Получение рельефных изображений на металле
Обновлено: 04.07.2024
К обронным работам относятся все виды гравирования, при которых опускают, то есть выбирают, фон, а элементы изображения становятся выпуклыми.
Рельефная гравюра может создаваться как для последующего печатания, так и для тиснения или в качестве самостоятельного декоративного изделия.
Если рельефная гравюра делается для последующего оттиска способом высокой печати, то поверхность доски предварительно обрабатывается (зернится).
Материалы и инструменты используются те же, что и в резцовой гравюре.
Обронные работы при гравировании выполняются в следующей последовательности. Рисунок переводят на металл одним из известных способов. Затем его фиксируют, обводя гравировальной иглой. Шпицштихелем рисунок прорезают по контуру на глубину фона. Следующий этап работы — опускание фона, то есть выборка металла в пробельных местах на нужную глубину. Около закругленных линий рисунка металл выбирают боллштихелем, а в остальных участках — флахштихелем. Если металл слишком твердый, форму укрепляют в тисках и срезают металл с помощью зубильцев, имеющих сечения флахштихиля и боллштихеля. Углубленный фон аккуратно выравнивают плоским штихелем и приступают к проработке деталей рельефа боллштихелем, флахштихелем и другими резцами.
Конгревные работы
Конгревные работы бывают как верховые, так и «в нутро» и выполняются по стали и латуни. Иногда изготавливают штамп для печатания красками с одновременным тиснением и вырубкой изделия. Конгревные работы применяются в переплетном деле и для изготовления различных этикеток, упаковок и многих других изделий. Печатание производится на прессах или специальных машинах. Если штамп предназначен для одновременного печатания и вырубки (например, по контуру этикетки), то его выполняют из стали, так как для изготовления вырубающих элементов штампа, то есть ножей, латунь или медь оказываются слишком мягкими.
Конгревные работы производятся обычно теми же приемами, что обронные и рельефные. Как при любой обронной работе, заготовка покрывается белой или желтой акварельной краской, на которую переводят или воспроизводят на ней заданный рисунок, причем если при печатании одновременно требуется вырубка, то для этой цели размечают также контур ножей.
Конгревные работы могут состоять из нескольких видов гравирования (обронные, рельефные и многокрасочные работы), выполняемых последовательно. Последними изготавливаются ножи. Ножи гравируют, как обычную рамку в верховых работах. По высоте рамка делается вровень с общей высотой всей гравюры. С обеих сторон рамки производится выборка поля флахштихелем (или зубильцем). С внутренней стороны выборка поля (фона) делается под прямым углом, а наружная сторона спиливается на конус под углом 45° с последующей подправкой флахштихелем, благодаря чему верхняя часть ножа получается острой и при печатании обрубает рисунок по намеченным линиям. Высота элементов рисунка и ножей должна быть в одной плоскости. Для того чтобы при печатании одновременно производилась и вырубка, штамп устанавливают в машину и кладут напротив ножей на плоскости прижима специальные бумажные подкладки, обеспечивающие больший нажим на ножи и способствующие вырубанию.
Линогравюра
Линогравюра также относится к выпуклой гравюре. Используя линолеум, художник может создавать рисунок с эффектами, напоминающими продольную ксилографию. Для линогравюры характерна некоторая рыхлость и резкость, но она более монументальна — позволяет резать гравюры большого размера. Мягкая поверхность линолеума упрощает работу. Вырезанные на нем линии характеризуются четкостью.
Материал
Для линогравюры можно применять линолеум, ПВХ.
Линолеум — гибкий и послушный материал. Делают его из различных смол и красок, окисленного льняного масла (линоксина), молотой пробки, древесной или торфяной муки, нанесенных на плотный холст или джутовую ткань. Промышленность выпускает линолеум толщиной от 2,5 мм. Чем толще линолеум, тем он лучше подходит для гравирования. Наименьшая пригодная для работы толщина — 2,5-3,0 мм. Лучше использовать линолеум с гладкой поверхностью, не пересохший, но и не слишком мягкий, однотонный, без рисунка. Линолеум толщиной менее 2,5 мм практически непригоден для работы. Особенно ценится линолеум, снятый с полов в старых, идущих на слом зданиях (он хорошо высушен и отлично режется), но можно резать и на линолеуме, выпускаемом современной промышленностью.
Пластик (ПВХ) выпускается самых разных видов (этот материал не имеет матерчатой основы), пригодных для изготовления печатной формы. Им, как и линолеумом, покрывают полы. Пластик удобнее использовать для небольших, с множеством мелких деталей гравюр, он более однороден по составу, поэтому резец по нему идет легче. На твердых сортах такого пластика можно применять даже штихели для торцовой гравюры. ПВХ выпускается как в плитках, так и в рулонах.
Инструмент
При изготовлении линогравюры применяются нож, угловые и полукруглые стамески, косточка для притирки бумаги.
Краска
Для линогравюры подходят типографские или литографские краски. Для достижения нужной вязкости их можно разбавлять олифой или сиккативами.
Бумага
Для линогравюры применяется такая же бумага, как и для продольной гравюры.
Перевод рисунка
После полировки на линолеум нужно нанести рисунок, который художник хочет гравировать. Его можно выполнять прямо на линолеуме черной тушью. Те места в рисунке, где должны быть относительно тонкие линии, делаются пером, а места, где должны быть большие сплошные пятна, — кистью.
Рисунок хорошо переводится на линолеум следующим образом: поверхность линолеума слегка натирают воском и до блеска полируют суконкой, затем на линолеум накладывают карандашный рисунок, обращенный лицевой стороной вниз, и притирают его к линолеуму косточкой или просто ногтем. При этом карандашные линии рисунка достаточно четко переходят на навощенную поверхность линолеума.
Кроме того, рисунок на бумаге или кальке можно обвести по контуру литографским карандашом или литографской тушью, затем положить его на линолеум, только что протертый скипидаром, и притереть косточкой. Можно также перетиснуть рисунок на офортном станке или позолотном прессе.
Процесс гравирования
Вырезать пробельные места нужно тем глубже, чем дальше друг от друга отстоят на рисунке штрихи. Это необходимо для того, чтобы краска не попадала между штрихами и не пачкала при печати бумагу в прорезанных местах.
Кроме того, своеобразную фактуру дает так называемая пунктирная манера, когда тон передается путем выкрашивания из линолеума мелких частиц, напоминающих точки, пунктир. Чем крупнее частицы и чем они чаще вынуты, тем это место в гравюре будет светлее, и наоборот.
Работать следует над всей гравюрой сразу: выделяя белым цветом светлые места, постепенно идти в глубину зачерненной доски (линолеума). Пользуясь отношениями черного и белого, уточнять форму предметов и строить общий пространственный рельеф. Гравируя детали, надо все время представлять целое. Ранее при рассказе о ксилографии уже достаточно говорилось о необходимости беречь черное. Не следует, как это часто делают начинающие, сразу же обводить все предметы белым контуром одинаковой толщины. Это путает цветовые отношения и с самого начала разрушает цельность гравюры. Белый контур, так же как и черный, должен «звучать» везде по-разному в зависимости от формы, цвета и пространственного положения предмета.
Резьба по линолеуму имеет много общего с резьбой как по продольному, так и по торцевому распилу. Резец свободно движется в любом направлении, как при резьбе торцевой доски, но не позволяет делать очень тонкие и частые штрихи, приближая рисунок к обрезной гравюре. Линолеум не позволяет делать тоновую штриховку, но дает возможность управлять цветовой насыщенностью. Делая линогравюру, следует постоянно помнить об этих особенностях.
Печать линогравюры
Печатать линогравюру можно, притирая бумагу косточкой, как в случае с ксилографией, но если размер формы достаточно большой, то лучше воспользоваться станком или позолотным прессом. При печати на станке для линогравюр обычно делают папку из плотного картона, в которой уголками закрепляют форму и бумагу. Натиск можно регулировать, подкладывая картон или макулатуру.
При печати на офортном станке нужно помнить о том, что необходимо накладывать лист жести или прочного картона поверх формы с бумагой и макулатурой. Также надо следить, чтобы не было сильного натиска — от этого раздавливаются тонкие штрихи.
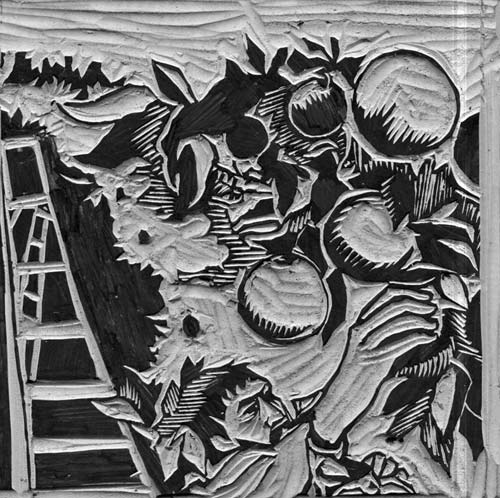
Фрагмент печатной формы. Линогравюра
Для печати лучше всего подходит литографская краска. Если она слишком густая, добавьте в нее немного масляной краски. Можно пользоваться и просто масляной краской, но от нее на оттиске образуется жирный ореол — это портит гравюру. Во избежание подобного эффекта масляную краску обезжиривают — выдавливают на два-три часа на рыхлый картон или промокательную бумагу, а потом при необходимости разбавляют ее олифой.
Оттиск считается удачным, если тон краски темный и глубокий, а слой не слишком густой и не слишком жидкий, когда четко пропечатан каждый штрих, не забиты краской мелкие белые штрихи, нет следов царапин и других дефектов линолеума, бумага не помята и не надорвана. Свежие оттиски на гладкой бумаге нельзя сразу складывать в пачку, некоторое время они должны сохнуть.
Цветная линогравюра
Особенности работы
Цветная гравюра на линолеуме требует от гравера более высокого мастерства, чем одноцветная. Самое главное в цветной гравюре — это умение привести цветное изображение к определенной цветовой гамме, а также обобщить цветной рисунок, чтобы минимальным количеством красок наиболее полно выразить свой творческий замысел.
Художник делает цветной рисунок, который он хочет выгравировать на линолеуме, используя в нем столько красок, во сколько отдельных цветов он будет печатать свою композицию.
Каждый цвет-краска вырезается на отдельном куске линолеума, и полученные гравюры печатаются последовательно на одно и то же место на бумаге каждая своей краской. При этом отдельные краски при наложении друг на друга могут дать новые составные цвета. Например, если для цветной линогравюры художник решил взять синюю, желтую, красную и черную краски, то на отпечатке, кроме этих четырех цветов, могут быть получены новые составные цвета: зеленый, фиолетовый и оранжевый. Для этого на каждом куске линолеума нужно гравировать не только основной цвет, но и те места, куда этот цвет входит как составляющий. Например, при гравировании красного цвета нужно оставлять печатающими и те места, которые на оттиске должны быть фиолетовыми и оранжевыми; при гравировании синего — те места, которые должны быть фиолетовыми и зелеными; при гравировании желтого — те места, которые должны быть зелеными и оранжевыми.
Даже черная краска при наложении на какой-либо другой цвет дает несколько иной оттенок, чем при печатании на чистой белой бумаге. Если же черную краску печатать не последней, а запечатать ее сверху другими красками, она может дать очень интересные цветовые оттенки. Например, если поверх черной краски будет ложиться желтая, получится красивый густой оливково-зеленый цвет.
Печатание цветных гравюр
Для печатания устраивают специальное приспособление, которое состоит из доски с набитыми на нее опорными угольничками из обрезков линолеума. Эти угольнички должны плотно подходить к углам награвированных клише.
Приступая к печатанию, гравюру первого цвета накатывают краской и кладут на доску по угольничкам. Берут лист бумаги, на котором хотят получить отпечаток, и прикалывают кнопками к угольникам.
Затем бумагу прижимают к гравюре и притирают ее косточкой, как это делается при печатании одноцветных гравюр. Притерев как следует бумагу, ее приподнимают, не откалывая кнопок, вынимают форму первой краски, а на ее место вкладывают форму второго цвета, накатанную соответствующей краской. Затем опускают бумагу и также притирают ее косточкой. Полученный таким образом отпечаток двухцветной гравюры будет иметь относительно точное совпадение красок.
Печатание многоцветных гравюр производится так же, как и печатание двухцветной гравюры.
Лучше всего печатать краски не одну за другой, а с перерывом, дав предыдущей краске просохнуть. Перерыв должен быть около суток. По сырой краске печатание пробных оттисков допустимо лишь в случае очень срочных работ. Тогда, чтобы сырая краска не переходила с оттиска обратно на линолеум, отпечаток после каждой краски протирается порошком талька. От талька несколько изменяется цвет краски: она делается белесой.
Краска для печатания цветных линогравюр употребляется как типографская, так и литографская. За неимением под рукой цветных литографских или типографских красок пробные оттиски можно печатать живописными масляными красками.
Осветление красок производится путем разведения их крепкой олифой, отчего краска не теряет своей прозрачности, но приобретает более светлый тон. При осветлении же красок белилами они становятся более кроющими и теряют прозрачность. Выбор того или иного материала для осветления зависит от характера цветного изображения и от творческого замысла.
Цветные гравюры можно печатать акварельными красками, добавляя глицерин и крахмальный клейстер. Такой способ был разработан и применен на основе «акватипии».
Гравюра на гипсе
Если вы хотите ознакомиться с техникой гравюры, то лучше гравюры на гипсе вам не найти — это одна из самых простых техник.
Материалы
В качестве материала используется, естественно, гипс.
Инструменты
Роль инструментов при изготовлении гравюры на гипсе играют любые твердые предметы, которыми можно резать, царапать и выскребать.
Проще всего для печати использовать обычную тушь. Но при желании можно применять и «серьезные» краски — типографскую или литографскую.
Для гравюры на гипсе подходит мягкая и не слишком толстая бумага.
Всё, что вам надо для начала работы, — это гипсовая пластина. Делать ее несложно — на стекле выкладываете бортик из подручного материала (пластилин, картон, прикрепленный скотчем, и пр.) в виде коробки, размешиваете гипс с водой и заливаете раствор в созданную коробку. После того как пластина высохнет, на ее лицевую сторону карандашом наносится рисунок, который сверху покрывается тонким слоем разбавленной туши так, чтобы карандашный набросок был виден. Слегка тонированная поверхность гипсовой пластины поможет более наглядно следить за процессом гравировки.
Прорезать поверхность гипса можно любым удобным для вас инструментом — ножницами, пилкой для ногтей, ножом, отверткой, шилом и т.д.
Когда форма будет готова, аккуратно нанесите краску на ее выступающие элементы. Для этого лучше использовать валик или даже кусок губки. После нанесения краски бережно положите сверху бумагу и притисните ее гладилкой или обычной ложкой. Делать это надо аккуратно, так как гипсовая форма довольно хрупкая. Форму можно сделать более крепкой, если изначально гипс замешивать на клеевом растворе, например с ПВА (вода и клей — 2:1 или 1:1).
Гравюра на картоне
Гравюра на картоне стоит особняком. Хотя она и печатается способом высокой печати, на гравюру с четкой проработкой деталей ничуть не похожа. Это скорее богатый набор фактур, дающий живописный оттиск.
Для гравюры на картоне характерен не только невысокий тираж, поскольку форма быстро приходит в негодность, но и то, что практически каждый оттиск отличается от предыдущего.
Из-за некоторой необычности и дешевизны технику гравюры на картоне обычно рекомендуют для занятий в учебных заведениях.
Для гравюры на картоне подходит любой плотный картон или оргалит. Для гравирования тонких и особо нежных рисунков лучше всего пользоваться высшими сортами картона, прессшпаном и тонкими сортами матричного картона. Более грубые работы с крупной фактурой могут быть выполнены на серых и пеньковых сортах картона.
Для изготовления гравюры на картоне потребуются нож, офортная игла, шкурка со средним и мелким зерном.
Лучше, если это будет специальная офортная или эстампная бумага. В крайнем случае — акварельная либо рисовальная.
На картоне можно работать почти исключительно фактурным пятном. Черный штрих получается грубым и расплывчатым, тонкий белый штрих быстро забивается краской. Но эта нечеткость придает гравюре на картоне своеобразную живописность. При работе надо учитывать, что из-за небольшого перепада толщины между углубленными и возвышающимися частями формы печатается вся поверхность картона, даже в углублениях, только в зависимости от толщины рельефа с разной степенью интенсивности.
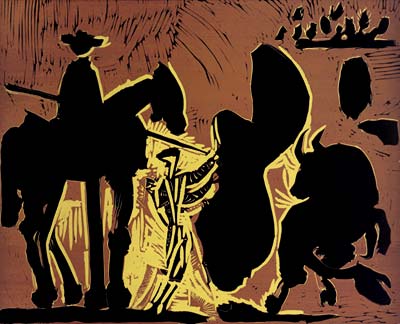
Пабло Пикассо. Коррида. Цветная линогравюра. 1959 год
Для высокой гравюры лучше всего подходит твердый картон с гладкой поверхностью, например оргалит. Гравируют на твердом картоне или оргалите ножом. Другие инструменты больше рвут, чем прорезают, поверхность. Особенность работы заключается в том, что картон можно косо срезать или срывать его верхний слой на разную глубину. В оттиске получаются пятна разной фактуры и насыщенности.
При творческом подходе рельеф можно создавать различными способами: иглой процарапывают поверхность, создавая бороздки; косо срезают ножом или прорезают окна насквозь либо соскабливают или срывают лишь часть слоев картона. Под клише подкладывают кусочки картона или накладывают их сверху. Для создания рельефа используют клей, песок, рельефную пасту; можно наклеивать ткань или другой материал, создающий фактуру. За счет этого на оттиске получаются пятна разной формы и насыщенности.
В этой технике много случайного: в процессе работы можно лишь догадываться, что получится в результате. Многое зависит от накатки краски; оттиски обычно выходят неодинаковые. Качественных оттисков, отвечающих замыслу художника, бывает очень мало, поскольку печатная форма быстро забивается краской. Этого можно избежать, если после каждого оттиска смывать бензином остаток краски.
Существует также успешный опыт создания гравюры на картоне для глубокой печати.
Гравировать рисунок можно на подготовленном картоне 3- или 5-гранной иголкой, а также дугообразными, остро отточенными инструментами.
Особо глубокие штрихи можно вырезать из толщи картона с двух сторон в виде треугольника острым ножом, как это делается в продольной ксилографии.
В зависимости от степени наклона иголки, как и при гравировании сухой иглой на металлической доске или пластике, нарезание линий сопровождается появлением своеобразных заусениц (барб) на ребрах несколько приподнятых штрихов, которые, будучи запылены пигментом, придают во время печати листу исключительную мягкость и красоту.
Успешный исход работы и получение удачных оттисков в не меньшей мере зависят от опыта и художественного чутья гравировщика, нормальной (умеренной) влажности бумаги, чистоты пигмента (краски) и давления пресса.
Чеканка
Процесс производства рисунка, который получают при выбивании на листе металла. Чеканка — это один из видов прикладного искусства. Чеканку применяют при изготовлении кухонной утвари, картин, изделий из драгоценных металлов. Рельеф на металле выполняют при воздействии чеканов и молотков. Их выполняют из металла и дерева.
Изделие чеканки Мастер чеканки по металлу
Для чеканки применяют такие материалы, как латунь, медь и некоторые другие. При изготовлении ювелирных украшений в качестве основного материала используют золото, серебро, платину и пр. Толщина металла может составлять от 0,2 до 1 мм.
Искусство чеканки восходит своими корнями во времена древнего мира, как пример, можно привести золотую маску из Микен.

Чеканка — ручная работа
Рисунок чеканят на листе металла, предварительно уложив его на березовый или липовый кряж. Кроме них, в качестве подложки для выполнения применяют резину, мешок с песком. Некоторые мастера применяют из свинца.
Кстати, без чеканки не обошлись монетные дворы, на которых чеканили монеты. Их изготавливают из металла толщиной более 1 мм. Для получения качественного и точного рельефа используют специальные прессы,с предустановленным штампом, на который нанесены рисунки и необходимые надписи. Пресс обеспечивает силу необходимую для удара, деформирующую поверхность до необходимого состояния.
Кстати, вне зависимости от вида чеканки, ее завершает отделка.
Основные виды чеканки
Существует несколько видов чеканки — объемная и плоская. Объемная отличается высокой формой рельефа. Плоская же, наоборот, имеет низкий рельеф. Каждый из этих видов обладает рядом достоинств. Бесспорно, объемный рельеф смотрится более эффектно, по сути, это 3D технологии реализованные в металле, например, к объемной можно отнести чеканку труб. С другой стороны, плоская чеканка по металлу носит более ажурный характер и это можно считать признаком высокого художественного стиля.
Виды чеканки Объемная чеканка по металлу
Объемная чеканка по металлу — это гораздо более сложный технологический процесс. Более того, обработка детали такими методами может привести к деформации основного металла.
Между тем объемная художественная чеканка по металлу относится к изделиям с высокой художественной ценностью.
Кстати, археологи, до сих пор находят изделия рельефной художественной чеканки по металлу, выполненные из тонких листов золота и серебра. Мастера древности владели методами отливки этих металлов, но предпочитали применять более тонкие способы изготовления украшений.
Материалы и инструменты для чеканки
Для чеканки используют и разные сорта металлов. Главное свойство, определяющее возможность использования материала для производства чеканки — пластичность, то есть, металл должен деформироваться под воздействием внешних сил и при этом никаким образом не разрушаться.

Инструменты для чеканки
Чаще всего мастера используют листовой материал с толщиной от 0,4 до 1 мм. Для работ по выполнению объемного рельефа используют материалы с большей толщиной, к примеру, медь, с толщиной порядка 2 мм.
Ювелиры в своей работе используют золотые и серебряные сплавы. Чуть меньше они работают листы красной меди и сплавов на ее основе.
Красная медь известна с древних времен. Она обладает пластичностью, необходимой вязкостью, но главное то, что этот материал способен восстанавливать свои пластические свойства по термической обработке. Медь легко чеканиться, ей можно придавать самую разную форму. На ее поверхности можно, без особых сложностей выполнять высокую выколотку. Она хорошо шлифуется и полируется, но изделия, выполненные из меди, быстро теряют нанесенный блеск.

Медь для чеканки
Медь и сплавы на ее основе отличает высокая стойкость к воздействию коррозии. Они могут без особых сложностей длительное время хранится на воздухе. Эти и некоторые другие характеристики позволили использовать медь в качестве базового материала для выполнения объемной и плоской чеканки.
Кроме меди, широко применяют такие материалы, как бронза, латунь и некоторые другие.
Алюминий довольно легко подвергается чеканке, но работа с ним требует достаточной доли осторожности. У металла низкая температура плавления и именно за этим необходимо следить в процессе термической обработки.

Изделие из мельхиора
Мельхиор обладает необходимой степенью пластичности, хорошо подвергается полировке, а под воздействием некоторых реактивов он может изменять цвет.
Кстати, из металлов, изготовленных на основе алюминия, особняком стоит дюраль. Но работа с ним, сопряжена с рядом технических сложностей, так при его обработке сложно сохранить целостность листа, между тем его применяют для имитации серебра.
Кроме, цветных металлов для чеканки применяют и стали,в частности, малоуглеродистые. Перед работой такие стали отжигают и протравливают поверхность. Ее сложно обрабатывать инструментом для чеканки, но в отделке ее сложно заменить. Стали этого класса, равно как и кровельный этот металл применяют для получения крупных рельефных изображений, которые не нуждаются в тщательной деталировке.
Сталь для чеканки
Стали, содержащие в своем составе — это красивый металл, но с трудом поддается чеканке. Ее применяют для монументов, памятников и пр.
При выборе металла для чеканки необходимо учитывать то, что он не должен подвергаться расслоению, на поверхности не должно быть никаких дефектов, например, пятен, трещин и пр.
Перед началом работ, металл, вне зависимости от марки подвергают термической обработке — отжигу. Для выполнения этой операции применяют или традиционные паяльные лампы, или муфельные печи. Медь отжигают, при температуре от 650 до 700 градусов, латунь 620 — 650, сталь 600 — 650. Для охлаждения применяют различные среды, например, для охлаждения применяют холодную воду.
Основной рабочий орган, с помощью которого выполняют чеканку — это чеканы. Их выполняют с применением ковки. Их изготавливают в виде стержней разного сечения и имеющих длину от 12 до 17 см.
В работе чекан удерживают в левой руке, при этом локоть находиться на весу. Это гарантирует свободу перемещения руки. Чекан удерживают таким образом, чтобы он всегда откланялся назад, так чтобы боек был чуть приподнят. По мере нанесения ударов молотком для чеканки, который мастер держит в другой руке, инструмент продвигается вперед.
Технологический процесс
Работа по выполнению чеканки начинается с подготовки рисунка, который выполняют в натуральную величину. Рисунок должен быть выполнен в контурной манере, то есть предметы необходимо изображать без теней. На листе необходимо оставить поля, необходимые для фиксации его на металле.

Технологический процесс чеканки
Для переноса рисунка, на предмете обработки выполняют его развертку на бумаге. Исходя из последнего, из металла вырезают контур. Его размер должен немного, на 3 — 4 см, превышать площадь изображения, нанесенного на бумагу. Эта полоса металла необходима для крепления металла на рабочем месте. Кстати, для усиления фиксации металлического листа применяют смолу.
Разнообразные виды изделий
Чеканку широко применяют при производстве изделий разного назначения, из листов металла разных марок. Ее широко используют при оформлении зданий внутри, и снаружи. Эту операцию используют при производстве металлической посуды, декративных манелей , украшений.

При создании изделий мастера применяют специальные приемы, например, чеканка винограда. В этом деле существует множество секретов, которые часто передаются из поколения в поколение.
В мастерских по выполнению чеканных работ выполняют картины, элементы интерьера. Кроме того, некоторые мастера выполняют работы по изготовлению картин, которые состоят из нескольких слоев, в том числе и тех, которые состоят из нескольких металлов. Такая комбинация придает композиции многоцветность.

Чеканка на объемных изделиях
В мастерских по выполнению чеканки выполняют и фрагменты, которые могут быть установлены в мебель, выполненную и из массива, и разного вида панелей.
Особый вид чеканки это оклады для икон, кроме, рисунков на их поверхности закрепляют драгоценные камни.
За все время, пока существует чеканка, выработались отдельные стили (кавказский, восточный и пр.). Современные мастера применяют все наработанные ранее стили и одновременно с этим разрабатывают свои собственные.
Чеканка своими руками
Чеканка, выполненная своими руками, станет хорошим украшением интерьера и будет длительное время радовать глаз.
Для создания картины лучше всего подойдет лист меди или алюминия. Эти материалы обладают всеми необходимыми свойствами для создания желаемых узоров и картин.
Для выполнения чеканки, начинающему мастеру потребуются:
- медный или алюминиевый лист;
- лист резины или фанеры, который будет служить подложкой для выполнения чеканки;
- инструмент для выполнения контурной и объемной чеканки;
- молоток и пр.
Само собой, работу по получению изображения на металле нельзя начать выполнять без наличия рабочего эскиза.
Перед началом работы необходимо подготовить основной материал, в частности, необходимо разогреть лист материала и затем дать ему остыть.
Проанализировав эскиз, будущий мастер должен принять решение — какие линии будут формироваться на лицевой, какие на изнаночной стороне.
Травление металла
Удаление части поверхностного слоя металлического изделия с помощью химической реакции называют травлением. Эта технология известна человеку уже несколько тысячелетий, наряду с чеканкой и чернением ее применяли для отделки металлических деталей оружия и домашней утвари, украшений и ритуальных предметов. В наши дни травление металлов применяется в художественных промыслах, для нанесения гальванических покрытий, для создания изображений и надписей на металлических изделиях.

Электрохимическое травление лезвия ножа
Суть метода
Перед проведением травления на те участки поверхности металла, которые не должны быть вытравлены, наносится защитное покрытие, устойчивое к травящему веществу (протраве).
Далее деталь подвергают воздействию кислой среды или погружают в емкость с электролитической жидкостью. Чем дольше деталь подвергается обработке, тем больший слой металла разъедается агрессивной средой. Травление металла может осуществляться в несколько приемов, это так называемое многослойное протравливание.
Травление изображений на металле проводят как в промышленных, так и в домашних условиях.
Способы травления металла
Исходя из применяемых для разъедания слоя металла материалов, различают такие способы травления металлов, как:
- Химический (жидкий). Применяются кислые растворы. Не требует сложного оборудования и дорогостоящих материалов. В ходе работы образуются вредные для здоровья испарения.
- Электрохимический. Применяется раствор электролита и пропускаемый через него электрический ток. Характеризуется большей скоростью процесса, более точным исполнением деталей рисунка, экономным расходованием рабочей жидкости. Не образует вредных испарений
- Ионно-плазменный (сухой). Поверхностный слой испаряется пучком ионизированной плазмы. Применяется при производстве микроэлектронных компонентов.
Ионно-плазменный метод требует высокоточного и дорогостоящего оборудования и применяется только в условиях промышленного производства. Жидкий метод, электрохимическое травление металла и даже электрохимическая гравировка доступны и в домашних условиях.
С помощью гальванического травления можно самостоятельно сделать печатную плату, практически не уступающую промышленной.
Гальваническое травление металла
Гальванический способ травления выгодно отличается от жидкого отсутствие необходимости использования кислот, дающих вредные испарения. В зависимости от материала заготовки используются разные электролитические растворы:
- Сталь и железо — нашатырь и железный купорос
- Медь и ее сплавы (бронза, латунь)- медный купорос
- Цинк – цинковый купорос.

Гальванический способ травления рисунка на металле
Для проведения процесса в домашних условиях потребуется:
- Гальваническая ванна из непроводящего материала.
- Блок питания на 5 вольт постоянного тока.
- Металлический катод (из того же металла, что и заготовка.)
- Проволочные подвесы для заготовки и катода. Заготовка не должна касаться стенок или дна ванны.
- Две проводящие штанги, превосходящие по длине ванну.
Одну штангу присоединяют к отрицательному выводу блока питания и вешают на нее катод.
Другую штангу — к положительному выводу и подвешивают на нее изделие, которое будет служить анодом.
При подаче напряжения начинается процесс электролитического переноса металла с изделия на катод. Он будет происходить с участков поверхности, не покрытых защитным лаком.
Художественное травление металла
Художественное травление металла проводят как гальваническим, так и жидким методом.

Художественное многослойное травление металла
Мастера народных промыслов и просто домашние умельцы получают с его помощью высокохудожественные изображения на холодном и огнестрельном оружии, всевозможной кованой и литой утвари. Для мастеров, делающих авторские охотничьи и бытовые ножи, травление стало практически обязательным элементом отделки. Особенно популярны охотничьи сцены, арабские, рунические или абстрактно — геометрические орнаменты. Многие мастера комбинируют травление металла с его воронением, придавая рисунку синеваты, черный или желтоватый оттенок.
Для переноса изображений используют как способ покрытия детали лаком, так и глянцевую бумагу. Применяют также еще один способ – оклеивание детали скотчем. Горячей иглой процарапывают линии рисунка, после чего пинцетом аккуратно удаляют скотч с участков, подлежащих протравливанию. Остатки клеевой массы нужно смыть растворителем.
Перед травлением деталь следует тщательно обезжирить.
Подготовка поверхности металла
Перед началом травления поверхность следует подготовить. Это позволит обеспечить:
- Высокую скорость процесса
- удаление металла ровным слоем.
В ходе обработки поверхности с нее удаляются все механические и химические загрязнения. Для нее применяют теплый мыльный раствор, подойдет и любое моющее средство. После высыхания поверхности ее надо протереть ветошью, пропитанной растворителем или обезжиривателем. Это позволит удалить остатки жидкости и масляные пленки.

Процесс обезжиривания поверхности металла
Химическую обработку хорошо сочетать с механической:
- полировка до зеркального состояния
- шлифовка наждачкой. Применяется при недоступности полировки. Следует проследить, чтобы шкурка все время двигалась в одном направлении и следы от нее были строго параллельны
Механическая обработка значительно улучшит внешний вид изделия после травления.
Нанесение рисунка
Для этой операции применяется несколько способов. Все их объединяет общий принцип: защита части поверхности от разъедающего действия протравы, а различает вещество, используемое для нанесения рисунка.
Лак для ногтей
Популярный и доступный способ. Обладает некоторыми недостатками:

Использование лака для ногтей
Грунтовка или битумный лак
Используется грунтовка ГФ 021, ХВ 062 или битумный лак. Сначала веществом покрывается все протравливаемое изделие. Далее тонкой ручкой или маркером переносят контуры рисунка. Из тонкой проволоки или прутка из мягких сплавов следует изготовить иглу, заострив конец проволоки.

Травление с применением грунтовки
Те участки изображения, которые должны быть вытравлены, процарапываются до металла. Следует следить за тем, чтобы грунтовка не скалывалась.
Глянцевая бумага
Кроме глянцевой бумаги (ее можно купить в магазинах товаров для творчества, а можно просто вырезать лист из журнала), потребуется лазерный принтер, приложение для работы с изображениями и утюг. Изображение рисунка следует сделать зеркальным и распечатать в натуральную величину. Изображение прикладывают к поверхности и проглаживают несколько раз. После остывания заготовки бумагу смывают теплой водой, а тонер остается на поверхности детали. Тыльную и боковые поверхности, не подлежащие протравке, нужно защитить лаком или пластилином.

Глянцевая бумага для травления
Основное достоинство метода — можно точно переносить мельчайшие детали изображения.
Основной недостаток — работать таким образом можно только с плоскими или цилиндрическими заготовками. Способ весьма популярен при изготовлении печатных плат.
Травление стали
Кроме художественного травления металла, позволяющего получать изысканные изображения на стальных поверхностях, травление стали используют и для удаления окалины и оксидных пленок. При этом следует особо тщательно соблюдать требования технологического процесса во всем, что связано с концентрацией протравочных растворов и времени выдержки детали в протраве или в электролитной ванне. Перетравливание в ходе такой операции крайне нежелательно.
При травлении стали применяют как жидкий, так и электрохимический метод. Протраву готовят на основе сильнодействующих кислот, таких, как соляная или серная. Особое внимание следует уделить тщательному обезжириванию поверхности. Пропущенное масляное или жировое пятно может привести заготовку в негодность. Для защиты частей заготовки, не подлежащих травлению, использую лаки, составляемые на основе канифоли, скипидара, гудрона.
Эти компоненты легко воспламеняемы, поэтому во время работы с лаком следует сбыть особо внимательным и осторожным. По окончании травления непротравленные участки заготовки очищают от защитного лака растворителем.
Протравы, используемые для стали
Большой популярностью среди домашних мастеров — травильщиков пользуется азотная кислота. Ее применяют как единственную основу для протравы, так и в смеси с виннокаменной или соляной. Раствор для травления металла на основе смеси азотной и соляной кислоты обладает очень высокой химической активностью, и обращаться с ним следует крайне осторожно.

Для обработки твердых и специальных сортов стали используют смеси азотной и уксусной кислоты. Обработку проводят в два этапа. Сначала готовят специальную предварительную протраву — глифоген, представляющий собой смесь воды, азотной кислоты и этилового спирта. В ней деталь выдерживают в течение нескольких минут. Далее заготовку промывают раствором винного спирта в дистиллированной воде и тщательно высушивают. После этого проводят основное протравливание.
Для травления чугунов применяют растворы серной кислоты средних концентраций.
Травление цветных металлов
Исходя их атомного веса и определяемых им физико-химических свойств вещества, для каждого металла и сплава подбирают свою, наилучшим образом воздействующую именно на него, протраву.

Травление медных сплавов
Как чистая медь, так и медные сплавы протравливают с применением серной, соляной, фосфорной, азотной кислоты. Для повышения скорости реакции в растворы добавляют соединения хрома или азота. На первой стадии травления с заготовки удаляют окалину и оксидную пленку, далее переходят собственно к травлению металла. При травлении меди в домашних условиях следует соблюдать осторожность.
Алюминий и сплавы на его основе выделяются среди других металлов тем, что для их травления применяют не кислотные, а щелочные растворы. Для молибдена также применяют щелочные растворы на основе едкого натра и перекиси водорода.
Титан стоит еще большим особняком — на первом этапе предварительного протравливания применяют щелочь, а на основном — уже кислоту. Для титана применяю самые сильные кислоты — плавиковую и концентрированные серную и азотную. Титановые заготовки протравливают с целью снятия поверхностного слоя окислов непосредственно перед тем, как нанести гальваническое покрытие.
Для протравливания таких металлов, как никель или вольфрам, используют водный раствор перекиси водорода и муравьиной кислоты.
Травление печатных плат
Заготовка для печатной платы представляет собой лист текстолита, с одной или с двух сторон покрытый слоем медной фольги. Целью травления печатных плат является создание проводящих дорожек из медной фольги в точном соответствии с чертежом. Дорожки покрывают защитным лаком, остальную часть фольги удаляют травлением.
В домашних условиях применяет несколько способов:
- Хлорным железом. Реагент приобретают в магазине химических товаров или делают самостоятельно. В соляной кислоте следует растворить железные опилки. Перед использованием раствор следует выдержать до полного растворения железа и тщательно перемешать.
- Азотной кислотой.
- Водным раствором серной кислоты, смешанной с таблетированной перекисью водорода.
- Медным купоросом с добавлением горячей воды и хлорида натрия. Этот вариант самый безопасный, но и самый продолжительный. На протяжении всего процесса температуру протравы следует поддерживать не менее 40 о С, иначе протравливание растянется на многие часы.
- Электролитическим методом. Следует взять диэлектрическую емкость (хорошо подходят кюветы для проявки фотографий), наполнить ее раствором поваренной соли, поместить туда плату и кусок медной фольги, которая будет служить катодом.
По окончании протравливания жидким методом плату следует тщательно промыть раствором соды, чтобы погасить остатки кислоты.
Процесс травления для других материалов
Кроме металлов, операции травления подвергают и другие материалы. Наиболее часто встречается протравливание стекла с декоративными целями. Травление осуществляют в парах плавиковой кислоты, единственной, способной растворить стекло. На этапах подготовки проводится предварительная кислотная полировка поверхности изделия, потом на нее переводится контур будущего изображения. Защитные покрытия для стекла делают из смеси воска, канифоли и парафинов. После нанесения защитного покрытия заготовку окунают в травильную емкость.
Применение плавиковой кислоты создает на поверхности красивую матовую структуру. Чтобы получить гладкую, прозрачную поверхность, в протравочную смесь добавляют концентрированную серную кислоту. Для получения рельефного, глубокого узора операцию повторяют.
Техника безопасности при травлении
В травлении металлов используются чрезвычайно активные в химическом отношении вещества-сильные кислоты, щелочи и их растворы. При неправильном обращении они могут причинить серьезный вред здоровью и нанести значительный материальный ущерб.

Использование резиновых перчаток
Поэтому при работе с ними нужно соблюдать особые меры предосторожности и строго выполнять правила техники безопасности при проведении работ:
- Работы проводят только при наличии хорошей вентиляции, предпочтительно — вытяжного шкафа.
- Обязательно использование средств индивидуальной защиты: резиновых перчаток и фартука, плотной производственной одежды, респиратора, защитного лицевого щитка.
- Нельзя ставить банки с кислотами и щелочами на высоко расположенные полки и шкафы.
- Во время разведения кислот КИСЛОТУ ЛЬЮТ в ВОДУ, и никогда — воду в кислоту.
- При работе с кислотой иметь под рукой раствор соды, а при работе со щелочью — слабый уксусный раствор для промывания участков кожи, на которые случайно попали капли раствора.
- При работе гальваническим методом перед началом работы тщательно осмотреть все используемое электрооборудование на предмет отсутствия механических повреждений и целостности изоляции.
- Иметь под рукой исправный огнетушитель.
В случае попадания травильного раствора на кожу следует немедленно промыть пораженный участок соответствующим нейтрализующим раствором. Если брызги кислоты или щелочи попали на одежду — ее следует немедленно снять.

Промыть водой пораженный участок
Если травильный раствор попал на слизистые оболочки — следует немедленно обратиться за медицинской помощью. Промедление в таких случаях может стоить здоровья или даже жизни.
Чеканка по металлу своими руками
Выбивание рельефных изображений или надписей на поверхности металла называется чеканка по металлу. Этот вид прикладного искусства дизайнеры применяют для создания эксклюзивных декоративных предметов интерьера, украшений, посуды и пр. В прежние времена в казначействах были мастерские по чеканке монет.

Основы процесса
Изображение создают ударами молотка по инструменту, приложенному к поверхности металла. Конфигурация оттиска зависит от формы рабочей части инструмента. Затем его последовательно переставляют и повторяют операцию до тех пор, пока не будет выбит весь рисунок. Сложные изображения чеканят несколькими инструментами с рабочей частью разной формы.
В зависимости от предпочтений чеканку металла выполняют в разных стилях:
- историческом;
- древнерусском;
- восточном;
- грузинском;
- марокканском;
- узбекском;
- современном.
Качество изображений зависит от степени подготовки чеканщика.
Независимо от стиля у каждого мастера свой «почерк» выполнения работы. Несмотря на кажущуюся сложность освоить чеканку по металлу своими руками нетрудно.

Виды чеканки
В зависимости от формы предмета и сложности рисунка чеканка бывает:
- Ажурной, по виду похожей на металлические кружева. Работу начинают с высечения фона, затем по подготовленным линиям проводят завершающую высечку. Поскольку толщина ажурных перегородок невелика, при проведении отжига необходимо следить, чтобы они не расплавились. Ажурную чеканку часто наносят на объемные предметы как финишную отделку.
- Контурной, которая чеканится на листовом металле без заранее нанесенного рельефа. Визуально такая чеканка схожа с гравировкой, но отличается от нее выпуклыми или вогнутыми формами. Этот способ применяют для изготовления декоративных элементов интерьеров и для нанесения орнамента на плоские поверхности.
- На объемных предметах. Самый трудный по выполнению вид чеканки, так как рисунок выбивают на изогнутой поверхности. Однако опытные мастера справляются с работой без особых затруднений.
- Рельефной. Ее также относят к категории сложных видов. Работу начинают с выколачивания контуров рисунка, затем изображение делают рельефным. На завершающем этапе выравнивают детали изображения и полируют.
Используемые материалы
Ювелирные изделия с чеканкой традиционно делают из серебра и золота. Большинство же мастеров работают с более дешевыми металлами:
- Медью толщиной от 0,3 до 1,5 мм. Она пластична, легко обрабатывается, в зависимости от марки со светлым или темным оттенком красного цвета. Медь и ее сплавы чаще других металлов используют для декорирования помещений.
- Красной медью, листы которой можно раскатывать до толщины 0,05 мм. За счет мягкости легко выполняется рельефная чеканка даже на объемных изделиях сложной формы. Высокая стойкость к коррозии позволяет устанавливать декоративные элементы из чеканной меди на фасадах домов.
- Латунью различных марок с золотисто-желтым цветом разных оттенков. Высокое (до 50%) содержание цинка повышает твердость, снижает податливость. Однако, несмотря на меньшую чем у меди пластичность латунь легко чеканится.
- Томпаком ― разновидностью латуни с низким (до 10%) содержанием цинка. Из-за большой доли меди металл получается красного цвета с желтым оттенком. Сплав с добавкой алюминия до 5% приобретает окраску, неотличимую от цвета золота. Из томпака делают значки, медали к юбилеям, дешевую бижутерию, декоративные элементы интерьеров.
- Алюминием и его сплавами. Металл легко чеканится, но из-за низкой температуры плавления нужно соблюдать осторожность при термообработке, чтобы рисунок не деформировался. Дюралюминий хорошо имитирует серебро, однако работать с ним сложно, так как из-за малой податливости при выбивании рельефа возможно растрескивание металла.
- Жестью, на которой начинающие отрабатывают навыки чеканки. Однако мастера также не пренебрегают этим доступным материалом.
- Черными низкоуглеродистыми металлами. Заготовки предварительно отжигают и протравливают для получения декопира, на котором чеканят изображения с крупным рельефом или рисунки с мелкими деталями.
- Кровельным железом для чеканки контурных изображений с неглубоким рельефом без фона и мелких деталей.
- Нержавеющей сталью толщиной от 0,5 до 0,8 мм. Металл красиво смотрится, однако из-за высокой прочности и плотной структуры трудно поддается выбиванию. Высокая стойкость к коррозии позволяет делать из нержавейки чеканные мемориальные доски и таблички на монументы, памятники.
- Мельхиором и нейзильбером ― никелевыми сплавами с большим содержанием меди (81 и 65% соответственно), поэтому они пластичны, легко полируются. Химической обработкой поверхность делают золотистой, серебристой или имитацию под старинную бронзу.
На металле для чеканки не должно быть вмятин, царапин, пятен, расслоений. Если чеканка будет проводиться на смоляной подложке, потребуется битум №4 или 5, а для его удаления керосин или машинное масло. В качестве альтернативы использую пластилин, березовые или липовые чурбаки, войлочные или резиновые маты, свинцовые плиты. Шлифовку и полировку выполняют кварцевым песком и порошкообразной пемзой. Химическую обработку проводят:
- соляной, серной, азотной кислотами;
- поташом;
- сернокислой медью.
Оборудование и инструменты
Рабочее место чеканщика кроме верстака оборудуют слесарными тисами, электрическим точилом, шкафом или стеллажом для складывания инструментов, материалов, реактивов и пр. Набор оборудования дополняют:
- емкостью и электроплиткой для нагрева битума;
- двумя мешками 0,5х0,5 м из брезента с сухим мелкозернистым песком;
- ванночками для химических растворов;
- ящиком с древесными опилками для сушки заготовок;
- паяльной лампой для проведения отжига;
- резиновыми перчатками для проведения химической обработки;
- брезентовыми рукавицами для работы с горячими заготовками;
- металлической плитой для правки.

Основные инструменты для чеканки называют чеканами. Их делают из высокоуглеродистой стали в виде квадратных или круглых стержней длиной 12 — 18 см разного сечения. Нижнюю часть называют боем. Средний участок утолщают, чтобы было удобней удерживать в руке. В зависимости от формы боя чеканам даны названия:
- трубочками создают округлые углубления;
- обводными проводят линии в виде ряда точек;
- канфарниками наносят контуры изображения;
- лощатниками с шероховатым или гладким боем выравнивают фон;
- пурошниками выполняют выколотку с задней стороны;
- сечками с полукруглым или прямым боем набивают фон;
- фигурными наносят отпечатки нестандартной формы.

Чеканы из твердой древесины выполняют те же функции что и металлические, но по размерам больше. Для работы с ними потребуется деревянный молоток (киянка). Такие чеканы используют для создания крупных рисунков с глубоким рельефом. Металлическими молотками выбивают крупные изображения и наносят удары по чекану. Поэтому одну сторону делают сферической, а другую плоской.
Разметку и механическую обработку выполняют:
- чертилкой, металлической линейкой, циркулем, угольником;
- ножницами и ножовкой по металлу;
- лобзиком при нанесении ажурной чеканки;
- пробойниками из инструментальной стали;
- напильниками с мелкой и крупной насечкой.
Технология чеканки
Работу выполняют в следующем порядке:
- на бумаге рисуют изображение в натуральную величину;
- по размерам эскиза от металлического листа отрезают пластину с припусками, которые нужны для крепления на подложке или при оформлении в рамке;
- заготовку отжигают с последующим выравниванием;
- на лицевую сторону наносят слой белой гуаши или краски;
- через копирку изображение наносят на металл, затем обводят чертилкой;
- на заготовке, закрепленной на подложке, сначала выбивают внешний контур рисунка и внутренние линии, затем детали рельефа.
На завершающем этапе проводят декоративную отделку:
- шлифовку, чтобы удалить неровности и шероховатости;
- полировку, после которой изделие приобретет законченный вид, а у металла повышается стойкость к коррозии;
- патинирование (состаривание) ― обработку сернистыми и хлорными растворами для имитации старины;
- окраску латунных и медных изделий металлизированными красками;
- оксидирование химическими растворами для придания поверхности цвета от зеленых до черных тонов;
- эмалировку стеклянными сплавами разных цветов применяют для декорирования небольших изделий или отдельных деталей;
- тауширование ― вбивание тонкой проволоки из другого металла, чтобы выделить контур или детали изображения.
Важно!
До начала декоративной обработки изделие промывают, обезжиривают, сушат в древесных опилках.
Процесс чеканки своими руками
Учиться искусству чеканки начинают с простых изображений, которые нетрудно найти через интернет в свободном доступе. После освоения навыков работы с разными типами чеканов переходят к сложным композициям. Для выполнения первых объемных изображений лучше выбрать медь.
Важно сразу научиться правильно вести чекан. Его держат, немного отклоняя назад, пальцами левой руки, не используя мизинец. Чтобы не ограничивать свободу движений руку держат на весу, не опираясь локтем на столешницу. Инструмент продвигают вперед после нанесения отпечатка нужной глубины. При выполнении чеканки по меди своими руками рекомендуют наносить на поверхность заготовки тонкий слой пластилина, чтобы чекан лучше скользил.
Чтобы улучшить пластичность, лист металла отжигают. Чеканку начинают с нанесения наружных контурных линий на лицевой поверхности. С изнанки контур вытягивают после набивки внутренних линий. Затем набивают и выравнивают основной рельеф. Работу завершают декоративной обработкой.
Поскольку финишную отделку выполняют токсичными веществами при работе в домашних условиях необходимо соблюдать правила техники безопасности обращения и хранения агрессивных жидкостей. Обработку проводят внутри вытяжного шкафа или обеспечивают эффективную вентиляцию помещения. Емкости с реактивами закрывают хорошо притертыми пробками.
В настоящее время чеканка очень популярна. Поэтому после освоения этого вида художественной обработки металла можно организовать прибыльное дело. Тематические рисунки можно легко найти в интернете и на их основе создавать оригинальные композиции.
Читайте также: