Поверхностное упрочнение металлов и сплавов путем воздействия пластической деформации
Обновлено: 17.05.2024
3.1. Упрочнение поверхности методом пластического деформирования
При дробеструйной обработке на поверхность деталей из специальных дробеметов с большой скоростью направляют поток стальной или реже чугунной дроби диаметром 0,5÷1,5 мм. Удары дроби вызывают пластическую деформацию поверхностного слоя, вследствие чего он становится более твердым. В нем создаются остаточные напряжения сжатия, и тем самым повышается усталостная прочность. Если в поверхностном слое присутствует остаточный аустенит, то благодаря наклепу происходит его фазовое превращение с образованием мартенсита, что дополнительно увеличивает твердость и износостойкость. Благодаря дробеструйной обработке сглаживаются мелкие поверхностные дефекты, являющиеся концентраторами напряжений.
Дробеструйной обработке подвергают поверхность рессор и пружин, зубчатых колес, звеньев гусениц, гильз и поршней. В результате дробеструйной обработки предел выносливости рессор увеличивается в 1,5 раза и в несколько раз возрастает их долговечность.
Обкатку роликами проводят с помощью специальных приспособлений на обычных токарных или строгальных станках. Давление на ролики осуществляется гидравлически или с помощью пружин. Обкатку роликами применяют для обработки шеек валов, коленчатых валов и других деталей. Помимо упрочнения обкатка повышает чистоту обрабатываемой поверхности.
3.2. Поверхностная закалка
Поверхностная закалка состоит в нагреве поверхностного слоя стали выше Ас3 с последующим охлаждением для получения высокой твердости и прочности в поверхностном слое детали в сочетании с вязкой сердцевиной Нагрев под закалку производят токами высокой частоты (ТВЧ) - наиболее распространенным способом, в расплавленных металлах или солях, пламенем газовых или кислородно-ацетиленовых горелок, а также лазерным излучением. Плотность тока по сечению детали неравномерна, по поверхности она значительно выше, чем в сердцевине. Основное количество теплоты выделяя-ется в тонком поверхностном слое. Глубина проникновения тока в металл зависит от свойств нагреваемого металла и обратно пропорциональна квадратному корню из частоты тока. Чем больше частота тока, тем тоньше получается закаленный слой. Обычно применяют машинные генераторы с частотой 500 - 15000 Гц и ламповые генераторы с частотой до 10 6 Гц. При использовании машинных генераторов толщина закаленного слоя составляет 2÷10 мм, ламповых - от десятых долей миллиметра до 2 мм.
После нагрева в индукторе деталь охлаждают с помощью специального охлаждающего устройства. Через имеющиеся в нем отверстия на поверхность детали разбрызгивается охлаждающая жидкость.
Преимуществами поверхностной закалки ТВЧ являются регулируемая глубина закаленного слоя; высокая производи-тельность и возможность автоматизации; отсутствие обезугле-роживания и окалинообразования; минимальное коробление детали. К недостаткам относятся высокая стоимость индуктора (индивидуального для каждой детали) и, следовательно, малая применимость ТВЧ к условиям единичного производства.
Для поверхностной закалки применяют обычно углеродистые стали, содержащие около 0,4 % С. Глубокая прокаливае-мость при этом методе не используется, поэтому легированные стали обычно не применяют. После закалки проводят низкий отпуск при 200ºС или даже самоотпуск. После закалки и отпуска твердость стали 45÷50 HRC на поверхности и 25÷30 HRC в сердцевине.
Высокочастотной закалке подвергают шейки коленчатых валов, кулачковых валов, гильзы цилиндров, поршневые пальцы, детали гусениц, пальцы рессоры и т. д. Выбор толщины упрочняемого слоя зависит от условий работы детали. Если от детали требуется только высокая износостойкость, толщина упрочняемого слоя составляет 1,5÷3 мм, в случае высоких контактных нагрузок и возможной перешлифовки оптимальная толщина возрастает до 5÷10 мм.
Для поверхностной закалки может использоваться нагрев лазером. Это позволяет избежать необходимости изготовления индивидуальных индукторов. Лазеры - это квантовые генераторы оптического диапазона, в основу работы которых положено усиление электромагнитных колебаний за счет индукционного излучения атомов (молекул). Лазерное излучение распространяется очень узким пучком и характеризуется высокой концентрацией энергии. Источниками генерируемого излучения служат твердые тела (рубины, алюминиевые граниты, иттрий, стекла) и газы (Не, Ne, Ar, CO2).
Под действием лазерного излучения поверхность деталей за короткий промежуток времени (10 -3 ÷ 10 -7 ч) нагревается до высоких температур. После прекращения облучения нагретые участки быстро охлаждаются благодаря интенсивному отводу теплоты холодными объемами металла. Происходит закалка тонкого поверхностного слоя.
Поверхностно-пластическое деформирование (ППД)
Упрочнение поверхностного слоя металла изготовляемых деталей пластическим деформированием — один из наиболее про стых и эффективных технологических путей повышения работоспособности и надежности изделий машиностроения. В результате ППД повышаются твердость и прочность поверхностного слоя, формируются благоприятные остаточные напряжения, уменьшается параметр шероховатости Ra,увеличиваются радиусы закругления вершин, относительная опорная длина профиля и т. п.
Формирование поверхностного слоя с заданными свойствами должно обеспечиваться технологией упрочнения.
Основные способы поверхностного пластического деформирования, достигаемая точность и шероховатость поверхностей показаны на рис. 9.14.
Наиболее широко применяют способы обкатывания и раскатывания шариковыми и роликовыми обкатниками наружных и внутренних цилиндрических, плоских и фасонных поверхностей. Цилиндрические наружные, внутренние, фасонные поверхности обрабатываются, как правило, на токарных, револьверных, сверлильных и других станках; плоские поверхности – на строгальных, фрезерных станках. Примеры обкатывания и раскатывания поверхностей роликами приведены на рис. 9.15. Обычно этими способами обрабатывают достаточно жесткие детали из стали, чугуна и цветных сплавов.
На рис. 7.15, а показана схема обработки цилиндрических наружных и внутренних поверхностей, на рис. 7.15, б– плоских поверхностей и на рис. 7.15, в – фасонных поверхностей.
Качество обрабатываемой поверхности при обкатывании роликами и шариками в значительной степени зависит от режимов деформирования: силы обкатывания (или давления на ролик и шарик), подачи, скорости, числа рабочих ходов и применяемой смазочно-охлаждающей жидкости. До обкатывания и раскатывания заготовки обрабатывают точением, шлифованием и другими способами, обеспечивающими точность по 7–9-му квалитету и Ra< 1,6. 0,2 мкм. Припуск на обработку обычно рекомендуется выбирать равным 0,005–0,02 мм.
Пластическое поверхностное деформирование может быть от-делочно-упрочняющей операцией (улучшает шероховатость поверхности и упрочняет поверхностный слой), отделочно-упрочняющей и калибрующей операцией (кроме сказанного выше, повышает точность обработки); отделочно-калибрующей операцией (упрочнения не происходит).
Внутренние цилиндрические поверхности, кроме рассмотренных операций раскатывания, пластически деформируют путем прошивания и протягивания выглаживающими прошивками и протяжками (дорнование) и шариками.
Схемы обработки отверстий дорнованием приведены на рис. 7.16. Этими способами можно упрочнять, калибровать фасонные поверхности (шлицы, отверстия).Точность обработки поверхностей повышается на 30–60%, шероховатость обработанных внутренних поверхностей уменьшается. При обработке отверстий обязательным является применение смазочно-охлаждающих жидкостей. Дорнование осуществляются на протяжных станках и прессах.


Рис. 7.15. Схемы обкатывания поверхностей роликами
Наряду с изложенными выше способами широко применяют центробежное (инерционное) упрочнение. При этом используется центробежная сила шариков (роликов), свободно сидящих в радиальных отверстиях быстровращающегося диска. Схема центробежной обработки поверхности шариками показана на рис. 7.17. Шарики 2при вращении диска 3смещаются в радиальном направлении на величину h = (Rx - R),нанося многочисленные удары по заготовке 1 и пластически деформируя поверхность. Для получения поверхностей с минимальным параметром шероховатости и упрочненным слоем небольшой глубины применяют алмазное выглаживание. Процесс аналогичен обкатыванию, но инструментом служит кристалл алмаза, находящийся в специальной державке.

Рис. 7.16. Схемы дорнования отверстий: а – однозубым дорном; б – многозубым дорном; в – многозубым составным дорном
К методам пластического деформирования, упрочняющим поверхности деталей, кроме указанных на рис. 7.14, относятся: обработка дробью, гидровиброударная обработка; электромагнитное, ультразвуковое упрочнение и др.
Пластическая деформация металлов
Деформацией называется изменение размеров и формы тела под действием приложенных сил. Деформация делится на упругую и пластическую.
Упругая деформация. Упругой деформацией называют деформацию, влияние которой на форму, структуру и свойства тела полностью устраняется после прекращения действия внешних сил. Упругая деформация не вызывает заметных остаточных изменений в структуре и свойствах металла; под действием приложенной нагрузки происходит только незначительное относительное и полностью обратимое смещение атомов.
Пластическая деформация. При возрастании касательных напряжений выше определенной величины (предел или порог упругости) деформация становится необратимой. При снятии нагрузки устраняется лишь упругая составляющая деформации. Часть же деформации, которую называют пластической, остается.
Пластическая деформация в кристаллах может осуществляться скольжением и двойникованием. Скольжение (смещение) отдельных частей кристалла относительно друг друга происходит под действием касательных напряжений, когда эти напряжения в плоскости и в направлении скольжения достигают определенной критической величины (τк).
Схема упругой и пластической деформаций металла с кубической структурой, подвергнутого действию касательных напряжений, показана на рис. 18. Эта схема дает наглядное представление о смещении атомов в соседних плоскостях при сдвиге на одно межатомное расстояние.
Скольжение в кристаллической решетке протекает по плоскостям, и направлениям с наиболее плотной упаковкой атомов где величина сопротивлению сдвигу (τк) наименьшая, а сама величина τ значительна. Это объясняется тем, что расстояние между соседними атомными плоскостями наибольшее, т. е. связь между ними наименьшая.
Чем больше в металле возможных плоскостей и направлений скольжения, тем выше его способность к пластической деформации. Металлы, имеющие кубическую кристаллическую решетку, обладают высокой пластичностью, так как скольжение в них происходит во многих направлениях. Металлы с гексагональной плотноупакованной структурой менее пластичны и поэтому труднее, чем металлы с кубической структурой, поддаются прокатке, штамповке и другим способам деформации.
Процесс скольжения не следует, однако, представлять как одновременное передвижение одной части кристалла относительно другой. Такой жесткий или синхронный сдвиг потребовал бы напряжений, в сотни или даже тысячи раз превышающих те, при которых в действительности протекает процесс деформации.
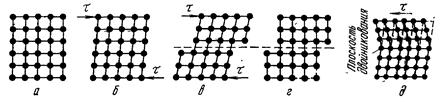
Рис. 18. Схема упругой и пластической деформации металла под действием напряжения сдвига:
а – первоначальный кристалл; б – упругая деформация; в – увеличение упругой и пластической деформации, вызванных скольжением, при нагружении, большем предела упругости; г – напряжения, обусловившие появление сдвига (после сдвига сохранилась остаточная деформация); д – образование двойника.
Рис. 19. Движение краевой дислокации, приводящее к образованию ступеньки единичного сдвига на поверхности кристалла:
а – схема движения дислокации; б – краевая дислокация в кристаллической структуре; в – дислокация переместилась на дно; г – на два межатомных расстояния в решетке под влиянием приложенного напряжения; д – выход дислокации на поверхность и появление сдвига.
Скольжение осуществляется в результате перемещения в кристалле дислокаций, что показано на рис. 19. Чтобы дислокация из исходного положения 1 переместилась в соседнее положение 14, не нужно сдвигать всю верхнюю половину кристалла на одно межатомное расстояние.
Достаточно, чтобы произошли следующие перемещения атомов: атом 1 в положение атома 2, атом 3 — в 4, атом 5 — в 6, атом 7 — в 8, атом 9 — в 10, атом 11 — в 12, атом 13 — в 14, атом 15 — в 16 и атом 17 — в 18. Также смещаются атомы не только в плоскости чертежа, но и во всех атомных слоях, параллельных этой плоскости.
Незначительные перемещения атомов в области дислокации приводят к перемещению дислокаций на одно межатомное расстояние.
Следует иметь в виду, что перемещение дислокаций, образовавшихся в процессе кристаллизации, ограничено. Большие деформации возможны только вследствие того, что движение этих дислокаций вызывает появление или размножение большого количества новых дислокаций в процессе пластической деформации.
Двойникование. Пластическая деформация некоторых металлов, имеющих плотноупакованные решетки К12 и Г12, помимо скольжения, может осуществляться двойникованием, которое сводится к переориентировке части кристалла в положение, симметричное по отношению к первой части относительно плоскости, называемой плоскостью двойникования. Двойникование подобно скольжению сопровождается прохождением дислокаций сквозь кристалл.
При большой деформации в результате процессов скольжения зерна (кристаллиты) меняют свою форму. До деформации зерно имело округлую форму, после деформации в результате смещений по плоскостям скольжения зерна вытягиваются в направлении действующих сил τ, образуя волокнистую или слоистую структуру. Одновременно с изменением формы зерна внутри него происходит дробление блоков и увеличение угла разориентировки между ними.
Текстура деформации. При большой степени деформации возникает преимущественная кристаллографическая ориентировка зерен. Закономерная ориентировка кристаллитов относительно внешних деформирующих сил получила название текстуры (текстура деформации).
Наклеп. С увеличением степени деформации свойства, характеризующие сопротивление деформации (σв, σт, НВ и др.), повышаются, а способность к пластической деформации — пластичность (δ и φ) уменьшается. Это явление роста упрочнения получило название наклепа. Упрочнение металла в процессе пластической деформации (наклеп) объясняется увеличением числа дефектов кристаллического строения (дислокаций, вакансий, межузельных атомов).
Все дефекты кристаллического строения затрудняют движение дислокаций, а следовательно, повышают сопротивление деформации и уменьшают пластичность. Наибольшее значение имеет, увеличение плотности дислокаций, так как возникающее при этом взаимодействие между ними тормозит дальнейшее их перемещение. В результате деформации уменьшается плотность, сопротивление коррозии и повышается электросопротивление. Холодная деформация ферромагнитных металлов, например железа, повышает коэрцитивную силу и уменьшает магнитную проницаемость.
Свойства пластически деформированных металлов.
В результате холодного пластического деформирования металл упрочняется и изменяются его физические свойства — электросопротивление, магнитные свойства, плотность. Наклепанный металл запасает 5-10% энергии, затраченной на деформирование. Запасенная энергия тратится на образование дефектов решетки (например, плотность дислокаций возрастает до 10 9- 10 12 см -2 ) и на упругие искажения решетки. Свойства наклепанного металла меняются тем сильнее, чем больше степень деформации (рис. 20).
При деформировании увеличиваются прочностные характеристики (твердость;σв; σ0,2; σупр) и понижаются пластичность и вязкость (δ; φ; ан). Металлы интенсивно наклепываются в начальной стадии деформирования, после 40%-ной деформации механические свойства меняются незначительно. С увеличением степени деформации предел текучести растет быстрее предела прочности (временного сопротивления).
Обе характеристики у сильно наклепанных металлов сравниваются, а удлинение становится равным нулю. Такое состояние наклепанного металла является предельным, при попытке продолжить деформирование металл разрушается.
Путем наклепа твердость и временное сопротивление (предел прочности) удается повысить в 1,5-3 раза, а предел текучести — в 3-7 раз при максимально возможных деформациях. Металлы с ГЦК-решеткой упрочняются сильнее металлов с ОЦК-решеткой. Среди сплавов с ГЦК-решеткой сильнее упрочняются те, у которых энергия дефектов упаковки минимальна (например, интенсивно наклепываются аустенитная сталь; алюминиевая бронза с 7% А1; никель; а алюминий упрочняется незначительно).
Упрочнение при наклепе широко используют для повышения механических свойств деталей, изготовленных методами холодной обработки давлением. В частности, наклеп поверхностного слоя деталей повышает сопротивление усталости. Понижение пластичности при наклепе используют для улучшения обрабатываемости резанием вязких и пластичных материалов (сплавов алюминия, латуней и др.).
Влияние нагрева на структуру и свойства холоднодеформированных металлов.
Неравновесная структура, созданная холодной деформацией у большинства металлов устойчива при комнатной температуре. Переход металла в более стабильное состояние происходит при нагреве. Процессы, происходящие при нагреве подразделяют на две основные стадии: возврат и рекристаллизацию; обе стадии сопровождаются выделением теплоты и уменьшением свободной энергии. Возврат происходит при относительно низких температурах, рекристаллизация — при более высоких.
Возвратом называют все изменения тонкой структуры и свойств, которые не сопровождаются изменением микроструктуры деформированного металла, т. е. размер и форма кристаллов при возврате не изменяются.
Рекристаллизацией называют зарождение и рост новых кристаллов с меньшим количеством дефектов строения; в результате рекристаллизации образуются совершенно новые, чаще всего, равноосные кристаллы.
Возврат. Стадию возврата, в свою очередь, разделяют на две возможные стадии: отдых и полигонизацию. Отдых при нагреве деформированных металлов происходит всегда, а полигонизация развивается лишь при определенных условиях.
Отдыхом холоднодеформированного металла называют стадию возврата, при которой вследствие перемещения атомов уменьшается количество точечных дефектов, в основном вакансий; в ряде металлов, таких как алюминий и железо, отдых включает также переползание дислокаций, которое сопровождается взаимодействием дислокаций разных знаков и приводит к заметному уменьшению их плотности. Перераспределение дислокаций сопровождается также уменьшением остаточных напряжений.
Отдых вызывает значительное уменьшение удельного электросопротивления и повышение плотности металла. Если при отдыхе уменьшается плотность дислокаций, то наблюдается уменьшение твердости и прочности металла (алюминий, железо); если плотность дислокаций при отдыхе не меняется, то отдых не сопровождается изменением механических свойств (медь, латунь, никель).
Полигонизация — это процесс разделения деформированных зерен металла на полигоны — области с малой плотностью дислокаций. Эти области называются блоками. Процесс полигонизации протекает в интервале температур отдых — рекристаллизация и заканчивается созданием блочной структуры.
Полигонизация приводит к дальнейшему снятию упругих искажений кристаллической решетки и более полному восстановлению физических свойств металла. Механические свойства его при этом изменяются незначительно. Текстура сохраняется, хотя и становится блочной.
Вслед за возвратом протекает рекристаллизация, заключающаяся в зарождении и росте новых неискаженных равноосных зерен (рис. 21).
При первичной рекристаллизациив деформированной среде зарождаются и растут равноосные зерна до тех пор, пока полностью не исчезнет текстура, созданная деформацией. Зародышами зерен являются отдельные энергетически выгодные блоки (центры рекристаллизации). После исчезновения текстуры металл приобретает равновесную мелкозернистую структуру.
Суммарная протяженность границ мелких зерен велика. Граничные зоны зерен представляют собой тонкие (в несколько атомных слоев) сильно искаженные области, так как здесь сопрягаются кристаллические решетки различно ориентированных стыкующихся зерен, сюда стекаются точечные дефекты и дислокации. Поэтому граничные зоны зерен и характеризуются высокими значениями энергии (поверхностной энергии), которая уменьшается за счет округления зерен и дальнейшего их роста путем фронтального перемещения граничных зон растущих зерен и поглощения мелких.
Атомы из мелких зерен диффундируют через границу в растущие зерна, отчего первые постепенно исчезают, а вторые разрастаются. В результате число зерен структуры металла уменьшается, а их размеры увеличиваются. Рост одних равноосных зерен за счет исчезновения других представляет собой собирательную рекристаллизацию.
Температура начала рекристаллизации зависит от многих факторов и прежде всего от степени деформации материала и содержания примесей в нем. Определено, что
где Трекр— абсолютная минимальная температура рекристаллизации; α — коэффициент, учитывающий вышеперечисленные факторы; Тпл — абсолютная температура плавления данного вещества.
Минимальная температура рекристаллизации железа и других металлов технической чистоты определяется по формуле А. А. Бочвара:
Термическая операция, заключающаяся в нагреве деформированного (текстурованного) материала до температуры выше Трекр, выдержке и последующем медленном охлаждении (в печи), называется рекристаллизационным отжигом.
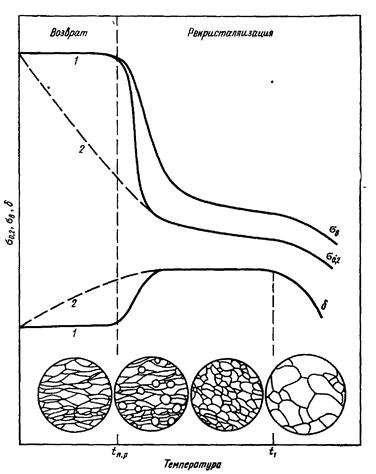
Рис. 21. Влияние нагрева на механические свойства и структуру металла, упрочненного деформацией.
Практически температура рекристаллизационного отжига выбирается выше расчетной (обычно на 200. 300°С), так как чем выше температура нагрева, тем быстрее протекает рекристаллизация, характеризующаяся, в частности, уменьшением твердости металла. Для железа и низкоуглеродистой стали температура рекристаллизационного отжига принимается равной 650. 700°С.
Для того чтобы в металле при нагреве протекала рекристаллизация, необходима его хотя бы минимальная предварительная холодная обработка (критическая степень деформации εкр для железа равна 5. 6 %, для малоуглеродистой стали — 7. 15, для меди — около 5, для алюминия — 2. 3 %).
При рекристаллизации после деформирования материала с εкр зерно растет в нем особенно сильно и может увеличиться по сравнению с исходным во много раз. Выбирая степень деформации и температуру рекристаллизационного отжига, можно получить в металле зерно нужного размера. Рекристаллизационный отжиг широко используют для управления формой и размерами зерен, текстурой и свойствами металлов и сплавов.
Создание текстуры и наклеп возможны только в случае холодного деформирования металла. Обработка давлением называется холодной, если она совершается при температурах ниже температуры рекристаллизации, горячей — при температурах выше температуры рекристаллизации.
При горячей обработке давлением одновременно с пластической деформацией металла протекает рекристаллизация, которая продолжается и после деформации до тех пор, пока температура металла не станет ниже Трекр. При этом в металлах не возникает текстура и они не наклепываются. Такая обработка широко используется при производстве горячекатаного стального полуфабриката различного профиля.
Физические основы упрочнения
Проников А.С. (ред.). Основные вопросы надежности и долговечности машин. МАТИ. М., 1969.
Вентцель Е.С. Теория вероятностей. Изд. «Наука», 1969.
Смирнов Н.В., Дудин-Барковский. Курс теории вероятностей и математической статистики для технических приложений. Изд. «Наука», М., 1965.
Основой технической политики машиностроительных предприятий является повышение качества выпускаемых изделий до уровня конкурентноспособных мировых стандартов. Но в связи с тем, что надежность и долговечность являются главнейшими характеристиками качества изделия, им необходимо уделять основное внимание при проектировании и изготовлении изделий.
Для этой цели создаются новые технологические и конструктивные приемы и методы, основанные на достижениях современных наук, особенно физики твердого тела, физической химии, электрофизики и т.д. Непрерывно совершенствуются и общеизвестные методы повышения надежности и долговечности.
С точки зрения обеспечения надежность и долговечность изделия можно подразделить на общую и функциональную. Функциональная надежность характеризует служебные свойства машины (изделия), которые определяются в основном ее конструктивно-теоретическим решением.
Общая надежность характеризует в основном, те свойства, которые обеспечиваются в процессе изготовления машины. Главными из этих свойств являются прочность, износостойкость, коррозионная стойкость, выносливость и т. д.
Приведенное разбиение на общую и функциональную надежность является условным, т.к. они взаимозависимы. Несоблюдение технологической дисциплины, влияет не только на общую; но и на функциональную надежность. Подобное разбиение сделано с целью ограничить круг рассматриваемых вопросов.
Существуют следующие методы повышения общей надежности и долговечности изделий.
1. Упрочнение поверхностное слабых элементов машин пластическим деформированием.
2. Поверхностное упрочнение деталей машин химико-термической обработкой и закалкой.
3. Упрочнение поверхностных слоев специальными методами обработки: электрохимическими, ультразвуковыми и т.д.
4. Нанесение на рабочие поверхности деталей высокопрочных металлов и других материалов (ионная имплантация, напыление нитридов и т.д.).
5. Нанесение на поверхности деталей антикоррозийных покрытий и защитных пленок.
При разработке упрочняющей технологии важно знать процессы, происходящие внутри детали при упрочнении. Особенно важно знать процессы, протекающие в поверхностных слоях деталей машин. Основные данные по физико-химическому состоянию поверхности детали и детали в целом, а также по степени ее упрочнения были получены при изучении напряженно-деформированного состояния. Приведенные исследования рядом авторов установили тесную связь напряженно-деформированного состояния материала детали с твердостью, сопротивлением циклическим и статическим нагрузкам и т.д.
В связи с этим необходимо рассмотреть общую взаимосвязь явлений в процессе упрочнения.
Академик Н.Н. Давыденков в своих исследованиях различает три вида (рода) остаточных напряжений, которые продолжают действовать на деталь после снятия внешних воздействий, вызвавших их появление.
1) Остаточные напряжения 1-го рода это те напряжения, которые уравновешиваются в пределах размеров детали близких к ее поверхностным размерам. Популярно выражаясь, остаточные напряжения 1-го рода охватывают объем детали целиком или отдельные ее укрупненные участки.
2) Остаточные напряжения второго рода — это те напряжения, которые возникают и уравновешиваются в пределах зерен металла.
3) Остаточные напряжения третьего рода — это те напряжения, которые уравновешиваются в пределах кристаллической решетки.
Изучение природы и закономерностей распределения остаточных напряжений очень важно для упрочняющей технологии. Остаточные напряжения первого рода концентрируются в поверхностном слое, изменяя циклическую прочность детали (предел выносливости).
Если возникают остаточные напряжения второго или третьего родов, изменяется кристаллическая структура металла и физические особенности. Это также в значительной степени изменяет прочностные характеристики детали.
Остаточные напряжения первого рода возникают при различных видах обработки или при применении специальных способов упрочнения.
Они могут возникнуть и при воздействии рабочих нагрузок и температур, действующих в узлах машин.
При превращении аустенита в мартенсит, происходящем при охлаждении стали, значительно изменяется объем металла. Это приводит к своеобразному пластическому деформированию кристаллической решетки и зерен металла. Появляются остаточные напряжения второго и третьего родов, охватывающие значительную часть металла. Твердость металла сильно повышается и причиной повышения твердости является искажение кристаллической решетки, вызванное растворением карбида углерода и сильными межатомными связями между железом и углеродом.
Повышению твердости и появлению остаточных напряжений второго и третьего рода способствует выпадение в твердых растворах Fe — С мелкой карбидной фазы, что ускоряет дисперсионное твердение.
Некоторые исследователи, изучая структуру стали после прокатки, пришли к выводу, что упрочнение связано с дроблением зерен и сталь (особенно высокомарганцовистая), оставаясь аустенитной, по структуре и свойствам приближается к мартенситной.
При некоторых технологических процессах наблюдается значительная молекулярная диффузия, например, при азотировании, напылении плазменными горелками поверхностного слоя деталей и т.д. Эти явления также изменяют поверхностные свойства деталей и вызывают появление остаточных напряжений.
Природа упрочнения еще недостаточно выяснена. Ниже рассматриваются возможности повышения эксплуатационных свойств деталей путем создания остаточных напряжений первого рода и улучшения физико-механических свойств особенно поверхностного слоя.
Существует два теоретических направления оценки природы упрочнения стали и управления этим упрочнением.
Сторонники первого направления полагают, что упрочнение стали происходит при воздействии процесса деформации на кристаллическую решетку; при этом упрочнение металла при пластической деформации отрицается.
Сторонники другого направления признают упрочнение металла реально существующим и связывают его с изменениями кристаллической решетки под воздействием деформирования. Общей почти для всех гипотез является идея увеличения шероховатости по плоскостям скольжения в зернах по мере увеличения деформации.
Основываясь на исследованиях природы мартенсита, изученных рядом советских ученых, С.Т. Кишкин пришел к выводу, что упрочнение стали обусловлено высокой твердостью мартенсита и зависит от степени пластической деформации при испытаниях.
Твердость неотпущенной стали резко повышается с повышением деформации, а твердость отпущенной стали и железа с увеличением деформации повышается незначительно. Это объясняется отсутствием в отпущенной стали карбидов в дисперсной форме.
Таким образом упрочнение стали С.Т. Кишкин рассматривает как частный случай упрочнения пересыщенного твердого раствора, каким является переохлажденный аустенит — твердый раствор углерода в α — железе, распадающийся как при отпуске, после закалки, так и при холодной деформации. Возникновение новой фазы при распаде играет первостепенную роль в процессе упрочнения сплавов.
Н.А. Карасевым было экспериментально показано, что в результате обдувки дробью в поверхности детали происходит распад остаточного аустенита и общее повышение механических свойств поверхностного слоя. При этом в зависимости от длительности обдувки, происходит превращение грубо игольчатого мартенсита в мелкодисперсный.
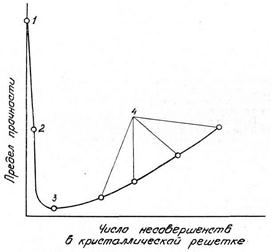
Рис. 8.1. Теоретическая диаграмма прочности металла в зависимости от
числа несовершенств кристаллической решетки:
1 — теоретическая прочность; 2 — прочность монокристальных усов; 3 — практическая прочность отожженного металла; 4 — прочность при увеличении числа несовершенств в кристаллической решетке.
Распад аустенита и пластическая деформация приводят к увеличению объема металла, что вызывает остаточные напряжения сжатия в поверхностных слоях.
В кристаллической решетке металлов и сплавов всегда имеются различные дефекты (дислокации, вакансии), которые возникают при кристаллизации, термических и механических обработках.
Теоретическая диаграмма прочности в зависимости от числа несовершенств приведена на рис. 8.1. Кривая имеет характерные точки:
1. Теоретическая величина прочности (у идеально чистого материала).
2. Прочность монокристальных усов.
3. Практическая прочность при отжиге.
4. Возрастание прочности при деформировании (увеличение числа несовершенств).
Дефекты снижают теоретическую прочность металла до определенной степени. Дальнейшее повышение числа дефектов в кристаллической решетке приводит вновь к повышению механических свойств материала. Многие исследователи пришли к выводу, что решить проблему прочности можно, регулируя число несовершенств в кристаллической решетке, либо стремясь к получению сверхчистых металлов с упорядоченной структурой.
Получение сверхчистых металлов с упорядоченной структурой пока еще не достигло стадии широкого промышленного использования.
В настоящее время повышение поверхностной прочности в промышленном масштабе достигается регулированием числа дефектов в кристаллической структуре.
Наибольший прогресс в науке о металлах достигнут в связи с изучением дефектов кристаллической структуры на базе теории дислокаций.
Рассмотрим кратко этот вопрос. В процессе кристаллизации металла при переходе из жидкого в твердое состояние происходит сближение и упорядочение атомов. Образуется кристалл, в узлах которого располагаются электроны, называемые «коллективизированными». При взаимодействии «коллективизированных» электронов с полями, создаваемыми положительно заряженными ионами, возникают силы межатомного сцепления. При правильном идеальном строении кристалла возможно теоретически определить прочностные характеристики металла. Они оказались значительно выше, чем у технических металлов», т. е. недостаточно очищенных.
Долгое время этому расчету не придавалось значения. Лишь в последние годы, когда резко шагнула вперед техника получения сверхчистых материалов, оказалось, что сверхчистые металлы по своим свойствам весьма близки к теоретическим расчетным.
Кристаллы реальных металлов всегда имеют дефекты кристаллической структуры: пустоты, отдельные вакансии, смещение групп одних атомов относительно других и т.д. Согласно теории дислокаций, сущность любой пластической деформации заключается в перемещении одних частей или слоев металла по отношению к другим.
Причем материалы по сопротивлению большим пластическим деформациям делятся на пластичные, малопластичные и хрупкие.
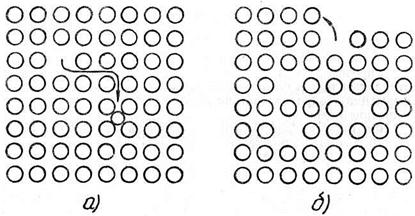
Рис. 8.2. Дефекты (вакансии) в правильном кристалле:
а) по Френкелю, б) по Шотки.
Пластичные материалы выдерживают наибольшие пластические деформации без разрушения. Пластическая деформация и ее последствия зависят от ряда факторов: исходного состояния металла, его химического состава, макро- и микроструктуры, остаточных напряжений, склонности материала к старению, от размеров и конфигурации детали, характера деформации (интенсивности, знака, вида напряженного состояния, неоднородности напряженного состояния, тепловых воздействий и т.д.).
Наружные поверхности кристалла (зерен реальных металлов) это не плоские поверхности правильной формы (грани), а появляющиеся в процессе затвердевания реальные границы зерен (границы раздела кристаллов).
Колеблющиеся атомы кристалла при повышенной температуре или при больших колебаниях температуры могут выйти за пределы решетки, образуя вакансии в виде пустот (дырок) или занять место между рядами атомов в другом кристалле.
На рис. 8.2 показаны схематические изображения вакансий двух видов. Вакансия «а» (по Френкелю) образовалась за счет внедрения свободного атома в промежутки решетки другого кристалла. Вакансия «б» образовалась вследствие перехода одного атома на место другого (по Шотки).
Изменения кристаллической структуры металла происходят при воздействии не только температур, но и больших пластических деформаций.
Характер пластического деформирования в монокристалле и поликристалле различен.
Упрочнение при пластической деформации в монокристаллах является следствием возрастания (по мере роста деформации) сопротивления по плоскостям первоначально происшедшего сдвига.
Пластическая деформация, увеличивая неоднородность и нестабильность, значительно повышает энергию внутренних напряжений в кристалле.
Даже в монокристалле при пластической деформации сдвиги происходят не по всей массе металла, а по относительно небольшому числу плоскостей возможного сдвига. В поликристаллах упрочнение в большей мере обусловливается увеличением по мере роста деформации сопротивления сдвигам на границе зерен.
Линии или полосы скольжения поликристаллического тела представляют собой видимые под микроскопом, а иногда и невооруженным взглядом следы сдвигов по смежным плоскостями кристаллов.
Таким, образом, в поликристаллах интенсивная пластическая деформация является местным процессом, а не общим. Наиболее сильно деформация протекает в поверхностном слое материала.
Всякий кристалл металла имеет большое количество взаимно пересекающихся плоскостей скольжения. Согласно теории дислокаций, такое пересечение и будет причиной упрочнения (или разупрочнения) кристалла при его деформации.
В результате деформаций большая часть зерен поликристаллов получает остаточные напряжения первого и второго родов. В одних зернах возникают напряжения растяжения, в других — напряжения сжатия. Большая разница в размерах зерен усиливает эти напряжения.
Регулируя вид, величину и знак остаточных напряжений, можно повышать прочность (в частности поверхностную) деталей машин. Необходимо, однако, помнить, что нагрев или старение для многих материалов являются нежелательными факторами, снимающими действие эффекта, вызванного упрочнением.
Поэтому, выбирая вид упрочнения и упрочняемый материал, необходимо увязывать с условиями работы элемента изделия и воздействием окружающей среды.
Упрочнение и восстановление деталей пластическим деформированием
Для повышения долговечности и несущей способности транспортных деталей широко используется метод упрочнения поверхностным пластическим деформированием (ППД). ППД – это обработка деталей давлением (без снятия стружки), при которой пластически деформируется только их поверхностный слой. ППД осуществляется инструментом, деформирующие элементы (ДЭ) которого (шарики, ролики или тела иной конфигурации) взаимодействуют с обрабатываемой поверхностью по схемам качения, скольжения или внедрения.
При ППД по схеме качения деформирующие элементы (как правило, ролик или шарик) прижимаются к поверхности детали с фиксированной силой Р (рис. 1, а), перемещаются относительно нее, совершая при этом вращение вокруг своей оси. В зоне локального контакта ДЭ с обрабатываемой поверхностью возникает очаг пластической деформации, который перемещается вместе с инструментом, благодаря чему поверхностный слой последовательно деформируется на глубину H (рис. 1, б), равную глубине распространения очага деформации. Размеры очага деформации зависят от технологических факторов обработки – силы Р, формы и размеров ДЭ, скорости подачи, твердости обрабатываемого материала и др.
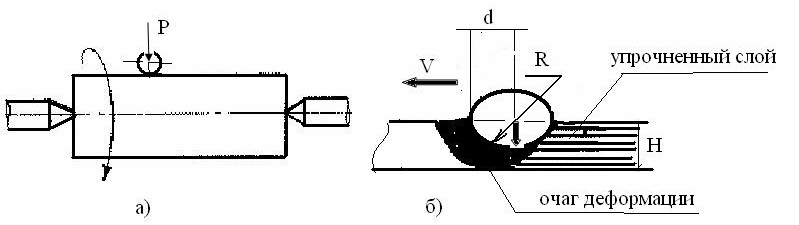
Рис. 1. Поверхностное пластическое деформирование по схеме качения: а – вращение детали с прижатым к поверхности шариком; б – схема возникновения очага деформации
Упрочнение ППД выполняется с целью повышения сопротивления усталости и твердости поверхностного слоя металла и формирования в поверхностном слое напряжений сжатия, а также регламентированного микрорельефа. Упрочняющую обработку поверхностным пластическим деформированием применяют на финишных операциях технологического процесса вместо или после термообработки, часто вместо абразивной или отделочной обработки. Поверхностное пластическое деформирование, выполняемое без использования внешнего тепла и обеспечивающее создание поверхностного слоя с заданным комплексом свойств, называют наклепом.
1. Наклеп
Наклёп металлов и сплавов – это изменение структуры и, соответственно, свойств металлов и сплавов, вызванное пластической деформацией при температуре ниже температуры рекристаллизации. Наклепом называется также технологический процесс создания упрочнённого состояния материала холодной поверхностной пластической деформацией. Явление наклепа объясняется накапливанием в металле части энергии деформации, которая расходуется на искажение кристаллической решётки, образование преимущественно ориентированных кристаллов, изменение дислокационных структур, а также на увеличение удельного объёма металла в слое. Наклеп может быть результатом действия внешних деформирующих сил (деформационный наклеп) или, реже, фазовых превращений (фазовый наклеп). Наклеп сопровождается увеличением прочности и твёрдости и снижением пластичности материала.
В технике наклеп используется для поверхностного упрочнения деталей. Кроме того, наклеп приводит к возникновению в поверхностном слое детали благоприятной системы остаточных напряжений, влияние которых главным образом и определяет высокий упрочняющий эффект поверхностной пластической деформации, выражающийся в повышении усталостной прочности, а иногда и износостойкости. Наклеп осуществляют специальными способами и на специальном оборудовании, например, производят обкатку цилиндрических поверхностей роликами, зубьев зубчатых колёс роликами или зубчатыми накатниками, дробеструйную обработку фасонных поверхностей, обработку ударными инструментами и др. В машиностроении существует большое число методов ППД, основанных на динамическом (ударном) воздействии инструмента на поверхность детали. В этих процессах инструмент внедряется в поверхностный слой детали перпендикулярно профилю поверхности или под некоторым углом к ней. Многочисленные удары, наносимые инструментом по детали по заданной программе или хаотично, оставляют на ней большое число локальных пластических отпечатков, которые в результате покрывают (с перекрытием или без него) всю поверхность. Размеры очага деформации зависят от материала детали, размеров и формы инструмента и от энергии удара по поверхности.
Наклеп поверхности дробеструйной обработкой осуществляется за счет кинетической энергии потока чугунной, стальной или другой дроби, который направляется, например, сжатым воздухом через сопло роторного дробемета (рис. 2).
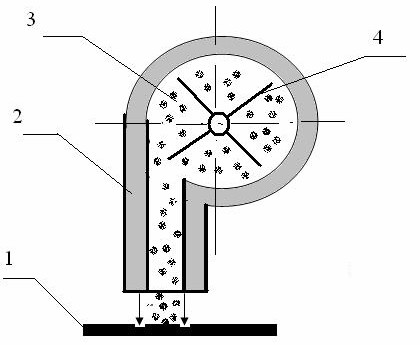
Рис. 2. Схема роторного дробемета: 1 – изделие; 2 – корпус дробемета; 3 – дробь чугунная или стальная; 4 – ротор дробемета
Материал, используемый для дробеструйного упрочнения, может подаваться на поверхность детали дробеструйным соплом также с помощью воды или воздействием центробежных сил.
Дробеструйное упрочнение используется в автомобильной промышленности для обработки цилиндрических пружин, установленных на большинстве машин, включая листовые рессоры и торсионы. Часто дробеструйной обработке подвергаются редукторы, коробки передач, оси, валы и шатуны.
В аэрокосмической промышленности дробеструйное упрочнение стало нормативным процессом как на стадии производства, так и на стадии техобслуживания и эксплуатации для многих типов летательных аппаратов. Обычно обрабатываются следующие узлы двигателя: лопасти вентилятора, диски турбины и валы. Используется также такая разновидность дробеструйного упрочнения, как дробеструйное профилирование – для формирования профиля обшивки.
С целью увеличения производительности для дробеструйной обработки применяются камеры с системой сбора дроби (рис. 3).
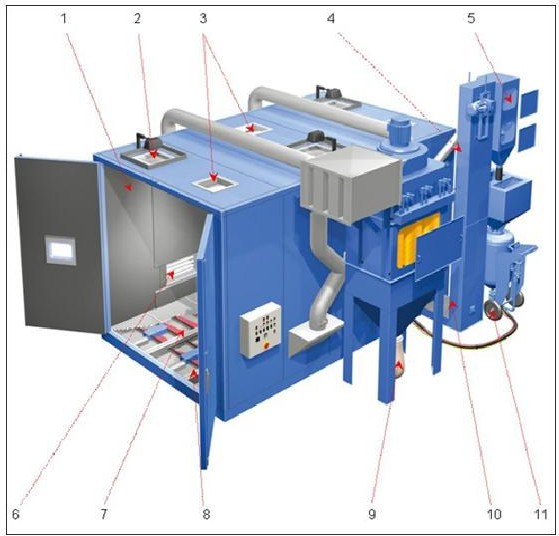
Рис. 3. Схема дробеструйной камеры с системой сбора дроби
На рисунке обозначено: 1 – стальные кассеты и внутренние стены, снабжённые резиновыми занавесами для высокой износостойкости; 2 – интенсивное освещение для оптимальных условий видимости; 3 – каналы приточной вентиляции; 4 – элеватор. Транспортирует отработанную дробь вертикально к устройству подготовки дроби; 5 – блок рекуперации дроби со встроенным воздушным сепаратором. Удаляет пыль и грубые частицы из отработанной дроби; 6 – встроенные камеры вытяжной вентиляции с удалением дроби из воздушного потока; 7 – транспортирующий желоб (продольный). Для транспортирования дроби к поперечному транспортёру; 8 – приводная станция. Для автоматического возвратно-поступательного движения; 9 – фильтровальная установка для вентиляции камеры, очистки воздуха и дроби от пыли; 10 – транспортирующий желоб (поперечный). Транспортирует дробь к элеватору; 11 – дробеструйный аппарат оснащён клапаном-дозатором, смесительной камерой и дробеструйным шлангом с соплом
Преимущества дробеструйного метода:
- простота конструкции;
- концентрированный поток дроби, позволяющий обрабатывать труднодоступные участки деталей;
- возможность получения высоких скоростей полета дроби;
- простота обращения с инструментом (дробью);
- возможность сепарации дроби потоком воздуха;
- отсутствие необходимости промывания детали после упрочнения.
2. Накатка
Накатка – это процесс обработки материалов поверхностным пластическим деформированием при помощи накатывающего инструмента – роликов, зубчатых накатников, плашек. Формообразующей называется накатка резьбы, зубьев шестерен, шлицов на валах, образование шероховатой поверхности на цилиндрических головках гаек, винтов, рукоятках и других деталях машин и приборов. Упрочняющая накатка – холодная поверхностная пластическая деформация валов, осей, втулок, дисков, зубьев зубчатых колёс, плоских деталей, приводящая к повышению усталостной прочности, износостойкости поверхности.
Накатывание рифленых поверхностей
Накатка, которая делается на поверхностях, охватываемых рукой, бывает прямая (рис. 4, а) и сетчатая (рис. 4, б). Шаг
(рис. 4, в) прямойнакатки делается независимо от материала детали равным0,5…1,2 мм.
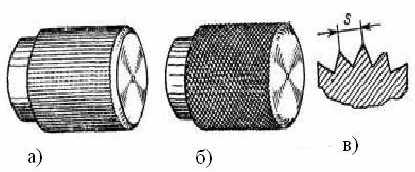
Рис. 4. Схема накатки рифленых поверхностей: а – прямая; б – сетчатая; в – шаг накатки
Шаг сетчатой накатки на деталях из латуни и алюминия делается 0,6…1,2 мм, а на стальных деталях – 0,6…1,6 мм. Чем тверже материал детали и чем больше ее диаметр, тем крупнее должен быть шаг накатки.
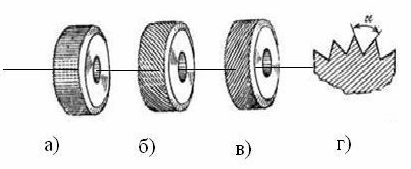
Рис. 5. Ролики для накатки поверхностей: а – для прямой накатки; б – с левой насечкой; в – с правой насечкой; г – угол насечки
Ролик для получения прямой накатки представлен на рис. 5, а. Для получения сетчатой накатки необходимо иметь два ролика с левой (рис. 5, б) и с правой (рис. 5, в) насечками. Диаметр роликов обычно принимается около 20…25 мм, ширина – 10 мм. Угол а между сторонами насечки (рис. 5, г) следует брать острее для накатки твердых материалов и более тупым, если материал накатываемой детали мягок (для латуни а = 90°). Ролики для накатывания изготовляются из стали марок У10А, У12А, ХВГ, 5ХНМ.
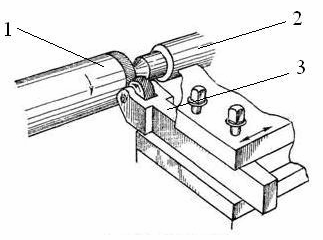
Рис. 6. Схема процесса накатки: 1 – деталь; 2 – задняя бабка станка; 3 – державка с накатным роликом
Накатка получается качественной, т. е. без выкрашивания металла, если диаметр поверхности, подготовленной под накатывание, делится без остатка на диаметр ролика. При накатке державка с роликом закрепляется в резцедержателе токарного станка (рис. 6). Деталь вращается в обычном направлении. Накатка требуемой глубины получается после нескольких проходов ролика. Чем крупнее накатка и чем тверже материал, тем больше должно быть сделано проходов. Например, накатка с шагом 1,2 мм на латунной детали может быть получена за 4…6 проходов, а на стальной детали за 6…8 проходов ролика.
Особенности процесса накатывания винтовых профилей
Процесс накатывания винтовых поверхностей представляет собой одну из разновидностей процессов поперечной накатки. Рассмотрим наиболее распространенный процесс накатывания резьбы роликами, при котором из цилиндрических заготовок образуются детали с винтовым профилем.
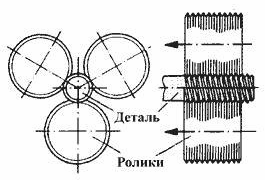
Рис. 7. Схема накатки резьбы роликами
Заготовку, обработанную под накатывание, устанавливают между двумя или тремя вращающимися в одном направлении инструментами, имеющими негативный профиль по отношению к профилю готовой детали (рис. 7).
Один из инструментов (роликов) подается в радиальном направлении. Таким образом, процесс накатывания поверхностей можно рассматривать как сочетание вдавливания в заготовку профиленакатных инструментов и прокатки, возникающей при вращении заготовки.
Основными особенностями происходящей при накатке пластической деформации являются:
- возможность значительных деформаций без разрушений деформируемого металла (в том числе коррозионно-стойких, жаропрочных и других специальных сталей и сплавов);
- существенное упрочнение поверхностных слоев в процессе деформации и связанное с этим повышение нагрузочной способности накатанных деталей.
Многие эксплуатационные свойства деталей машин в значительной степени обусловливаются геометрическими характеристиками микрорельефа и физико-механическим состоянием поверхностного слоя рабочих поверхностей деталей. При накатывании вследствие скольжения на контакте образуется поверхность, обладающая оптимальной шероховатостью, повышенной твердостью (наклепом), однородной микроструктурой и оптимальной текстурой прилегающих к поверхности слоев материала.
Прочность накатанного винтового профиля при статических нагрузках выше прочности профиля, обработанного резанием, примерно на 10 % при испытании на растяжение и на 20…35 % при испытании витков на срез.
Для высоконагруженных резьбовых деталей местом наибольшей концентрации напряжений являются впадины профиля. Поэтому для повышения усталостной прочности необходимо стремиться к минимальному параметру шероховатости поверхности таких участков; в этом отношении накатанный профиль обладает преимуществами перед нарезанным профилем.
Изменение физико-механических свойств поверхностного слоя металла в процессе накатывания профиля оказывает еще большее влияние на усталостную прочность деталей. Образующийся наклеп поверхностного слоя и текстура металла в значительной степени повышают циклическую прочность деталей. Этому способствуют также остаточные напряжения сжатия в поверхностном слое металла.
Накатывание резьбы неприводным цилиндрическим инструментом осуществляется с помощью резьбонакатных головок и державок, устанавливаемых на суппортах универсального оборудования (рис. 8).
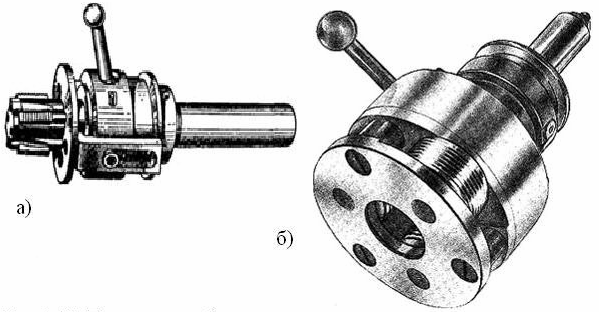
Рис. 8. Головки резьбонакатные: а – для внутренней резьбы; б – для наружной резьбы
Использование резьбонакатных головок и устройств расширяет область применения накатывания и обеспечивает получение этим способом точной резьбы на универсальных металлорежущих станках: токарных, токарно-револьверных, однои многошпиндельных автоматах. Применение головок и устройств позволяет получать окончательно обработанные детали, удовлетворяющие необходимым требованиям по соосности, биению и стабильности размеров резьбы, не выделяя изготовление резьбы в самостоятельную операцию.
Кроме указанных способов накатки резьбы существует еще несколько разных способов и устройств, например: накатывание плоскими плашками, накатывание инструментом типа «ролик-сегмент», а также с помощью специализированных резьбонакатных автоматов.
3. Выглаживание и дорнование
К методам поверхностного пластического деформирования, в которых деформирующие элементы (ДЭ) работают по схеме скольжения, относятся выглаживание и дорнование. Для этих процессов ДЭ должны изготавливаться из материалов, имеющих высокую твердость (алмаз, твердый сплав и т. п.) и не склонных к адгезионному схватыванию с обрабатываемым материалом.
Выглаживание заключается в пластическом деформировании обрабатываемой поверхности скользящим по ней инструментом (рис. 9).
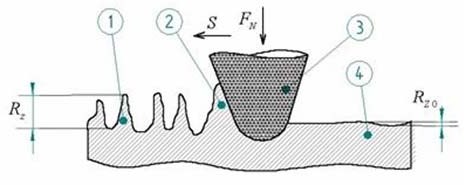
Рис. 9. Схема деформирования поверхностного слоя при алмазном выглаживании: 1 – микронеровности исходной поверхности; 2 – наплыв; 3 – выглаживатель; 4 – поверхность после выглаживания
Неровности поверхности от предшествующей обработки после выглаживания уменьшаются или полностью исчезают. При этом уменьшение шероховатости сопровождается повышением твердости поверхностного слоя. Алмазное выглаживание применяется для ППД закаленных сталей и деталей маложестких, то есть когда невозможно применить обработку накатыванием. Недостатком выглаживания является низкая производительность и невысокая стойкость инструмента.
Дорнование (дорнирование) – вид обработки заготовок без снятия стружки. Сущность дорнования сводится к перемещению в отверстии заготовки с натягом жесткого инструмента – дорна. Размеры поперечного сечения инструмента больше размеров поперечного сечения отверстия заготовки на величину натяга. Дорнование – деформирующее протягивание, калибрование, применяется для обработки отверстий (рис. 10).
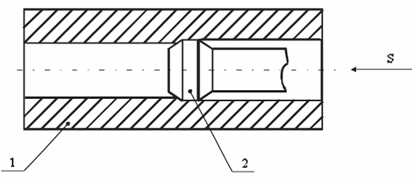
Рис. 10. Схема дорнования: 1 – изделие; 2 – дорн; s – направление подачи
Это высокопроизводительный процесс, сочетающий возможности чистовой, упрочняющей, калибрующей и формообразующей обработки. Формообразующая обработка применяется для получения на поверхности детали мелких шлицов и других рифлений. Толщина упрочненного слоя при дорновании регулируется натягом, т. е. разностью диаметров дорна и отверстия заготовки.
Дорнование подразделяют на поверхностное и объёмное. При поверхностном дорновании пластически деформируется поверхностный слой, при объёмном – пластическое деформирование происходит по всему поперечному сечению обрабатываемой детали. Поверхностное дорнование относят к методам поверхностного пластического деформирования (ППД), а объёмное дорнование к методам обработки металлов давлением (ОМД).
Инструмент для поверхностного дорнования изготавливают из твёрдых сплавов. Твёрдые сплавы, обладая рядом преимуществ, хуже воспринимают ударные и изгибные нагрузки по сравнению инструментальными и подшипниковыми сталями.
4. Осадка, обжатие, вытяжка, раздача
Осадка применяется для увеличения наружного диаметра сплошных деталей или для уменьшения внутреннего диаметра полых. При осадке диаметр детали увеличивается за счет уменьшения ее длины. Этим способом восстанавливают различные втулки при износе по наружному или внутреннему диаметру, цапфы валов, оси, клапаны двигателей внутреннего сгорания, зубчатые колеса и другие детали, имеющие поверхностный износ не более 1 % их диаметра. Осадкой увеличивают диаметр деталей типа пальцев и втулок из цветных металлов за счет некоторого уменьшения их длины.
Этим способом можно уменьшить длину деталей до 15 %, однако ответственные детали не уменьшают больше чем на 8 %. Приспособление для осадки состоит из верхней и нижней подставок и цилиндрической оправки, диаметр которой должен быть меньше окончательного диаметра отверстия примерно на 0,2 мм. После осадки под прессом отверстие втулки развертывают до требуемого размера. Небольшие по ширине цилиндрические зубчатые колеса восстанавливают в нагретом состоянии с помощью специальных штампов, которые позволяют получить небольшое утолщение зубьев и уменьшение отверстия ступицы.
Отверстие ступицы после осадки растачивают, а затем обтачивают наружные поверхности и нарезают зубья колеса. Если необходимо, производят термическую обработку зубьев на режимах, предусмотренных для новых зубчатых колес.
Вытяжка применяется для увеличения длины детали за счет местного (на небольшом участке) сужения ее поперечного сечения. Этот способ используют при ремонте тяг, штанг и др.
Раздача применяется для увеличения наружного диаметра за счет увеличения внутреннего диаметра полых деталей. Этим способом восстанавливают бронзовые втулки шестеренчатых насосов гидросистем, трубы рулевой колонки и пр. Раздачу чаще проводят в холодном состоянии, закаленные детали предварительно подвергают отпуску или отжигу. Наиболее часто этот способ применяют при восстановлении поршневых пальцев двигателей внутреннего сгорания. Изношенный палец устанавливают в специальную матрицу и раздают с помощью пуансона на прессе.
Читайте также: