Правка толстого листа металла
Обновлено: 21.09.2024
Предложен математический метод определения оптимальных технологических параметров холодной правки стального листа на девятироликовой листоправильной машине немецкой фирмы SMS Siemag. Результаты исследований могут быть использованы на металлургических заводах по производству широкого толстого стального листа.
Ключевые слова: толстый стальной лист, листоправильная машина
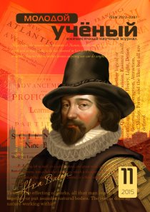
Металлургический комплекс стан 5000 (МКС 5000). Состав оборудования МКС 5000 немецкой фирмы SMS Siemag (рис. 1): 1) склад слябов; 2) нагревательные печи Fives Stein; 3) гидравлический сбив окалины; 4) прокатная клеть кварто с усилием 12000 т.; 5) 5-ти роликовая листоправильная машина SMS Siemag предварительной горячей правки листа; 6) устройство ускоренного охлаждения с секциями высокого и низкого давления; 7) 9-ти роликовая листоправильная машина SMS Siemag горячей правки с усилием 4000 т.; 8) дисковый холодильник и участок замедленного охлаждения листов; 9) 9-ти роликовая листоправильная машина SMS Siemag холодной правки с усилием 4000 т.; 10) инспекционный стол с кантователем; 11) установка ультразвукового контроля листов; 12) сдвоенные кромкообрезные ножницы и ножницы продольной резки листов; 13) делительные ножницы поперечной резки листов; 14) шлеппер.
Форма нейтральной поверхности стального листа при изгибе, расчет коэффициентов пружинения, остаточных напряжений и критических давлений при различных дефектах и формах формовки листа рассматривались в [1−34].
Девятироликовая машина SMS Siemag для холодной правки стальных листов. Девятироликовая листоправильная машина фирмы SMS Siemag (рис. 2) предназначена для холодной правки листа шириной 1500¸4850 мм, толщиной 7¸50 мм, длинной до 40 м, с пределом текучести металла до 1000 МПа при температуре листа до 150°. Максимальное усилие правки 4000 т.
Над верхней кассетой роликов установлены четыре цилиндра настройки, которые могут ее поднимать, опускать, наклонять и поворачивать. Нижние входные и выходные правильные ролики снабжены отдельными системами настройки их вертикального положения.
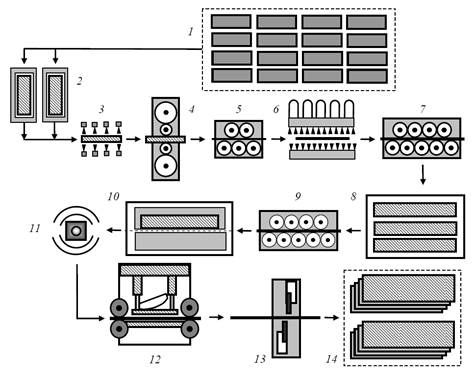
Рис. 1. Состав оборудования и последовательность операций на МКС 5000
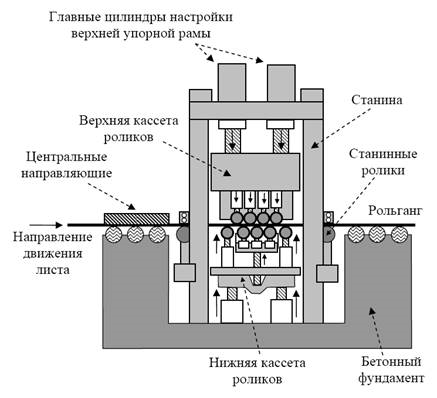
Рис. 2. Девятироликовая листоправильная машина SMS Siemag
Правка листа на девятироликовой листоправильной машине SMS Siemag. Пусть t − шаг между нижними правильными роликами; Hi − величина обжатия срединной поверхности стального листа на i-ом правильном ролике (для нижних роликов положительным направлением обжатия считается направление вверх, для верхних роликов - вниз), h − толщина стального листа, R − радиус рабочих роликов, R0 = R + h/2; σт, E, Пр и Пс − предел текучести, модуль Юнга и модули упрочнения стали при растяжении и сжатии; ρi и εi = 1/ρi − радиусы кривизны и кривизна срединной линии листа в точках касания листа с роликами, φi − углы точек касания листа и роликов (i = 1 … 9) (рис. 3).
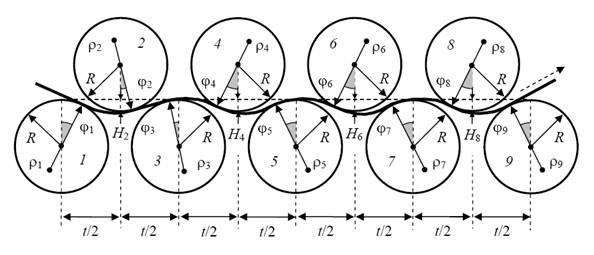
Рис. 3. Правка листа девятью роликами листоправильной машины
Далее будем считать, что нижние правильные ролики лежат на одном уровне (H1 = H3 = H5 = H7 = H9 = 0 м). Коэффициент пружинения нейтральной линии листа при радиусе кривизны ρ равен [1, 2, 4]
Введем девять локальных декартовых прямоугольных систем координат y−z в точках касания листа с рабочими роликами. Оси z направим по касательной к поверхности роликов слева направо, а оси y − перпендикулярно к оси z в сторону центров соответствующих роликов. Будем аппроксимировать в этих системах координат нейтральную линию листа (между соседними точками касания листа и роликов) с помощью кубических полиномов вида y(z) = a z 2 − b z 3 (метод Шинкина [1, 2]). Обозначим ai и bi − коэффициенты кубических полиномов в i − ой системе координат. Составим уравнения для коэффициентов кубических полиномов, кривизны и радиусов кривизны нейтральной линии листа в точках касания листа с роликами.
первый и второй ролики
второй и третий ролики
(2j -1)-ый и 2j-ый ролики (j= 2, 3, 4)
2j-ый и (2j + 1)-ый ролики (j = 2, 3, 4)
Граничные условия задачи имеют вид
Результаты расчетов. Решая систему уравнений при t = 0,34 м, R = 0,160 м, h = 0,019 м, E = 2∙10 11 Па, σт = 500∙10 6 Па, H1 = H3 = H5 = H7 = H9 = 0 м, H2 = 0,012 м, H4 = 0,006 м, H6 = 0,003 м, H8 = 0,0015 м и ρ1 = -1 м, получаем ρ2 = 0,490 м, ρ3 = −0,560 м, ρ4 = 0,772 м, ρ5 = −1,052 м, ρ6 = 1,512 м, ρ7 = −2,148 м, ρ8 = 3,680 м, ρ9 = 2503 м, φ1 = 4,23°, φ2 = 0,62°, φ3 = 1,80°, φ4 = 0,61°, φ5 = 1,04°, φ6 = 0,38°, φ7 = 0,57°, φ8 = 0,37°, φ9 = 0,94°, e1 = -1, e2 = 2,040, e3 = -1,785, e4 = 1,295, e5 = -0,951, e6 = 0,662, e7 = -0,466, e8 = 0,272, e9 = 0,0004 (рис. 4).
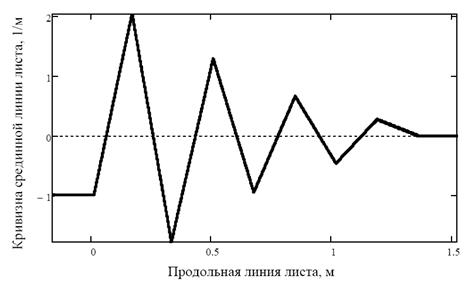
Рис. 4. Кривизна листа между девятью роликами листоправильной машине
На первых четырех рабочих роликах доля пластической деформации по толщине листа должна составлять от 67% до 80%. На трех последних роликах обжатия стального листа подбираются так, чтобы свести кривизну стального листа на последнем 9-ом ролике практически к нулю.
1. Шинкин В. Н. Механика сплошных сред для металлургов. - М: Изд. Дом МИСиС, 2014. - 628 с.
2. Шинкин В. Н. Сопротивление материалов для металлургов. - М: Изд. Дом МИСиС, 2013. - 655 с.
3. Шинкин В. Н. Теоретическая механика для металлургов. - М: Изд. Дом МИСиС, 2012. - 679 с.
4. Шинкин В. Н. Сопротивление материалов. Простые и сложные виды деформаций в металлургии. - М: Изд. Дом МИСиС, 2008. - 307 с.
5. Шинкин В. Н. Математическая модель правки стальной полосы на пятироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 8 (88). С. 344-349.
6. Шинкин В. Н. Правка толстой стальной полосы на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Молодой ученый. 2015. № 9 (89). С. 359-365.
7. Шинкин В. Н. Расчет технологических параметров правки тонкой стальной полосы на пятнадцатироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 10 (90).
8. Шинкин В. Н., Уандыкова С. К. Гибка стальной листовой заготовки на кромкогибочном прессе при производстве труб большого диаметра // Известия Кыргызского государственного технического университета им. И. Раззакова. 2009. № 16. С. 110−112.
9. Шинкин В. Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности. 2009. Вып. 6. С. 171−174.
10. Шинкин В. Н., Коликов А. П. Моделирование процесса пластического формоизменения листовой заготовки для производства труб большого диаметра // Обработка металлов давлением, 2011. № 3(28). С. 7-11.
11. Шинкин В. Н., Коликов А. П. Формовка листовой заготовки в кромкогибочном прессе и условие возникновение гофра при производстве труб магистральных трубопроводов // Производство проката. 2011. № 4. С. 14−22.
12. Шинкин В. Н., Коликов А. П. Упругопластическое изменение металла на кромкогибочном прессе при формовке труб большого диаметра // Сталь. 2011. № 6. С. 53-56.
14. Шинкин В. Н., Коликов А. П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Черная металлургия. 2011. № 9. С. 45-49.
15. Шинкин В. Н. Математическое моделирование процессов производства труб большого диаметра для магистральных трубопроводов // Вестник Саратовского государственного технического университета. 2011. № 4 (62). Вып. 4. С. 69−74.
16. Шинкин В. Н., Коликов А. П., Барыков А. М. Технологические расчеты процессов производства труб большого диаметра по технологии SMS Meer // Металлург. 2011. № 11. С. 77−81.
17. Shinkin V. N., Kolikov A. P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. 2012. Vol. 55. Nos. 11-12. P. 833-840.
18. Шинкин В. Н., Коликов А. П. Моделирование процесса формовки заготовки для труб большого диаметра // Сталь. 2011. № 1. С. 54−58.
19. Shinkin V. N., Kolikov A. P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 61-66.
20. Шинкин В. Н., Барыков А. М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMS Meer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13−20.
21. Шинкин В. Н., Коликов А. П., Мокроусов В. И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7. С. 25−29.
22. Шинкин В. Н., Коликов А. П. Моделирование процессов экспандирования и гидроиспытания труб большого диаметра для магистральных трубопроводов // Производство проката. 2011. № 10. С. 12−19.
23. Шинкин В. Н. Критерий перегиба в обратную сторону свободной части листовой заготовки на трубоформовочном прессе SMS Meer при производстве труб большого диаметра // Производство проката. 2012. № 9. С. 21−26.
24. Шинкин В. Н. Гибка стального листа на трубоформовочном прессе при производстве труб большого диаметра // Сталь. 2015. № 4. С. 38−42.
25. Шинкин В. Н. Производство труб большого диаметра по схеме JCOE фирмы SMS Meer для магистральных трубопроводов // Актуальные проблемы гуманитарных и естественных наук. 2015. № 3 (74). Часть 1. С. 64–67.
26. Шинкин В. Н. Расчет технологических параметров кромкогибочного пресса фирмы SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 4 (75).
27. Шинкин В. Н. Математический критерий возникновения гофра при формовке стальной листовой заготовки на кромкогибочном прессе SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 5 (76).
28. Шинкин В. Н. Расчет усилий трубоформовочного пресса SMS Meer при изгибе плоской толстой стальной заготовки при производстве труб большого диаметра // Актуальные проблемы гуманитарных и естественных наук. 2015. № 6 (77).
29. Шинкин В. Н., Барыков А. М., Коликов А. П., Мокроусов В. И. Критерий разрушения труб большого диаметра при несплавлении сварного соединения и внутреннем давлении // Производство проката. 2012. № 2. С. 14−16.
30. Шинкин В. Н., Мокроусов В. И. Критерий разрыва труб газонефтепроводов при дефекте «раскатной пригар с риской» // Производство проката. 2012. № 12. С. 19-24.
31. Шинкин В. Н., Федотов О. В. Расчет технологических параметров правки горячекатаной рулонной полосы на пятироликовой машине линии Fagor Arrasate // Производство проката. 2013. № 9. С. 43-48.
32. Шинкин В. Н. Расчет технологических параметров правки стального листа на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2014. № 8. С. 26-34.
33. Шинкин В. Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42−48.
35. Скороходов В. Н., Чернов П. П., Мухин Ю. А., Бельский С. М. Математическая модель процесса свободного уширения при прокатке полос // Сталь. 2001. № 3. С. 38−40.
36. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Нейтральные углы при прокатке в валках неравных диаметров, вращающихся с одинаковой угловой скоростью // Производство проката. 2006. № 5. С. 2−6.
37. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Контактное давление при тонколистовой прокатке в валках неравных диаметров, вращающихся с одинаковой угловой скоростью // Производство проката. 2007. № 2. С. 15−20.
38. Мухин Ю. А., Бельский С. М. О допустимости одного упрощения при анализе процесса несимметричной тонколистовой прокатки // Производство проката. 2007. № 7. С. 11−13.
39. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Энергетический баланс и величина нейтральных углов при прокатке в валках неравных диаметров // Производство проката. 2007. № 9. С. 15−18.
40. Бельский С. М., Мухин Ю. А., Нейтральные углы и контактное давление при тонколистовой прокатке со скоростной асимметрией // Производство проката. 2007. № 11. С. 13−17.
42. Бельский С. М. Влияние формы эпюры переднего удельного натяжения на распределение давления прокатки и выходных напряжений по ширине полосы // Известия высших учебных заведений. Черная металлургия. 2008. № 1. С. 43-46.
44. Бельский С. М. О некоторых эффектах применения осевой сдвижки рабочих валков // Производство проката. 2008. № 7. С. 21−24.
Основные термины (генерируются автоматически): SMS, стальной лист, ролик, касание листа, машина, нейтральная линия листа, немецкая фирма, правка листа, радиус кривизны, широкий толстый стальной лист.
Правка толстой стальной полосы на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate

Предложен метод расчета оптимальных параметров холодной правки толстого стального листа на одиннадцатироликовой листоправильной машине фирмы Fagor Arrasate. Результаты исследований могут быть использованы на металлургических заводах при производстве стального листа из горячекатанного рулона.
Ключевые слова: многороликовые листоправильные машины, кривизна поверхности листа, модель упругопластической среды.
Процесс производства листа из горячекатанного рулона на линии поперечной резки фирмы Fagor Arrasate. На рис. 1 показана кинематическая схема агрегата поперечной резки фирмы Fagor Arrasate для производства стальных листов шириной 800−1800 мм и толщиной 1,5−12,7 мм из горячекатаных рулонов, где 1 − разматыватель горячекатаного рулона, 2 − тянущие подающие ролики, 3 − пятироликовая листоправильная машина предварительной правки стальной полосы, 4 − машина сухой щеточной очистки полосы и вакуумного отсоса пыли, 5 − гильотинные ножницы торцевой обрезки стальной полосы, 6 − кромкообрезные и кромкокрошительные ножницы (6а − устройство прижима центра полосы к рольгангу, 6б − кромкообрезные ножницы для полосы, 6в − кромкокрошительные ножницы для отрезанной кромки полосы), 7 − одиннадцатироликовая листоправильная машина для точной правки толстой полосы, 8 − пятнадцатироликовая листоправильная машина для точной правки тонкой полосы, 9 − летучие ножницы резки полосы на листы заданной длины, 10 − транспортер с зоной инспекции и вакуумный листоукладчик, 11 − цепной транспортер готового листа, 12 − участок обвязывания и взвешивания листа.
Одиннадцатироликовая листоправильная машина Fagor Arrasate. На рис. 2 показана кинематическая схема одиннадцатироликовой листоправильной машины фирмы Fagor Arrasate с двумя взаимозаменяемыми кассетами для правки толстого стального листа. Верхняя подвижная кассета рабочих роликов листоправильной машины содержит пять рабочих роликов, нижняя неподвижная кассета - шесть. Регулировка верхней кассеты роликов с помощью четырех гидроцилиндров допускает ее вертикальное перемещение и наклон в продольном и поперечном направлениях. Благодаря движению нижних опорных роликов имеется возможность изгибать оси нижних рабочих роликов для коррекции дефектов правки стального листа (волнистость, коробоватость и др.).
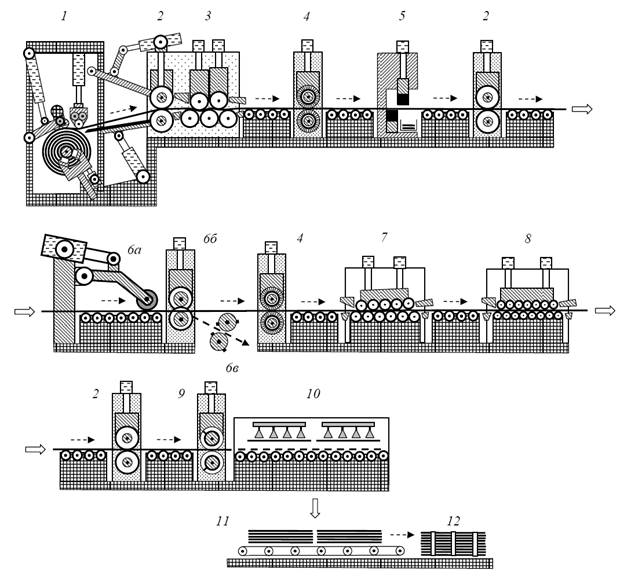
Рис. 1. Кинематическая схема агрегата поперечной резки фирмы Fagor Arrasate
Коэффициент пружинения при изгибе. Коэффициент пружинения нейтральной линии листа при радиусе кривизны ρ равен 1
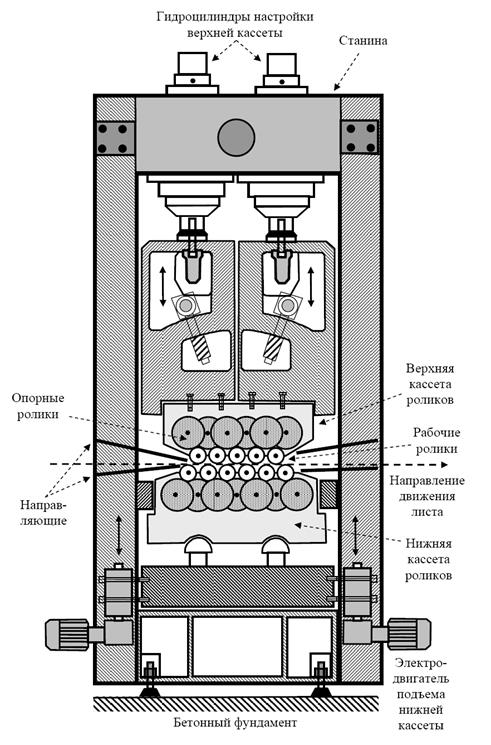
Рис. 2. Кинематическая схема одиннадцатироликовой листоправильной машины
Математическая модель правки листа на одиннадцатироликовой листоправильной машине FagorArrasate. Пусть H2, H4, H6, H8, H10 − величины обжатия срединной поверхности стального листа на рабочих роликах верхней кассеты:
Пусть t − шаг между нижними рабочими роликами, h − толщина стального листа, R − радиус рабочих роликов, R0 = R + h/2; σт, E, Пр и Пс − предел текучести, модуль Юнга и модули упрочнения стали при растяжении и сжатии; ρi и εi = 1/ρi − радиусы кривизны и кривизна срединной линии листа в точках касания листа с роликами, φi − углы точек касания листа и роликов (i = 1 … 11) (рис. 3).
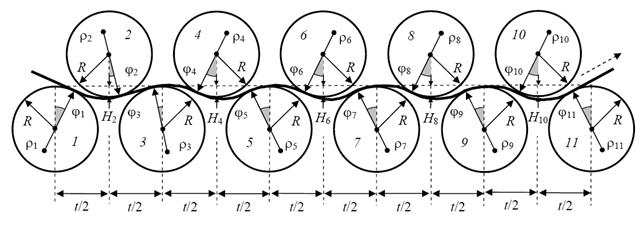
Рис. 3. Правка листа между рабочими роликами листоправильной машины
Введем одиннадцать локальных прямоугольных декартовых систем координат y−z в точках касания листа с рабочими роликами листоправильной машины. Оси z направим по касательной к поверхности роликов слева направо, а оси y − перпендикулярно к оси z в сторону центров соответствующих роликов. Будем аппроксимировать в этих системах координат нейтральную линию листа (между соседними точками касания листа и роликов) с помощью кубических полиномов вида y(z) = a z 2 − b z 3 . Отметим, что первые два коэффициента этих полиномов равны нулю, так как лист касается роликов в начале систем координат. Обозначим ai и bi − коэффициенты кубических полиномов в i − ой системе координат (i = 1 … 11). Составим уравнения для коэффициентов кубических полиномов, кривизны и радиусов кривизны нейтральной линии листа в точках касания листа с роликами:
(2j- 1)-ый и 2j-ый ролики (j = 2, 3, 4, 5)
2j-ый и (2j + 1)-ый ролики (j = 2, 3, 4, 5)
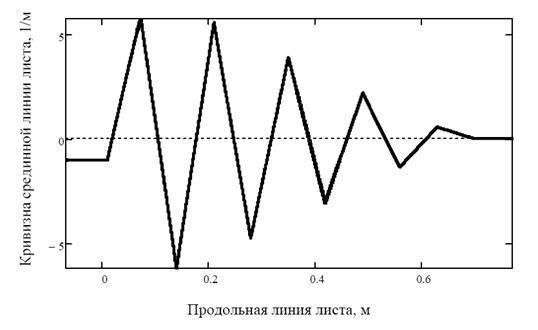
Рис. 4. Кривизна срединной линии листа при правке на листоправильной машине
Результаты расчетов. Результат расчета при t = 0,140 м, R = 0,065 м, h = 0,010 м, E = 2∙10 11 Па, σт = 500∙10 6 Па, H2 = 6 мм, H4 = 4,6 мм, H6 = 3,2 мм, H8 = 1,8 мм, H10 = 0,4 мм и ρ1 = -1 м показан на рис. 4 (точки локальных экстремумов кривизны соответствуют точкам касания листа с одиннадцатью рабочими роликами листоправильной машины).
3. Шинкин В. Н. Сопротивление материалов. Простые и сложные виды деформаций в металлургии. - М: Изд. Дом МИСиС, 2008. - 307 с.
4. Шинкин В. Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42−20.
5. Шинкин В. Н., Федотов О. В. Расчет технологических параметров правки горячекатаной рулонной полосы на пятироликовой машине линии Fagor Arrasate // Производство проката. 2013. № 9. С. 43-48.
6. Шинкин В. Н., Барыков А. М. Расчет технологических параметров холодной правки стального листа на девятироликовой машине SMS Siemag металлургического комплекса стан-5000 // Производство проката. 2014. № 5. С. 7-15.
7. Шинкин В. Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности. 2009. Вып. 6. С. 171−174.
8. Шинкин В. Н., Коликов А. П. Формовка листовой заготовки в кромкогибочном прессе и условие возникновение гофра при производстве труб магистральных трубопроводов // Производство проката. 2011. № 4. С. 14−22.
9. Шинкин В. Н., Коликов А. П. Упругопластическое изменение металла на кромкогибочном прессе при формовке труб большого диаметра // Сталь. 2011. № 6. С. 53-56.
11. Шинкин В. Н., Коликов А. П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Черная металлургия. 2011. № 9. С. 45-49.
12. Шинкин В. Н. Математическое моделирование процессов производства труб большого диаметра для магистральных трубопроводов // Вестник Саратовского государственного технического университета. 2011. № 4 (62). Вып. 4. С. 69−74.
13. Шинкин В. Н., Коликов А. П., Барыков А. М. Технологические расчеты процессов производства труб большого диаметра по технологии SMS Meer // Металлург. 2011. № 11. С. 77−81.
15. Шинкин В. Н., Коликов А. П. Моделирование процесса формовки заготовки для труб большого диаметра // Сталь. 2011. № 1. С. 54−58.
16. Shinkin V. N., Kolikov A. P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 61-66.
17. Шинкин В. Н., Барыков А. М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMS Meer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13−20.
18. Шинкин В. Н., Коликов А. П., Мокроусов В. И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7. С. 25−29.
19. Шинкин В. Н. Критерий перегиба в обратную сторону свободной части листовой заготовки на трубоформовочном прессе SMS Meer при производстве труб большого диаметра // Производство проката. 2012. № 9. С. 21−26.
20. Шинкин В. Н., Коликов А. П. Моделирование процессов экспандирования и гидроиспытания труб большого диаметра для магистральных трубопроводов // Производство проката. 2011. № 10. С. 12−19.
21. Шинкин В. Н., Барыков А. М., Коликов А. П., Мокроусов В. И. Критерий разрушения труб большого диаметра при несплавлении сварного соединения и внутреннем давлении // Производство проката. 2012. № 2. С. 14−16.
22. Шинкин В. Н., Мокроусов В. И. Критерий разрыва труб газонефтепроводов при дефекте раскатной пригар с риской // Производство проката. 2012. № 12. С. 19-24.
23. Бельский С. М., Третьяков В. А., Барышев В. В., Кудинов С. В. Исследование процесса формирования ширины сляба в черновой группе широкополосного стана // Известия высших учебных заведений. Черная металлургия. 1998. № 1. С. 24-29.
24. Скороходов В. Н., Чернов П. П., Мухин Ю. А., Бельский С. М. Математическая модель процесса свободного уширения при прокатке полос // Сталь. 2001. № 3. С. 38−40.
27. Бельский С. М. О некоторых эффектах применения осевой сдвижки рабочих валков // Производство проката. 2008. № 7. С. 21−24.
28. Бровман Т. В. Определение усилий при вдавливании цилиндрического пуансона в заготовку // Известия высших учебных заведений. Черная металлургия. 1997. № 1. С. 44-47.
29. Бровман Т. В. Определение усилий при листовой штамповке // Вестник машиностроения. 2004. № 3. С. 60-61.
30. Бровман Т. В. Энергосиловые параметры при деформации листовых заготовок» // Производство проката. 2012. № 6. С. 27-32.
31. Бровман Т. В., Васильев М. Г. Модель численных расчетов искусственной анизотропии при деформации тонколистового материала // Вестник Тверского государственного университета. Серия: Прикладная математика. 2014. № 2. С. 25-32.
32. Бровман Т. В., Кутузов А. А. О выборе режимов изгиба при вальцовке заготовок // Производство проката. 2014. № 12. С. 29-32.
Основные термины (генерируются автоматически): стальной лист, касание листа, ролик, машина, нейтральная линия листа, рабочий, радиус кривизны, горячекатанный рулон, кинематическая схема, толстый стальной лист.
Правка металла
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.

Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.

Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.

Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.

Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.

Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.

Правка полосового металла, изогнутого в плоскости
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.

Правка закаленного металла (рихтовка)
Правка круглого металла
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.

Правка круглого металла
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка металла, скрученного по спирали
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.

Правка металла, скрученного по спирали
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Основные способы правки металла
На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.

Правка металла вытягиванием
Нагрев осуществляется газовыми горелками или индукционным способом.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.

Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс. Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.

Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца. Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины. Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.

В домашней мастерской используют наковальню или массивную металлическую плиту.
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
Холодная правка металлической полосы на семироликовой листоправильной машине
Предложен метод определения оптимальных технологических параметров холодной правки стального листа на семироликовой листоправильной машине. Расчеты позволяют определить вид и кривизну нейтральной линии стального листа при правке, а также остаточную кривизну листа после правки в зависимости от радиуса рабочих роликов, шага между роликами правильной машины, величины обжатия листа верхними и нижними роликами, толщины листа, а также модуля Юнга, предела текучести и модуля упрочнения металла листа. Результаты исследований могут быть использованы на металлургических заводах по производству стального листа.
Ключевые слова: стальной лист, кривизна поверхности листа, многороликовые листоправильные машины.
При расчетах мощности электродвигателей приводов листоправильных машин в их основу часто закладываются очень грубые предположения о величине изгибающих моментов в точках касания листа с роликами. Постулируется, что эти моменты равны нулю на крайних роликах, а моменты на внутренних роликах одинаковы и равны полусумме моментов при чисто упругом и чисто пластическом изгибе листа [14]. В действительности эти предположения неверны, так как изгибающие моменты на внутренних роликах непостоянны и существенно меняются от ролика к ролику. Окончательные энергосиловые оценки работ отличаются друг от друга в 2−3 раза и, главным образом, предназначены для конструкторов правильных машин.

Рис. 1. Семироликовая листоправильная машина
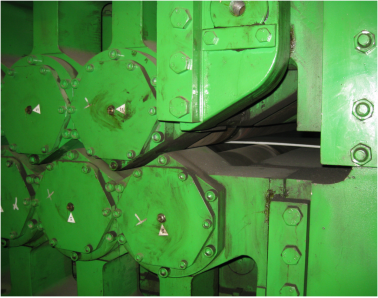
Рис. 2. Стальной лист между рабочими роликами семироликовой листоправильной машины
Мощность электродвигателей приводов листоправильных машин, поставляемых на металлургические заводы, задана сверху производителем в технической документации. Поэтому основная задача технологов при правке листа заключается в расчете оптимальных режимов обжатия выправляемого металла рабочими роликами листоправильных машин таким образом, чтобы на выходе из машины лист имел минимальные остаточные напряжения и кривизну (зарубежные производители, как правило, не сообщаю эти режимы российскому покупателю их оборудования, который вынужден подбирать оптимальные режимы методом проб и ошибок).
Решению этой основной задачи и посвящена данная работа на примере семироликовой машины для холодной правки листов.
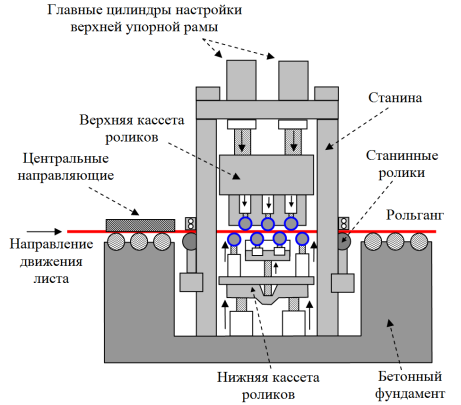
Рис. 3. Кинематическая схема семироликовой листоправильной машины
Перед правильной машиной расположены параллельные центральные направляющие, предназначенные для центровки листа перед его подачей в правильную машину. Для заполнения пространства между рольгангом и правильными роликами на входе и выходе из правильной машины расположены по одному приводному станинному ролику. Для удобства заправки тонких листов используется прижимной ролик с гидравлическим приводом, установленный на входной стороне правильной машины.
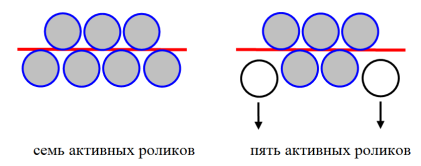
Рис. 4. Варианты расположения активных роликов семироликовой листоправильной машины
Правка стального листа осуществляется семью приводными рабочими правильными роликами тремя верхними правильными роликами и четырьмя нижними правильными роликами. Нижние входные и выходные правильные ролики снабжены отдельными системами настройки их вертикального положения с помощью клиновых пар и гидроцилиндров с позиционным управлением. Раздельное регулирование правильных роликов позволяет вывести отдельные верхние и нижние ролики из процесса правки путем их вертикального перемещения с помощью системы регулирования клиньев. Подобным образом можно уменьшить количество активных правильных роликов, например, с 7 до 5, что позволяет использовать увеличить диапазон правки приблизительно на 50 % (рис. 4).
Правка листа на семироликовой листоправильной машине. Пусть t − шаг между нижними правильными роликами; Hi − величина обжатия срединной поверхности стального листа на i-ом правильном ролике (для нижних роликов положительным направлением обжатия считается направление вверх, для верхних роликов вниз), h − толщина стального листа, R − радиус рабочих роликов, R0 = R + h/2; σт, E, Пр и Пс − предел текучести стали, модуль Юнга и модули упрочнения стали при растяжении и сжатии; ρi и εi = 1/ρi − радиусы кривизны и кривизна срединной линии листа в точках касания листа с рабочими роликами, φi − углы точек касания листа и роликов (i = 1 … 7) (рис. 5).
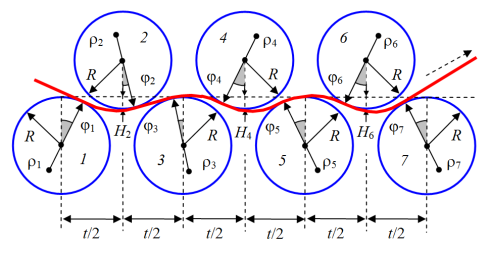
Рис. 5. Правка стального листа между семью рабочими роликами листоправильной машины
Не ограничивая общности, далее мы будем считать, что нижние правильные (нечетные) ролики лежат на одном горизонтальном уровне (H1 = H3 = H5 = H7 = 0 м).
Коэффициент пружинения нейтральной линии листа при радиусе кривизны ρ равен [8, 9]
Изгибающий момент в поперечном сечении листа равен [8, 9]
Введем семь локальных прямоугольных декартовых систем координат y−z в точках касания листа с рабочими роликами листоправильной машины. Оси z направим по касательной к поверхности роликов слева направо, а оси y − перпендикулярно к оси z в сторону центров соответствующих роликов. Будем аппроксимировать в этих системах координат нейтральную линию листа (между соседними точками касания листа и роликов) с помощью кубических полиномов вида y(z) = a z2 − b z3. Отметим, что первые два коэффициента этих полиномов равны нулю, так как лист касается роликов в начале систем координат. Обозначим ai и bi − коэффициенты кубических полиномов в i − ой системе координат. Составим уравнения для коэффициентов кубических полиномов, кривизны и радиусов кривизны нейтральной линии листа в точках касания листа с рабочими роликами.
Первый и второй ролики
Второй и третий ролики
Третий и четвертый ролики
Четвертый и пятый ролики
Шестой и седьмой ролики
Результаты расчетов. Решая систему уравнений при t = 0,4 м, R = 0,185 м, h = 0,010 м, E = 2∙1011 Па, σт = 500∙106 Па, H1 = H3 = H5 = H7 = 0 м, H2 = 0,012 м, H4 = 0,006 м, H6 = 0,001 м и ρ1 = 1 м, получаем ρ2 = 0,657 м, ρ3 = −0,781 м, ρ4 = 1,152 м, ρ5 = −2,488 м, ρ6 = 40,581 м, ρ7 = 173 м, φ1 = 2,65°, φ2 = 0,26°, φ3 = 1,60°, φ4 = 0,78°, φ5 = 1,83°, φ6 = 0,38°, φ7 = 0,24°, 1 = 1, 2 = 1,522, 3 = 1,280, 4 = 0,868, 5 = 0,402, 6 = 0,025, 7 = 0,006 (рис. 6, 7). На рис. 7 точки локальных экстремумов кривизны соответствуют точкам касания листа с семью рабочими роликами листоправильной машины.
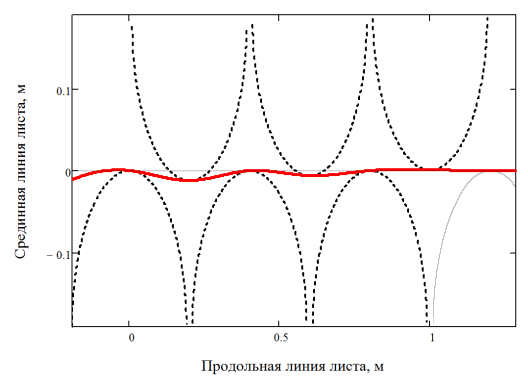
Рис. 6. Срединная линия листа при правке на семироликовой листоправильной машине (максимальное обжатие листа на первых роликах)
При правильном подборе обжатий листа роликами и не очень большой начальной кривизне стальные листы при правке быстро «забывают» о своей первоначальной кривизне и после 4-го ролика кривизна всех листов становится практически одинаковой. Для этого величина обжатия листа первыми четырьмя роликами должна достигнуть оптимального значения, а доля пластической деформации по толщине листа должна составлять от 67 до 80 . После 4-го ролика обжатия стального листа подбираются так, чтобы свести кривизну листа на 7-ом ролике практически к нулю.
Особого внимания требует правка толстых высокопрочных стальных листов, для которых отношение предела текучести к пределу прочности превышает 8590 . В этом случае металл листа становится более «хрупким», при правке листа сложнее попасть в зону оптимальных значений пластических деформаций и легко приблизиться к пределу прочности металла на поверхности стального листа, что в свою очередь может вызвать появление нежелательных дефектов металла.
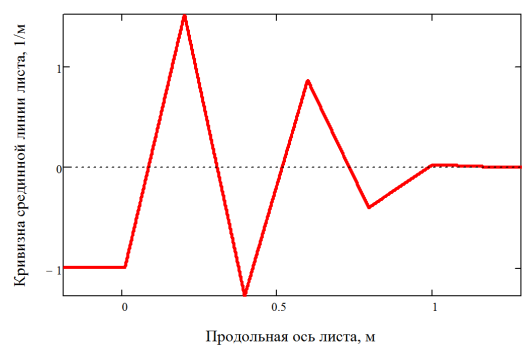
Рис. 7. Кривизна срединной линии листа при правке на семироликовой листоправильной машине (максимальное обжатие листа на первых роликах)
Решая систему уравнений при t = 0,4 м, R = 0,185 м, h = 0,010 м, E = 2∙1011 Па, σт = 500∙106 Па, H1 = H3 = H5 = H7 = 0 м, H2 = 0,006 м, H4 = 0,012 м, H6 = 0,001 м и ρ1 = 10 м, получаем ρ2 = 1,364 м, ρ3 = −0,810 м, ρ4 = 0,680 м, ρ5 = −1,260 м, ρ6 = 8,549 м, ρ7 = 735 м, φ1 = 3,40°, φ2 = 1,23°, φ3 = 1,69°, φ4 = 0,37°, φ5 = 3,28°, φ6 = 0,74°, φ7 = 0,06°, 1 = 0,1, 2 = 0,733, 3 = 1,234, 4 = 1,470, 5 = 0,794, 6 = 0,117, 7 = 0,001 (рис. 9).
Заключение. Предложен метод расчета параметров холодной правки стального листа из горячекатаного рулона на семироликовой листоправильной машине. Результаты исследований могут быть использованы на металлургических заводах при производстве стального листа, а также при производстве труб большого и среднего диаметров из стального листа [562].
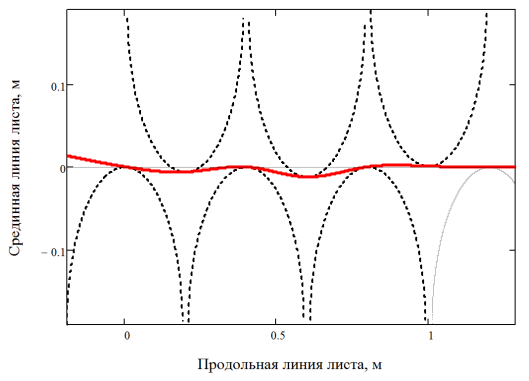
Рис. 8. Срединная линия листа при правке на семитироликовой листоправильной машине (максимальное обжатие листа на центральных роликах)
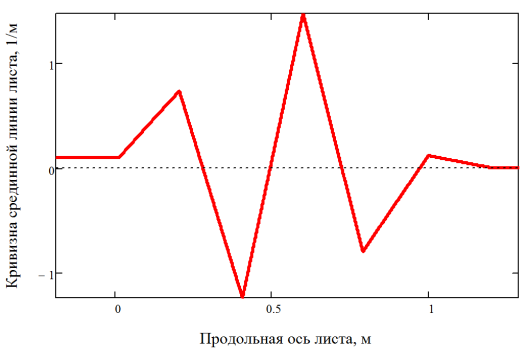
Рис. 9. Кривизна срединной линии листа при правке на семироликовой листоправильной машине (максимальное обжатие листа на центральных роликах)
- Мошнин Е. Н. Гибка и правка на ротационных машинах. Технология и оборудование. М.: Машиностроение, 1967. 272 с.
- Королев А. А. Механическое оборудование прокатных и трубных цехов. М.: Металлургия, 1987. 480 с.
- Целиков А. И., Полухин П. И., Гребеник В. М. и др. Машины и агрегаты металлургических заводов. Т. 3. Машины и агрегаты для производства и отделки проката. М.: Металлургия, 1988. 680 с.
- Шевакин Ю. Ф., Чернышев В. Н., Шаталов Р. Л. и др. Обработка металлов давлением.М.: Интермет Инжиниринг, 2005. 496 с.
- Шинкин В. Н. Теоретическая механика для металлургов. М: Изд. Дом МИСиС, 2012. 679 с.
- Буланов Э. А., Шинкин В. Н. Механика. Вводный курс. М.: БИНОМ. Лаборатория знаний, 2013. 172 с.
- Шинкин В. Н. Сопротивление материалов для металлургов. М: Изд. Дом МИСиС, 2013. 655 с.
- Шинкин В. Н. Механика сплошных сред для металлургов. М: Изд. Дом МИСиС, 2014. 628 с.
- Шинкин В. Н. Математическая модель правки стальной полосы на пятироликовой листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 8 (88). С. 344349.
- Шинкин В. Н. Правка толстой стальной полосы на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы FagorArrasate // Молодой ученый. 2015. № 9 (89). С. 359365.
- Шинкин В. Н. Расчет технологических параметров правки тонкой стальной полосы на пятнадцатироликовой листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 10 (90). С. 361366.
- Шинкин В. Н. Холодная правка толстого стального листа на девятироликовой машине фирмы SMSSiemag на металлургическом комплексе стан 5000 // Молодой ученый. 2015. № 11 (91). С. 467–472.
- Шинкин В. Н. Четырехроликовый режим холодной правки толстого стального листа на пятироликовой листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 12 (92). С. 356–361.
- Шинкин В. Н. Упругопластическая деформация металлического листа на трехвалковых вальцах // Молодой ученый. 2015. № 13 (93). С. 225–229.
- Шинкин В. Н. Шестироликовый режим предварительной правки стальной полосы на листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 14 (94). С. 205–211.
- Шинкин В. Н. Определение критических давлений магистральных газонефтепроводов при частичном несплавлении продольного сварного шва стальных толстостенных труб // Молодой ученый. 2015. № 15 (95). С. 222227.
- Шинкин В. Н. Критерий разрушения труб при дефекте раскатной пригар // Молодой ученый. 2015. № 16 (96). С. 261265.
- Шинкин В. Н. Дефект перегиба стальной заготовки на трубоформовочном прессе // Молодой ученый. 2015. № 17 (97). С. 318323.
- Шинкин В. Н. Подгибка кромок стального листа по эвольвенте // Молодой ученый. 2015. № 18 (98). С. 231237.
- Шинкин В. Н. Критерий образования гофра при формовке стального листа на кромкогибочном прессе SMSMeer // Молодой ученый. 2015. № 19 (99). С. 238243.
- Шинкин В. Н. Остаточные напряжения при экспандировании стальной трубы // Молодой ученый. 2015. № 20 (100). С. 8893.
- Шинкин В. Н. Разрушение стальных труб при дефекте «раскатанный пригар с риской» // Молодой ученый. 2015. № 22 (102). С. 213225.
- Шинкин В. Н. Гидроиспытания стальных труб на прочность на заводе. Труба с «донышками» // Молодой ученый. 2015. № 23 (103). С. 268276.
- Шинкин В. Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности. 2009. № 6. С. 171−174.
- Шинкин В. Н., Коликов А. П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Чернаяметаллургия. 2011. № 9. С. 4549.
- Shinkin V. N., Kolikov A. P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 6166.
- Shinkin V. N., Kolikov A. P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 6. P. 528531.
- Шинкин В. Н., Коликов А. П., Мокроусов В. И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7. С. 25−29.
- Shinkin V. N., Kolikov A. P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. 2012. Vol. 55. Nos. 1112. P. 833840.
- Шинкин В. Н. Производство труб большого диаметра по схеме JCOE фирмы SMSMeer для магистральных трубопроводов // Актуальные проблемы гуманитарных и естественных наук. 2015. № 31. С. 6467.
- Шинкин В. Н. Расчет технологических параметров кромкогибочного пресса фирмы SMSMeer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 41. С. 114119.
- Шинкин В. Н. Математический критерий возникновения гофра при формовке стальной листовой заготовки на кромкогибочном прессе SMSMeer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 51. С. 96–99.
- Шинкин В. Н. Расчет усилий трубоформовочного пресса SMSMeer при изгибе плоской толстой стальной заготовки при производстве труб большого диаметра // Актуальные проблемы гуманитарных и естественных наук. 2015. № 61. С. 115–118.
- Шинкин В. Н. Оценка усилий трубоформовочного пресса SMSMeer при изгибе стальной цилиндрической заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 71. С. 7478.
- Шинкин В. Н., Барыков А. М. Сила давления пуансона трубоформовочного пресса SMSMeer при изгибе частично изогнутой толстой стальной заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 81. С. 7883.
- Шинкин В. Н., Барыков А. М. Математический критерий перегиба стальной заготовки на трубоформовочном прессе SMSMeer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 91. С. 7377.
- Шинкин В. Н. Влияние остаточных напряжений на прочность металла при экспандировании стальной заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 101. С. 153157.
- Шинкин В. Н., Барыков А. М. Гибка стального листа на вальцах трехвалковых // Актуальные проблемы гуманитарных и естественных наук. 2015. № 111. С. 252257.
- Шинкин В. Н., Барыков А. М. Правка толстой стальной полосы на пятироликовой листоправильной машине // Актуальные проблемы гуманитарных и естественных наук. 2015. № 111. С. 257262.
- Шинкин В. Н. Расчет кривизны стального листа при холодной правке на одиннадцатироликовой машине // Актуальные проблемы гуманитарных и естественных наук. 2015. № 121.
- Шинкин В. Н. Прочностные гидроиспытания стальных труб с заглушками на заводе // Актуальные проблемы гуманитарных и естественных наук. 2015. № 121.
- Шинкин В. Н., Барыков А. М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMSMeer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13−20.
- Шинкин В. Н., Борисевич В. Г., Федотов О. В. Холодная правка стального листа в четырехроликовой листоправильной машине // В сборнике: Глобализация науки: проблемы и перспективы. Т. 2. Уфа: Башкирский государственный университет, 2014. С. 119121.
- Шинкин В. Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42−48.
- Шинкин В. Н., Барыков А. М. Гибка стального листа на трубоформовочном прессе при производстве труб большого диаметра // Сталь. 2015. № 4. С. 38−42.
- Шинкин В. Н. Оценка критических давлений при разрушении стальных труб магистральных газонефтепроводов при несплавлении сварного соединения // Современная наука: актуальные проблемы теории и практики. Серия: Естественные и технические науки. 2015. № 56. С. 711.
- Шинкин В. Н. Математический критерий разрушения стальных толстостенных труб при дефекте раскатной пригар // Мир науки и инноваций. 2015. Т. 5. № 2 (2). С. 5764.
- Мазур И. И., Иванцов О. М. Безопасность трубопроводных систем. М: ИЦ «ЕЛИМА», 2004. 1104 с.
- Демченко В. Г., Демченко Г. В. Магистральные трубопроводы. Надежность. Условия работы и разрушений. М.: Недра, 2007. 304 с.
- Коршак А. А., Нечваль А. М. Проектирование и эксплуатация газонефтепроводов. СПб.: Недра, 2008. 488 с.
- Тетельмин В. В., Язев В. А. Магистральные нефтегазопроводы. Долгопрудный: Изд. Дом «Интеллект», 2010. 352 с.
Основные термины (генерируются автоматически): ролик, стальной лист, машина, правильная машина, касание листа, максимальное обжатие листа, правка, правка листа, срединная линия листа, нейтральная линия листа.
Читайте также: