Получение порошков металлов методом распыления
Обновлено: 28.09.2024
Распыление расплава является относительно простым и дешевым технологическим процессом производства порошков металлов с температурой плавления примерно до 1600 ºС. Наиболее распространено распыление газовым потоком.
При такой схеме распыления на свободно истекающую струю металлического расплава направлен под углом к ее оси кольцевой газовый поток, создаваемый соплами, как бы охватывающими струю металла. В месте схождения всех струй газового потока, называемом «фокусом распыления», происходит разрушение струи расплава в результате отрыва от нее отдельных капель. На средний размер и форму образующихся частиц влияют мощность и температура газового потока, диаметр струи, температура, поверхностное натяжение и вязкость расплава. Кроме того, очень важно, в какой среде производят распыление, а также конструктивное оформление форсуночного устройства. В качестве газа используют инертный газ (азот, аргон, гелий) или воздух.
Получение металлических порошков из расплава основано на нарушении сплошности потока (струи) жидкости с первичным образованием прядей или капель под действием различных источников возмущений и их последующем разрушении (диспергировании) на дисперсные частицы энергоносителем. В настоящее время имеется много технологических способов диспергирования металлических расплавов, отличающихся схемами процесса и видом применяемого энергоносителя.
Многообразные технологические схемы по диспергированию металлических расплавов можно разделить на два основных вида:
К центробежным относят разрушение вращающимися дисками (турбинками) и с цилиндрами с отверстиями (центрифугирование), через которые вытекает жидкость, дугой вращающегося плавящегося расходуемого электрода и др..
К форсуночному распылению металлических расплавов относят схемы с вертикальным расположением газовых или жидкостных форсунок и горизонтальным расположением газовых форсунок как одноструйных, так и многоструйных. К этим же схемам по принципу диспергирования расплавов можно отнести электрометаллизационный, плазменный (с «холодной плазмой»). Вне этих схем находятся методы: ультразвуковой, электроимпульсный, детонационный, с применением электромагнитного поля, электронного испарения – ионного или лазерным лучом.
Основные схемы форсуночного распыления жидких металлов и сплавов, имеют вертикальное или горизонтальное расположение форсуночных устройств. Наибольшее практическое применение при изготовлении порошков из расплавов распылением газами или жидкостями высокой энергии в промышленных масштабах получила схема с вертикальным расположением форсуночного устройства.
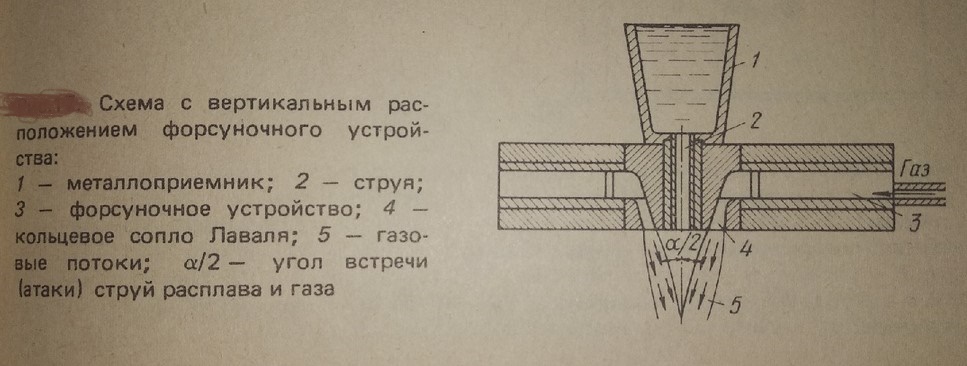
Схема с вертикальным расположение форсуночного устройства: 1- металлоприемник; 2- струя; 3- форсуночное устройство; 4- кольцевое сопло Лаваля; 5- газовые потоки; α/2 угол атаки струй расплава и газа
Применение высокотемпературных электропечей вакуумной плавки, плавки под защитными газами обеспечивает возможность получать расплавы жаропрочных и качественных сплавов высокой чистоты по примесям внедрения, с оптимальными физическими и технологическими свойствами (жидкотекучестью). Такие высокоперегретые расплавы характеризуются высокой склонностью к распылению на дисперсные частицы с различной формой: сферической, осколочной. Схема позволяет в широких пределах изменять скорости охлаждения жидких частиц путем применения специальных хладоагентов, подаваемых в зону охлаждения и кристаллизации частиц (микрослитков), свободного полета жидких частиц и получать более дисперсные микрослитки. Изменением условий теплообмена жидких частиц можно изменять скорость охлаждения с ℃/с и получать структуры переохлажденных жидкостей (так называемы амортизированные структуры). По указанной схеме в серийных масштабах получают порошки коррозионностойких и инструментальных сталей, жаропрочных сплавов на основе Ni и Cr, ферросплавов, магнитных сплавов и пр.

Схема с вертикальным расположение форсуночного элемента многоструйного распыления: 1- струя расплава; 2- трубопроводы; 3- отверстия Лаваля; α/2 – угол атаки струй расплава газовым энергоносителем

Распылительные форсунки: а- со сплошной кольцевой щелью; б- со щелью типа сопла Лаваля; в и г- со сплошной кольцевой щелью конструкции ИНМ АН УССР; 1- наружная полость; 2- внутренняя полость; 3- кольцевая щель; 4- сливной стакан;
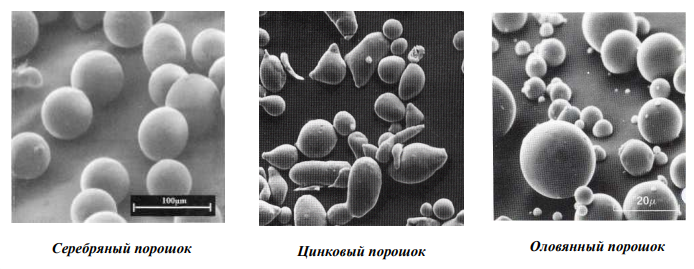
При распылении инертным газом, форма частиц получаемого порошка всегда сферическая, иногда с прилипшими частицами – «спутниками». Сферическая форма обеспечивает более высокую плотность паковки и хорошие свойства текучести. Если используется воздух, то форма частиц зависит от оксидных характеристик. Например: порошки из латуни и алюминия – неправильной формы, а медные порошки почти сферические. При использовании инертных газов можно свести к минимуму окисление. Однако, существуют ограничения для таких металлов и их сплавов как Al и Mg, у которых оксидные пленки трудно, а иногда и опасно удалять. В результате же распыления воздухом получают значительное окисление. Но и при распылении инертным газом в камере распыления всегда присутствуют пары воды, создающие окислительную атмосферу. В связи с этим частицы порошка загрязнены кислородом, азотом и водородом. Для улучшения свойств и удаления указанных примесей порошки, как правило, подвергают отжигу в восстановительной атмосфере.
Форма частиц порошков под микроскопом, полученные при распылении инертным газом
Технология изготовления порошковых сплавов
Процесс изготовления деталей из порошковых материалов заключается в получении порошка исходного материала, составлении шихты, прессовании и спекании изделий. Каждая из указанных операций вносит свой существенный вклад в формирование конечных свойств порошковых изделий. На практике возможны отклонения от приведенной типовой технологической схемы получения порошковых материалов, которые могут выражаться в совмещении операций прессования и спекания (горячее прессование), спекании свободно насыпанного порошка (отсутствует операция уплотнения), проведении дополнительной обработки (калибрование, механическая и химико-термическая обработка) и др.
Методами порошковой металлургии получают:
твердые сплавы для изготовления режущего, бурового, волочильного инструмента, а также деталей, подвергающихся интенсивному изнашиванию;
высокопористые материалы для изготовления фильтров, используемых для очистки жидкостей от твердых включений, воздуха и газа, от пыли и т. д.;
антифрикционные материалы для производства подшипников скольжения, втулок, вкладышей и других деталей, работающих в тяжелых условиях эксплуатации;
фрикционные материалы для получения деталей узлов трения, сцепления и тормозных систем машин;
жаропрочные и жаростойкие материалы для производства изделий, работающих в условиях высоких температур и в сильно агрессивных газовых средах;
материалы сложных составов (псевдосплавы) для изготовления электрических контактов, которые получить другими способами невозможно;
магнитные материалы для изготовления постоянных магнитов, магнитоэлектриков, ферритов и т. д.
2. Технология производства металлических порошков
Получение металлических порошков является важнейшей операцией технологического процесса изготовления деталей из порошковых материалов, от которой зависят их основные свойства.
В настоящее время существуют различные методы изготовления порошков, каждый из которых обеспечивает определенные их характеристики. При выборе способа получения порошка учитывают достигаемый уровень его свойств и стоимость.
Металлические порошки различаются как по размерам (от долей микрометра до долей миллиметра), так и по форме и состоянию поверхности частиц.
Все известные способы производства порошков условно разделяют на механические и физико-химические.
Механические методы получения порошков — дробление и размол, распыление, грануляция — характеризуются переработкой материалов в порошок практически без изменения их химического состава.
Физико-химические методы —восстановление, термическая диссоциация карбонильных соединений — отличаются тем, что получаемый порошок по химическому составу существенно отличается от исходного материала.
Иногда с целью повышения экономичности процесса или улучшения характеристик материала применяют комбинированные методы получения порошков. Так, при распылении расплавленный металл сначала гранулируют, а затем отжигают в защитной среде водорода. При электролизе получают плотные, но хрупкие продукты, которые затем размалывают.
Наибольшее промышленное распространение получили методы изготовления порошков путем восстановления оксидов и других соединений металлов, распыления и др.
В США, Японии, Англии и Италии, являющихся крупными производителями и потребителями металлических порошков, около 55 % их производят методом восстановления, а остальную часть методом распыления.
Ежегодно в мире производится примерно 600. 650 тыс. т металлических порошков.
Механические методы получения порошков основаны на измельчении частиц материала путем разрушения их под действием внешних нагрузок, преодолевающих внутренние силы сцепления в материале.
Механическое измельчение дроблением, размолом или истиранием целесообразно применять при производстве порошков хрупких металлов и сплавов: бериллия, сурьмы, хрома, марганца, ферросплавов и др. Размол пластичных металлов затруднен, так как под действием внешних нагрузок они в основном деформируются, а не размельчаются.
Дробление металлов производят в щековых, валковых, конусных дробилках и бегунах. Продукты дробления— частицы размером 1. 10 мм. Они являются исходным материалом для последующего измельчения в шаровых вращающихся, вибрационных или планетарных центробежных, вихревых и молотковых мельницах.
Шаровая мельница (рис. 1) состоит из стального барабана 1, в который загружаются размалывающие шары (стальные, чугунные или изготовленные из твердых сплавов) и обрабатываемый материал 2. Коэффициент заполнения барабана шихтой и шарами составляет 0,4. 0,5. При вращении барабана шары поднимаются в направлении этого вращения, а затем падают или скатываются вниз и дробят материал. Для облегчения размола его производят при низких температурах с введением поверхностно-активных веществ, создающих расклинивающие усилия в микротрещинах частиц. Частицы порошка, полученные размолом, имеют вид неправильных многогранников, листочков или завитков размером 0,1. 3 мм.
Разновидностью шаровых мельниц является так называемое аттриторное устройство. Размалываемые тела загружают в емкость, внутри которой вращается мешалка. Лопасти мешалки обеспечивают циркуляцию размалываемых тел и истирание материала, а наличие рубашки охлаждения позволяет вести процесс непрерывно. В результате размола получают порошки с более равномерным распределением частиц по размерам, чем в обычных шаровых мельницах. Аттриторы весьма эффективны для приготовления ультратонкой порошковой смеси.
Вихревая мельница (рис. 2) состоит из кожуха 1, в котором с частотой 3000 об/мин вращаются в противоположных направлениях пропеллеры 2. Материал, загруженный в бункер, захватывается воздушными потоками и дробится при соударении частиц на более мелкие частицы. Процесс протекает более интенсивно, чем в шаровых мельницах. Получающиеся частицы порошка размером 50. 200 мкм имеют тарельчатую форму.
Работа вибромельницы основана на воздействии на измельчаемый материал стальных шаров и цилиндров при совершении барабаном круговых колебаний высокой частоты. Процесс отличается большой производительностью и применяется для производстватонких порошков из малопластичных материалов (твердых сплавов, оксидов металлов и др.).
Недостатками механических методов получения порошков является загрязнение последних продуктами истирания шаров и барабана, их высокая стоимость и относительно низкая производительность процессов.
Получение порошка методом распыления связано с распылением расплавленной струи металла в среде воздуха, инертных газов или при ударах лопаток вращающегося диска. Распылением получают порошки алюминия, свинца, цинка, олова, никеля, латуни, чугуна, железа и др.
Метод грануляции состоит в том, что расплавленный металл льют в жидкость. Частицы порошка, полученного этим способом, имеют размер 0,05. 0,35 мм и форму, близкую к сферической. Одним из физико-химических методов получения порошков является восстановление оксидов и других соединений металлов.
Под восстановлением в порошковой металлургии понимают процесс получения металлов из их химических соединений путем отнятия неметаллической составляющей (кислорода и других элементов) при помощи восстановителя.
Методом восстановления получают порошки кобальта, вольфрама, молибдена, титана, меди, железа и других металлов. В качестве восстановителей применяют газы (водород, конвертерный, доменный, коксовый и др.) или твердые вещества (углерод, магний). Получение металлических порошков восстановлением является наиболее распространенным, высокопроизводительным и экономичным из рассматриваемых методов. В нашей стране разработан метод совместного восстановления смесей оксидов с металлическими порошками гидридом кальция. Этим способом получают порошки высоколегированных сталей и сплавов, обладающие рядом уникальных и ценных для промышленности свойств.
Электролиз водных растворов и расплавленных сред заключается в разложении водных растворов соединений выделяемого металла или расплавленных солей при пропускании через них постоянного электрического тока. Этим способом получают порошки олова, серебра, меди, железа, а также порошки редких металлов (тантала, тория, ниобия, циркония и др.) с дендритной формой частиц. Порошки отличаются высокой чистотой и хорошей прес-суемостью вне зависимости от степени чистоты исходного сырья. Стоимость порошков высока из-за больших затрат электроэнергии и низкой производительности процесса.
Методом диссоциации карбонильных соединений получают высококачественные дисперсные порошки железа, никеля, кобальта и других металлов со сферической формой частиц. Способ основан на способности металла при определенных условиях (высокое давление, повышенная температура) образовывать с оксидом углерода специфические химические соединения, называемые кар-бонилами: Fe(CO)5, Ni(CO)4 и др. Карбонилы неустойчивы при обычных условиях и легко разлагаются при нагревании до 200. 300 °С с образованием тонкого порошка металла и оксида углерода. Недостатком процесса является чрезвычайно высокая стоимость получения порошка.
Метод гидрогенизации основан на свойстве металлов резко повышать свою абсорбционную активность при нагреве до высоких температур. Измельчаемый губчатый металл загружают в реактор, через который пропускают водород. При нагреве до определенной температуры (300. 800 °С) происходит активное поглощение металлом водорода, в результате чего он становится хрупким и растрескивается. Порошок получают путем размола губки одним из механических способов и подвергают дегидрогенизации в вакууме при температуре около 800 °С. Данным методом получают порошки редких металлов: титана, урана, циркония и др. Недостаток способа — высокая хрупкость и низкая пластичность частиц порошков.
Получение порошка методом распыления
Метод грануляции состоит в том, что расплавленный металл льют в жидкость. Частицы порошка, полученного этим способом, имеют размер 0,05. 0,35 мм и форму, близкую к сферической.
Одним из физико-химических методов получения порошков является восстановление оксидов и других соединений металлов. Под восстановлением в порошковой металлургии понимают процесс получения металлов из их химических соединений путем отнятия неметаллической составляющей (кислорода и других элементов) при помощи восстановителя.
Электролиз водных растворов
Электролиз водных растворов и расплавленных сред заключается в разложении водных растворов соединений выделяемого металла или расплавленных солей при пропускании через них постоянного электрического тока. Этим способом получают порошки олова, серебра, меди, железа, а также порошки редких металлов (тантала, тория, ниобия, циркония и др.) с дендритной формой частиц. Порошки отличаются высокой чистотой и хорошей прессуемостью вне зависимости от степени чистоты исходного сырья. Стоимость порошков высока из-за больших затрат электроэнергии и низкой производительности процесса.
Метод диссоциации карбонильных соединений
Методом диссоциации карбонильных соединений получают высококачественные дисперсные порошки железа, никеля, кобальта и других металлов со сферической формой частиц. Способ основан на способности металла при определенных условиях (высокое давление, повышенная температура) образовывать с оксидом углерода специфические химические соединения, называемые карбонилами: Fe(CO)5, Ni(CO)4 и др. Карбонилы неустойчивы при обычных условиях и легко разлагаются при нагревании до 200. 300 °С с образованием тонкого порошка металла и оксида углерода. Недостатком процесса является чрезвычайно высокая стоимость получения порошка.
Метод гидрогенизации
Свойства металлических порошков
Металлические порошки характеризуются технологическими, физическими и химическими свойствами, основные из которых регламентируются ГОСТами и техническими условиями.
К технологическим свойствам порошков относятся: насыпная плотность, текучесть, прессуемость и формуемость.
Насыпная плотность — отношение массы свободно насыпанного порошка к занимаемому им объему. Чем крупнее частицы и правильнее их форма, тем больше насыпная плотность порошка.
Текучесть порошка определяется скоростью истечения его через отверстие заданного диаметра. Хорошая текучесть порошка необходима для быстрого и равномерного заполнения им пресс-формы.
Прессуемость порошков — это способность их уплотняться при формовании изделий в зависимости от давления. Формуемость порошка характеризуется способностью заготовок сохранять заданную форму после уплотнения порошка при минимальном давлении.
От технологических свойств порошков зависит их дозирование, заполняемость полостей пресс-форм, процесс прессования изделий и их усадка после спекания.
Физические свойства порошков характеризуются формой частиц, гранулометрическим составом порошков, их удельной поверхностью и микротвердостью частиц.
Форма частиц в зависимости от метода получения порошка может быть сферической, губчатой, осколочной, тарельчатой, дендритной, каплевидной.
Гранулометрический состав порошка отражает содержание в нем частиц определенных фракций.
Удельная поверхность порошка (точнее — удельная площадь поверхности) представляет собой отношение суммарной площади поверхности частиц порошка к его массе.
Микротвердость частицы характеризует ее способность к деформированию.
Физические свойства порошков существенно влияют на плотность, прочность и однородность свойств формуемых изделий, давление прессования, а также на процессы уплотнения и спекания порошковых материалов.
Химический состав порошка характеризуется содержанием в нем основного металла или компонентов смеси металлов, примесей, различных механических загрязнений и газов. Химический состав порошка зависит от метода производства и химического состава исходного сырья.
Контроль качества
Гранулометрический состав определяют ситовым методом, который основан на измерении массы фракций после механического разделения частиц по крупности с помощью механического набора сит. При выполнении измерений применяют:
· Весы лабораторные высокого класса точности
· Набор сит с сетками контрольной точности
· Встряхиватель, обеспечивающий частоту встряхиваний от 140 до 180 ударов в минуту.
Порядок выполнения измерений
Сита укладывают по возрастающему размеру ячеек, поддон помещают под ситами. Испытуемую пробу высыпают на верхнее сито и прикрывают его крышкой. Систему сит помещают на встряхиватель и включают его на 20 минут. Отдельные фракции удаляют из набора сит путем снятия самого крупного сита. Порошок, прилипший ко дну и обечайке сита, сметают мягкой щеткой в следующее более мелкое сито. Слегка постукивая сито, перебрасывают содержимое на одну сторону и высыпают на бумагу. После чего переворачивают сито верхней частью на бумагу и очищают. Фракцию взвешивают с погрешностью не более 0,01 г. Этот процесс повторяют с каждого сита и поддона. Сумму всех фракций регистрируют. Разницу между этой суммой и массой пробы прибавляют к массе фракции, собранной на поддоне.
Далее производится обработка результатов измерений. Необходимо вычислить массовую долю фракций по формуле:
| Где т1 - масса данной фракции, г. |
т - масса испытуемой пробы, г.
Результат измерения округляют до первого десятичного знака. Массовую долю фракций порошка менее 0,1% записывают: «
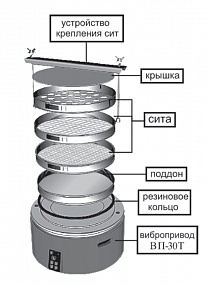
Схема сита с помощью которого производится разделение на фракции
Механические способы получения порошков

Метод наиболее эффективен, когда в качестве сырья для получения порошка используют отходы производства (обрезки, стружки). Этим способом можно получать порошок любого металла. Однако на практике он в основном используется для превращения в порошок губчатых осадков металлов, полученных электролизом или восстановлением газами, а также для измельчения хрупких металлов и сплавов.
С наибольшей эффективностью методы механического измельчения при-меняются, когда в качестве сырья для размола используются отходы производства (стружка, обрезки, скрап). Однако, иногда механический размол наиболее приемлем, даже если исходное сырьё не является отходами производства. На-пример, получение порошков из хрупких материалов (кремний, бериллий), по-рошков бронзы или легированных сплавов заданного химического состава.
В основе измельчения лежит ударное, скалывающее и истирающее действие так называемых мелющих тел, стенок измельчающих устройств и самой размалываемой массы. При дроблении твердых тел происходят упругие и пла-стические деформации, в процессе которых зарождаются и накапливаются микротрещины, приводящие к образованию новых поверхностей раздела и раз-рушению тел. Размолу легко поддаются хрупкие непластичные материалы
(кремний, марганец, различные тугоплавкие соединения). Значительно хуже поддаются размолу пластичные металлы (медь, цинк), которые при размоле расплющиваются и даже слипаются.
Общая схема получения порошков механическим измельчением обычно состоит из следующих операций:
- подготовка шихты, состоящая в предварительном грубом дроблении, по-лучении стружки, приготовлении сечки (малых кусков проволоки);
- измельчение шихты в различного вида мельницах;
- отжиг порошка для снятия наклёпа.
Для грубого дробления обычно используются щековые, молотковые, ко-нусные и валковые дробилки, которые ничем не отличаются от дробилок, при-меняемых в горнорудной промышленности. Размер частиц, получаемых после грубого дробления составляет 1 – 10 мм.
Окончательный размол и получение металлического порошка проводится в шаровых, вибрационных, вихревых, планетарных мельницах.
Простейшим аппаратом, используемым для получения тонких порошков, является шаровая мельница, которая представляет собой металлический цилин-дрический барабан, внутри которого находятся размольные тела, чаще всего стальные или твердосплавные шары, и измельчаемый материал. При вращении барабана с различной скоростью возможно различное движение шаров и, сле-довательно, несколько режимов измельчения (рисунок 47).
При небольшой скорости вращения барабана происходит скольжение шаров по поверхности вращающегося барабана (рисунок 47, положение 1). В этом случае материал истирается между внешней поверхностью массы шаров, которая ведёт себя как единое целое, и стенкой барабана. Эффективность размола при этом мала. Такой режим часто применяется при смешивании разнородных материалов.
При увеличении числа оборотов барабана шары поднимаются на некоторую высоту вместе с вращающейся стенкой барабана, вследствие трения шаров о стенку, и затем скатываются по наклонной поверхности массы шаров (рисунок 47, положение 2). Измельчение материала в этом случае происходит между поверхностями трущихся шаров. Интенсивность истирания материала увеличи-вается.
При ещё большем числе оборотов шары поднимаются на значительную высоту и падают вниз, производя дробящее действие, которое дополняет исти-рающее воздействие на материал (рисунок 47, положение 3). Это положение является наиболее интенсивным режимом размола.
При дальнейшем увеличении вращения барабана центробежная сила воз-растает, и шары начнут вращаться вместе с барабаном (рисунок 47, положение 4). При этом материал перестаёт измельчатся. Такая скорость вращения называется критической (Vкр).
Рассмотренные выше режимы измельчения характеризуются следующими оборотами барабана:
- режим скольжения при 0,2 Vкр;
- режим перекатывания при 0,4 – 0,6Vкр;
- режим наиболее интенсивного измельчения при 0,75 – 0,8 Vкр.
Приведённые соотношения справедливы при загрузки мельницы размалы-вающими телами в объёме 40 – 50% от объёма мельницы.
Соотношение между истирающим и дробящим действием шаров опреде-ляется отношением диаметра барабана (D) к его длине (L):
– при отношении D/L = 3 – 5 преобладает дробящее действие размольных тел;
– при отношении D/L ≤ 3 – истирающее.
На процесс измельчения большое влияние оказывает общая масса раз-мольных тел. Оптимальным является 1,7 – 2,0 кг. размольных тел на 1 л. объёма барабана мельницы.
Количество загружаемого на размол материала влияет на интенсивность измельчения и должно быть таково, чтобы заполнить объём зазоров между раз-мольными телами. Если материала будет больше, то часть его, не вмещающаяся в зазоры, измельчается менее интенсивно, так как в этом случае она не подвер-гается истирающему действию размольных тел. Кроме этого, уменьшается объём свободного пространства в барабане и затрудняется свободное падение размольных тел, что также снижает интенсивность измельчения. Практически соотношение между массами размольных тел и измельчаемого материала со-ставляет 2,5 – 3.
Чтобы интенсифицировать процесс размола, особенно при измельчении хрупких материалов, его проводят в жидкой среде, которая препятствует рас-пылению материала и обратному слипанию образующихся тонких частиц. Кроме того, проникая в микротрещины, жидкость создаёт большое капиллярное давление, что способствует измельчению. Количество жидкости при размоле должно составлять 0,4 л. на 1 кг. размалываемого материала.
Длительность размола составляет от нескольких часов до нескольких суток.
В порошковой металлургии в большинстве случаев используются шаровые мельницы с периодической загрузкой и разгрузкой. Могут использоваться мельницы с центральной разгрузкой через полую цапфу (рисунок 48, а), с тор-цевой разгрузкой через диафрагму, представляющую собой поперечную решетку, установленную у разгрузочного конца барабана (рисунок 48, б), или с периферической разгрузкой через щели в барабане и окружающее его цилинд-рическое сито (рисунок 48, в). Иногда применяются шаровые мельницы, работающие по замкнутому циклу совместно с классификатором, отделяющим недоизмельчённый продукт после выхода из мельницы и возвращающим его на повторное измельчение.
За последнее время в порошковой металлургии всё чаще стали использо-ваться вибрационные мельницы (рисунок 49), обеспечивающие тонкое измель-чение при минимальной затрате энергии посредством очень частых, но сравни-тельно слабых ударов по частицам материала. При этом возникают ударные, сжимающие и срезывающие усилия переменной величины, приводящие к уста-лостному разрушению частиц.
Дебалансный вал вибратора при вращении вызывает круговые колебания корпуса мельницы, загруженного на 75 – 90% размольными телами и измель-чаемым материалом. Корпус мельницы опирается на пружины, амортизирующие действия инерционных сил. Частота колебаний корпуса соответствует числу оборотов вала, которое составляет 1000 – 3000 об/мин. Размольные тела и измельчаемый материал, получая частые импульсы от стенок корпуса, совершают сложное движение. Под воздействием соударений, вращений и скольжений размольных тел материал интенсивно измельчается. При работе мельницы происходит непрерывная циркуляция размольных тел и измельчаемого материала.
Вибрационные мельницы могут работать периодически и непрерывно. Эффективность размола в них в несколько раз выше, чем в шаровых вращаю-щихся мельницах.
Для тонкого измельчения трудноразмалываемых материалов в настоящее время широко применяют планетарные центробежные мельницы, в которых в качестве размольных тел используются шары (рисунок 50). Основными элементами конструкции мельницы являются корпус-шкив с обоймами, основание и кожух. Корпус-шкив представляет собой сварную конструкцию с центральной осью, вокруг которой расположены шесть гнёзд для подшипников обойм и три для крепления осей промежуточных зубчатых колёс. На концах осей обойм расположены зубчатые колёса, соединенные с промежуточными зубчатыми колёсами, и противовесы, обеспечивающие более равномерное рас-пределение нагрузки на подшипники. Ось корпуса-шкива вставлена в сидение на неподвижном стакане центрального подшипника. На шпонке этого стакана укреплено неподвижное зубчатое колесо. Оси промежуточных зубчатых колёс в корпусе-шкиве закреплены неподвижно. Каждое промежуточное колесо со-единено с зубчатыми колёсами двух соседних обойм и передаёт им вращение от центрального неподвижного колеса.
Разлом материала осуществляется следующим образом. Приводится во вращение корпус-шкив, оси промежуточных зубчатых колес и обоймы. Закреп-лённые в обоймах барабаны вращаются вместе с корпусом-шкивом и одновре-менно вокруг своей оси. Во время вращения масса размольных шаров распола-гается около стенки барабана по сегменту, форма и положение которого не ме-няется во вращении. Кроме того, каждый шар движется по окружности, центром которой является ось барабана. Таким образом сложное движение шаров, сопровождается их перекатыванием, приводит к интенсивному измельчению материала за счет истирания и ударного воздействия сталкивающихся друг с другом шаров и частиц материала. По сравнению с другими шаровыми мельни-цами размол в планетарных центробежных мельницах осуществляется интен-сивней в сотни раз.
Для измельчения в порошок пластичных материалов используются вихревые мельницы, в которых предложен процесс, основанный на том принципе, что разрушающие удары производят сами частицы измельчаемого материала. При этом устраняются обычные загрязнения материалом шаров и стенок мельницы.
Мельница (рисунок 51) состоит из рабочей камеры, в которой расположены пропеллеры или билы, вращающиеся в противоположных направлениях при высоких, но обязательно равных скоростях. При этом создаются два противоположно направленных воздушных или газовых потоков, которые увлекают за собой частицы порошка. Сталкиваясь друг с другом, частицы из-мельчаются. Измельчаемый материал загружают в бункер, откуда он поступает в рабочую камеру, где размалывается. В рабочую камеру насосом также подается под давление воздух или газ, с помощью которого измельченные частицы удаляются в приемную камеру. Скорость воздушного потока регулируется с та-ким расчетом, чтобы из рабочей камеры удалялись частицы определенных раз-меров. В приемной камере крупные частицы оседают на днище и возвращаются вновь в рабочую камеру, где подвергаются повторному измельчению. Мелкие частицы направляются в отсадочную камеру, откуда производится выгрузка.
В результате вихревого измельчения могут получаться очень тонкие и пи-рофорные порошки. В целях предохранения порошка от самовозгорания в ра-бочую камеру вводят инертный газ, к которому добавляют до 5% кислорода для образования на частицах защитных оксидных пленок.
Распыление и грануляция жидких металлов
Распыление и грануляция жидких металлов является одним из наиболее производительных методов получения порошков. Распыление расплава является относительно простым и дешевым технологическим процессом производства порошков металлов с температурой плавления до 1600 ºС.
Сущность измельчения расплавленного металла состоит в дроблении струи расплава газом или водой при определённом давлении (распыление), либо ударами лопаток вращающегося диска (центробежное распыление), либо сливанием струи расплава в жидкую среду, например воду (грануляция).
Принципиально процесс распыления металлической струи потоком газа возможен по нескольким схемам. Распыление может осуществляться потоком газа, соосно обтекающим струю расплава, обтекающим потоком газа, направленным под некоторым углом к оси струи, и газовым потоком, направленным к оси струи под прямым углом.
Наиболее распространено распыление газовым потоком (рисунок 52), при котором на свободно истекающую струю металлического расплава направлен под углом 60º к её оси кольцевой газовый поток, создаваемый соплами, охваты-вающими струю металла. В месте схождения всех струй газового потока про-исходит разрушение струи расплава в результате отрыва от неё отдельных капель.
Механизм разрушения струи металла очень сложен и полностью ещё не изучен. На размер и форму образующихся частиц влияют мощность и темпера-тура газового потока, диаметр струи, температура, поверхностное натяжение и вязкость расплава. Кроме того, большое влияние оказывает конструкция фор-суночного устройства. Например, установлено, что размер образующихся частиц уменьшается с повышением скорости истечения газа – энергоносителя из форсунки с расширяющимся соплом или при повышении давления дутья в фор-суночных устройствах с сужающимся соплом.
При повышении температуры дутья возрастает кинетическая энергия га-зового потока, что способствует дроблению струи расплава на мелкие частицы. Наиболее эффективно распыление при температуре газового потока, совпа-дающей с температурой расплава, так как вязкость и поверхностное натяжение при этом не претерпевают изменений в процессе дробления струи из-за отсут-ствия переохлаждения расплава. Однако создать такие условия при распылении расплавов, имеющих высокую температуру плавления (1500 – 1700 ºС), очень сложно из-за трудностей нагрева газового дутья и значительного усложнения и удорожания распылительных установок.
На размер частиц, получаемого порошка, влияет и диаметр струи расплава. Увеличение диаметра струи приводит к снижению количества мелких частиц в порошке, что связано с возрастанием массы расплава, поступающего в зону распыления в единицу времени. На практике, для расплавов с температурой плавления до 1000 ºС диаметр струи выбирают в пределах 5 – 6 мм, с тем-пературой плавления до 1300 ºС – 6 – 8 мм и при более высокой температуре плавления – 8 – 9 мм.
При заливке в металлоприёмник расплав должен иметь температуру на 150 – 200 ºС выше температуры его плавления, что обеспечивает стабильное истечение струи, так как понижение температуры расплава в металлоприёмнике приводит к повышению его вязкости и поверхностного натяжения, в результате чего снижается выход мелких фракций порошка. В современных установках распыления металлоприёмники выполняются с обогревом, позволяя поддержи-вать оптимальную температуру струи расплава.
Распыление струи расплава водой широко применяют в промышленности. Этот процесс отличается от распыления расплавов газом более высокой плотностью воды, что влияет на увеличение импульса и кинетической энергии потока воды. Высокая плотность воды обеспечивает также сохранение высоких скоростей энергоносителя на больших расстояниях от среза сопла, чем в случаях использования газовых потоков. Это позволяет в широких пределах изменять взаимное расположение струй расплава и воды, облегчая конструирование устройств для распыления.
Кроме того, при контакте водяной струи с расплавом неизбежен процесс интенсивного парообразования как вокруг струи расплава, так и вокруг каждой распылённой частицы. По этой причине распыление струи расплава осуществляется фактически не водой, а перегретым сжатым паром, образующимся в зоне контакта поверхностей воды и расплава.
В установках с центробежным распылением струя металла разрушается ударами лопаток вращающегося диска (рисунок 53).
Образующийся порошок вместе с водой, подаваемой под определенным давлением и по специальной кольцевой трубке, создающей из воды форму во-ронки, внутри которой находится струя жидкого металла, поступает в приёмник. Воронкообразное оформление водяного узла установки позволяет предохранить струю жидкого металла от преждевременного разрушения (грануляции) водой.
Величина частиц порошка зависит от числа ударов лопаток о струю, удельной подачи металла в камеру распыления и вязкости расплава. Изменяя число оборотов крыльчатки, которое может достигать 4000 об/мин, регулируют набор частиц в порошке по размерам.
Грануляция, как способ измельчения жидких металлов, издавна применяется для изготовления свинцовой дроби. При грануляции струю расплава сливают в воду, получая грубые порошки с размером частиц 0,5 – 1,0 мм и выше. Более мелкие фракции можно получать, если применять интенсивное размельчение струи расплава при помощи движущейся конвейерной ленты с последующим охлаждением капель металла в воде.
В любом из рассмотренных вариантов распыления порошок содержит обычно кислород в виде оксидов. Поэтому порошки, полученные распылением, подвергаются восстановительному отжигу, целью которого является не только восстановление оксидов, но улучшение технологических свойств порошка (прессуемость, спекаемость и т.д.).
В настоящее время все шире используются методы бесконтактного распыления с использованием мощных импульсов тока, когда через твердый (в виде проволоки) или жидкий проводник (распыляемый материал) пропускается мощный импульс тока, и проводник мгновенно нагревается и распыляется, или воздействием электромагнитных полей, когда при пропускании электрического тока по струе расплава распыление осуществляется в виде взрыва проволок.
Обработка металлов резанием
Производство порошков обработкой металлов резанием на практике используются очень редко. Порошки получают при станочной обработке ком-пактных металлов, подбирая такой режим резания, который обеспечивает обра-зование частиц, а не сливной стружки.
При этом образующиеся отходы в виде крупной стружки целесообразно использовать для дальнейшего измельчения в шаровых, вихревых и других аппаратах, а мелкую стружку и опилки с величиной частиц порошка около 1 мм можно использовать для изготовления изделий без дополнительного дробления. В некоторых случаях применение этого метода для получения порошка является почти единственным. Прежде всего, это относится к тем металлам, которые очень активны по отношению к кислороду, особенно в состоянии высокой дисперсности. Например, по этому способу получают магниевый порошок.
Производство порошков

Технологический процесс производства изделий методом порошковой металлургии начинается с получения металлических порошков. Известно большое количество методов получения порошков.
Разнообразие применяемых методов объясняется тем, что качественные характеристики порошков и изделий в значительной степени определяются методом изготовления порошков. Порошок одного и того же металла в зависимости от метода производства резко изменяет некоторые из свойств, определяющих применимость его для той или иной цели.
Свойства порошков
В практике металлические порошки характеризуются по следующим свойствам:
- физическим;
- химическим;
- технологическим.
Физические свойства порошков
К физическим свойствам порошков обычно относят преобладающую форму частиц и гранулометрический состав порошка. Форма частиц в основном зависит от способа получения и может быть сферической, губчатой, осколочной, дендритной, тарельчатой, чешуйчатой. Форма частиц оказывает влияние на плотность, прочность и однородность прессовки. Наибольшую прочность прессовок дают частицы дендритной формы. В этом случае упрочнение порошков при прессовании вызывается действием сил сцепления, заклиниванием частиц, переплетением выступов и ответвлением.
Размер частиц порошков, получаемых различными методами колеблется от долей микрометра до долей миллиметра. Для получения прочной прессовки необходим порошок с определенными размерами частиц и набором их по крупности. В практике никогда не встречаются металлические порошки с частицами одной крупности.
Гранулометрический состав порошка представляет собой относительное содержание фракций частиц различной крупности. В сочетании с другими свойствами он влияет на удельное давление при прессовании, необходимое для достижения заданных механических свойств спечённых изделий.
Химические свойства порошков
К химическим свойствам порошков относят в первую очередь содержание основного металла, примесей и загрязнений. На химические свойства влияет также содержание газов в связанном, адсорбированном или растворенном состоянии. Содержание основного металла в порошках бывает не ниже 98 – 99%, и такая чистота порошковых металлов для большинства спеченных изделий является удовлетворительной.
Вредными примесями для железного порошка являются примеси кремнезёма, оксидов алюминия и марганца. Эти примеси затрудняют прессование порошков, увеличивают износ прессформ.
Присутствие в порошках значительного количества газов (кислород, водород, азот и др.), адсорбированных на поверхности частиц, а также попавших внутрь частиц в процессе изготовления и в результате разложения при нагреве загрязнений увеличивает хрупкость порошков, затрудняет прессование, а интенсивное выделение их при спекании может привести к короблению изделий. Поэтому порошки иногда подвергают вакуумной обработке для отгонки газов.
Технологические свойства порошков
Под технологическими свойствами порошков понимают:
- насыпная масса порошка;
- текучесть;
- прессуемость.
Насыпная масса порошка
Насыпная масса порошка – это масса единицы его объёма при свободной насыпке. Она определяется плотностью материала порошка, размером и формой его частиц, плотностью укладки частиц и состоянием их поверхности. Например, сферические порошки с гладкой поверхностью обеспечивают более высокую насыпную плотность.
Текучесть порошка
Текучесть порошка – это способность перемещаться под действием силы тяжести. Она оценивается временем истечения определённой навески (50 г) через калиброванное отверстие (диаметр 2,5 мм). Текучесть зависит от плотности материала, гранулометрического состава, формы и состояния поверхности частиц и влияет на производительность автоматических прессов при прессовании, так как она определяет время заполнения порошком пресс-формы. Текучесть ухудшается при увлажнении порошка, увеличении его удельной поверхности и доли мелкой фракции.
Прессуемость порошка
Прессуемость порошка – это способность порошка под влиянием внешнего усилия приобретать и удерживать определённую форму и размеры.
Порошки одного и того же химического состава, но с разными физическими характеристиками могут обладать различными технологическими свойствами, что влияет на условия дальнейшего превращения порошков в готовые изделия.
Поэтому физические, химические и технологические свойства порошков находятся в непосредственной зависимости от метода получения порошка.
Но не только качественные характеристики порошка лежат в основе выбора способа получения порошков. Очень важными при оценке метода производства порошков являются вопросы экономики – себестоимость порошка, размер капиталовложений, стоимость переработки порошка в изделия.
Все это вызвало необходимость разработки и промышленного освоения большого числа различных способов производства порошков.
Cпособы получения порошков
Все способы получения порошков, которые встречаются в современной практике, можно разделить на две группы:
- механические способы;
- физико-химические.
Механические способы получения порошков
Механическими способами получения порошков считаются такие технологические процессы, при которых исходный материал в результате воздействия внешних сил измельчается без изменения химического состава.
Физико-химические способы
К физико-химическим способам относят такие технологические процессы, в которых получение порошка связано с изменением химического состава исходного сырья в результате глубоких физико-химических превращений. При этом конечный продукт (порошок), как правило, отличается от исходного материала по химическому составу.
Читайте также: