Порошок для обработки металла
Обновлено: 03.07.2024
Прежде чем приступить к окрашиванию любой поверхности, необходимо ее предварительно обработать. Именно от того, насколько тщательно будет выполнена обработка – процесс достаточно длительный и трудоемкий – зависит качество итогового покрытия. Подготовка металла к покраске влияет на качество, стойкость, эластичность и долговечность покрытия, оптимальное сцепление краски с поверхностью и повышение антикоррозийных характеристик. О том, что представляет собой подготовка металла к порошковой покраске, расскажем в этой статье.
Влияние подготовки металла к порошковой покраске на конечный результат
Некоторая сложность заключается в том, что заметить, каким образом качество подготовки поверхности влияет на свойства лакокрасочного покрытия, можно спустя определенное время после того, как окраска будет выполнена. А потому зачастую именно потребитель становится жертвой нарушений, допущенных в процессе подготовки поверхности к нанесению краски.
К примеру, если поверхность не была тщательно обезжирена, то лакокрасочное покрытие может на нее плохо ложиться, из-за остатков масла могут возникать кратерообразования. Недостаточное обезжиривание является причиной низкой адгезии покрытия.
Из-за некачественной окончательной промывки или использования для нее жесткой воды возможно возникновение осмотического вспучивания, вероятность которого повышается при эксплуатации изделий, окрашенных порошковыми полиэфирными составами в условиях повышенной влажности.

Осмотическое вспучивание лакокрасочных покрытий, образование пузырей, нарушение адгезии связано с ручной подготовкой металлов к порошковой покраске, в процессе которой используются водорастворимые обезжиривающие средства, но при этом не выполняется последующая промывка и горячая сушка.
Насколько лакокрасочное покрытие будет долговечным, защищенным от нитевидной и подпленочной коррозии, зависит от таких стадий подготовки металла к порошковой покраске, как фосфатирование, хроматирование и пассивация.
Если поверхность плохо подготовлена к покраске, допущены нарушения при выборе ее способов, то разрушения лакокрасочного покрытия проявятся достаточно быстро, при этом на скорость появления разрушений напрямую влияет жесткость условий эксплуатации.
На выбор технологии подготовки металла к порошковой покраске влияют три основных фактора – условия эксплуатации окрашенных изделий, тип металла и состояние окрашиваемой поверхности. Существует множество схем подготовки различных металлических поверхностей к окрашиванию в зависимости от условий дальнейшего использования изделий, все они определены в ГОСТе 9.402-2004 «ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию».
Именно от условий эксплуатации зависит, каким будет процесс подготовки – полным, включая конверсионную обработку, либо можно будет ограничиться очисткой поверхности.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
На выбор вида конверсионной обработки (фосфатирование, хроматирование, пассивация) влияет тип окрашиваемого металла. В зависимости от того, в каком состоянии находится исходная поверхность (есть ли на ней ржавчина, окалина, оксидные слои), применяют травление или механическую очистку.
Помимо этого, необходимо исходить из типа используемых лакокрасочных материалов, размеров окрашиваемого изделия, производственных площадей, имеющегося оборудования, финансовых возможностей.
Качество конверсионных покрытий зависит от способов нанесения и типа используемых лакокрасочных материалов. Особое значение качество обработки поверхности обретает в случае использования электроосаждения или окрашивания порошковыми красками.
От размеров изделия и программы производства зависит, каким способом будут наноситься лакокрасочные составы. Детали и конструкции могут окрашиваться путем:
- погружения в ванны или распыления в камерах;
- использования циклического или непрерывного конвейера.
Зачастую отсутствие финансовых возможностей приводит к отказу от оптимальных технологий, что в свою очередь сказывается на качестве окраски.
Способы подготовки металла к порошковой покраске
Наиболее широкое распространение получили механические методы очистки поверхности, которая затем подвергается окрашиванию. Они заключаются в абразивном воздействии на имеющиеся загрязнения металлов. При этом снимается также часть поверхностного слоя, благодаря чему повышаются адгезионные свойства покрытия.
Механическая обработка может заключаться в крацевании при помощи быстро вращающихся проволочных дисковых щеток, в обработке с использованием абразивных дисков, кругов, тканей, бумаги, а также в сухой или влажной струйной обработке абразивными составами.

Лучший результат достигается за счет дробеструйной очистки с использованием воздуха. В связи с тем, что в процессе очистки в качестве абразивного агента выступает кварцевый песок, она также называется пескоструйной. Суть обработки состоит в том, что на обрабатываемую поверхность при помощи сжатого воздуха подается через сопло песок.
Кроме того, подготовка металла к порошковой покраске и очищение его поверхности возможно при помощи центробежной безвоздушной пескоструйной обработки. В этом случае абразивы направляются на обрабатываемую поверхность механически, сжатый воздух при этом не используется. Данный способ является менее энергозатратным. Пескоструйная очистка предполагает разгон мелких частиц за счет большого объема чистого и сухого сжатого воздуха.
Рекомендуем статьи по металлообработке
Безвоздушный способ позволяет существенно экономить электроэнергию, потребление которой составляет лишь 10 % от затрат, необходимых для очистки воздухоструйным способом. В то же время, применение пескоструйного метода позволяет регулировать сопла, чтобы абразив достигал полостей, которые недоступны при работе центрифужных лопастей. Ознакомиться с критериями и рекомендациями, позволяющими выбрать оптимальные пескоструйные установки, можно в соответствующих изданиях.
- Применение гидроочистки и предварительной подготовки.
«Систему гидроочистки» (HCS) впервые ввела в эксплуатацию компания Dürr Ecoclean. Данный метод подготовки металла к порошковой покраске предполагает использование ударного воздействия воздушной струи одновременно с очищающей жидкостью, скорость потока при этом достигает 800 км/ч, то есть действует принцип «воздушного ножа».
Данный способ позволяет глубоко очистить поры и гарантирует, что на обрабатываемой поверхности не останется никаких загрязнений. В зависимости от того, какие требования предъявляются к очистке, в процессе может применяться либо очищающая жидкость, либо пар. Для второго характерна электропроводимость меньше 10 μS/cm, что позволяет эффективно удалять отложения с поверхности металлов.
Большая кинетическая энергия приводит к созданию мощного механического воздействия, а высокая температура, варьирующаяся от +100 до +130 °С, приводит к уменьшению числа поверхностных загрязнений (масел). Так как все компоненты очищающей среды непрерывно корректируются, эффект от очистки будет постоянным. По сравнению с классической подготовкой металла к порошковому окрашиванию данный способ обработки на 50 % лучше очищает поверхность от твердых частиц, кроме того, зачастую он более эффективен для удаления масляных загрязнений (в данном случае на эффективность влияет форма обрабатываемых деталей).

- Применение химической очистки и подготовки поверхности.
Поскольку масляные и жировые загрязнения не могут быть удалены с поверхности подготавливаемых деталей при помощи абразивоструйного способа, то в данном случае подлежит применению химический метод. Использование его обусловлено в том числе и тем, что такого рода загрязнения отрицательно сказываются на самих абразивах (дроби, песке). Для обработки любых типов поверхностей подходит обезжиривание растворителями.
Обезжирить поверхность можно, просто протерев ее растворителем. Кроме того, можно использовать пары галогенизированных углеводородов, таких как трихлорэтилен. При этом следует иметь в виду, что подобная обработка не способна удалить с деталей твердые загрязнения, следовательно, если в дальнейшем не будет проведена дробеструйная очистка, то поверхность должна быть протерта либо обработана путем жидкостно-парового обезжиривания.
В настоящее время трихлорэтилен продолжает широко применяться, несмотря на существенные недостатки, такие как вредное воздействие на здоровье, низкая безопасность и необходимость использования нагревательного оборудования, благодаря которому обеспечивается должный очищающий эффект.
Ввиду безопасности, отсутствия вредного воздействия на здоровье и окружающую среду все большее применение находят очистительные средства на водной основе. К самым распространенным и при этом экономичным относятся эмульсионные очищающие составы, являющиеся растворителями, включенные в водную фазу за счет эмульгаторов. Так как поверхности, которые окрашиваются при помощи порошковых красок, могут быть различными, то очистительные составы разрабатываются в основном для подготовки деталей, выполненных из холоднокатаной, горячекатаной и оцинкованной стали, алюминия.
Антикоррозионная защита выполняется путем грунтования двумя видами порошковых грунтов, которые затем покрываются порошковой краской.
Пассивная антикоррозионная защита заключается в применении эпоксидного антикоррозионного грунта, благодаря которому образуется прочная пленка, обладающая хорошим сопротивлением к различным воздействиям, как химическим, так и механическим.
Ее использование позволяет защитить стальные и алюминиевые изделия, эксплуатация которых предполагается в мягких условиях (покрытие сварных конструкций, используемых в помещениях, диски из алюминиевых сплавов и пр.). Этот тип защиты помогает сгладить мелкие дефекты поверхности, возникающие в том числе после пескоструйной обработки.
Активная антикоррозионная защита предполагает использование эпоксидного цинкосодержащего грунта. Благодаря ей изделия получают высокую степень коррозионной устойчивости, позволяющую эксплуатировать их в жестких условиях. Небольшие проникающие повреждения поверхности могут привести к появлению следов местной коррозии, что никак не скажется на адгезии покрытия рядом распложенных зон. Грунт в данном случае ограничит область распространения коррозии.
Таким способом защищают любые стальные конструкции, которые эксплуатируются на открытом воздухе (речь идет о решетчатых настилах, заборах, ограждениях, лестницах, строительных конструкциях и пр.).
Нюансы подготовки алюминия к порошковой покраске
Подготовка металла к порошковой покраске, включая алюминиевые изделия, предполагает их обезжиривание пароводоструйным способом, термическую очистку или промывку с помощью чистящих средств. При значительном повреждении поверхности ржавчиной, оксидной пленкой и другими налетами необходимо проведение ее ручной, механической или пескоструйной зачистки.

Достаточно часто до покраски на алюминий наносят конверсионный слой (хроматирование), что позволяет добиться повышения долговечности и лучшего сцепления порошковой краски с поверхностью металла в 2-3 раза.
Если поверхности не требуется существенная механическая очистка от ржавчины, ручная зачистка неровностей и ремонт имеющихся дефектов, то можно обойтись лишь одним этапом подготовки металла к порошковой покраске – хроматированием.
Данный процесс состоит из обезжиривания, осветления алюминия с помощью кислых растворов (удаления оксидной пленки) и самого хроматирования. По окончании каждого из этапов хроматирования изделие необходимо тщательно промывать.
Для обезжиривания детали погружают в специальные ванны, которые наполняются растворителями либо щелочными или кислотными составами. В ряде случаев изделия обрабатываются обезжиривающими растворами, подающимися струей под давлением, что значительно повышает эффективность очистки, поскольку в этом случае поверхность подвергается не только химическому, но и физическому воздействию, а постоянная подача чистящего раствора не дает ему загрязниться.
Вторым после обезжиривания этапом является химическое травление, которое удаляет с поверхности металла оксидную пленку. Последняя значительно усложняет окрашивание алюминия, так как образующийся в результате взаимодействия воздуха и алюминия налет снижает адгезивные свойства поверхности, приводя к быстрой потере лакокрасочным слоем защитных и декоративных свойств. Именно поэтому хроматирование является наилучшим способом подготовки металла к порошковой покраске. Для травления используются наполненные растворами соляной, азотной, фосфорной или серной кислоты ванны, в которые погружают алюминиевые изделия.
Заключительным этапом является непосредственно хроматирование – нанесение на поверхность тонкого слоя фосфата хрома.
Хотя конверсионное покрытие (хроматирование) обладает неоспоримыми преимуществами, используется данный способ далеко не всегда. Зачастую подготовка металла (алюминия) к порошковой покраске заключается в травлении или пескоструйной обработке с использованием силуминовой дроби, позволяющей удалить с алюминия оксидную пленку. После того как оксидный налет снимается, изделия сразу покрывают краской. Несмотря на то, что подобное покрытие нельзя назвать надежным и долговечным, данный способ достаточно широко применяется на практике.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Металлический порошок

Металлический порошок можно получить из различных металлов и сплавов. Область его применения достаточно разнообразна. Он используется для изготовления особо прочных красок, устойчивых к атмосферным воздействиям. Кроме того, металлические порошки востребованы в 3D-печати, а также в производстве металлокерамических изделий.
Примечательно, что получение металлических порошков, по сути, делает их изготовление безотходным, что позволяет говорить о невысокой цене материала. И потому порошковая металлургия представляет собой активно развивающуюся область. Об особенностях такого производства мы поговорим далее.
Химические, физические и технологические свойства металлических порошков
В процессе изготовления металлическим порошкам придают определенный набор химических, физических, технологических характеристик:
Химические свойства
В металлических порошках присутствует азот, водород и другие газы, попавшие в сырье и адсорбированные с поверхности. Если говорить точнее, то в электролитических порошках есть водород, в карбонильных – примесь кислорода и двуокиси углерода, а в распыленных – газообразные вещества, участвующие в процессе производства.
Прежде чем подвергнуть готовый порошок прессованию, из него удаляют лишние газы методом вакуумирования. Это необходимо, чтоб защитить будущие изделия от появления трещин в ходе спекания.
Физические свойства
Зависят от формы, размеров, плотности частиц и прочих показателей. Каждой технологии получения металлического порошка свойственна своя форма частиц:
- карбонильная технология – сферическая форма;
- восстановительная – губчатая;
- измельчение мельницей – осколочная;
- вихревое дробление – тарельчатая;
- электролиз – дендритная;
- распыление – каплевидная.
Частицы могут иметь размеры от долей микрометра до десятых долей миллиметра. Наибольший разброс данного показателя встречается в порошках, при производстве которых был использован метод электролиза или восстановления.
На плотность влияют дефекты, присутствующие в кристаллической решетке, примеси в закрытых порах. Данную характеристику оценивают при помощи пикнометра.
Микротвердость определяется наличием и характером примесей. От данного показателя зависит возможность деформирования частиц порошка.
Технологические свойства
Такие характеристики связаны с текучестью, формуемостью, насыпной плотностью, прессуемостью.

Под первой понимают скорость, с которой условная единица объема заполняется порошком. Текучесть влияет на уровень производительности при прессовании.
Прессуемость – это способность металлического порошка приобретать необходимую плотность при прессовании. А благодаря формуемости он сохраняет определенную форму.
Способы изготовления металлических порошков
Все используемые при производстве металлического порошка подходы объединены такими характеристиками:
- Экономичность, поскольку в роли сырья выступают отходы металлургической промышленности, например, окалина. Сейчас она задействуется только в данной сфере.
- Высокая точность форм – изготавливаемые по этой технологии изделия имеют геометрические формы, которые не требуют последующей доработки. Таким образом удается сократить долю отходов производства.
- Высокая износостойкость поверхности, обеспечиваемая мелкозернистой структурой, большой твердостью, прочностью изделий.
- Относительно низкий уровень сложности технологий порошковой металлургии.
Применяемые на данный момент методы в данной сфере можно разделить на две категории:
- Физико-механические. Предполагают измельчение сырья, благодаря чему удается получить частицы небольших размеров. А именно: на металл оказывают воздействие при помощи различной комбинируемой нагрузки.
- Химико-металлургические. Позволяют изменить фазовое состояние сырья. Например, к таким технологиям относится восстановление солей, окислов и иных соединений металлов.

Для изготовления металлического порошка используют такие подходы:
- При шаровом способе в шаровой мельнице тщательно дробят металлические обрезки, получая в результате мелкозернистый порошок.
- Вихревой способ предполагает использование мельницы другого типа, формирующей сильный воздушный поток. Находящиеся в нем крупные частицы сталкиваются, превращаясь в металлический порошок мелкой фракции.
- В основе действия дробилки лежит ударная нагрузка, иными словами, груз большой массы падает на сырье с определенной периодичностью.
- Распыление сырья требует доведения металла до жидкого состояния и последующее его распыление под воздействием сжатого воздуха. Получившийся хрупкий состав попадает в специальное оборудование, где перемалывается до порошкообразного состояния.
- Электролизом называют восстановление металла из жидкого состава при помощи тока. Поскольку таким образом повышается хрупкость материала, потом его можно быстро перемолоть в дробилках. Готовое зерно имеет дендритную форму.
Некоторые описанные методы активно используются современными предприятиями, например, при производстве металлического порошка для краски, так как отличаются высокой производительностью и эффективностью. Другие предполагают повышение стоимости получаемого сырья, поэтому сегодня практически не используются.
Сферы применения металлического порошка
Изготовление и обработка металлов порошковым способом включает в себя множество технологий, что позволяет производить детали с необходимым составом и характеристиками.
Металлический порошок нашел применения в таких сферах:
Изготовление элементов узлов трения
Металлокерамические изделия имеют пористую структуру, благодаря которой хорошо удерживают смазочные материалы. Поэтому из порошков производят детали, подверженные трению в процессе эксплуатации. А именно: подшипники скольжения, направляющие втулки, вкладыши, щетки электродвигателей.

С пропитанного маслом подшипника смазка попадает на трущиеся поверхности, поэтому подобные подшипники называют самосмазывающимися. Подобные детали из металлического порошка имеют ряд преимуществ:
- Экономичность, ведь с их помощью удается снизить расход масла.
- Повышенная стойкость к износу.
- Экономия на материале, так как в этом случае железо используется вместо дорогостоящей бронзы и баббита.
На производствах могут усиливать пористость металлокерамических деталей, добавляя в их состав графит. А данный материал широко известен своими высокими смазывающими свойствами, поэтому подшипники с увеличенной долей данного компонента используются без дополнительного масла.
Производство композитных материалов
Современная высокотехнологичная техника не может обойтись без изделий из композитных материалов. Стоит пояснить, что композиты превосходят сплавы тем, что обеспечивают прочные соединения разнородных металлических и неметаллических элементов.
При выплавке традиционным способом с использованием металлургических печей невозможно создать растворы, например, вольфрама и меди. Однако с появлением композитных материалов эту проблему удалось решить.
Чтобы добиться необходимого эффекта, компоненты, в том числе металлический порошок, соединяют, придают смеси форму на прессе и спекают.
Получение твердых сплавов
Для этой цели применяют методы металлокерамики. Повышенная твердость обеспечивается посредством добавления в смесь карбидных включений, ведь с ростом доли углерода растет твердость основного металла.
Кроме того, благодаря карбидным соединениям достигается высокая вязкость, но остаются неизменными прочностные характеристики металлического порошка.

Металлокерамические элементы применяются в тех сферах, где основным качеством изделий является высокая износостойкость. Обычно это касается режущего инструмента, твердосплавных матриц, пуансонов для листовой штамповки.
Изготовление изделий из электроконтактных материалов
Электрические контакты, используемые в электронике и радиотехнике, также состоят из металлических, а именно ферромагнитных порошков.
Прочие сферы, в которых применяются порошки
Они отличаются жаростойкостью, поэтому могут использоваться как материал для элементов тормозных систем. При необходимости данное качество металлокерамики повышают, внося в ее состав хром, никель, вольфрам.
В изготовлении большинства магнитных деталей сегодня используется металлический порошок. Благодаря технологии порошковой металлургии удается соединять железо с силикатами.
Также металлокерамические изделия участвуют в фильтрации газов, горючих веществ.
Применение металлических порошков для печати на 3D-принтере
3D-печать металлами позволяет производить изделия практически из любых сплавов, что является главным достоинством этой технологии. Используются не только стандартные металлы, но и широкая номенклатура специальных сплавов.
Речь идет об уникальных высокотехнологичных материалах, которые создаются в соответствии с целями конкретного клиента.
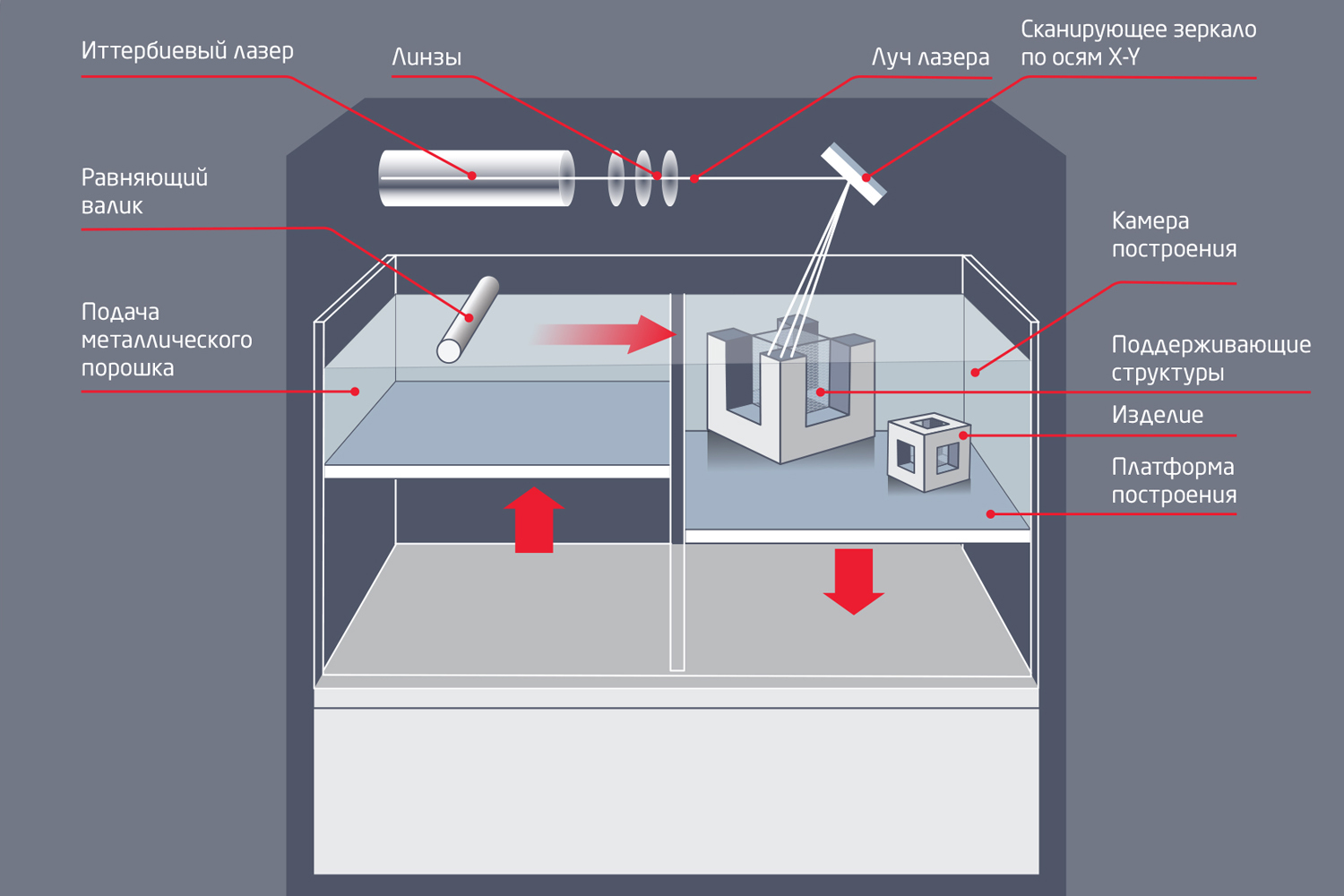
Самым современным и распространенным способом использования металлических порошков в 3Д-принтерах является селективное лазерное плавление (SLM/DMP). В его рамках происходит последовательное послойное сплавление смесей под действием мощного излучения иттербиевого лазера.
Плюсы такого метода 3D-печати:
- обеспечение плотности, в 1,5 раза превосходящей аналогичный показатель литья;
- возможность изготовления объектов наибольших размеров, имеющих сложные геометрические или другие неповторимые формы в виде закрытых бионических структур;
- большой выбор стандартных и специальных металлических сплавов;
- меньшее количество циклов производства, благодаря чему сокращаются временные затраты на получение готовой продукции.

Использование металлических порошков позволяет восполнять потребности таких сфер, как:
- авиакосмическая индустрия;
- машиностроение;
- автомобилестроение;
- нефтегазовая отрасль;
- электроника;
- медицина;
- пищевая промышленность;
- экспериментальные работы и исследовательская деятельность, осуществляемая в конструкторских бюро, научных, учебных центрах.
На предприятиях порошкам для 3D-печати сообщают набор характеристик, необходимых для решения конкретных задач. Это нужно учитывать, если вы хотите купить металлический порошок для 3D-принтера. Поскольку подавляющее большинство металлов можно распылить, сегодня существует огромный выбор материалов для подобной печати.
Рекомендуем статьи
Доступные современной металлургии методы активно используются в аддитивном производстве, поэтому металлические порошки и уникальные сплавы применяются для создания изделий геометрически сложных форм, обеспечивая им повышенный уровень точности, плотности, повторяемости.
Почему следует обращаться именно к нам
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Изделия из металлических порошков

Для производства высококачественных деталей, предназначенных для машиностроения, радиоэлектроники и прочих областей промышленности, используются изделия из металлических порошков. Технология дает возможность формировать заготовки, спекать и окончательно обрабатывать изделия (включая калибровку, доуплотнение, выполнение чистовой механической обработки, термообработки и т. п.). Для готовых деталей, получаемых таким способом, характерны высокая прочность, соответствие заданным размерам и конфигурации. В этой статье подробнее остановимся на качествах металлопорошковых изделий.
Что собой представляет порошковая металлургия и в чем ее плюсы

Порошковая металлургия используется в том случае, когда отсутствует возможность создания нужных деталей или материалов при помощи традиционных методов металлообработки либо металлопорошковый способ производства оказывается экономически более целесообразным. Металлопорошковая технология помогает в создании композиционных материалов, имеющих риботехническое (речь о подшипниках скольжения, фрикционных накладках и дисках), электротехническое (контакты, магнитотвердые и магнитомягкие изделия) и инструментальное (твердые сплавы) назначение, а также конструкционных деталей (втулок, колец, храповиков, шестерней, крышек подшипников, кулачков и др.) и т. п.
Среди преимуществ создания изделий из металлических порошков следует отметить:
- Снижение затрат на финальную обработку заготовки. В большинстве случаев изделия из металлических порошков имеют окончательные размеры и не требуют дополнительной механической обработки либо нуждаются в минимальной чистовой отделке, позволяющей добиться высокой точности изделий. Такая технология особо эффективна при создании деталей, имеющих сложную геометрическую форму.
- Возможность изготовления деталей, обладающих регулируемой пористостью (фильтров, катализаторов, глушителей шума и пр.).
- Возможность создания градиентных и композиционных материалов, получение которых при использовании традиционных технологий невозможно.
Основными сферами, в которых нашли применение изделия из механических порошков, являются автомобильная промышленность (на которую приходится примерно 70 % всего объема продукции), области приборостроения, производство бытовой техники.

В 1999-2000 гг. Европейская Ассоциация порошковой металлургии провела статистические исследования и, проанализировав собранные данные, сделала вывод о том, что изготовление 1 000 тонн изделий из металлических порошков позволяет сэкономить 1 500–2 000 тонн металла, высвободить 50 металлорежущих станков, на 120 000 нормочасов снизить трудоемкость работ, более чем в 1,5 раза повысить производительность труда. Еще одним преимуществом порошковых деталей является их себестоимость, которая в среднем в 2-2,5 раза ниже, чем себестоимость изделий из металлического проката.
В 2000 году металлообрабатывающими предприятиями всего мира (за исключением предприятий стран СНГ) было выпущено более 700 000 тонн изделий из металлических порошков. Расширился ассортимент создаваемых по данной технологии деталей, стало возможным производство из металлокерамики шатунов двигателей, крышек подшипников, колец синхронизаторов КПП, роторомасляных насосов, седел клапанов, кулачков распределительных валов, узлов АКПП и т. п.
С развитием этой металлообрабатывающей отрасли повышается качество исходных материалов, благодаря чему улучшается плотность и прочность готовых изделий и материалов; усложняются формы и увеличивается размерная точность деталей; повышаются механические и функциональные характеристики готовой продукции.
Решению поставленных перед отраслью задач способствует создание оборудования, обладающего высокой формовочной точностью и повышенной производительностью, открытие новых технологических процессов производства изделий из металлических порошков.
На сегодняшний день эта отрасль металлообработки позволяет не только экономить ресурсы, но эффективно создавать материалы, обладающие уникальными свойствами, что невозможно при использовании традиционных способов работы с металлами.
Свойства металлических порошков

Технологическая пригодность металлических порошков, как и любых других материалов, определяется их стандартными характеристиками, среди которых:
- пикнометрическая плотность, зависящая от химической чистоты и уровня пористости порошка;
- насыпная плотность, под которой понимают массу порошка, получаемую при свободном наполнении емкости заданного объема;
- текучесть порошков, определяемая в зависимости от скорости наполнения емкости определенного объема (этот параметр имеет существенное значение, поскольку влияет на производительность последующего прессования);
- пластичность, под которой понимают свойство порошка принимать и сохранять определенную форму.
Независимо от того, каким способом получен металлический порошок, его дальнейшая обработка выполняется за счет давления и применения специальных пресс-форм.
Форма изделиям из металлических порошков придается при помощи прессования с использованием пресс-форм, прокатки и шликерной формовки.
Технология шликерной формовки аналогична формовочному литью, с ее помощью изготавливают втулки, оси, штуцеры, валики и др.
Технологический процесс производства металлических порошков

Прежде чем приступить к производству металлокерамических деталей, необходимо изготовить порошки. Различия во фракциях и размерах готовых измельченных частиц обусловлено разными способами производства.
Методы получения порошков делятся на две большие группы:
- В основе физико-механических методов изготовления металлических порошков лежит измельчение твердых или жидких частиц металла механическим способом. Эта группа технологий сочетает в себе обработку за счет статических и ударных нагрузок.
- При использовании химико-металлургических методов изменяют фазовое состояние исходного материала. Модификация достигается за счет восстановления окислов и солей, электролиза, термической диссоциации карбонильных соединений.
Получение металлических порошков возможно одним из следующих способов:
- Шаровым. При этом происходит дробление и перетирание металлических обрезков и стружки при помощи шаровой мельницы.
- Вихревым. В этом случае в специальных мельницах насосами нагнетается воздушный поток, под воздействием которого металлические частицы сталкиваются друг с другом. Зерна готового порошка имеют блюдцеобразную форму. Качество готового материала весьма высокое.
- При помощи специальных дробилок, измельчающих частицы металла за счет ударного воздействия падающего груза.
- Распылением. Этот способ подходит для работы с легкоплавкими металлами. Жидкий сплав распыляют за счет потока сжатого воздуха, а затем измельчают при помощи быстровращающегося диска.
- Электролизом. Для восстановления металла используется электрический ток. В результате хрупкость металла повышается, что позволяет измельчать его в мельнице до порошкообразного состояния. Готовые зерна имеют дендритную форму.

1. Физико-механические методы.
Для получения порошка с нужными фракциями используются центробежные мельницы.
Промежуточным этапом является первичное измельчение, для которого используются конусные и валковые дробилки, позволяющие измельчить металл до частиц размером не более 1 см.
В зависимости от используемой технологии процесс занимает от одного часа до трех-четырех суток. При необходимости ускорения производства прибегают к помощи вибрационных мельниц.
Процесс измельчения при помощи таких мельниц отличается большей интенсивностью, поскольку прилагаются режущие усилия, а также создается переменное напряжение. Размер получаемых зерен варьируется от 0,009 до 1 мм.
Повышению производительности процесса измельчения металлических частиц способствует жидкостное воздействие, благодаря которому металл не распыляется. При этом объем используемой жидкости составляет около 40 % от массы обрабатываемого вещества.
Твердосплавные частицы измельчаются при помощи центробежных мельниц. К недостаткам этого типа мельниц относится периодичность работы.
При помощи физико-механических методов нельзя измельчать высокопластичные цветные металлы. Для работы с пластичными материалами используются вихревые мельницы, измельчающие частицы за счет ударов друг о друга.
2. Химико-металлургические методы.

Наиболее распространенным способом изготовления металлических порошков является восстановление железа, выполняемое при помощи рудных окислов или окалины, которая является продуктом горячей прокатки. При этом важное значение имеет количество газообразных соединений в порошке.
Если их количество будет выше допустимой нормы, то готовый порошок будет излишне хрупким, что не позволит его в дальнейшем прессовать. Если превышение нормы все же произошло, излишняя часть газов удаляется при помощи вакуумной обработки.
Наиболее простым и дешевым способом является тот, в основе которого лежат распыление и грануляция. Для измельчения металла используются струи расплава либо инертного газа, распыляемые при помощи форсунок. Температуру и давление газового потока можно регулировать, для охлаждения используется вода.
Медные порошки с высокой степенью чистоты чаще всего получают за счет электролиза.
Какие изделия производят из металлических порошков

Технологические методы, позволяющие получать порошки, весьма многочисленны и разнообразны. Благодаря этому возможно изготовление изделий из металлических порошков, обладающих нужными свойствами и составом.
Технология порошковой металлургии дает возможность создавать новейшие композитные материалы, которые невозможно произвести иными способами. Порошковое покрытие металлических изделий позволяет экономно использовать материалы из-за их более низкого расходного коэффициента.
Без изделий из металлокерамических порошков сегодня не обходятся такие сферы промышленности, как приборо- и машиностроение, радиоэлектроника, изготовление инструментов, включая сверла, резцы.
На сегодняшний день изготовление металлопорошковых изделий автоматизировано, в связи с этим не требуется наличия на предприятии высококвалифицированных кадров. Эти факторы снижают себестоимость готовых металлических изделий.
Если пористость порошков находится в пределах нормы, то их коррозионная стойкость аналогична этому показателю у деталей, произведенных традиционными способами.
Изделия, изготовленные из металлических порошков, устойчивы к резким перепадам температур, что обуславливает сферу их использования.

Благодаря пористой структуре изделия из металлических порошков хорошо удерживают смазку.
Именно поэтому металлопорошковые материалы используются для производства деталей, подвергающихся повышенному трению в процессе эксплуатации (подшипников скольжения, направляющих втулок, вкладышей, щеток электродвигателей).
Поскольку порошковые подшипники имеют пористую структуру, их можно пропитать смазочными материалами. В дальнейшем смазка начнет выходить на поверхность подшипника и перейдет на соприкасающиеся детали. Подобные подшипники называют самосмазывающимися.
Они обладают следующими преимуществами:
- экономичностью (снижают расход смазки);
- износостойкостью;
- экономией на материалах (железо используется вместо дорогой бронзы и баббита).
Пористость изделий в процессе их изготовления можно усиливать путем добавления в металлические порошки графита, характеризующегося отличными смазывающими качествами. Подшипникам, в которых содержится высокий процент графита, смазка не требуется вовсе.

Высокотехнологичные машины и аппаратура комплектуются деталями и элементами, изготовленными из композитных материалов. Развитие высоких технологий повлекло за собой активное развитие металлопорошкового производства. В отличие от сплавов, композитные материалы могут состоять из различных компонентов, как металлических, так и неметаллических.
При помощи традиционных способов металлообработки, к примеру, плавления в металлургических печах, нельзя получить соединения вольфрама и меди. Производство компонентных материалов помогает решить эту проблему.
Для того чтобы изготовить композитные материалы, нужные компоненты просто смешивают друг с другом, затем придают им необходимую форму при помощи пресса, после чего спекают.
Среди композитных материалов можно также отметить ядерное топливо.
Благодаря современным технологиям можно получать твердосплавные изделия за счет добавления в их состав карбидных включений. Не секрет, что чем выше содержание в металле углерода, тем более твердым он является.
Карбид повышает вязкость порошков, при этом не отражаясь на его прочностных характеристиках. Металлокерамические детали отличаются повышенной износостойкостью, поэтому именно из них изготавливают режущие инструменты, твердосплавные матрицы и пуансоны, при помощи которых выполняется листовая штамповка металлов.
Металлические ферромагнитные порошки используются также для создания электроконтактных материалов, т. е. электрических контактов, без которых невозможен выпуск электронных и радиотехнических деталей.
Возможно использование металлических порошков и в других сферах.
Благодаря устойчивости к воздействию высоких температур, порошки оптимальны для производства различных тормозных механизмов. Для повышения жаростойких качеств в металлокерамику добавляют хром, никель и вольфрам.
Для производства абсолютного большинства современных магнитных изделий используются порошки из металла. За счет инновационных технологий железо можно соединять с разного рода силикатами.
Изделия из металлических порошков применяются для создания фильтрующих устройств для газов и горючих веществ.
5 особенностей металлических порошков для 3D-печати
Одно из важных преимуществ технологии 3D-печати металлами – возможность создать изделие из практически любого сплава. Помимо стандартных металлов существует широкая номенклатура специальных сплавов – уникальных высокотехнологичных материалов, которые производятся под определенные задачи заказчика.
Наиболее прогрессивная и популярная из технологий 3D-печати металлами – селективное лазерное плавление (SLM/DMP). Она заключается в последовательном послойном сплавлении металлических порошков при помощи мощного излучения иттербиевого лазера.
Технология запатентована лидерами 3D-индустрии – компаниями SLM Solutions и 3D Systems. Металлические 3D-принтеры этих производителей, в зависимости от функциональных возможностей и решаемых задач, могут быть задействованы и как производственные машины для серийного изготовления, и как лабораторные установки с гибкими настройками и возможностью быстрой смены материалов для 3D-печати.
Оборудование:
SLM Solutions (SLM-технология): SLM 125, SLM 280, SLM 500, SLM 800;
3D Systems (DMP-технология): ProX DMP 100, ProX DMP 200, ProX DMP 300, ProX DMP 320, DMP 8500.
Основные преимущества 3D-печати металлами:
- высокие показатели плотности: в 1,5 раза выше, чем при литье;
- возможность создания миниатюрных и геометрически сложных объектов и других неповторимых форм в виде закрытых бионических структур;
- широкий выбор металлических сплавов, как стандартных, так и специальных;
- сокращение циклов производства и ускорение выхода готовой продукции.
- авиакосмическая индустрия;
- машиностроение; ;
- нефтегазовая отрасль;
- электроника;
- медицина;
- пищевая промышленность;
- исследования и экспериментальные работы в конструкторских бюро, научных и учебных центрах.
Виды металлов, применяемых в аддитивном производстве
Современные аддитивные технологии предполагают использование около двадцати протестированных и готовых к эксплуатации материалов, в их числе – инструментальные, нержавеющие, жароупорные сплавы, алюминиевые и титановые сплавы, медицинские кобальт-хром и титан.
Поскольку металлов очень много, и каждый из них обладает определенными свойствами, один металл можно заменить другим исходя из технологических задач. К примеру, если в технологической цепочке необходимо задействовать титановый сплав, то технолог сможет выбрать один из множества титановых сплавов с теми свойствами, которые нужны для производства конкретного изделия.
- Нержавеющие сплавы: 17-4PH, AISI 410, AISI 304L, AISI 316L, AISI 904L
В эту категорию входят сложнолегированные стали с содержанием хрома (не менее 12%). Оксид хрома образует на поверхности металла коррозионностойкую пленку, которая может разрушаться под воздействием механических повреждений или химических сред, но восстанавливается в результате реакции с кислородом. Нержавеющие сплавы применяются при производстве клапанов гидравлических прессов, арматуры крекинг-установок, пружин, сварной аппаратуры, работающей в агрессивных средах, и изделий, используемых при высоких температурах (+550…800°C). - Инструментальные сплавы: 1.2343, 1.2367, 1.2709
Основное предназначение инструментальных сплавов – изготовление различных видов инструментов (режущих, измерительных, штамповых и др.), вкладок в пресс-формы при горячем деформировании конструкционных сталей и цветных сплавов на крупносерийном производстве, пресс-форм для литья под давлением сплавов алюминия, цинка и магния. Эти сплавы содержат как минимум 0,7% углерода и обладают повышенной твердостью, износостойкостью, вязкостью, теплопроводностью и прокаливаемостью. - Никелевые сплавы: Inconel 625, Inconel 718
Никель обладает способностью растворять в себе многие другие металлы, сохраняя при этом пластичность, поэтому существует множество никелевых сплавов. Например, в соединении с хромом они широко применяются в авиационных двигателях, из них изготавливают рабочие и сопловые лопатки, диски ротора турбин, детали камеры сгорания и т.п. Наиболее жаропрочными являются литейные сложнолегированные сплавы на никелевой основе, которые выдерживают температуры до +1100°C в течение сотен и тысяч часов при высоких статических и динамических нагрузках. - Кобальт-хром: CoCr
CoCr представляет собой высококачественный кобальт-хромовый сплав для модельного литья, соответствующий современным техническим требованиям. Благодаря отличным механическим свойствам он хорошо подходит для изготовления корпусов сложной геометрии в электронике, пищевом производстве, авиа-, ракето- и машиностроении, а также кламмерных протезов. - Цветные металлы: CuSn6
CuSn6 – сплав из меди и 6% олова, который обладает высокими теплопроводящими свойствами и коррозионной стойкостью и идеален для создания уникальных систем охлаждения. - Алюминиевые сплавы: AlSi12
Это наиболее дешевые из литейных сплавов. К их преимуществам относятся высокая коррозионная стойкость, жидкотекучесть, электро- и теплопроводность. В промышленности используются, как правило, для изготовления крупногабаритных тонкостенных отливок сложной формы. - Титановые сплавы: Ti6Al4V, Ti6Al7Nb
Ti6Al4V – наиболее распространенный сплав титана с превосходными механическими свойствами. Считается самым прочным и жестким титановым сплавом, отличается особо высокой сложностью обработки. Имеет плотность 4500 кг/м³ и прочность на разрыв более 900 МПа. Сплав Ti6Al4V предоставляет неоспоримые преимущества в плане снижения веса изделий в таких отраслях, как аэрокосмическая промышленность, автомобилестроение и судостроение. Эти металлы применяются, в частности, при изготовлении вкладок в пресс-формы, турбинных лопаток, камер сгорания, а также изделий, предназначенных для работы при высоких температурах (до +1100°C).
Схемы установки SLM Solutions (вверху) и 3D Systems (внизу)
Особенности металлических порошков
- Металл для аддитивных установок выпускается в виде мелкодисперсных сферических гранул с величиной зерна от 4 до 80 микрон. Этот показатель определяет толщину объекта, который будет выращен в аддитивной установке. При создании порошка задается величина и состав зерна, так как необходимо соблюсти определенное процентное соотношение крупных и мелких зерен. Таким образом определяется текучесть металла, проверяемая с помощью прибора Холла (воронки с калиброванным отверстием). Если у зерна будет слишком мелкая фракция, металл не будет течь через воронку и, соответственно, плохо подаваться на стол построения, а это напрямую влияет на равномерность получаемых слоев и качество выращиваемого изделия.
- У каждой компании, производящей данный тип 3D-принтеров, свои требования к текучести в зависимости от принципа нанесения материала на платформу построения. В аддитивных установках SLM Solutions (технология SLM) металл на рабочий стол подается и сверху, из фидера (камеры с материалом), и переносится рекоутером. В этом случае текучесть очень важна для того, чтобы порошок поступал из фидера в рекоутер и слои наносились должным образом. Компания 3D Systems (технология DMP) использует немного другой принцип действия: емкость c порошком слегка приподнимается, при помощи валика он переносится на стол построения, затем емкость опускается. Благодаря такой конструкции показатели текучести не критичны (см. схемы построения изделий на рисунках).
- Разным металлам требуется разная термообработка, и иногда для этого используются специально подогреваемые платформы. В процессе построения, при плавлении металла, вырабатывается большое количество тепла, которое нужно отводить. Роль радиаторов, отводящих тепло, выполняют поддержки, применяемые при построении изделий. В некоторых случаях сама деталь без поддержек приваривается к рабочему столу, как к радиатору.
- Структура металлических изделий, полученных аддитивным способом, зависит как от технологии построения, так и от настроек оборудования. Ведущие производители добились плотности металла порядка 99,9% от теоретической. Наряду с селективным лазерным плавлением существуют и менее эффективные, уже устаревшие технологии, сходные с методом SLS, которые обеспечивают меньшую плотность.
- Внутренняя структура металла – мелкозернистая. Если в дальнейшем мы собираемся уплотнить деталь, то есть воздействовать на нее физически, надо учитывать, что маленькое зерно сжать гораздо сложнее, чем большое. Но при этом мы очень близко подходим к прокатному металлу – т.е. к металлу, который уже уплотнили. Плотность изделий, напечатанных на 3D-принтере, на 10-15% ниже, чем при прокате, но примерно на 50% выше, чем у литейных металлов.
Вопросы безопасности при работе на металлических 3D-принтерах
Как известно, металлы, попадающие в человеческий организм в микроскопических дозах, полезны. В макродозах они несут опасность для здоровья – получить отравление металлами очень легко, а кроме того, порошки взрывоопасны. При дисперсности порошка от 4 микрон он проникает сквозь поры кожи, органы дыхания, зрения и т.д. В связи с этим при работе на металлических 3D-принтерах необходимо строго соблюдать технику безопасности. Для этого предусмотрена защитная спецодежда – костюм, перчатки и обувь. Аддитивные машины, как правило, комплектуются пылесосом для удаления основного порошка, однако и после его использования некоторая взвесь металлов остается.
Производители стремятся улучшить условия безопасности, и сейчас наблюдается тенденция по созданию на аддитивном производстве так называемых закрытых циклов, т.е. полностью герметичных помещений, за пределы которого порошок не попадает. Оператор работает в специальной одежде, которая затем утилизируется.

Потенциал 3D-печати металлами
Итак, мы выяснили, что современные технологии позволяют получить порошок для 3D-печати металлом с определенными свойствами для решения конкретных производственных задач. А так как распылению можно подвергнуть практически любые металлы, то и номенклатура металлических материалов для 3D-принтеров чрезвычайно обширна.
Достижения металлургии в полной мере реализуются в аддитивном производстве, позволяя использовать уникальные сплавы для изготовления геометрически сложных изделий повышенной точности, плотности и повторяемости. В то же время, внедрение металлических аддитивных установок имеет и сдерживающие факторы, главный из которых – высокая стоимость порошков.
3D-печать металлами обладает серьезным потенциалом для повышения эффективности производства во многих отраслях промышленности и используется все большим числом компаний и исследовательских организаций. Пример для всемирной индустрии показывают такие промышленные лидеры, как General Electric, Airbus, Boeing, Michelin, которые уже перешли от изготовления единичных металлических изделий к серийному аддитивному производству.
Читайте также: