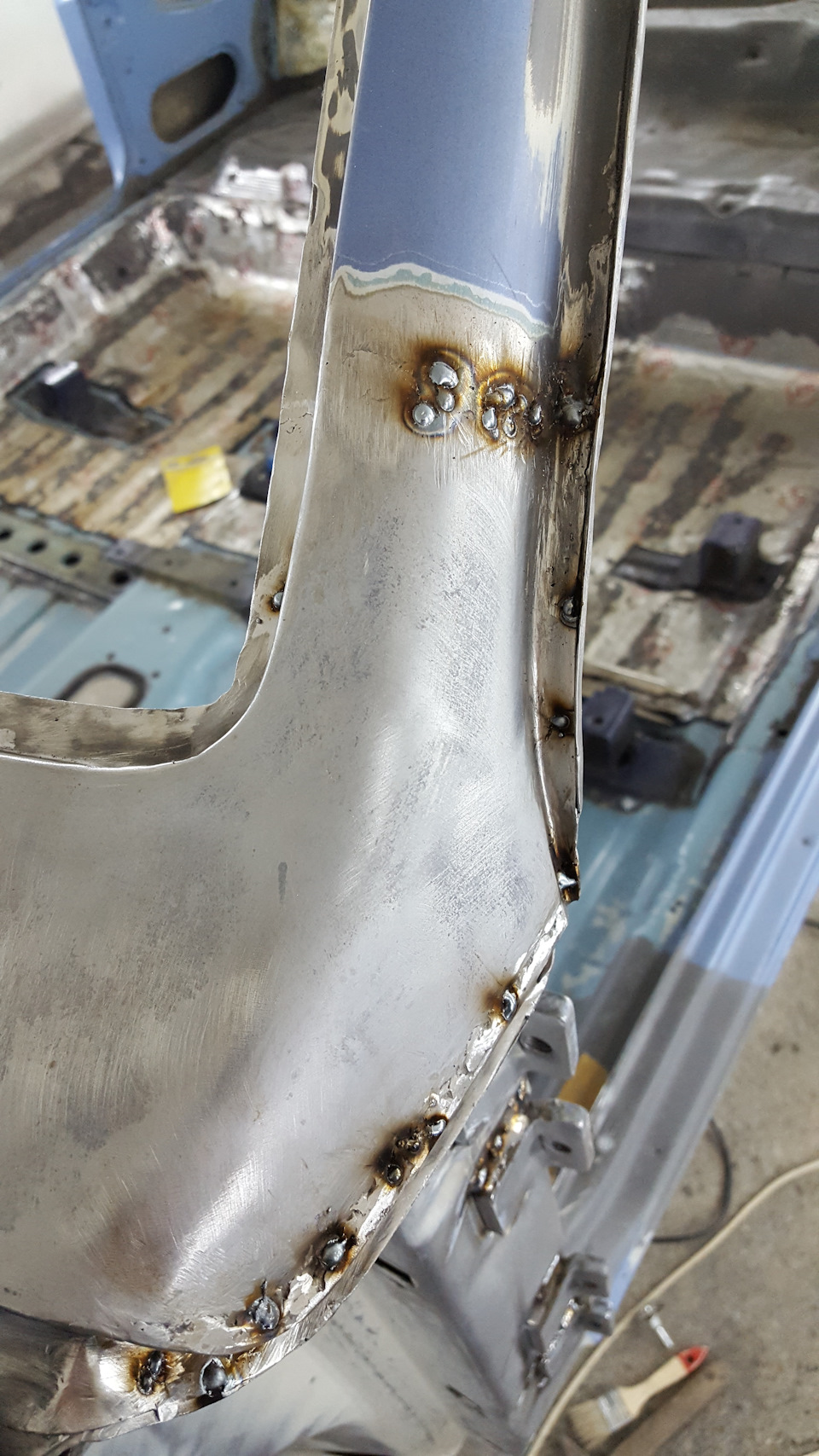
Сварка усложнялась тем, что машина в своё время была очень хорошо обработана антикорром, и когда я начинал варить, то антикорр в зазорах разогревался и начинал течь, а это приводило к разбрызгиванию сварки и тому, что металл просто прогорал, но не варился. Приходилось его вымывать оттуда узкой жёсткой кисточкой смесью бензина и растворителя. И так практически по всем швам со стороны салона машины. В общем, на заваривании этих непроваров я и научился варить =D.
По поводу того, зачем я так подробно всё расписал. Во-первых, конечно хочется рассказать, сколько труда было вложено в эту машину, а во-вторых, это уберечь многих от ненужной работы и сохранения своего драгоценного времени. В моём случае, я приобрёл очень много знаний, умений и опыта, и хочу как-то связать свою жизнь с автомобилями, помимо основной профессии. Но должен заметить:у меня было место, где проводить эти работы; оборудование, хотя многое приходилось ремонтировать, модернизировать, покупать новый инструмент и оборудование. А на всё это уходило ооочень много времени (!).
В общем, неизвестно куда приведут ваши начинания. Могут и пользу принести, а могут просто отнять у вас время и средства, а результат будет посредственный. Поэтому взвешивайте все за и против, прежде, чем окунуться во что-то с головой.
Если кто-то осилил, и дочитал до конца, — жму руку! Постараюсь не затягивать со следующей записью, но всё упирается во время. Всем спасибо и до скорого!
Читайте также: