Правка металла на листоправильных машинах
Обновлено: 18.05.2024
Предложен метод определения оптимальных технологических параметров холодной правки стального листа на семироликовой листоправильной машине. Расчеты позволяют определить вид и кривизну нейтральной линии стального листа при правке, а также остаточную кривизну листа после правки в зависимости от радиуса рабочих роликов, шага между роликами правильной машины, величины обжатия листа верхними и нижними роликами, толщины листа, а также модуля Юнга, предела текучести и модуля упрочнения металла листа. Результаты исследований могут быть использованы на металлургических заводах по производству стального листа.
Ключевые слова: стальной лист, кривизна поверхности листа, многороликовые листоправильные машины.
При расчетах мощности электродвигателей приводов листоправильных машин в их основу часто закладываются очень грубые предположения о величине изгибающих моментов в точках касания листа с роликами. Постулируется, что эти моменты равны нулю на крайних роликах, а моменты на внутренних роликах одинаковы и равны полусумме моментов при чисто упругом и чисто пластическом изгибе листа [14]. В действительности эти предположения неверны, так как изгибающие моменты на внутренних роликах непостоянны и существенно меняются от ролика к ролику. Окончательные энергосиловые оценки работ отличаются друг от друга в 2−3 раза и, главным образом, предназначены для конструкторов правильных машин.

Рис. 1. Семироликовая листоправильная машина
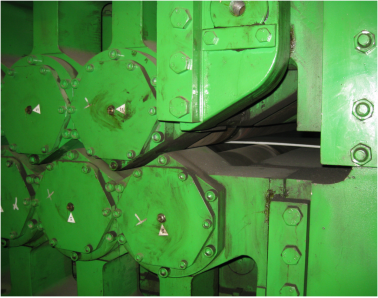
Рис. 2. Стальной лист между рабочими роликами семироликовой листоправильной машины
Мощность электродвигателей приводов листоправильных машин, поставляемых на металлургические заводы, задана сверху производителем в технической документации. Поэтому основная задача технологов при правке листа заключается в расчете оптимальных режимов обжатия выправляемого металла рабочими роликами листоправильных машин таким образом, чтобы на выходе из машины лист имел минимальные остаточные напряжения и кривизну (зарубежные производители, как правило, не сообщаю эти режимы российскому покупателю их оборудования, который вынужден подбирать оптимальные режимы методом проб и ошибок).
Решению этой основной задачи и посвящена данная работа на примере семироликовой машины для холодной правки листов.
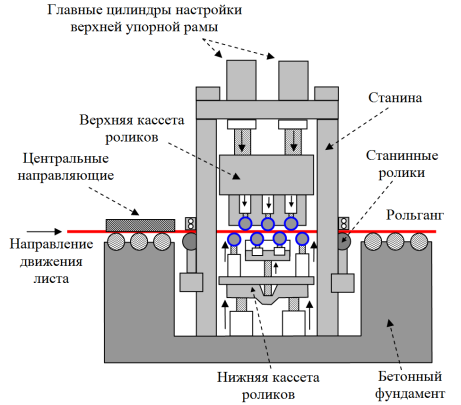
Рис. 3. Кинематическая схема семироликовой листоправильной машины
Перед правильной машиной расположены параллельные центральные направляющие, предназначенные для центровки листа перед его подачей в правильную машину. Для заполнения пространства между рольгангом и правильными роликами на входе и выходе из правильной машины расположены по одному приводному станинному ролику. Для удобства заправки тонких листов используется прижимной ролик с гидравлическим приводом, установленный на входной стороне правильной машины.
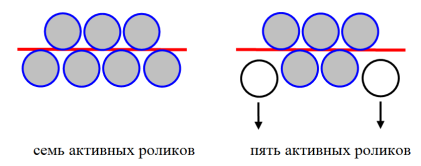
Рис. 4. Варианты расположения активных роликов семироликовой листоправильной машины
Правка стального листа осуществляется семью приводными рабочими правильными роликами тремя верхними правильными роликами и четырьмя нижними правильными роликами. Нижние входные и выходные правильные ролики снабжены отдельными системами настройки их вертикального положения с помощью клиновых пар и гидроцилиндров с позиционным управлением. Раздельное регулирование правильных роликов позволяет вывести отдельные верхние и нижние ролики из процесса правки путем их вертикального перемещения с помощью системы регулирования клиньев. Подобным образом можно уменьшить количество активных правильных роликов, например, с 7 до 5, что позволяет использовать увеличить диапазон правки приблизительно на 50 % (рис. 4).
Правка листа на семироликовой листоправильной машине. Пусть t − шаг между нижними правильными роликами; Hi − величина обжатия срединной поверхности стального листа на i-ом правильном ролике (для нижних роликов положительным направлением обжатия считается направление вверх, для верхних роликов вниз), h − толщина стального листа, R − радиус рабочих роликов, R0 = R + h/2; σт, E, Пр и Пс − предел текучести стали, модуль Юнга и модули упрочнения стали при растяжении и сжатии; ρi и εi = 1/ρi − радиусы кривизны и кривизна срединной линии листа в точках касания листа с рабочими роликами, φi − углы точек касания листа и роликов (i = 1 … 7) (рис. 5).
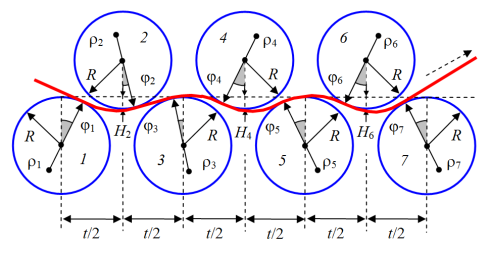
Рис. 5. Правка стального листа между семью рабочими роликами листоправильной машины
Не ограничивая общности, далее мы будем считать, что нижние правильные (нечетные) ролики лежат на одном горизонтальном уровне (H1 = H3 = H5 = H7 = 0 м).
Коэффициент пружинения нейтральной линии листа при радиусе кривизны ρ равен [8, 9]
Изгибающий момент в поперечном сечении листа равен [8, 9]
Введем семь локальных прямоугольных декартовых систем координат y−z в точках касания листа с рабочими роликами листоправильной машины. Оси z направим по касательной к поверхности роликов слева направо, а оси y − перпендикулярно к оси z в сторону центров соответствующих роликов. Будем аппроксимировать в этих системах координат нейтральную линию листа (между соседними точками касания листа и роликов) с помощью кубических полиномов вида y(z) = a z2 − b z3. Отметим, что первые два коэффициента этих полиномов равны нулю, так как лист касается роликов в начале систем координат. Обозначим ai и bi − коэффициенты кубических полиномов в i − ой системе координат. Составим уравнения для коэффициентов кубических полиномов, кривизны и радиусов кривизны нейтральной линии листа в точках касания листа с рабочими роликами.
Первый и второй ролики
Второй и третий ролики
Третий и четвертый ролики
Четвертый и пятый ролики
Шестой и седьмой ролики
Граничные условия задачи имеют вид
Результаты расчетов. Решая систему уравнений при t = 0,4 м, R = 0,185 м, h = 0,010 м, E = 2∙1011 Па, σт = 500∙106 Па, H1 = H3 = H5 = H7 = 0 м, H2 = 0,012 м, H4 = 0,006 м, H6 = 0,001 м и ρ1 = 1 м, получаем ρ2 = 0,657 м, ρ3 = −0,781 м, ρ4 = 1,152 м, ρ5 = −2,488 м, ρ6 = 40,581 м, ρ7 = 173 м, φ1 = 2,65°, φ2 = 0,26°, φ3 = 1,60°, φ4 = 0,78°, φ5 = 1,83°, φ6 = 0,38°, φ7 = 0,24°, 1 = 1, 2 = 1,522, 3 = 1,280, 4 = 0,868, 5 = 0,402, 6 = 0,025, 7 = 0,006 (рис. 6, 7). На рис. 7 точки локальных экстремумов кривизны соответствуют точкам касания листа с семью рабочими роликами листоправильной машины.
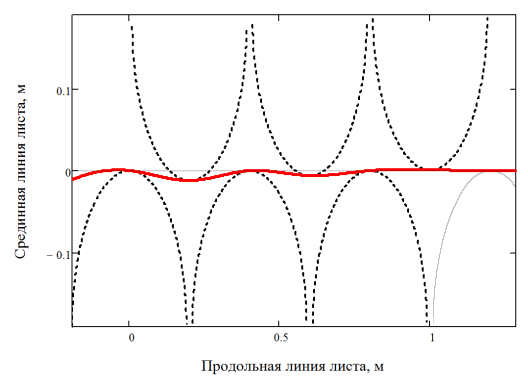
Рис. 6. Срединная линия листа при правке на семироликовой листоправильной машине (максимальное обжатие листа на первых роликах)
При правильном подборе обжатий листа роликами и не очень большой начальной кривизне стальные листы при правке быстро «забывают» о своей первоначальной кривизне и после 4-го ролика кривизна всех листов становится практически одинаковой. Для этого величина обжатия листа первыми четырьмя роликами должна достигнуть оптимального значения, а доля пластической деформации по толщине листа должна составлять от 67 до 80 . После 4-го ролика обжатия стального листа подбираются так, чтобы свести кривизну листа на 7-ом ролике практически к нулю.
Особого внимания требует правка толстых высокопрочных стальных листов, для которых отношение предела текучести к пределу прочности превышает 8590 . В этом случае металл листа становится более «хрупким», при правке листа сложнее попасть в зону оптимальных значений пластических деформаций и легко приблизиться к пределу прочности металла на поверхности стального листа, что в свою очередь может вызвать появление нежелательных дефектов металла.
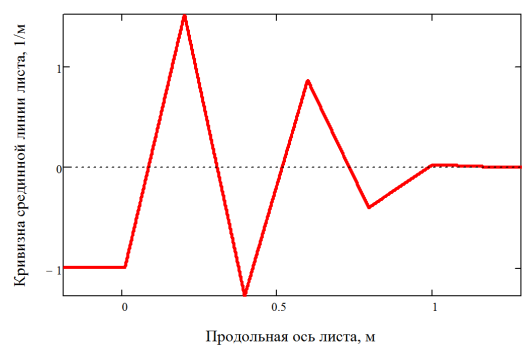
Рис. 7. Кривизна срединной линии листа при правке на семироликовой листоправильной машине (максимальное обжатие листа на первых роликах)
Решая систему уравнений при t = 0,4 м, R = 0,185 м, h = 0,010 м, E = 2∙1011 Па, σт = 500∙106 Па, H1 = H3 = H5 = H7 = 0 м, H2 = 0,006 м, H4 = 0,012 м, H6 = 0,001 м и ρ1 = 10 м, получаем ρ2 = 1,364 м, ρ3 = −0,810 м, ρ4 = 0,680 м, ρ5 = −1,260 м, ρ6 = 8,549 м, ρ7 = 735 м, φ1 = 3,40°, φ2 = 1,23°, φ3 = 1,69°, φ4 = 0,37°, φ5 = 3,28°, φ6 = 0,74°, φ7 = 0,06°, 1 = 0,1, 2 = 0,733, 3 = 1,234, 4 = 1,470, 5 = 0,794, 6 = 0,117, 7 = 0,001 (рис. 9).
Заключение. Предложен метод расчета параметров холодной правки стального листа из горячекатаного рулона на семироликовой листоправильной машине. Результаты исследований могут быть использованы на металлургических заводах при производстве стального листа, а также при производстве труб большого и среднего диаметров из стального листа [562].
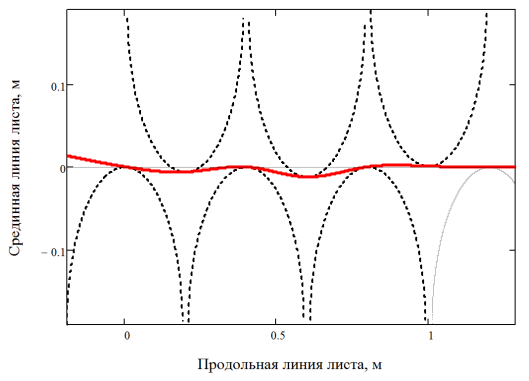
Рис. 8. Срединная линия листа при правке на семитироликовой листоправильной машине (максимальное обжатие листа на центральных роликах)
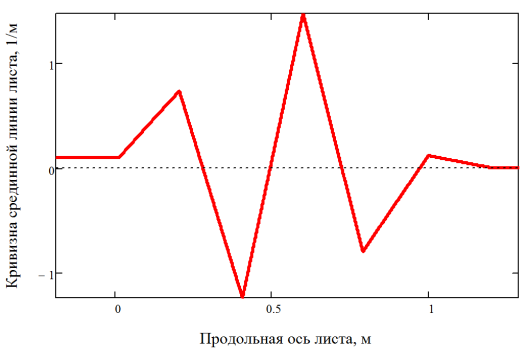
Рис. 9. Кривизна срединной линии листа при правке на семироликовой листоправильной машине (максимальное обжатие листа на центральных роликах)
- Мошнин Е. Н. Гибка и правка на ротационных машинах. Технология и оборудование. М.: Машиностроение, 1967. 272 с.
- Королев А. А. Механическое оборудование прокатных и трубных цехов. М.: Металлургия, 1987. 480 с.
- Целиков А. И., Полухин П. И., Гребеник В. М. и др. Машины и агрегаты металлургических заводов. Т. 3. Машины и агрегаты для производства и отделки проката. М.: Металлургия, 1988. 680 с.
- Шевакин Ю. Ф., Чернышев В. Н., Шаталов Р. Л. и др. Обработка металлов давлением.М.: Интермет Инжиниринг, 2005. 496 с.
- Шинкин В. Н. Теоретическая механика для металлургов. М: Изд. Дом МИСиС, 2012. 679 с.
- Буланов Э. А., Шинкин В. Н. Механика. Вводный курс. М.: БИНОМ. Лаборатория знаний, 2013. 172 с.
- Шинкин В. Н. Сопротивление материалов для металлургов. М: Изд. Дом МИСиС, 2013. 655 с.
- Шинкин В. Н. Механика сплошных сред для металлургов. М: Изд. Дом МИСиС, 2014. 628 с.
- Шинкин В. Н. Математическая модель правки стальной полосы на пятироликовой листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 8 (88). С. 344349.
- Шинкин В. Н. Правка толстой стальной полосы на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы FagorArrasate // Молодой ученый. 2015. № 9 (89). С. 359365.
- Шинкин В. Н. Расчет технологических параметров правки тонкой стальной полосы на пятнадцатироликовой листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 10 (90). С. 361366.
- Шинкин В. Н. Холодная правка толстого стального листа на девятироликовой машине фирмы SMSSiemag на металлургическом комплексе стан 5000 // Молодой ученый. 2015. № 11 (91). С. 467–472.
- Шинкин В. Н. Четырехроликовый режим холодной правки толстого стального листа на пятироликовой листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 12 (92). С. 356–361.
- Шинкин В. Н. Упругопластическая деформация металлического листа на трехвалковых вальцах // Молодой ученый. 2015. № 13 (93). С. 225–229.
- Шинкин В. Н. Шестироликовый режим предварительной правки стальной полосы на листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 14 (94). С. 205–211.
- Шинкин В. Н. Определение критических давлений магистральных газонефтепроводов при частичном несплавлении продольного сварного шва стальных толстостенных труб // Молодой ученый. 2015. № 15 (95). С. 222227.
- Шинкин В. Н. Критерий разрушения труб при дефекте раскатной пригар // Молодой ученый. 2015. № 16 (96). С. 261265.
- Шинкин В. Н. Дефект перегиба стальной заготовки на трубоформовочном прессе // Молодой ученый. 2015. № 17 (97). С. 318323.
- Шинкин В. Н. Подгибка кромок стального листа по эвольвенте // Молодой ученый. 2015. № 18 (98). С. 231237.
- Шинкин В. Н. Критерий образования гофра при формовке стального листа на кромкогибочном прессе SMSMeer // Молодой ученый. 2015. № 19 (99). С. 238243.
- Шинкин В. Н. Остаточные напряжения при экспандировании стальной трубы // Молодой ученый. 2015. № 20 (100). С. 8893.
- Шинкин В. Н. Разрушение стальных труб при дефекте «раскатанный пригар с риской» // Молодой ученый. 2015. № 22 (102). С. 213225.
- Шинкин В. Н. Гидроиспытания стальных труб на прочность на заводе. Труба с «донышками» // Молодой ученый. 2015. № 23 (103). С. 268276.
- Шинкин В. Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности. 2009. № 6. С. 171−174.
- Шинкин В. Н., Коликов А. П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Чернаяметаллургия. 2011. № 9. С. 4549.
- Shinkin V. N., Kolikov A. P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 6166.
- Shinkin V. N., Kolikov A. P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 6. P. 528531.
- Шинкин В. Н., Коликов А. П., Мокроусов В. И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7. С. 25−29.
- Shinkin V. N., Kolikov A. P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. 2012. Vol. 55. Nos. 1112. P. 833840.
- Шинкин В. Н. Производство труб большого диаметра по схеме JCOE фирмы SMSMeer для магистральных трубопроводов // Актуальные проблемы гуманитарных и естественных наук. 2015. № 31. С. 6467.
- Шинкин В. Н. Расчет технологических параметров кромкогибочного пресса фирмы SMSMeer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 41. С. 114119.
- Шинкин В. Н. Математический критерий возникновения гофра при формовке стальной листовой заготовки на кромкогибочном прессе SMSMeer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 51. С. 96–99.
- Шинкин В. Н. Расчет усилий трубоформовочного пресса SMSMeer при изгибе плоской толстой стальной заготовки при производстве труб большого диаметра // Актуальные проблемы гуманитарных и естественных наук. 2015. № 61. С. 115–118.
- Шинкин В. Н. Оценка усилий трубоформовочного пресса SMSMeer при изгибе стальной цилиндрической заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 71. С. 7478.
- Шинкин В. Н., Барыков А. М. Сила давления пуансона трубоформовочного пресса SMSMeer при изгибе частично изогнутой толстой стальной заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 81. С. 7883.
- Шинкин В. Н., Барыков А. М. Математический критерий перегиба стальной заготовки на трубоформовочном прессе SMSMeer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 91. С. 7377.
- Шинкин В. Н. Влияние остаточных напряжений на прочность металла при экспандировании стальной заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 101. С. 153157.
- Шинкин В. Н., Барыков А. М. Гибка стального листа на вальцах трехвалковых // Актуальные проблемы гуманитарных и естественных наук. 2015. № 111. С. 252257.
- Шинкин В. Н., Барыков А. М. Правка толстой стальной полосы на пятироликовой листоправильной машине // Актуальные проблемы гуманитарных и естественных наук. 2015. № 111. С. 257262.
- Шинкин В. Н. Расчет кривизны стального листа при холодной правке на одиннадцатироликовой машине // Актуальные проблемы гуманитарных и естественных наук. 2015. № 121.
- Шинкин В. Н. Прочностные гидроиспытания стальных труб с заглушками на заводе // Актуальные проблемы гуманитарных и естественных наук. 2015. № 121.
- Шинкин В. Н., Барыков А. М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMSMeer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13−20.
- Шинкин В. Н., Борисевич В. Г., Федотов О. В. Холодная правка стального листа в четырехроликовой листоправильной машине // В сборнике: Глобализация науки: проблемы и перспективы. Т. 2. Уфа: Башкирский государственный университет, 2014. С. 119121.
- Шинкин В. Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42−48.
- Шинкин В. Н., Барыков А. М. Гибка стального листа на трубоформовочном прессе при производстве труб большого диаметра // Сталь. 2015. № 4. С. 38−42.
- Шинкин В. Н. Оценка критических давлений при разрушении стальных труб магистральных газонефтепроводов при несплавлении сварного соединения // Современная наука: актуальные проблемы теории и практики. Серия: Естественные и технические науки. 2015. № 56. С. 711.
- Шинкин В. Н. Математический критерий разрушения стальных толстостенных труб при дефекте раскатной пригар // Мир науки и инноваций. 2015. Т. 5. № 2 (2). С. 5764.
- Мазур И. И., Иванцов О. М. Безопасность трубопроводных систем. М: ИЦ «ЕЛИМА», 2004. 1104 с.
- Демченко В. Г., Демченко Г. В. Магистральные трубопроводы. Надежность. Условия работы и разрушений. М.: Недра, 2007. 304 с.
- Коршак А. А., Нечваль А. М. Проектирование и эксплуатация газонефтепроводов. СПб.: Недра, 2008. 488 с.
- Тетельмин В. В., Язев В. А. Магистральные нефтегазопроводы. Долгопрудный: Изд. Дом «Интеллект», 2010. 352 с.
Основные термины (генерируются автоматически): ролик, стальной лист, машина, правильная машина, касание листа, максимальное обжатие листа, правка, правка листа, срединная линия листа, нейтральная линия листа.
Оборудование для правки металла

Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
В технологическом процессе изготовления некоторых изделий правка является обязательной операцией с целью их качественного изготовления. Если таких изделий требуется целая серия, то необходимо обеспечить производительность правильной операции. Здесь на помощь приходит специальное оборудование, конструкция которого преобразовывает механическую энергию в действия направленные на исправление дефектных заготовок. На этой странице идет речь о механическом оборудовании, о ручном инструменте для правки смотрите отдельную статью.
Оборудование, используемое в промышленных условиях, разделяется на виды в зависимости от формы и размеров заготовок. Такой способ правки, как машинная, применяется в основном для исправления крупного проката, к которому предъявляются жесткие требования к отклонениям формы и поверхностным дефектам.
Типы заготовок
Для любого из производимых промышленностью профилей: лист, полоса, круглая или профильная труба, уголок, швеллер и другие, можно подобрать для правки приемлемый вариант оборудования.
Современные станки, машины для правки холодным и горячим методом

Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
Современные виды правильного оборудования значительно увеличивают производительность проведения технологической операции правка. Заготовки могут иметь несколько типов отклонений от нормативных показателей в разных плоскостях. Новейшие модели правильного оборудования исправляют дефекты одновременно, за одно действие.
Многие виды станков дополнительно производят резку и гибку заготовок. Так, например, станок для правки арматуры, широко применяемый в строительстве, выполняет резку ее на мерные прутки, что обеспечивает производительность последующих работ.
Универсализм современного оборудования повышается возможностью обработки заготовок, как в холодном, так и в горячем состоянии. Тем самым гарантируется качество производства работ в плане отсутствия остаточных напряжений в заготовках.
Листоправильные вальцы
Большая кривизна листа не позволяет выполнить условия для качественной его обработки на последующих технологических операциях. Убрать этот дефект позволяет обработка на листоправильных вальцах.
Деформированный лист пропускается между верхним и нижним рядами валков, которые установлены в шахматном порядке. Зазор подбирается немного меньшим, чем толщина листа. В зависимости от количества пар валков в машине, лист столько раз подвергается упруго-пластическому изгибу. В конечном итоге напряжения равномерно распределяются по всему телу листа и он выпрямляется.
Подача листа в рабочую зону осуществляется за счет принудительного вращения нижнего ряда роликов. Верхние ролики имеют привод к перемещению в вертикальной плоскости, тем самым создают нужные усилия при изгибе.

Правка полосового металла на листоправильных вальцах. Фото Подольский завод оборудования
Существует много различных моделей листоправильных вальцов. Они отличаются по габаритам, характеристикам, обеспечивающим производительность, количеству дополнительного оборудования, способами регулировки зазора и другим показателям. На отечественном рынке представлены как отечественное оборудование (станки моделей ЛП 12.20; ЛП 16.30 Славгородского завода кузнечно-прессового оборудования), так и листоправильные станки зарубежных фирм ARKU (Германия), Roundo (Швеция), MG SP (Италия), Kohler (Германия) и других.
Популярные модели
ARKU Flat Master
Модель «ARKU Flat Master». Станки этой модели правят листы толщиной от 0,5 мм до 50 мм. Толстостенные заготовки из листов сложной формы после газовой резки обрабатываются буквально за несколько минут. При этом достигаются высокие показатели плоскостности и практически полное отсутствие остаточных напряжений.
Станки имеют удобное управление и функцию запоминания технологических параметров. Узел правки оснащен гидравлическим приводом, который надежно защищает станок от перегрузки. При достижении максимально возможного усилия оборудование отключается подниманием верхнего блока.
Конструкция станка позволяет оперативно заменить грязные, с остатками материала, правильные вальцы. Здесь применяется специально разработанная вспомогательная оснастка. Это повышает ресурсные показатели оборудования.
Вальцы гидравлические STALEX
HER-2070×4.5. Фото Сталекс
Kohler Peak Performer GC
Модель «Kohler Peak Performer GC». Обладает такими же преимуществами, что и вышеперечисленная модель, разница в методе регулирования рабочего зазора. В данной модели он контролируется электромеханическим способом.
Во время обработки заготовок со сложной формой на блок правки действуют различные усилия. Эти усилия влияют на величину первоначально выбранного рабочего зазора для правки. Электромеханический контроль реагирует на изменения усилия и поддерживает зазор в необходимой величине, чем обеспечивает качество правки. Регулирование зазора происходит за счет клиновидного привода, разработанного фирмой Kohler. Замена сложной гидравлической системы — основное достоинство электромеханического контроля.
ЛП 12.20 и 16.30
Модели ЛП 12.20; ЛП 16.30. Отечественные модели не обладают большим набором опций, как зарубежные. Однако цена и достаточная степень надежности в работе остаются их преимуществом.
Прессы

Пресс гидравлический одностоечный с приводом усилием 25тс (250кН) модели П6324Б (пресс П6324). Фото Кувандыкский завод кузнечно-прессового оборудования «Долина»
Правка относительно крупных заготовок типа валов выполняется на прессах. Они могут иметь механический привод, а для применения больших усилий для правки используют гидравлические пресса, которые дополнены специальной оснасткой, правят дефекты на толстостенных листах.
Классическая схема для правки валов состоит из трех опор. Две из которых представляют регулируемые по высоте призмы. Они устанавливаются на удлиненной станине пресса и являются опорами для заготовки. Третья опора выполняется заодно с пуансоном и передает усилие на дефектную часть вала. Обладает самоустанавливающимися свойствами в зависимости от геометрии поверхности исправляемой заготовки. Биение вала после правки проверяется индикаторным прибором.
Валы правятся как в холодном, так и в горячем состоянии. В последнем случае пресс и нагревательное устройство (печь, установка ТВЧ) должны находится рядом друг с другом.
Наиболее технологичными, при выполнении правки заготовок, являются гидравлические пресса. Малая скорость прессования и большое время выдержки создают условия для качественного выполнения операции. Практически все модели гидравлических прессов по требованию заказчиков могут оснащаться правильным столом и механизмом точной правки.
Моделей гидравлических прессов, способных участвовать в технологии правки, огромное множество как отечественных (ПБ6330-02, ПБ6334-02, П6324, ДЕ2428 и другие), так и зарубежных фирм.
Гидравлический пресс PHCcR100. Предназначен для правки (рихтовки) длинномерных заготовок типа «вал». Станина выполнена в виде сварной стальной рамы, которая позволяет устанавливать длинные заготовки. На столе устанавливаются две призмы, которые могут менять свое положение и крепиться ручным зажимом. Нижняя часть штока гидравлического поршня имеет фасонную поверхность, которой выполняется давление на рихтуемую поверхность. Гарантированно защищена от проворачивания. Для определения отклонения пресс оснащен механическим микрометром, опционально лазерным.
Гидравлический пресс фирмы Schuler производства Германия усилием 400 т. Предназначен для правки заготовок типа круга или труб длиной до 6 метров. Стол оснащен подвижными тележками для изменения места гиба. Увеличение длины стола производится за счет установки дополнительных базирующих элементов.

Пресс гидравлический одностоечный ПБ6334. Фото ПромСтройМаш
На тележках установлены подпружиненные призмы, на которых заготовка может вращаться в свободном состоянии на подшипниках. Правка металла производится в трех призмах, третья закрепляется на гидроцилиндре с помощью шарнирной опоры.
Оперативное измерение производится лазерной линейкой и отображается на дисплее с помощью контроллера Siemens. Диаметр обрабатываемых деталей до 400 мм.
Помимо механического управления перемещениями тележек и вращением заготовок, существует автоматизированная система управления прессом. Установленные датчики позволяют определять место максимального прогиба и перемещать его к правильной призме.
Где купить
Высокопроизводительное оборудование для правки металла пользуется достаточно высоким спросом, что обеспечивает широкий выбор оснащения, предлагаемого изготовителями и поставщиками. Предприятия, предлагающие станки для правки металлических заготовок разного типа, представлены в отдельном разделе нашего сайта.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых оказывают услугу правки металла.
Шестироликовый режим предварительной правки стальной полосы на листоправильной машине фирмы Fagor Arrasate
Предложен математический метод определения оптимальных параметров холодной правки стального листа из горячекатаного рулона на листоправильной машине испанской фирмы Fagor Arrasate. Расчеты позволяют определить вид и кривизну нейтральной линии стального листа при правке, а также остаточную кривизну листа после правки в зависимости от радиуса рабочих роликов, шага между роликами правильной машины, величины обжатия листа верхними роликами, толщины листа, а также модуля Юнга, предела текучести и модуля упрочнения металла листа. Результаты исследований могут быть использованы на металлургических заводах при производстве стального листа из горячекатанного рулона.
Ключевые слова: горячекатаный стальной рулон, остаточные напряжения, кривизна поверхности листа, многороликовые листоправильные машины, модель упругопластической среды.
Правка стального листа на шестироликовой листоправильной машине фирмы Fagor Arrasate. Основная задача технологии правки листа − рассчитать оптимальные режимы обжатия листовой заготовки рабочими роликами листоправильных машин таким образом, чтобы на выходе из машины лист имел минимальные остаточные напряжения и кривизну.
На рис. 1 показана кинематическая схема линии предварительной правки стального листа из горячекатаного рулона, где 1 − передвижной разматыватель рулона с четырехсекционным барабаном для фиксации рулона, 2 − горячекатаный стальной рулон, 3 − механизм для исправления кривизны рулона, 4 − устройство с выдвижным столом для раскрытия рулона и проводки листа, 5 − тянущие подающие ролики, 6 − шестироликовая листоправильная машина (верхние три ролика имеют независимое вертикальное перемещение, нижние три ролика неподвижны), 7 − гидроцилиндры.
Пусть t − шаг между нижними роликами, H2, H4 и H6 − величины обжатия срединной поверхности стального листа на втором, четвертом и шестом роликах, h − толщина стального листа, R − радиус рабочих роликов, R0 = R + h/2; σт, E, Пр и Пс − предел текучести, модуль Юнга и модули упрочнения стали при растяжении и сжатии; ρi и εi = 1/ρi − радиусы кривизны и кривизна срединной линии листа в точках касания листа с роликами, φi − углы точек касания листа и роликов (i = 1 … 6) (рис. 2).

Рис. 1. Разматыватель рулона и шестироликовая листоправильная машина
Коэффициент пружинения нейтральной линии листа при радиусе кривизны ρ равен 2
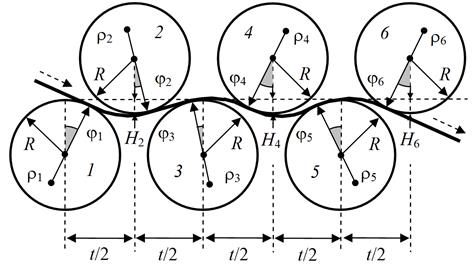
Рис. 2. Расчетная схема модели правки листа на шести роликах
Введем пять локальных прямоугольных декартовых систем координат y−z в точках касания листа с рабочими роликами листоправильной машины. Оси z направим по касательной к поверхности роликов слева направо, а оси y − перпедикулярно к оси z в сторону центров соответствующих роликов. Будем аппроксимировать в этих системах координат нейтральную линию листа (между соседними точками касания листа и роликов) с помощью кубических полиномов вида y(z) = a z 2 − b z 3 (метод Шинкина). Отметим, что первые два коэффициента этих полиномов равны нулю, так как лист касается роликов в начале систем координат. Обозначим ai и bi − коэффициенты кубических полиномов в i − ой системе координат. Составим уравнения для коэффициентов кубических полиномов, кривизны и радиусов кривизны нейтральной линии листа в точках касания листа с роликами.
Составим уравнения для коэффициентов кубических полиномов, кривизны и радиусов кривизны нейтральной линии листа в точках его касания с валками.
Первый и второй ролики:
Второй и третий ролики:
Третий и четвертый ролики:
Четвертый и пятый ролики:
Пятый и шестой ролики:
Результаты расчетов. Решая систему уравнений при t = 0,27 м, R = 0,125 м, h = 0,01 м, E = 2∙10 11 Па, σт = 500∙10 6 Па, H2 = 0,024 м, H4 = 0,012 м, H6 = −0,014 м и ρ1 = -1 м, получаем ρ2 = 0,160 м, ρ3 = -0,174 м, ρ4 = 0,284 м, ρ5 = -1,578 м, ρ6 = -25,517 м, φ1 = 15,57°, φ2 = 4,34°, φ3 = 5,99°, φ4 = 2,47°, φ5 = 7,49° и φ6 = -4,36° (рис. 3).
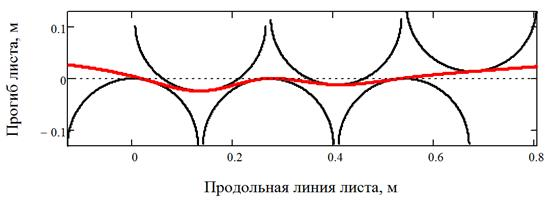
Рис. 3. Срединная линия листа между шестью роликами правильной машины
На рис. 4 показана зависимость кривизны нейтральной линии листа при правке на шестироликовой листоправильной машине. По оси абсцисс отложена продольная ось листа, а по оси ординат − кривизна продольных волокон срединной линии листа. Точки локальных экстремумов кривизны соответствуют точкам касания листа с рабочими роликами листоправильной машины.
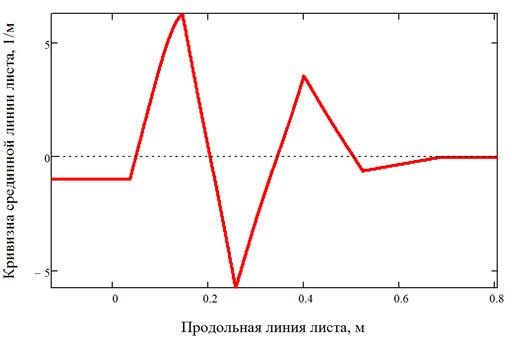
Рис. 4. Кривизна срединной линии листа при правке на шести роликах
Особого внимания требует правка толстых высокопрочных стальных листов, для которых отношение предела текучести к пределу прочности превышает 85-90%. В этом случае металл листа становится более «хрупким», при правке листа сложнее попасть в зону оптимальных значений пластических деформаций и легко приблизиться к пределу прочности металла на поверхности стального листа, что в свою очередь может вызвать появление нежелательных дефектов металла.
Производство труб из стального листа. В практике производства труб большого диаметра для магистральных газонефтепроводов утвердился процесс формовки трубной заготовки из толстого стального листа по схеме JСOE 18. Перед формовкой труб стальной лист правят на многороликовых (многовалковых) листоправильных машинах 37. Дефект образования гофра продольной кромки стального листа на кромкогибочном прессе изучался в работах [1, 2, 11-23], вредное влияние остаточных напряжений в стенке стального листа после трубоформовочного пресса на процесс экспандирования трубы − в [1, 2, 24], дефект «точка перегиба» при изгибе стального листа на трубоформовочном прессе − в [1, 2, 26], дефект несплавления сварного продольного шва при сборке трубы − в [1, 2, 33], дефект стального листа раскатной пригар с риской - в [1, 2, 34], процессы прокатки стального листа для производства труб - в 42.
1. Шинкин В. Н. Механика сплошных сред для металлургов. - М: Изд. Дом МИСиС, 2014. - 628 с.
2. Шинкин В. Н. Сопротивление материалов для металлургов. - М: Изд. Дом МИСиС, 2013. - 655 с.
3. Шинкин В. Н. Сопротивление материалов. Простые и сложные виды деформаций в металлургии. - М: Изд. Дом МИСиС, 2008. - 307 с.
4. Шинкин В. Н. Теоретическая механика для металлургов. - М: Изд. Дом МИСиС, 2012. - 679 с.
5. Шинкин В. Н. Математическая модель правки стальной полосы на пятироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 8 (88). С. 344-349.
6. Шинкин В. Н. Правка толстой стальной полосы на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Молодой ученый. 2015. № 9 (89). С. 359-365.
7. Шинкин В. Н. Расчет технологических параметров правки тонкой стальной полосы на пятнадцатироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 10 (90). С. 361-366.
8. Шинкин В. Н. Холодная правка толстого стального листа на девятироликовой машине фирмы SMS Siemag на металлургическом комплексе стан 5000 // Молодой ученый. 2015. № 11 (91). С. 467–472.
9. Шинкин В. Н. Четырехроликовый режим холодной правки толстого стального листа на пятироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 12 (92).
10. Шинкин В. Н. Упругопластическая деформация металлического листа на трехвалковых вальцах // Молодой ученый. 2015. № 13 (93).
11. Шинкин В. Н., Уандыкова С. К. Гибка стальной листовой заготовки на кромкогибочном прессе при производстве труб большого диаметра // Известия Кыргызского государственного технического университета им. И. Раззакова. 2009. № 16. С. 110−112.
12. Шинкин В. Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности. 2009. Вып. 6. С. 171−174.
13. Шинкин В. Н., Коликов А. П. Моделирование процесса пластического формоизменения листовой заготовки для производства труб большого диаметра // Обработка металлов давлением, 2011. № 3(28). С. 7-11.
14. Шинкин В. Н., Коликов А. П. Формовка листовой заготовки в кромкогибочном прессе и условие возникновение гофра при производстве труб магистральных трубопроводов // Производство проката. 2011. № 4. С. 14−22.
15. Шинкин В. Н., Коликов А. П. Упругопластическое изменение металла на кромкогибочном прессе при формовке труб большого диаметра // Сталь. 2011. № 6. С. 53-56.
17. Шинкин В. Н., Коликов А. П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Черная металлургия. 2011. № 9. С. 45-49.
18. Шинкин В. Н. Математическое моделирование процессов производства труб большого диаметра для магистральных трубопроводов // Вестник Саратовского государственного технического университета. 2011. № 4 (62). Вып. 4. С. 69−74.
19. Шинкин В. Н., Коликов А. П., Барыков А. М. Технологические расчеты процессов производства труб большого диаметра по технологии SMS Meer // Металлург. 2011. № 11. С. 77−81.
20. Shinkin V. N., Kolikov A. P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. 2012. Vol. 55. Nos. 11-12. P. 833-840.
21. Шинкин В. Н., Коликов А. П. Моделирование процесса формовки заготовки для труб большого диаметра // Сталь. 2011. № 1. С. 54−58.
22. Shinkin V. N., Kolikov A. P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 61-66.
23. Шинкин В. Н., Барыков А. М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMS Meer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13−20.
24. Шинкин В. Н., Коликов А. П., Мокроусов В. И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7. С. 25−29.
25. Шинкин В. Н., Коликов А. П. Моделирование процессов экспандирования и гидроиспытания труб большого диаметра для магистральных трубопроводов // Производство проката. 2011. № 10. С. 12−19.
26. Шинкин В. Н. Критерий перегиба в обратную сторону свободной части листовой заготовки на трубоформовочном прессе SMS Meer при производстве труб большого диаметра // Производство проката. 2012. № 9. С. 21−26.
27. Шинкин В. Н. Гибка стального листа на трубоформовочном прессе при производстве труб большого диаметра // Сталь. 2015. № 4. С. 38−42.
28. Шинкин В. Н. Производство труб большого диаметра по схеме JCOE фирмы SMS Meer для магистральных трубопроводов // Актуальные проблемы гуманитарных и естественных наук. 2015. № 3 (74). Часть 1. С. 64-67.
29. Шинкин В. Н. Расчет технологических параметров кромкогибочного пресса фирмы SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 4 (75). Часть 1. С. 114-119.
30. Шинкин В. Н. Математический критерий возникновения гофра при формовке стальной листовой заготовки на кромкогибочном прессе SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 5 (76) Часть 1. С. 96–99.
31. Шинкин В. Н. Расчет усилий трубоформовочного пресса SMS Meer при изгибе плоской толстой стальной заготовки при производстве труб большого диаметра // Актуальные проблемы гуманитарных и естественных наук. 2015. № 6 (77).
32. Шинкин В. Н. Оценка усилий трубоформовочного пресса SMS Meer при изгибе стальной цилиндрической заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 7 (78).
33. Шинкин В. Н., Барыков А. М., Коликов А. П., Мокроусов В. И. Критерий разрушения труб большого диаметра при несплавлении сварного соединения и внутреннем давлении // Производство проката. 2012. № 2. С. 14−16.
34. Шинкин В. Н., Мокроусов В. И. Критерий разрыва труб газонефтепроводов при дефекте «раскатной пригар с риской» // Производство проката. 2012. № 12. С. 19-24.
35. Шинкин В. Н., Федотов О. В. Расчет технологических параметров правки горячекатаной рулонной полосы на пятироликовой машине линии Fagor Arrasate // Производство проката. 2013. № 9. С. 43-48.
36. Шинкин В. Н., Барыков А. М. Расчет технологических параметров холодной правки стального листа на девятироликовой машине SMS Siemag металлургического комплекса стан 5000 // Производство проката. 2014. № 5. С. 7-15.
37. Шинкин В. Н. Расчет технологических параметров правки стального листа на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2014. № 8. С. 26-34.
38. Шинкин В. Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42−48.
40. Скороходов В. Н., Чернов П. П., Мухин Ю. А., Бельский С. М. Математическая модель процесса свободного уширения при прокатке полос // Сталь. 2001. № 3. С. 38−40.
41. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Нейтральные углы при прокатке в валках неравных диаметров, вращающихся с одинаковой угловой скоростью // Производство проката. 2006. № 5. С. 2−6.
42. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Контактное давление при тонколистовой прокатке в валках неравных диаметров, вращающихся с одинаковой угловой скоростью // Производство проката. 2007. № 2. С. 15−20.
43. Мухин Ю. А., Бельский С. М. О допустимости одного упрощения при анализе процесса несимметричной тонколистовой прокатки // Производство проката. 2007. № 7. С. 11−13.
44. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Энергетический баланс и величина нейтральных углов при прокатке в валках неравных диаметров // Производство проката. 2007. № 9. С. 15−18.
45. Бельский С. М., Мухин Ю. А. Нейтральные углы и контактное давление при тонколистовой прокатке со скоростной асимметрией // Производство проката. 2007. № 11. С. 13−17.
47. Бельский С. М. Влияние формы эпюры переднего удельного натяжения на распределение давления прокатки и выходных напряжений по ширине полосы // Известия высших учебных заведений. Черная металлургия. 2008. № 1. С. 43-46.
49. Бельский С. М. О некоторых эффектах применения осевой сдвижки рабочих валков // Производство проката. 2008. № 7. С. 21−24.
50. Бельский С. М., Мухин Ю. А., Мазур И. П. Теоретический анализ влияния натяжений на уширение металла при тонколистовой прокатке // Производство проката. 2008. № 11. С. 13-17.
Основные термины (генерируются автоматически): стальной лист, ролик, касание листа, нейтральная линия листа, машина, правильная машина, радиус кривизны, срединная линия листа, кривизна, кривизна листа.
Правка металла: листового, полосового, проволоки, круглого и уголка
Правка — технологическая операция, при помощи которой у заготовок устраняют отклонения от формы. Заготовки могут иметь как простую, так и сложную форму. В зависимости от этого применяется соответствующий инструмент и оснастка.
Когда и зачем проводится операция: наличие выпуклостей на заготовках и прочие причины
Заготовки должны иметь определенные параметры, чтобы с ними было возможно выполнить следующие технологические операции. Невозможно выполнить качественную слесарную разметку на волнистой поверхности, искривленная заготовка при выполнении штамповочной операции может привести к поломке пуансона и матрицы. Существует много подобных примеров, когда правка обеспечивает качественное изготовление изделий.
Листовой металл: технология, в чем особенность и другие важные моменты
Наиболее распространенные поверхностные дефекты на листе, которые устраняются правильными операциями: волнистость, выпуклость или вогнутость. Причем на одном листе они могут находиться одновременно в разных местах — на краю и в середине.
Толстые и тонколистовые заготовки
При правке более толстых листов существуют определенный технологический порядок проведения работ. Наносить удары непосредственно по выпуклой части листа недопустимо. Возникающая большая концентрация напряжений может привести к образованию трещины и испортить заготовку. Если выпуклость находится в центре заготовки, следует начинать ее обстукивать с краев, уменьшая силу удара и увеличивая частоту по мере приближения к краям выпуклости.
При имеющейся волнистости на краях следует наносить удары, наоборот, от центра к периферии. Возникающие при ударном воздействии растягивающие напряжения способны убрать ее, достигнув краев возникновения дефекта.
Полезное видео
Посмотрите, как операция выполняется вручную.
И как это делается с помощью промышленного оборудования.
Цветной и черный металл
Из всего многообразия черных и цветных металлов технологической операции правка могут подвергаться только металлы с хорошими пластическими свойствами. Среди черных металлов это прежде всего малоуглеродистые стали. Алюминий, медь, титан и некоторые их сплавы (латунь, дуралюмин и другие) также хорошо поддаются рихтовке.
Следует знать! При выполнении правки цветных металлов важно, чтобы боек молотка был выполнен из более мягкого материала, чем рихтуемый (дерево, свинец и другие).
Полосовая сталь
Дефекты, которые исправляются правкой, на полосовой стали:
- полоса, имеющая изгиб в плоскости;
- полоса, имеющая изгиб по ребру;
- скрученная полоса;
- в полосе имеются все виды дефектов.
Правка полосового металла на специальном оборудовании. Фото Подольский завод оборудования
Изгиб по ребру таким методом убрать не удастся. Удары по ребру будут создавать напряжения, изгибающие полосу в стороны и сминать кромку, прилегающую к плоскости. Здесь следует положить полосу на плоскость и распределять удары по всей длине, проходя по ней рядами от нижней кромки к верхней. Сила ударов с приближением к верхней кромке должна уменьшаться, а частота увеличиваться. Технология позволяет нижней части растягиваться больше, чем верхней и полоса выравнивается.
Скрученную заготовку зажимают в тисках и с помощью рычага раскручивают. Далее правка заканчивается выравниванием полосы по плоскости или по ребру.
Видео
А от так это делают на станке.
Профильный металл
Понятие «профильный металл» включает в себя различные виды проката. Это могут быть швеллера, двутавровые балки, профильные трубы и другие виды. При использовании профильные заготовки не должны быть изогнутыми и закрученными вдоль продольной оси. Такие дефекты устраняются технологической операцией правка.
Для большинства видов профильного проката для устранения дефектов требуются значительные усилия. В наличии имеется специальное оборудование на которых выполняется правка: роликовые правильные станки, горизонтальные гибочные прессы, растяжные станки.
Проволока из бухты
Удобная для проволоки упаковка в бухты, создает некоторые проблемы для ее применения в прямолинейном виде. Для этих целей используется оборудование, разматывающее проволоку с помощью роликов, или последовательным пропусканием через фильеры.

Правка прутка на роликовом станке. Фото Подольский завод оборудования
Для выполнения разовых работ и небольшой длины размотки можно применить следующее одно из многих приспособлений: пропускаете проволоку через согнутую U-образную трубку вращая ее, например, дрелью.
Детали круглого сечения
Уголок
Способы: вручную и механические, с нагревом и без
В зависимости от размеров могут использоваться для маленьких заготовок — ручные методы правки, для габаритных и тяжелых — применяется специальное механическое оборудование.

Правка крупногабаритной заготовки на специальном механическом оборудовании. Фото Подольский завод оборудования
Свойства некоторых материалов не позволяют убрать дефект заготовки методом холодной деформации, так как возможна потеря ее целостности. В таком случае помогает нагрев заготовки, увеличивающий способность заготовки к растяжению.
Оборудование и инструменты: на вальцах, прессах и не только
Для ручной правки основными инструментами являются правильные плиты, наковальни, рихтовальные бабки, которые выступают в качестве базовой поверхности для заготовок.
Для приложения усилия к месту правки применяют различные виды молотков. Для листовой и полосовой стали с черновой обработкой поверхности применяют молотки из углеродистой стали с круглым бойком, который в отличие от квадратного, не оставляет вмятины на поверхности. Обработанные поверхности правятся деревянными киянками или молотками с мягкими вставками (из медных или алюминиевых сплавов). При праве тонколистового металла используются гладилки, изготовленные из твердых пород дерева.
В производственных условиях, где широко применяется прокат в виде листов, полосы, прутков и других разнообразных профилей, применяется оборудование для правки заготовок. В зависимости от размеров и формы заготовок можно выделить несколько видов.
- Правильные прессы с механическим или более мощным гидроприводом. На этом оборудовании правят крупный прокат: круглый, квадратный, швеллера и другой профиль, включая трубы диаметром до 300 мм. Правку толстых листов и полос выполняют на специализированных гидравлических прессах.
- Роликовые правильные машины, использующиеся для работы с мелким и средним профильным прокатом. Роликовые листоправильные машины исправляют дефекты листов и полос небольшой толщины.
- Растяжные правильные машины. Применяются для правки листов из специальных сплавов и цветных металлов.
- Ротационные косовалковые машины. Применяются для правки труб и прутков от простой формы профиля до сложной.
Где заказать
Необходимые оборудование, инструмент и оснастку для проведения правильных работ, можно заказать в отдельном разделе нашего сайта, где представлен широкий выбор компаний предлагающих такой вид продукции.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых предлагают выполнение качественной правки метала.
Читайте также: