Порошковая покраска черного металла
Обновлено: 17.05.2024
Прежде чем приступить к окрашиванию любой поверхности, необходимо ее предварительно обработать. Именно от того, насколько тщательно будет выполнена обработка – процесс достаточно длительный и трудоемкий – зависит качество итогового покрытия. Подготовка металла к покраске влияет на качество, стойкость, эластичность и долговечность покрытия, оптимальное сцепление краски с поверхностью и повышение антикоррозийных характеристик. О том, что представляет собой подготовка металла к порошковой покраске, расскажем в этой статье.
Влияние подготовки металла к порошковой покраске на конечный результат
Некоторая сложность заключается в том, что заметить, каким образом качество подготовки поверхности влияет на свойства лакокрасочного покрытия, можно спустя определенное время после того, как окраска будет выполнена. А потому зачастую именно потребитель становится жертвой нарушений, допущенных в процессе подготовки поверхности к нанесению краски.
К примеру, если поверхность не была тщательно обезжирена, то лакокрасочное покрытие может на нее плохо ложиться, из-за остатков масла могут возникать кратерообразования. Недостаточное обезжиривание является причиной низкой адгезии покрытия.
Из-за некачественной окончательной промывки или использования для нее жесткой воды возможно возникновение осмотического вспучивания, вероятность которого повышается при эксплуатации изделий, окрашенных порошковыми полиэфирными составами в условиях повышенной влажности.

Осмотическое вспучивание лакокрасочных покрытий, образование пузырей, нарушение адгезии связано с ручной подготовкой металлов к порошковой покраске, в процессе которой используются водорастворимые обезжиривающие средства, но при этом не выполняется последующая промывка и горячая сушка.
Насколько лакокрасочное покрытие будет долговечным, защищенным от нитевидной и подпленочной коррозии, зависит от таких стадий подготовки металла к порошковой покраске, как фосфатирование, хроматирование и пассивация.
Если поверхность плохо подготовлена к покраске, допущены нарушения при выборе ее способов, то разрушения лакокрасочного покрытия проявятся достаточно быстро, при этом на скорость появления разрушений напрямую влияет жесткость условий эксплуатации.
На выбор технологии подготовки металла к порошковой покраске влияют три основных фактора – условия эксплуатации окрашенных изделий, тип металла и состояние окрашиваемой поверхности. Существует множество схем подготовки различных металлических поверхностей к окрашиванию в зависимости от условий дальнейшего использования изделий, все они определены в ГОСТе 9.402-2004 «ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию».
Именно от условий эксплуатации зависит, каким будет процесс подготовки – полным, включая конверсионную обработку, либо можно будет ограничиться очисткой поверхности.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
На выбор вида конверсионной обработки (фосфатирование, хроматирование, пассивация) влияет тип окрашиваемого металла. В зависимости от того, в каком состоянии находится исходная поверхность (есть ли на ней ржавчина, окалина, оксидные слои), применяют травление или механическую очистку.
Помимо этого, необходимо исходить из типа используемых лакокрасочных материалов, размеров окрашиваемого изделия, производственных площадей, имеющегося оборудования, финансовых возможностей.
Качество конверсионных покрытий зависит от способов нанесения и типа используемых лакокрасочных материалов. Особое значение качество обработки поверхности обретает в случае использования электроосаждения или окрашивания порошковыми красками.
От размеров изделия и программы производства зависит, каким способом будут наноситься лакокрасочные составы. Детали и конструкции могут окрашиваться путем:
- погружения в ванны или распыления в камерах;
- использования циклического или непрерывного конвейера.
Зачастую отсутствие финансовых возможностей приводит к отказу от оптимальных технологий, что в свою очередь сказывается на качестве окраски.
Способы подготовки металла к порошковой покраске
Наиболее широкое распространение получили механические методы очистки поверхности, которая затем подвергается окрашиванию. Они заключаются в абразивном воздействии на имеющиеся загрязнения металлов. При этом снимается также часть поверхностного слоя, благодаря чему повышаются адгезионные свойства покрытия.
Механическая обработка может заключаться в крацевании при помощи быстро вращающихся проволочных дисковых щеток, в обработке с использованием абразивных дисков, кругов, тканей, бумаги, а также в сухой или влажной струйной обработке абразивными составами.

Лучший результат достигается за счет дробеструйной очистки с использованием воздуха. В связи с тем, что в процессе очистки в качестве абразивного агента выступает кварцевый песок, она также называется пескоструйной. Суть обработки состоит в том, что на обрабатываемую поверхность при помощи сжатого воздуха подается через сопло песок.
Кроме того, подготовка металла к порошковой покраске и очищение его поверхности возможно при помощи центробежной безвоздушной пескоструйной обработки. В этом случае абразивы направляются на обрабатываемую поверхность механически, сжатый воздух при этом не используется. Данный способ является менее энергозатратным. Пескоструйная очистка предполагает разгон мелких частиц за счет большого объема чистого и сухого сжатого воздуха.
Рекомендуем статьи по металлообработке
Безвоздушный способ позволяет существенно экономить электроэнергию, потребление которой составляет лишь 10 % от затрат, необходимых для очистки воздухоструйным способом. В то же время, применение пескоструйного метода позволяет регулировать сопла, чтобы абразив достигал полостей, которые недоступны при работе центрифужных лопастей. Ознакомиться с критериями и рекомендациями, позволяющими выбрать оптимальные пескоструйные установки, можно в соответствующих изданиях.
- Применение гидроочистки и предварительной подготовки.
«Систему гидроочистки» (HCS) впервые ввела в эксплуатацию компания Dürr Ecoclean. Данный метод подготовки металла к порошковой покраске предполагает использование ударного воздействия воздушной струи одновременно с очищающей жидкостью, скорость потока при этом достигает 800 км/ч, то есть действует принцип «воздушного ножа».
Данный способ позволяет глубоко очистить поры и гарантирует, что на обрабатываемой поверхности не останется никаких загрязнений. В зависимости от того, какие требования предъявляются к очистке, в процессе может применяться либо очищающая жидкость, либо пар. Для второго характерна электропроводимость меньше 10 μS/cm, что позволяет эффективно удалять отложения с поверхности металлов.
Большая кинетическая энергия приводит к созданию мощного механического воздействия, а высокая температура, варьирующаяся от +100 до +130 °С, приводит к уменьшению числа поверхностных загрязнений (масел). Так как все компоненты очищающей среды непрерывно корректируются, эффект от очистки будет постоянным. По сравнению с классической подготовкой металла к порошковому окрашиванию данный способ обработки на 50 % лучше очищает поверхность от твердых частиц, кроме того, зачастую он более эффективен для удаления масляных загрязнений (в данном случае на эффективность влияет форма обрабатываемых деталей).

- Применение химической очистки и подготовки поверхности.
Поскольку масляные и жировые загрязнения не могут быть удалены с поверхности подготавливаемых деталей при помощи абразивоструйного способа, то в данном случае подлежит применению химический метод. Использование его обусловлено в том числе и тем, что такого рода загрязнения отрицательно сказываются на самих абразивах (дроби, песке). Для обработки любых типов поверхностей подходит обезжиривание растворителями.
Обезжирить поверхность можно, просто протерев ее растворителем. Кроме того, можно использовать пары галогенизированных углеводородов, таких как трихлорэтилен. При этом следует иметь в виду, что подобная обработка не способна удалить с деталей твердые загрязнения, следовательно, если в дальнейшем не будет проведена дробеструйная очистка, то поверхность должна быть протерта либо обработана путем жидкостно-парового обезжиривания.
В настоящее время трихлорэтилен продолжает широко применяться, несмотря на существенные недостатки, такие как вредное воздействие на здоровье, низкая безопасность и необходимость использования нагревательного оборудования, благодаря которому обеспечивается должный очищающий эффект.
Ввиду безопасности, отсутствия вредного воздействия на здоровье и окружающую среду все большее применение находят очистительные средства на водной основе. К самым распространенным и при этом экономичным относятся эмульсионные очищающие составы, являющиеся растворителями, включенные в водную фазу за счет эмульгаторов. Так как поверхности, которые окрашиваются при помощи порошковых красок, могут быть различными, то очистительные составы разрабатываются в основном для подготовки деталей, выполненных из холоднокатаной, горячекатаной и оцинкованной стали, алюминия.
Антикоррозионная защита выполняется путем грунтования двумя видами порошковых грунтов, которые затем покрываются порошковой краской.
Пассивная антикоррозионная защита заключается в применении эпоксидного антикоррозионного грунта, благодаря которому образуется прочная пленка, обладающая хорошим сопротивлением к различным воздействиям, как химическим, так и механическим.
Ее использование позволяет защитить стальные и алюминиевые изделия, эксплуатация которых предполагается в мягких условиях (покрытие сварных конструкций, используемых в помещениях, диски из алюминиевых сплавов и пр.). Этот тип защиты помогает сгладить мелкие дефекты поверхности, возникающие в том числе после пескоструйной обработки.
Активная антикоррозионная защита предполагает использование эпоксидного цинкосодержащего грунта. Благодаря ей изделия получают высокую степень коррозионной устойчивости, позволяющую эксплуатировать их в жестких условиях. Небольшие проникающие повреждения поверхности могут привести к появлению следов местной коррозии, что никак не скажется на адгезии покрытия рядом распложенных зон. Грунт в данном случае ограничит область распространения коррозии.
Таким способом защищают любые стальные конструкции, которые эксплуатируются на открытом воздухе (речь идет о решетчатых настилах, заборах, ограждениях, лестницах, строительных конструкциях и пр.).
Нюансы подготовки алюминия к порошковой покраске
Подготовка металла к порошковой покраске, включая алюминиевые изделия, предполагает их обезжиривание пароводоструйным способом, термическую очистку или промывку с помощью чистящих средств. При значительном повреждении поверхности ржавчиной, оксидной пленкой и другими налетами необходимо проведение ее ручной, механической или пескоструйной зачистки.

Достаточно часто до покраски на алюминий наносят конверсионный слой (хроматирование), что позволяет добиться повышения долговечности и лучшего сцепления порошковой краски с поверхностью металла в 2-3 раза.
Если поверхности не требуется существенная механическая очистка от ржавчины, ручная зачистка неровностей и ремонт имеющихся дефектов, то можно обойтись лишь одним этапом подготовки металла к порошковой покраске – хроматированием.
Данный процесс состоит из обезжиривания, осветления алюминия с помощью кислых растворов (удаления оксидной пленки) и самого хроматирования. По окончании каждого из этапов хроматирования изделие необходимо тщательно промывать.
Для обезжиривания детали погружают в специальные ванны, которые наполняются растворителями либо щелочными или кислотными составами. В ряде случаев изделия обрабатываются обезжиривающими растворами, подающимися струей под давлением, что значительно повышает эффективность очистки, поскольку в этом случае поверхность подвергается не только химическому, но и физическому воздействию, а постоянная подача чистящего раствора не дает ему загрязниться.
Вторым после обезжиривания этапом является химическое травление, которое удаляет с поверхности металла оксидную пленку. Последняя значительно усложняет окрашивание алюминия, так как образующийся в результате взаимодействия воздуха и алюминия налет снижает адгезивные свойства поверхности, приводя к быстрой потере лакокрасочным слоем защитных и декоративных свойств. Именно поэтому хроматирование является наилучшим способом подготовки металла к порошковой покраске. Для травления используются наполненные растворами соляной, азотной, фосфорной или серной кислоты ванны, в которые погружают алюминиевые изделия.
Заключительным этапом является непосредственно хроматирование – нанесение на поверхность тонкого слоя фосфата хрома.
Хотя конверсионное покрытие (хроматирование) обладает неоспоримыми преимуществами, используется данный способ далеко не всегда. Зачастую подготовка металла (алюминия) к порошковой покраске заключается в травлении или пескоструйной обработке с использованием силуминовой дроби, позволяющей удалить с алюминия оксидную пленку. После того как оксидный налет снимается, изделия сразу покрывают краской. Несмотря на то, что подобное покрытие нельзя назвать надежным и долговечным, данный способ достаточно широко применяется на практике.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Порошковая краска по металлу: выбираем подходящую и красим правильно

Покрасить металл непросто. Большинство привычных нам красок с ним не дружат – не выдерживают больших температур и влаги. Но технологии изготовления колерных составов претерпели большие изменения. Пример таких изменений – порошковая краска по металлу. Читайте до конца и узнаете, как красить порошковой краской, ее разновидности, а также некоторые правила и рекомендации по нанесению.
Виды порошковых красок
Порошковая краска – материал с цветным пигментом в виде порошка. Она защищает металлическую поверхность от влаги, предотвращает появление ржавчины. Долговечность, дополнительную прочность и даже электроизоляция – ее особенность.
Помимо пигмента в состав входят и другие вещества: смолы образуют пленку, а катализаторы отвечают за отвердение. Покраска порошковой краской распространена в строительстве, автомобильной промышленности и интерьерном дизайне. Так можно добиться матовой или глянцевой, объемной или плоской поверхности.
Краска делится на 2 вида:
- Термопластичные. Решающим фактором здесь является высокая температура. В состав добавляют смолы: винилы, нейлоны или полиэстер. После нагрева они образуют твёрдое покрытие с сохранением состава и структуры исходного сырья. Такое порошковое окрашивание позволяет нагревать металлический предмет повторно и заново формировать слои.
- Термореактивные. Образование пленки происходит в результате химической реакции. Для производства красок используют акриловые, эпоксидные или полиэфирные смолы.
Термоактивные колеры подходят для изделий, эксплуатация, которых происходит в тяжелых климатических условиях. После нанесения порошковое покрытие преобразуется и не деформируется после повторного нагревания.
Компоненты в составе безопасны. У них высокая степень сыпучести, из-за чего они не прилипают к предметам и коже. Срок годности неограничен, цвет не блекнет, консистенция не густеет со временем. Свойства сохраняются до момента применения. Растворитель не нужен.

Технология окрашивания
При порошковой покраске технология окрашивания имеет огромное значение. Суть – в распылении сухих частиц на обезжиренную и очищенную поверхность. На поверхность металла, заряженную отрицательно, с лёгкостью прилипают положительно заряженные частицы краски. Так формируется ровный и однородный слой.
Используют всего два способа напыления:
- Электростатическое. На заземленную поверхность наносят порошок, заряженный электростатикой. Делают это с помощью пистолета для порошковой покраски. Колер обретает электрический заряд благодаря ионизированному воздуху. Он находится в области коронного разряда и образуется между электродами заряжающего наконечника и поверхностью для покраски.
Источник высокого напряжения встроен в конструкцию распылителя. Основной недостаток этого способа – невозможность нанесения краски в мелкие углубления и выемки.
- Трибостатическое. В этом способе используют сжатый воздух. В результате трения о диэлектрик появляется заряд. Он и удерживает молекулы краски на окрашиваемой поверхности. Диэлектриком служит фторопласт – из этого материала сделан распылитель. Этот способ используют для покраски изделий со сложной геометрией. Есть возможность использовать многоструйные насадки, именно они и повышают точность и равномерность нанесения краски.

Этапы работ
Технология порошкового окрашивания состоит из трёх этапов работ: подготовки поверхности, окрашивания и полимеризации.
Подготовка поверхности
Она включает в себя: очистку от загрязнений, обезжиривание, фосфатирование.
С поверхности металлического изделия удаляют грязь, ржавчину и окислы. Если пропустить этап очистки, краска слезет и придётся переделывать. Лучший способ очистки – дробеструйный. Мелкие гранулы под давлением или с помощью центробежной силы направляются на поверхность. В качестве гранул используют чугунные или стальные гранулы, а также песок.
Видео описание
В этом видео показано, как очистить металл от ржавчины
Для обезжиривания поверхности перед порошковым окрашиванием металлических изделий подойдёт химическая очистка или травление. В качестве реагента берут серную, азотную или фосфорные кислоты. Фосфатирование похоже на грунтование. При обработке специальным составом образуется фосфатная пленка, улучшающая адгезию.
Окрашивание
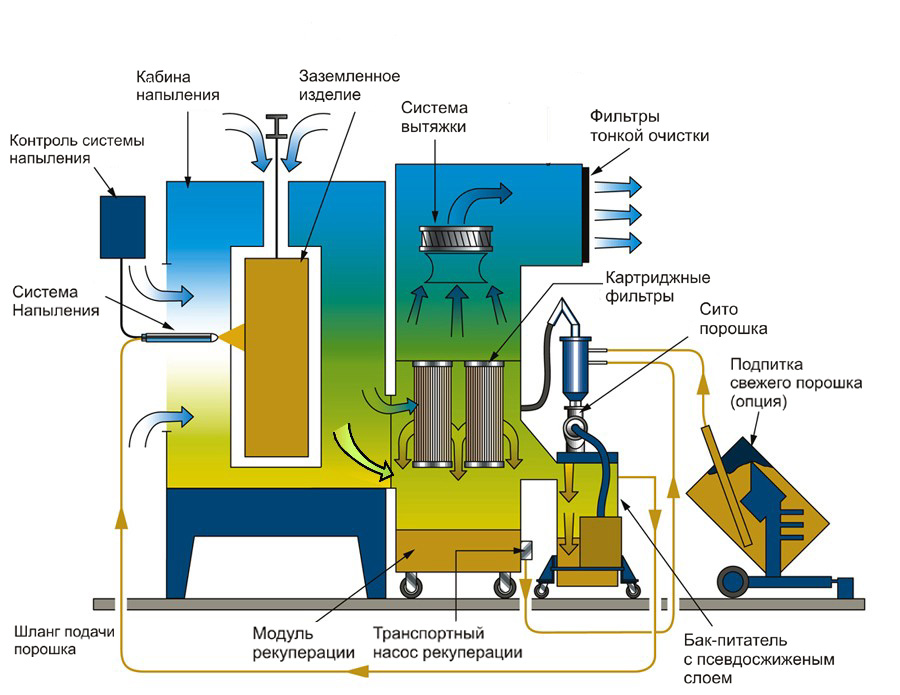
Для этих целей оборудуется специальное помещение – камера – с принудительной системой отсоса воздуха. В камерах проходного типа окрашивают крупногабаритные изделия, в тупиковых – мелкие детали. Специальный пистолет распыляет колер. Поэтапно процесс выглядит так:
- В специальный бункер засыпается порошковая краска и смешивается там с воздухом. Регулировка пропорций происходит при помощи вентилей.
- Через распылитель с высоковольтным источником проходит смесь краски и воздуха, приобретая положительный заряд.
- Происходит процесс распыления краски на изделие.
- Последний этап – вытяжка удаляет незакрепленные частицы. Поступая в специальный бункер, они снова направляются по покрасочному циклу.

Полимеризация
После нанесения порошка объект перемещается в печь. Далее нагревается под воздействием постоянного значения поддерживаемой температуры.
В этом видео показаны последствия недопекания и перепекания краски
Происходит процесс полимеризации краски. На прохождение полного цикла необходимо 15-30 минут. Микрочастицы порошковой краски оплавляются, образуя при этом плёнку, затем отвердевание и охлаждение. Время этого этапа зависимо от размера детали, вида печи и типа краски.
Температурный режим, необходимый для процесса, удерживают в диапазоне 150-200 °C. После чего расплавленный порошок заполняет все малые неровности, это гарантирует плотный контакт краски и поверхности.
Потом деталь охлаждается. Покрытие становится прочным, а изделие получает защиту от неблагоприятных воздействий окружающей среды.
Правила и рекомендации
- Рекомендуется использовать краски только проверенных производителей.
- Состояние подвесных крючков, ответственных за заземление изделий играет ключевую роль, в противном случае происходит нарушение электростатического механизма удерживания и распределение порошковой краски на окрашиваемой поверхности. Операция очистки, а также контроль цепи заземления необходимо провести технологически верно.
В этом видео показан процесс покраски порошковой краской
- Для напыления порошковых материалов, использовать минимально нужное количество воздуха. При перенасыщении происходит увеличение расхода колера, усиление нагрузки на оборудование, нарушение процесса электризации, изменение гранул порошкового материала, плюс, видимость в окрасочной камере заметно ухудшается.
- Использовать воздух лучшего качества, без примесей.
- Внимательно гомогенизировать порошковую смесь перед использованием.
- Не допускать смешивания разных цветов. Перед использованием нового цвета – тщательно очистить оборудование.
- Уделить большое внимание подготовке поверхности перед покраской.
- Условия хранения порошковых красок необходимо соблюдать во избежание ухудшения исходного сырья, что отразится на конечном результате.
- Технологический процесс должен быть соблюдён в деталях на всех этапах покрасочных работ.
- Контроль, профилактика и обслуживание агрегатов – необходимость.
- Правильно настроенные производственные циклы, гарантируют уменьшение потерей красящего пигмента до 2%-5%.
Правила и рекомендации помогут добиться равномерности и эластичности покрытия, а также долгого срока эксплуатации.

Коротко о главном
Порошковая краска – современный вид красящих материалов по металлу. Область применения – от покраски мелких бытовых приборов и предметов интерьера, до металлоконструкций.
Существует два основных порошковых вида красок – термопластичные и термореактивные. Выбор метода зависит от поставленных задач. Так же существует всего два типа технологий окрашивания – электростатическое и трибостатическое. В первом случае используют мощный источник высокого напряжения, во втором он отсутствует.
Покраску делают в 3 этапа: сначала подготавливают поверхность – очищают от грязи, пыли и старых слоев краски. Изделия окрашивают, используя систему отсоса воздуха. Заключительный этап – полимеризация. Окрашенный предмет отправляется в печь, чтобы зафиксировать краску, далее происходят процессы отвердевания и охлаждения.
Порошковая окраска: хотите об этом узнать?

Что такое порошковая окраска? Я владел небольшой мастерской, занимавшейся этой услугой более семи лет. Поэтому хотелось бы рассказать об этом с точки зрения профессионала. Самое востребованное предложение здесь лежит в сфере тюнинга и кастомайзинга, но может быть интересным и в повседневных потребностях автомобилиста. Чаще всего порошковую покраску применяют, чтобы сделать эффектными колесные диски. Затем — чтобы украсить различные металлические защиты и тормозные суппорты, реже — всевозможные рычаги и поводки «дворников». В этой статье я расскажу об особенностях покраски этих частей автомобиля, на чем можно сэкономить и как оценить качество работ.
Все мои выводы субъективны и основаны на личном опыте. Учиться приходилось на практике, расплачиваясь за ошибки деньгами и разочарованием.
Моими клиентами за эти годы были владельцы начинавших «уставать» автомобилей и любители тюнинга (зачастую это одни и те же люди), умники, набравшие тендеров, производители велосипедов, вейперы и сварщики мебели в стиле «лофт». Много мотоциклистов.

Начнем с теории. Порошковая покраска — способ нанесения сухой краски (мелкого порошка) на изделие с дальнейшим закреплением покрытия высокой температурой. Покрытие получается очень прочным и износостойким. В отличие от жидкой краски, где важно мастерство маляра, здесь человеческий фактор играет меньшую роль. Порошковая краска наносится на деталь специальным «пистолетом». Помните простейшие опыты с магнитом в школе, где металлический порошок на полюсах магнита складывается в определенный узор? Здесь все работает похожим образом и, соответственно, только с металлическими изделиями. Покрашенная деталь помещается в печь и запекается 15–25 минут при температуре 180–200 °С. Порошок плавится и превращается в однородное покрытие. После деталь остывает и может эксплуатироваться (окончательно покрытие набирает прочность еще сутки).

Так как самый популярный элемент в порошковой покраске — диски, то про это направление и расскажу. Давайте разберемся — а зачем красить диски? Вспомним цитату, приписываемую Генри Форду: «80% красоты автомобиля — в его колесах». В таком случае нет более бюджетного способа украсить автомобиль, чем покрасить диски. Посмотрите на фото: даже простые окрашенные штамповки преобразили внешность этого Volkswagen Golf II, а «разварки» — на Hyundai Getz.


Хорошие диски стоят достаточно дорого, а недорогое литье из Китая — низкого качества, гнется уже после первой хорошей колдобины. То же и со штампованными дисками. Комплект R14 б/у от топовых производителей, таких как Rays, BBS или качественный Китай, будет стоить от 20 000 рублей, стоимость больших диаметров доходит до 50 000–80 000. Цена порошковой покраски комплекта последние пять лет держится (в зависимости от размера) в диапазоне от 6000 до 14 000 рублей. Поэтому покрасить диски будет экономнее, чем покупать новые. Помимо экономического эффекта это еще дает возможность освежить диски, потерявшие былой лоск.


Технология покраски дисков может отличаться в разных мастерских. В моем понимании правильный процесс выглядит так.
Две трети успеха зависит от того, как подготовлена поверхность. Сначала с помощью химии снимается старое ЛКП. Не стоит использовать средства для смыва краски из строительного магазина: они практически бесполезны, проверено на практике. Такие средства надо покупать на предприятиях, специализирующихся на выпуске химической продукции для промышленных окрасочных работ. Некоторые мастерские изготавливают средства для удаления старой краски сами.
Для того, чтобы убрать остатки краски и загрязнений, используется щадящая пескоструйная обработка с мелким абразивом, подающимся под невысоким давлением.
После окончания подготовительных процедур начинается окраска. Первым слоем наносится порошковый грунт, затем — основной цвет. Зачастую цвет наносится в два слоя, без грунта.

В финале процедуры диски нужно покрыть лаком. Аэрозольные лаки держатся, как правило, не более сезона. Порошковый прозрачный лак обычно держится дольше. Покрытию моих дисков на боевых «Жигулях» уже более пяти лет, и выглядит все отлично!
С эстетической точки зрения важно попасть в цвет, и это притом, что порошковая краска не колеруется. Цвета выбираются из каталога RAL и имеющегося ассортимента у производителя. Примерами крупных производителей служат AkzoNobel и Teknos.


Лаки делятся на глянцевые (блестят при освещении), матовые (причем разной степени) и цветные. Цветные лаки тоже прозрачные, но имеют оттенок какого-либо цвета, их еще называют «кенди» (см. фото). Наша мастерская делала по собственной рецептуре лак с эффектом металлика: смешивая глянцевый лак и специальную блестящую порошковую краску.

Основные цвета могут быть как глянцевыми, так и матовыми, но обычно лак нивелирует это свойство. Также надо знать, что эти цвета бывают как гладкими, так и с шагренью различной степени.

Как выбрать мастерскую? Очевидно, обратиться к различным картографическим сервисам и посмотреть, кто поблизости предлагает такую услугу. Лучше ехать к тем, кто красит именно диски, а не металлоконструкции. Цены по рынку обычно у всех одинаковые, а экономия в 1000 рублей может иметь непредсказуемые последствия.
Какие критерии выбора мастерской? Почитайте отзывы, посмотрите представленные фото и набор допуслуг. Например, нужен ли шиномонтаж, есть ли возможность оставить машину на время покраски дисков на парковке у мастерской.

Найти общий язык с мастером будет проще, если заранее определиться с цветом покраски дисков. Или попросить каталоги цветов. Только не показывайте мастеру какую-нибудь невнятную безвкусную фотографию с просьбой «сделать, как на этой фоточке».

К достигнутому результату надо подходить трезво. Да, диски именитых производителей с нарушенным ЛКП можно вернуть к изначальному состоянию. Но если на диске не хватает кусков металла, он изъеден реагентами, есть окислы или ржавчина, производитель «no name», то без серьезной реставрации оптимального результата добиться не удастся: порошковая краска просто ровным слоем будет лежать на поврежденных поверхностях. Тут дам совет: такие диски лучше красить матовым лаком, который, в отличие от глянцевого, уменьшит визуальное восприятие неровностей. А если в качестве базы взять краску с шагренью, то даже серьезные царапины и неровности будут незаметны.

Как же оценить, хорошо ли покрасили диски? В первую очередь надо осмотреть лицевые поверхности. На слое лака не должно быть запекшейся грязи и пыли. Если в воздухе при покраске летала пыль, то в силу электростатической природы процесса она также получит свой заряд и прилипнет к металлу.
Не должно быть потеков краски и непрокрасов (когда видно металл). Слой краски и лака должен быть ровным и равномерным.

Если все хорошо на лицевой поверхности, то пора перейти к скрытым полостям. В порошковой покраске отлично работают основные законы физики из школьной программы и особенно «Клетка Фарадея». Но не стоит углубляться в науку, просто обратите внимание на острые углы и параллельные плоскости окрашенного изделия — нигде не должен быть виден металл. Цвет в таких местах не должен отличаться от других поверхностей. К примеру, на диске на фото в начале статьи сложными для покраски являются углы, где спицы примыкают к ободу диска.

Другие детали автомобиля, если решите их обновить, красятся абсолютно так же, как и диски, и на них могут быть точно такие же дефекты. Разница будет заключаться в нюансах подготовки деталей к работе и времени нахождения в печи.



Покрашенные порошковой краской пружина, детали подвески и крыло мотоцикла, дополнительно покрытое лаком
Основные минусы порошковой покраски — работа только с металлическими изделиями, невозможность колеровать цвета, трудность покраски одного изделия одновременно в несколько цветов (на практике этим даже никто не занимается). Также стоит понимать, что чуда не случится, если коррозия ушла глубоко под поверхность металла и не была убита химией или пескоструем. Ржавчина вылезет наружу уже в течение ближайшего года.


В итоге я закончил с этим бизнесом — мастерская выставлена на продажу. Причина проста: овчинка выделки не стоит. В среднем покраска приносила от 10 000 до 30 000 рублей в месяц. Были месяцы без прибыли и взлеты до 80 000. При этом все вечера и выходные были заняты, поспать иногда удавалось лишь пару часов. В 23 года это было допустимо и поддерживало на плаву, но в 30 лет стало неразумным.
Покраска металлических изделий
Причин, по которым требуется покраска металлических изделий, достаточно много. Это и придание им привлекательного внешнего вида, и защита поверхностей от коррозии, и продление срока эксплуатации. То есть трудозатраты (если сравнивать с процессом изготовления вещи) не такие и большие, а положительных моментов более чем достаточно.
С другой стороны, произвести покраску правильно тоже не так просто, как может показаться на первый взгляд. Во-первых, нужно выбрать наиболее подходящую краску. Во-вторых, решить, какой именно технологией воспользоваться. Причем в каждом случае имеются свои нюансы. О них мы сегодня и поговорим.
7 лучших красок для работы с металлом
На выбор состава, особенно если покраска металлических изделий осуществляется своими руками, влияет то, где впоследствии будет эксплуатироваться изделие, а также для чего оно предназначено. Только так выбранный состав будет оптимально подходить под конкретную поверхность.
Сегодня покупателю представлен огромный ассортимент подобной продукции, однако самыми популярными считаются следующие варианты:
В качестве основного компонента в данном случае используются силиконовые смолы, которые дополняются отвердителями и другими веществами. Такие составы являются токсичными, поэтому их рекомендуется использовать только для наружных работ, к примеру, для покраски домов. Минусом в данном случае является еще и то, что из-за состава подобная краска плохо распределяется по поверхности металла. Однако это вовсе не мешает ей обеспечить надежную защиту от коррозии на продолжительное время.
Не стоит забывать о том, что эпоксидные краски являются токсичными, поэтому не стоит использовать их внутри помещения.
В основе данного продукта находятся полимеры. В отличие от предыдущей краски, эта не является токсичной. Поэтому допускается использовать ее для покраски металлических поверхностей внутри помещений (офиса, квартиры и т. д.). Наносится она без особых проблем, однако перед этим необходимо подготовить плоскость. Акриловая краска является универсальной, значит, ее можно использовать для покраски большого количества различных поверхностей, в том числе и металлических.

Данный вариант можно считать классическим, поскольку этот состав может быть использован как для внешней покраски, так и для внутренней. Делается продукт на основе органических веществ. Прежде чем наносить его на поверхность, последнюю следует прогрунтовать. Несмотря на то, что краску можно использовать внутри помещения, запах у нее достаточно едкий и неприятный, поэтому должно быть обеспечено хорошее проветривание комнаты.
Данная продукция используется для покраски как внутри помещения, так и снаружи. При этом никакой предварительной обработки поверхности не требуется, состав наносится легко.
Это идеальный вариант для покраски стен домов и крыш. Химический состав краски обеспечивает надежную защиту поверхности от снега и дождя.
Используются как для внутренней покраски, так и для внешней. Представляют собой двух- и однокомпонентные составы. Полиуретановая краска обеспечивает защиту чугуна, стали, меди и алюминия от коррозии. Плюсом является то, что при окрашивании вертикальных поверхностей не образуется потеков. Кроме того, состав отлично переносит отрицательные температуры, поэтому обработку можно проводить в условиях от -60 °С до +80 °С. Несомненным преимуществом также является стойкость к химии и высокая прочность на разрыв.

Данная продукция отличается долговечностью и большим ассортиментом цветов. Состав, во-первых, стойко переносит резкие перепады температуры, ультрафиолет и осадки, а во-вторых, обеспечивает хорошую защиту металлической поверхности от коррозии. Использовать эту краску в помещении не рекомендуется, поскольку она обладает довольно резким запахом. Стоит заметить, что термостойкие виды способны выдерживать температуру до +350 °С.
Специализированные краски для покрытия изделий из металла
Все краски, о которых шла речь ранее, применяются исключительно для покраски стандартных металлических поверхностей. Когда же необходимо увеличить долговечность или надежность обработанного участка, используются специализированные составы.
Если необходимо покрасить металлическую поверхность, на которой присутствует ржавчина, то делается смесь из эпоксидной основы с добавлением химикатов. Ее наносят непосредственно на пораженные участки, благодаря чему образуется защитный слой. Именно он защищает поверхность от появления ржавчины и разрушения.
Предотвратить коррозию поможет специальный материал, в основе которого находятся вещества, защищающие от влаги, а также предотвращающие образование ржавчины. Благодаря таким составам, обработанные участки не портятся довольно длительное время.
Для нанесения декоративного покрытия, напоминающего удар молотка, используются молотковые смеси, в состав которых входят акриловая, алкидная и эпоксидная краска. Часто их используют для наружных работ, поскольку они отлично противостоят погодным условиям.
Хорошим вариантом является грунт-акрил, который соединил в себе все преимущества антикоррозийных красок и грунтовки. Как правило, он используется для покраски металлических изделий на открытом воздухе.
Придать изделию большую прочность и износоустойчивость поможет кузнечный состав, изготовленный из различных полимеров.
Есть также нитрокраска, которая используется исключительно на открытом воздухе, поскольку является одной из самых токсичных. Ее производством занимаются только специализированные предприятия.

11 преимуществ порошковой краски
Порошковой краске стоит уделить особое внимание, поскольку она является единственной в своем роде. В ней нет летучих, вредных для здоровья веществ, которыми человек мог бы отравиться во время обработки. Подобным не могут похвастаться многие составы, которые содержат компоненты, не позволяющие красить в закрытом помещении длительное время. Однако это далеко не единственный плюс порошковой покраски металлических изделий. Кроме того:
- Она обеспечивает высокую защиту от коррозии.
- Позволяет получить не только декоративное покрытие, но и защитить от воздействия негативных факторов окружающей среды.
- Не требует грунтовки поверхности, что экономит время на покраску.
- Обеспечивает защиту поверхности от бензиновых и химических загрязнений, а также ультрафиолетовых лучей.
- Стоит дешевле других видов покраски.
- Поверхность приобретает электроизоляционные свойства, что делает ее более безопасной для человека (исключается поражение электрическим током), так как на нее не распространяется электрическое поле.
- Абразивная краска не стирается, поскольку она не подвержена воздействию внешних физических факторов.
- Поверхность, покрытая порошковой краской, способна выдержать любые температуры, а также резкий ее перепад.
- Обрабатываются даже углы и кромки, что важно при покраске мелких металлических изделий. Обычной краской при помощи валика или кисточки сделать это бывает проблематично.
- Благодаря простоте и быстроте нанесения можно обрабатывать гораздо больше изделий и поверхностей.
- Главный плюс порошковой краски состоит в том, что даже если ее нанести в один слой, она будет выглядеть гораздо лучше, чем двойное окрашивание масляным составом.

3 этапа покраски металлического изделия
Прежде чем красить металлическую поверхность, ее нужно очистить и подготовить. Если изделие использовалось и на нем есть старая краска, нагар или грязь, то все это надо удалить. Кроме того, поверхность следует обязательно обезжирить и высушить.
Далее наносится защитный слой, поскольку в большинстве случаев одной краски бывает недостаточно для того, чтобы защитить металл от воздействия окружающей среды и появления коррозии. Для этого используется грунтовка, шпатлевка или эмаль в зависимости от поверхности. К примеру, для черных металлов больше подходят алкидные эмали или специальные масла, для цветных – лаки и грунтовки.
На следующем этапе осуществляется непосредственно покраска. Чтобы результат продержался дольше, наносится 2-3 слоя, причем каждый последующий – только после полного высыхания предыдущего. В конце поверхность полируется при помощи мелкой наждачной бумаги (если вид краски позволяет и это необходимо).
Основные технологии покраски металлических изделий
Если поверхность обработки небольшая и работа, к примеру, ведется дома, можно воспользоваться ручным способом покраски металлических изделий. Для этого применяются валики, кисти, тампоны и аэрозольные баллончики. Стоит заметить, что ручной способ покраски используется и в некоторых отраслях машиностроения, например, при применении высокотоксичных материалов с содержанием соединений меди, свинцового сурика и т. д.
Металлические поверхности принято красить следующими способами:
С помощью малярной кисти. Как правило, такой способ больше походит при необходимости обработки небольшого участка ровной металлической поверхности. Его плюсом является экономичность, а вот минусом – большая трудоемкость и низкая производительность.
Покраска валиком является достаточно эффективной, если планируется обработать большие металлические изделия, обладающие ровной поверхностью.

Как правило, данный способ используют, когда необходимо получить однослойное и грунтовочное покрытие на предметах разной сложности. Покраска осуществляется путем смачивания поверхности жидким лакокрасочным материалом с последующим его удержанием в тонком слое за счет адгезии и вязкости материала. Если говорить о преимуществах данного метода, то они заключаются, во-первых, в простоте использования оборудования, а во-вторых, в отличном качестве получаемого покрытия. Минус – большой расход краски и неравномерная толщина покрытия.
Данный метод считается одним из самых распространенных – около 70 % всех производимых лакокрасочных материалов наносится именно так. Во время пневматического распыления происходит дробление красящего состава струей сжатого воздуха, в результате чего образуется аэрозоль. Взвесь, соприкасаясь с металлической поверхностью, коагулирует, и на металл оседает слой лакокрасочного состава. Этот способ может быть использован для нанесения лака, грунтовки, эмали (быстросохнущие – не исключение). Кроме того, пневматическое распыление возможно на слой краски с «отлипом», а также на недосушенную грунтовку.
Если говорить о недостатках данного метода окрашивания, то к ним относят образование тумана, что приводит, во-первых, к ухудшению санитарно-гигиенических условий труда, а также расход до 25–55 % лакокрасочного материала. Кроме того, чтобы состав довести до необходимой степени вязкости, используется большое количество растворителей.
- Метод безвоздушного распыления.
В данном случае распыление лакокрасочного материала осуществляется под действием высокого гидравлического давления, которое создается насосом во внутренней полости прибора и вытесняет состав через сопло. Когда скорость на выходе становится больше критической для определенной вязкости, входящие в состав легколетучие компоненты начинают испаряться, в результате чего объем материала увеличивается и происходит диспергирование.
Во время данного метода покраски металлических изделий не происходит туманообразования. Благодаря более высокой вязкости составов, расход растворителей и лакокрасочных материалов сокращается на 20 %. Что касается недостатков безвоздушного распыления, то его довольно сложно использовать для окрашивания предметов, обладающих сложной конфигурацией.
На металлическую поверхность посредством электролита наносится тонкая пленка того же материала. Во время обработки изделия молекулы наносимого металла переносятся на верхний слой поверхности с помощью токопроводящего раствора и проникают в него. Другими словами верхний слой одного металла проникает в другой.

Гальваническая покраска металлических изделий позволяет сделать их более прочными, износостойкими и устойчивыми к коррозии. Кроме того, поверхность выглядит более красиво. Если говорить о недостатках, то существуют металлы, соединить которые друг с другом нельзя.
- Метод электростатического распыления.
Два электрода (один – окрашиваемый предмет, другой – коронирующий электрод) находятся под напряжением и на некотором расстоянии друг от друга. Между ними возникает электрическое поле высокого напряжения, в которое вводят распыленный лакокрасочный состав. Его частицы, заряжаясь от кромки электрода или ионизированного воздуха, двигаются по силовым линиям электрического поля и осаждаются на заземленном предмете, в результате чего образуется равномерное покрытие на поверхности обрабатываемого изделия.
Главным недостатком данного метода является то, что использовать для покраски можно только те лакокрасочные составы, которые имеют определенные эклектические характеристики.
Все методы покраски, которые были описаны выше, используются только в отношении жидких лакокрасочных материалов. Что касается порошковых красок, то их нанесение основывается на способности преобразовываться в аэрозоль, который осаждается на детали в результате электризации содержащихся в нем частиц, контакта с нагретой поверхностью или липкой подложкой, а также конденсации на холодной плоскости.

Стоит обработка порошковыми красками несколько дороже (в 1,5–2 раза), чем обычными составами, а объясняется это жесткими технологическими требованиями и использованием дорогого оборудования. Однако высокое качество получаемых монолитных полимерных покрытий делает данный способ покраски не менее востребованным, чем традиционные, а в некоторых случаях он даже вытесняет последние.
Порошковая покраска металлических изделий
Почему следует обращаться именно к нам
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Порошковая покраска металла

Порошковая краска, предназначенная в основном для окрашивания металла, начала применяться в широкой практике в 60-е годы прошлого века. Сегодня она уверенно занимает лидирующие позиции среди всех лакокрасочных покрытий.
Материал представляет собой многокомпонентную композицию, в которой дисперсионной средой является воздушная струя, подаваемая под высоким давлением. В процессе напыления частицы краски приобретают электрический заряд, благодаря которому плотно притягиваются к противоположно заряженной поверхности обрабатываемой детали. Первоначально использовались краски термопластичного типа, но сегодня в основном востребованы термореактивные композиции, обеспечивающие стойкость и долговечность ЛКП.
Характеристики порошковой краски
Главные требования к окрашивающему составу: однородность, физическая и химическая стабильность, размер частиц – 50-100 мкм. Порошковые краски содержат:
- твердые частицы;
- пленкообразующие смолы – эпоксидные, полиэфирные, полиэтиленовые, поливинилхлоридные;
- отвердители;
- наполнители;
- специальные добавки.
В зависимости от наличия или отсутствия красящих пигментов, различают пигментированные и непигментированные системы. Материалы первого типа образуют поверхностный слой в выбранной цветовой гамме. Непигментированные композиции, часто называемые порошковым лаком, востребованы для покрытия токопроводящих изделий из металла.
Первые порошковые краски были изготовлены на основе эпоксидных смол. Они используются и сегодня благодаря высокой адгезии к основанию, прочности и устойчивости покрытия к различного рода растворителям. Их минус – появление желтого оттенка при нагревании. Он не ухудшает эксплуатационные свойства ЛКП, но отражается на внешнем виде.
Порошковые составы на основе полиэфиров подходят для окраски металлических изделий и конструкций, используемых на открытом воздухе. Такое покрытие не желтеет, имеет хороший глянец, удовлетворительную адгезию к металлоизделиям, хорошую химическую стойкость. Суперпрочные полиэфиры используются при высоких требованиях к механической прочности ЛКП. Один из существенных плюсов полиэфирных композиций – низкая температура отверждения, позволяющая наносить состав на материалы, плохо переносящие высокие температуры. Свойства, похожие на полиэфирные порошки, имеют уретановые материалы.
Области применения «сухого» окрашивания
Этот метод позволяет создавать долговечное, устойчивое к царапинам и сколам ЛКП на металлических и других поверхностях, способных выдерживать высокие температуры. Он занял прочные позиции в следующих отраслях:
- производство бытовой техники – кухонных плит, стиральных машин, газовых и электрических плит, кондиционеров;
- транспортостроение – покраска кузовов и других элементов транспортных средств;
- строительство – защита и придание декоративного вида металлическим дверям, воротам и другим металлоконструкциям:
- производство промышленного оборудования, инструмента, элементов инженерных коммуникаций.
Способы покраски металла порошковой краской
Существует несколько технологий окрашивания металлических изделий: электростатическая, трибостатическая, в псевдоожиженном слое, газопламенным напылением.
Электростатический способ
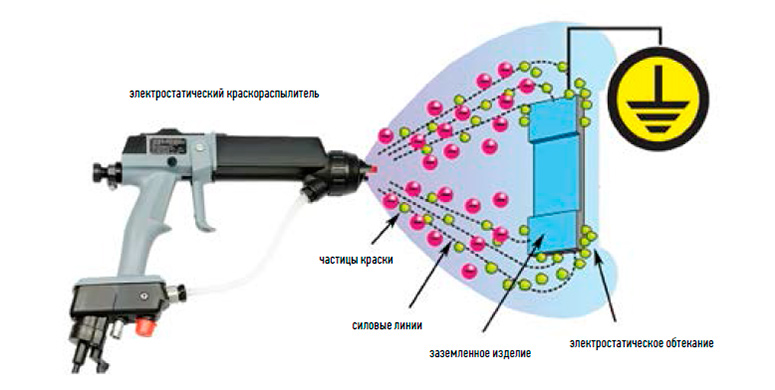
Впервые краскопульт для электростатического окрашивания был запатентован в 40-е годы прошлого века. В его конструкцию входит пистолет, использующий сжатый воздух, и высоковольтный электрод, заряжающий порошок на выходе из ствола. Заземленная деталь притягивает частицы краски, обычно имеющие отрицательный заряд, в случае нейлонных композиций – положительный.
Электростатическим пистолетом коронного типа лучше всего создавать толстый ЛКП, наносить краски металлик, обрабатывать материалы с высокой проводимостью заряда.
Популярные формы сопла – дефлекторная и плоская. В первом случае обеспечивается хорошее рассеивание красителя, во втором – оказывается четко направленное действие. Существуют и другие формы сопла, но они применяются гораздо реже.
Трибостатический
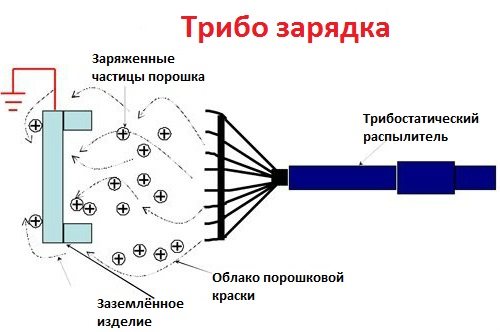
Пистолет для трибостатического порошкового покрытия металлических изделий имеет длинный ствол, на внутренней поверхности которого закреплен абразивный материал. Частицы краски, как и при электростатическом способе, движутся с помощью сжатого воздуха. Заряд они приобретают благодаря трению по абразиву. Плюсы такого решения – качественное окрашивание углублений, создание тонкослойного ЛКП, отсутствие высоковольтного источника электротока. Минусы – невысокая скорость процесса и ограниченное количество порошковых красок, для которых может использоваться эта технология.
В псевдоожиженном слое
Этот способ полимерно-порошкового покрытия металла применяется для создания толстого, надежного и прочного, антикоррозионного ЛКП. Порошок переводится в аэрозольное состояние. При подаче заряда образуется облако заряженных частиц, в которое погружается заземленная вращающаяся деталь. На ее поверхности оседает толстый равномерный слой краски. Этот метод подходит для термопластичных и термореактивных порошков.
Газопламенное напыление

Термопластичный порошок пропускают через пламя газовой горелки. Частицы красителя плавятся и покрывают изделие. Плюсы этого способа – мобильность оборудования, окрашивание крупногабаритных объектов. Такой способ покрытия металла порошковой краской может использоваться при любых температуре и влажности.
Виды составов для порошковой окраски металла
Такие краски могут иметь термопластичную, термореактивную и УФ-отверждаемую основу.
- В термопластичных композициях связующими смолами являются винил, нейлон, полиэстер. Большинство таких материалов нуждается в предварительном грунтовании поверхности. Окрашивание осуществляется при высоких температурах, химические реакции при этом отсутствуют. Частицы порошка под высоким давлением наносятся на поверхность детали, сплавляются между собой, а после остывания образуют защитно-декоративный слой – мягкий и эластичный.
- В материалах с УФ-основой имеется фотоиницииатор. Отверждение ЛКП происходит при попадании на поверхность ультрафиолетовых лучей.
- Популярные сегодня термореактивные красители, содержащие специальный отвердитель, образуют прочный и надежный поверхностный слой благодаря протеканию химических реакций между компонентами состава. В горячем состоянии порошок, попавший на деталь, растекается, а при охлаждении полимеризуется с образованием прочной и долговечной пленки, устойчивой к химическим веществам, царапинам, ударам. Доля таких материалов во всем объеме порошковых красителей – примерно 80%.
Оборудование для порошковой окраски стали и других металлов
Для этого процесса необходимы:
- Пистолет, конструкция которого зависит от поставленной технической задачи.
- Компрессор для выработки сжатого воздуха, который необходим для окрашивания, пескоструйной обработки, обдува деталей.
- Устройства для очищения сжатого воздуха от масла и воды, подготовки поверхности к покраске.
- Покрасочная камера. Имеет хорошее освещение рабочей зоны, вентиляционную систему, фильтры для улавливания излишне распыленного материала.
- Полимеризационная печь, габариты которой выбираются в зависимости от размеров предметов, с которыми планируется работать. Она необходима для нагрева детали после нанесения краски. В процессе такого нагрева происходит плотное сшивание химических связей компонентов красителя – полимеризация. Популярные виды печей – конвекционный и терморадиационный.
Этапы процесса окрашивания
Для получения красивого, равномерного ЛКП, устойчивого к механическим и химическим повреждениям, необходимо:
После охлаждения на воздухе металлопродукция готова к отправке заказчику.
Правила безопасности при порошковом окрашивании металлических деталей и конструкций
При электростатической покраске электрозаряд передается частицам состава. Для обеспечения их хорошего притягивания к предмету и безопасности процесса необходимо заземлить остальных участников этой технологической операции.
Если человек не заземлен, то частицы красителя будут огибать его контуры, а не двигаться к обрабатываемому объекту. Пол, на котором стоит оператор, должен быть сухим и чистым, а подошва его обуви – кожаной. Необходимо заземлить: крюки, на которые подвешивается изделие, воздушный рукав, емкость, из которой подается краситель, и прочие токопроводящие предметы.
Негативные последствия отсутствия или неэффективности заземления:
- неоднородный слой;
- перерасход красителя из-за его оседания на стенках камеры, полу, стенах;
- слишком тонкое ЛКП;
- необходимость постоянно настраивать применяемое оборудование.
Преимущества и недостатки порошковой покраски металлических изделий
Популярность этого метода обеспечивают:
- экологичность красящего состава благодаря отсутствию токсичных летучих соединений, оказывающих вредное влияние на окружающую среду и здоровье людей;
- минимальная усадка покрытия, обеспеченная отсутствием растворителя;
- отсутствие дефектов, возникающих при нанесении жидких ЛКМ;
- широкие цветовая гамма и спектр текстур;
- краткое время отвердевания защитно-декоративного слоя;
- минимальные потери окрашивающего материала – примерно 5%, при распылении жидких ЛКМ они могут составлять до 70%;
- возможность выполнять работы оператору с низкой квалификацией или полностью автоматизировать этот процесс;
- устойчивость ЛКП к механическим повреждениям, ультрафиолетовому излучению, низким и высоким температурам;
- долговечность защитно-декоративного слоя – 15-20 лет.
Этот метод порошковой покраски металла имеет небольшие ограничения. С его помощью сложно нанести тонкослойное и очень гладкое покрытие, получить высокий глянец. Жидкие аналоги однозначно побеждают, если речь идет о необходимости получить необычный сложный оттенок.
Преимущества заказа услуги порошкового окрашивания деталей и конструкций в компании «Адамант Сталь»
Мы обеспечиваем высокое качество результата и оперативное выполнение даже крупных заказов благодаря:
Читайте также: