Преимущества стеклопластика перед металлом
Обновлено: 04.10.2024
Одним из важнейших преимуществ технологии производства изделий из стеклопластика является короткий цикл освоения и подготовки производства изделий из стеклопластика, который составляет всего 2 недели. А так же технология производства позволяет производить изделия практически любой сложности. Это говорит о том, что предприятие в коротких срок может начать производство любых изделий и любой цветовой гаммы.
Стеклопластики и базальтопластики получают различными методами: протяжки, пропитки, намотки и прямого прессования.
Открытые методы формования
Метод ручной выкладки
Наиболее простой по аппаратурно-технологическому оформлению. Его применяют для изготовления крупных изделий: строительных конструкций, корпусов лодок, кузовов автомобилей. Примером наиболее крупного изделия, получаемого ручной выкладкой, является корпус тральщика длиной 50 и шириной 8 м. При этом методе исключена возможность регулирования содержания наполнителя. К другим недостаткам относятся:
- большие затраты ручного труда
- высокие расходы на материал
- длительный цикл изготовления изделия.
Достоинством метода является его универсальность, т.е. получение изделий практически любых форм и размеров.
Так как прикатка формуемого изделия рифленным валиком для удаления воздуха и уплотнения материала производится при низких усилиях (менее 1,5 МПа), то нагрузка на формы также невелика, в связи, с чем в большинстве случаев применяют формы из стеклопластиков, которые примерно в 10 раз дешевле соответствующих форм для горячего прессования. Низкая стоимость стеклопластиковых форм явилась основной предпосылкой применения метода ручной выкладки в малосерийном производстве, тем более что невысокая износостойкость этих форм ограничивает срок их службы выпуском всего нескольких тысяч деталей. В данной области производства изделий действуют в основном мелкие предприятия. Несмотря на перечисленные недостатки, метод ручной выкладки довольно распространен.
Метод напыления
Более всего подходит для изготовления недорогих деталей простой конфигурации из полиэфирных стеклопластиков, особенно санитарно-технических изделий. В основном их получают из органического стекла, усиленного с наружной стороны слоем из ненасыщенных полиэфирных смол. Чаще всего формы, используемые для изготовления изделий напылением, выполняют из дерева или стеклопластиков, а при больших партиях изделий — из стеклопластиков с металлической облицовкой.
Метод напыления более производительный и менее дорогой, чем ручная выкладка, но имеет ряд недостатков:
- затруднено изготовление изделий сложной конфигурации;
- стекловолокнистая пыль, находящаяся во взвешенном состоянии, а также пары мономера загрязняют воздух, ухудшая условия труда.
Способ напыления довольно простой (рубленое волокно пропитывают отверждающейся смолой, и затем эту смесь равномерным слоем с помощью распылительного устройства наносят на форму, где и происходит отверждение), но, тем не менее, требует точного соблюдения определенных условий. Прежде всего, необходим строгий контроль над качеством смешения смолы, загустителя и инициатора.
Хорошее качество смеси получается при использовании высокопроизводительных, плавно работающих насосов, дозаторов и смесителей, при этом необходимы постоянные температуры смешиваемых компонентов, массовая доля стекловолокна (обычно ~20 %) и одинаковая длина волокон.
Многообразие получаемых при напылении деталей вызывает необходимость не только в автоматической подаче материала, но и в системах распознавания оснастки (головки распылителя, захватов, вставных деталей). Так как это требует значительных капиталовложений, то эффективно только при изготовлении сложных высококачественных изделий.
Метод намотки
Данный метод применяется при изготовлении тел вращения: труб для нефтегазовой, химической промышленности; газоотводящих труб; цистерн для хранения и транспортировки химически активных продуктов, воды, горюче смазочных материалов; промышленных резервуаров.
Eмкости и трубы из стеклопластика имеют ряд преимуществ перед аналогичными изделиями из традиционных материалов.
Стоимость оборудования и оснастки значительно зависит от метода намотки и диаметра изготавливаемого изделия.
Намотка обеспечивает создание ориентированной структуры изделий с учетом их формы и особенностей эксплуатации. Использование в качестве усилителя жгутов, лент, нитей из высокопрочных стеклянных волокон способствует достижению максимальной прочности изделий.
Намотка, относящаяся к способам производства специальных изделий, позволяет изготавливать их разнообразной конфигурации и размеров: самые маленькие могут быть длиной в несколько сантиметров и диаметром в несколько миллиметров; примерами крупных изделий могут служить корпуса маяков, судов и железнодорожных цистерн.
Статьи публикуются с разрешения автора и обязательным указанием ссылки на источник
Редакция оплачивает на договорной основе
технические статьи, маркетинговые отчеты, рецептуры, обзоры рынка
и другую отраслевую информацию и права не ее размещение
Приглашаем специалистов к сотрудничеству в качестве внештатных авторов и консультантов!
Какая арматура лучше – металлическая или стеклопластиковая?
Преимущества и недостатки использования стеклопластика
Стеклопластиковые стержни, применяемые в качестве арматуры при вязке каркасов, обладают следующими положительными качествами:

Помимо достоинств, у стеклопластиковой арматуры есть и недостатки:
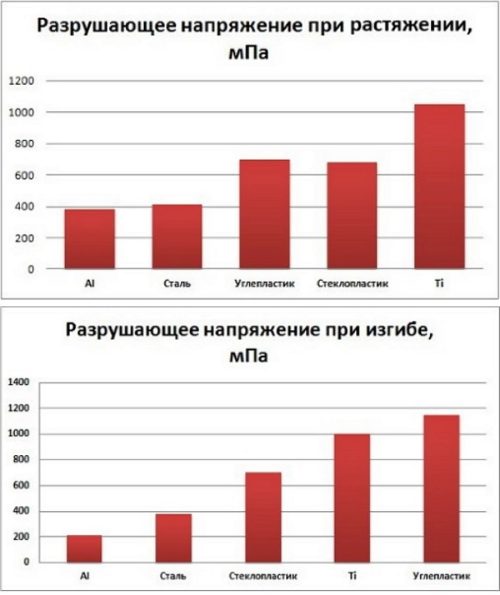
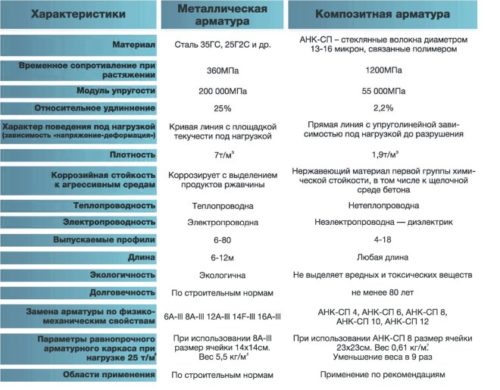
- модуль упругости прутков из композитных материалов превышает этот показатель у металла в 4 раза. Бетонная плита со стеклопластиковым каркасом будет сильнее прогибаться под воздействием нагрузки, чем та же плита со стальным каркасом. При строительстве дорожного полотна из бетона, эта особенность является плюсом – плиты будут дольше служить без разрушений. Но для плит перекрытия или других железобетонных изделий, где требуется сохранение жесткости, такой показатель упругости не допустим;
- композитные материалы не выдерживают высокой температуры. При +60 o С арматура из стеклопластика начинает терять свои свойства, размягчаться. Поэтому изготавливать армирующий каркас из стеклопластика в бетонных элементах, предназначенных для работы в условиях с повышенной температурой, нельзя;
- пластик нельзя сваривать, поэтому, при формировании каркасов со сложной, криволинейной конфигурацией, лучше использовать металлические пруты;
- металлическим прутам легко придать нужную криволинейную форму прямо на строительной площадке, а для того, чтобы согнуть под нужным углом стеклопластиковую арматуру, придется заранее подавать заявку на завод, где смогут выполнить эту операцию;
- к недостаткам можно отнести более сложную схему сборки каркаса на строительной площадке и недостаточную квалификацию у большинства монтажников. Но это скорее издержки нового материала, к которому еще не привыкли строители. Со временем эта проблема исчезнет сама собой.
Преимущества и недостатки использования металла
Чтобы разобраться, какая арматура лучше, металлическая или стеклопластиковая, нужно рассмотреть плюсы и минусы стальных прутов для вязания каркасов.
К преимуществам металлической арматуры относят:
- прочность материала. В строительстве используют арматуру класса А, с цифровым обозначением от 240 до 500. Такие изделия прекрасно служат несколько десятилетий;
- стальная арматура не меняет своих свойств под воздействием высокой температуры;
- металл служит длительное время, при этом не является источником засорения окружающей среды, не выделяет вредных веществ;
- стальные пруты для армирования обладают высокой пластичностью. Им можно придавать любую форму без дополнительного нагрева прямо на строительной площадке;
- металл можно сваривать. В некоторых случаях только вязкой арматуры проволокой не обойтись, приходится применять сварочный аппарат. Следует учитывать, что для сварки подходят не все
- металлические пруты, а только класса А с литерой С (например, А500С);
- металл не горит и не представляет опасности при воздействии открытого огня.
К недостаткам металлической арматуры относят:
- коррозийная неустойчивость металла. Если бетонное основание трескается, в щели проникает влага, металлический каркас начинает ржаветь. Процесс коррозии ослабляет прочность стального каркаса и со временем приводит к полному разрушению арматуры. Чтобы избежать этой проблемы в ответственных конструкциях используют специальную, устойчивую к окислительным процессам, арматуру с литерой К, но стоимость таких прутов намного выше обычной арматуры;
- вес. Металл обладает большей массой, чем пластик, поэтому конструкции со стальным каркасом будут намного тяжелей, если их сравнить с подобными конструкциями, но со стеклопластиком.
Сравнение пластиковой и металлической арматуры
Итак, что же все-таки выбрать – композитную арматуру или металлическую? Очевидно, что выбор зависит от условий эксплуатации и назначения бетонного основания. Однозначно утверждать, что тот или иной материал лучше, нельзя. В каждом конкретном случае выбирают определенный материал, наилучшим образом отвечающий задачам.
Например, для строительства многоэтажного дома главной характеристикой для арматурного каркаса плит перекрытия является упругость. В этом случае лучше всего подойдет традиционный стальной прут, который не прогнется даже при существенных нагрузках на больших пролетах.
Но если требуется собрать каркас для оснований, работающих в условиях повышенной влажности (опоры мостов, береговые конструкции), требуется повышенная коррозийная устойчивость арматуры. Выход – использовать стеклопластик. Также армопояс из стеклопластика подойдет для заливки ленточного фундамента под одноэтажный индивидуальный дом из газобетона или пеноблоков.
Если рассматривать стоимость обоих материалов, то четкого ответа – что дешевле, получить не удастся.
Металлический прут диаметром 8 мм (24 руб./м — даны средние цены на зиму 2021 по Санкт-Петербургу) будет стоить больше, чем прут того же диаметра из композита (11 руб./м), но нужно учитывать, что прочность металлического прута ниже, и 8 мм арматура из пластика будет соответствовать по своим прочностным характеристиками стальному пруту диаметром 10 мм.

Что лучше использовать для фундамента и в каких случаях
Однозначно ответить на вопрос — что лучше, пластиковая или металлическая арматура для фундамента, нельзя, но следует помнить — в промышленном и гражданском строительстве для возведения фундамента традиционно продолжают использовать металлический прут.
Технические характеристики стеклопластика не позволяют применять его при возведении крупных строительных объектов. При проектировании многоэтажных домов, электростанций, зданий промышленного назначения, используют только стальную арматуру.
Допускается применение арматуры из стекловолокна для сборки каркасов фундамента при возведении следующих объектов:
- В малоэтажном строительстве для заливки ленточных фундаментов.
- Для заливки опор под столбы, основания для заборов.
- Причалы, береговые сооружения, доки.
- Основания для канализационных систем.
- Опорные элементы мостов.
В остальных случаях альтернативы традиционной вязке каркаса из металла нет.
Список тематических статей
Композитные материалы, состоящие из полимерного связующего и различных стекловолокнистых компонентов в качестве наполнителей, называются стеклопластиками.
Они получили распространение в строительстве, изготовлении емкостей, детских горок и горок аквапарков, труб, корпусов лодок, прочих конструкционных деталей.
Стеклянные волокна в таких композитах выполняют роль арматуры, которая обеспечивает отличные прочностные и прочие физико-механические характеристики, полимерные смолы соединяют волокна наполнителя в прочную монолитную систему.

Рис.1. Детские горки
Преимущества стеклопластиков
Стеклопластик имеет множество преимуществ, которые обуславливают его важное место в современном мире. Рассмотрим наиболее ценные из них:
Небольшая плотность. Удельный вес марок стеклопластикового материала варьируется в широких пределах от 400 кг/куб.м до 1800 кг/куб.м. Средняя принятая величина плотности равна 1100 кг/куб.м, что чуть выше плотности воды. Для сравнения у металлов удельный вес намного больше, так у стали – 7800 кг/куб.м, у легкого дюралюминия 2800 кг/куб.м. У полимеров общего назначения плотность колеблется от 900 кг/куб.м (у полипропилена) до 1500 кг/куб.м (ПВХ и некоторые полиэфиры) и 1800 кг/куб.м (некоторые реактопласты). Такая легкость придает стеклопластику особые преимущества для использования в транспортной индустрии, где важна экономия топлива на перемещение. То же самое ценно при складских и прочих логистических применениях.
Хороший диэлектрик. Стеклопластики обладают высокими диэлектрическими свойствами, что делает их отличными электроизоляторами. Эта характеристика нашли широкое применение в электротехнике, в том числе для выпуска электронных плат.
Стойкость к коррозии. Стеклопластик стоек как к химическим, так и к электрохимическим воздействиям, что обуславливает его коррозионную резистентность. Используя определенные смолы в качестве связующих для стеклоктани можно произвести стеклопластики, которые будут иметь стойкость к очень агрессивным химикатам, даже к концентрированных кислотам и щелочам.
Эстетические свойства стеклопластиков. В процессе производства данный композит можно окрасить в разные цвета, оттенки и их комбинации. При соблюдении правильной технологии и красителей стойкость цвета может сохраняться в течение всего срока службы изделия.
Хорошая прозрачность. При использовании определенных видов смол существует возможность изготовить прозрачные стеклопластики. Их оптические показатели лишь несколько хуже, чем у силикатного стекла.
Отличная физико-механика. Несмотря на невысокую плотность, стеклопластики характеризуются достаточными механическими свойствами. При определенных условиях производства композита – специальная полимерная основа и правильно подобранная стеклоткань – получают стекломатериал с более высокими физико-механическими свойствами, чем некоторые металлы и даже марки стали.
Теплоизоляционность. Стеклопластик – это композит с небольшим коэффициентом теплопроводности. Однако, при изготовлении сэндвич-конструкций с использованием стеклопластиков, получают еще более изоляционные материалы. Для этого слои пластика чередуют с высокопористыми пластиками, например пенополиуретаном, вспененным полистиролом. Эти сэндвич-конструкции находят применение как теплоизоляцию в строительстве фабрик и заводов, судостроении, вагоностроении и т.п.
Простое изготовление. Стеклопластиковые детали можно производить разными способами. Обычно такое производство не подразумевает больших инвестиций в станки, оборудование и материалы. Самый простой вариант выпуска таких продуктов – ручное формование. Для него нужна лишь изготавливаемая из подручного сырья (дерева, пластика, металла) матрица и несколько несложных инструментов и оснастки. На сегодняшний день в ходу матрицы из самого стеклопластика, которые также легко и недорого изготовить, к тому же они обладают отличной стойкостью и долговечностью. Таким образом, можно сказать, что стеклопластиковые детали воспроизводят сами себя.
Производство стеклопластиков
Стеклопластики, как правило, являются листовыми пластиками. Их изготавливают методом горячего прессования полимерного связующего, смешанного со стекловолокном или стеклотканью. При этом стекловолокно (стеклоткань) является армирующим элементом. Он дает получаемому продукту повышенные физико-механические свойства.
В промышленности для выпуска изделий из этого пластика применяют несколько разнообразных полимерных смол. Больше всего среди них популярны смолы на основе полиэфиров, винилэфирные, а также эпоксидные пластики. Все виды используемых полимеров по способу формования, химической структуре и назначению подразделяют на типы:
1) по способу формования:
2) по назначению:
Способы получения продуктов из стеклопластика
1. Ручное формование
Эта технология подразумевает пропитку стекловолокна или стеклоткани полимером используя ручной инструмент, такой как валики или кисти. В итоге получаются полуфабрикаты – стекломаты. После получения маты закладываются в формующую оснастку, в которой их обрабатывают при помощи прикаточных валиков. Прикатку валиками применяют для исключения из стекломатов пузырьков воздуха и распределения полимера в получающемся ламинате. Затем при комнатной температуре проводят выдержку на отверждение продукта. Затем он вынимается из формы, и происходит постобработка изделия: удаление грата, получение пазов и отверстий и прочее.
При данном формовании подходят практические любые перечисленные ранее виды смолы и стекловолокна, подходящие друг другу. Достоинствами технологии являются отсутствие дорогостоящего оборудования, простота, большой ассортимент подходящих компонентов, их невысокая стоимость, достаточно большой процент ввода стекловолокна. Минусами ручного формования можно назвать небольшую производительность, высокую зависимость качества готовой продукции от человеческого фактора – уровня подготовки и ответственности персонала, который к тому же вынужден работать во вредной для здоровья среде. Также при этом методе в изделии с большой вероятностью могут оставаться включения воздуха.
2. Способ напыления
При напылении стеклянная нить направляется на ножи специального устройства, которое ее рубит на волокна небольшой длины. Полученная субстанция называется рубленый роввинг.
Он перемешивается на воздухе с потоком связующего полимера и катализатора, а затем поступает в форму, где прокатывается для максимального отделения попавших в материал в ходе перемешивания воздушных пузырьков. После прикатки стеклопластик, также, как и в случае ручного формования, необходимо отвердить при нормальных условиях.
При напылении рубленого роввинга используют главные образом полиэфирные полимеры и стеклянную нить в форме ровницы. Метод применяется достаточно давно и привлекателен скоростью производства. Однако его более широкое внедрение сдерживается важными недостатками. Расход полимерной смолы обычно высок, что приводит к большой массе получаемого пластика. В нем содержатся исключительно короткие волокна, что обуславливает невысокие прочностные характеристики стеклопластика. Полимер применяется низковязкий, что также ведет к ухудшению механических и прочностных качеств и теплостойкости изделий. Подобно ручному формованию, условия в рабочей зоне при напылении вредные, в ее воздухе содержится много стеклянной пыли, а качество готовых изделий сильно зависит от уровня персонала.
Этот метод, получивший название Resin Transfer Moulding слегка напоминает литьё пластмасс под давлением, особенно его разновидность IMD (In Mold Decoration). Он заключается в том, что стекломатериал помещается в матрицу в форме предварительно приготовленных заготовок или выкроек. После этого в форму помещается пуансон, закрепляющийся на матрице под воздействием специальных прижимов. Полимер под воздействием повышенного давления поступает в формообразующую полость. Для упрощения протекания процесса движения смолы через стекло в полости формы может быть применено вакуумное разрежение. После полной пропитки стеклянного материала смолой, впрыск прекращается и полуфабрикат, как и при применении прочих технологий, подвергают сшивке при н.у., но на этот раз прямо в форме. Также в случае RTM метода, отверждать можно при повышенной температуре.
Для получения изделий способом RTM используют эпоксидные или полиэфирные связующие и широкий спектр стеклянных волокон, желательно связанные и имеющие проводящий слой. Достоинствами данного способа является возможность получения материала с большим наполнением стеклом и низким содержанием воздушных включений. Также немаловажен тот факт, что работа ведется в изолированном оборудовании, что обеспечивает безвредные условия труда и отсутствие вредных выбросов в среду. Один оператор способен обслужить более одной установки, что дает увеличение производительности процесса и снижение себестоимости. Кроме того, внешний вид продукции при данном методе имеет преимущества перед ручным производством, а технологические потери минимальны. Недостатки процесса: обязательные инвестиции в дорогостоящее оборудование и сложные формы. Сам процесс изготовления тоже нельзя назвать простым, требователен к уровню персонала, в том числе обслуживающего машины и установки.
Метод напоминает экструзию термопластов. Стекловолокно поступает из катушечной рамы через ёмкость со связующим и попадает в нагретый формующий инструмент (фильеру). Там с него снимаются излишки полимера, и проходит формирование профиля с последующим отверждением стеклопластика. В завершение готовый профиль поступает на отрезное устройство, где разрезается на мерные отрезки.

Рис.2. Профиль из стеклопластика
Для пултрузии применяют эпоксидные, полиэфирные или винилэфирные смолы и практически любые волокна. Плюсы метода заключаются в производительности и автоматизации процесса, а также возможности оперативно изменять состав композиции. Готовая продукция обладает хорошими прочностными свойствами из-за ориентации стекловолокна, его высокого содержания и стабильности техпроцесса. Процесс пултрузии закрыт, что и в случае с RTM обеспечивает достойные условия труда не дает выбросов. Среди минусов процесса небольшая номенклатура выпускаемой продукции, куда входят главным образом профили, а также дорогостоящее оборудование и оснастка.
5. Метод намотки
Этот способ наиболее часто применяется при производстве емкостей, труб и других пустотелых изделий. Суть технологии заключается в том, что стеклянные волокна пропускают сквозь ванну со связующим, потом через валики натяжения на намотку. Валики не только натягивают волокно для последующего использования, но и снимают с него лишнюю смолу. Обычно смоченные смолой волокна наматывают на оправку или сердечник нужного размера. После отверждения изделие снимается с сердечника.
При намотке нет ограничений по использованию того или иного связующего и волокон. Стеклоткани обычно не применяются. Главными преимуществами этой технологии являются скорость и производительность, возможность регулировки соотношения количества стекловолокна и полимера, хорошие прочностные данные этого композита и его небольшой удельный вес. Также при намотке волокна ориентированы, что дает дополнительное повышение свойств стеклопластику, содержание стекла в пластике достаточно велико. Среди минусов метода можно назвать узкий ассортимент продуктов, высокую стоимость оборудования и сердечника. Внешний вид готового изделий не всегда получается нужного качества.

Рис. 3. Намотка трубы
6. Технология RFI
Суть технологии под названием Resin Film Infusion заключается в закладке стеклотканей и слоев вязкой пленки из связующего в форму с получением полуфабрикатного пакета. Затем его закрывают пленкой, создавая в форме вакуумное разрежение. На следующей стадии форму переносят в термошкаф (используют также автоклавы). При нагреве в нем полимер расплавляется и пропитывает полуфабрикат. Затем происходит реакция сшивки смолы.
Для RFI технологии используют исключительно эпоксидные связующие, но волокна любого типа. Среди преимуществ процесса высокий процент стекловолокна и низкий – газообразных включений, хорошие прочностные свойства и низкая себестоимость, а также экологичность. Основным минусом является необходимость специального оснащения производства: вакуумной системой, термошкафом или автоклавом.
7. Препреги
Метод препрегов использует предварительно пропитанные связующими стеклянные ткани. Они пропитываются предкатализированным полимером при нагреве и повышенном давлении. Затем, если необходимо, препреги можно хранить продолжительное время, желательно при низкой температуре. В процессе формования их помещают на формующую поверхность и используют мешок для вакуумирования области формования. Материал нагревают в зависимости от типа смолы до 120-180 градусов. Связующее становится текучим и пластик занимает полость формы. Затем, как обычно, происходит сшивка полимера и система переходит в твердый продукт заданной формы.
При использовании технологии препрегов применяют эпоксидные, полиэфирные, фенольные и некоторые другие типы полиреактивных полимеров в качестве связующего и волокна любого типа. Достоинства метода – большой процент стекловолокна и малое количество газа. Также важны возможная автоматизация процесса, экологичность и хорошие показатели охраны труда. Из недостатков отметим дорогостоящие компоненты и ограниченные размеры получаемых деталей.
Стеклопластики. Их свойства. Производство. Методы изготовления.

Доброго времени суток.
Сегодня будем повышать культуру производства. Обязательно к прочтению :) особенно новичкам.
Стеклопластик — композиционный материал, состоящий из стеклянного наполнителя и синтетического полимерного связующего. Наполнителем служат в основном стеклянные волокна в виде нитей, жгутов (роввингов), тканей, матов, рубленых волокон; связующим — полиэфирные, феноло-формальдегидные, эпоксидные, кремнийорганические смолы, полиимиды, алифатические полиамиды, поликарбонаты и др. Для стеклопластика характерно сочетание высоких прочностных, диэлектрических свойств, сравнительно низкой плотности и теплопроводности, высокой атмосферо-, водо- и химстойкости. Механические свойства стеклопластика определяются преимущественно характеристиками наполнителя и прочностью связи его со связующим, а температуры переработки и эксплуатации — связующим.
Наибольшей прочностью и жёсткостью обладают стеклопластики, содержащие ориентированно расположенные непрерывные волокна. Такие стеклопластики подразделяются на однонаправленные и перекрёстные; у первых волокна расположены взаимно параллельно, у вторых — под заданным углом друг к другу, постоянным или переменным по изделию. Изменяя ориентацию волокон, можно в широких пределах регулировать механические свойства стеклопластиков.
Большей изотропией механических свойств обладают стеклопластики с неориентированным расположением волокон: материалы на основе рубленых волокон, нанесённых на форму методом напыления одновременно со связующим, и на основе холстов (матов). Диэлектрическая проницаемость стеклопластиков 4-14, тангенс угла диэлектрических потерь 0,01-0,05.
Изделия из стеклопластика с ориентированным расположением волокон изготавливают методами намотки, послойной выкладки или протяжки с последующим автоклавным, вакуумным или контактным формованием либо прессованием, из пресс-материалов — прессованием и литьём.
Примеры изделий из стеклопластика
Стеклопластик применяют как конструкционный и теплозащитный материал при производстве корпусов лодок, катеров, судов и ракетных двигателей, кузовов автомобилей, цистерн, рефрижераторов, радиопрозрачных обтекателей, лопастей вертолётов, выхлопных труб, деталей машин и приборов, коррозионностойкого оборудования и трубопроводов, небольших зданий, бассейнов для плавания и др., а также как электроизоляционный материал в электро- и радиотехнике.
Свойства стеклопластиков.
Стеклопластик обладает многими очень ценными свойствами, дающими ему право называться одним из материалов будущего. Ниже перечислены некоторые из них.
Малый вес.
Удельный вес стеклопластиков колеблется от 0,4 до 1,8 и в среднем составляет 1,1 г/см3. Напомним, что удельный вес металлов значительно выше, например, стали – 7,8, а меди — 8,9 г/см3. Даже удельный вес одного из наиболее легкого сплава, применяемого в технике, — дуралюмина составляет 2,8 г/см3. Таким образом, удельный вес стеклопластика в среднем в пять-шесть раз меньше, чем у черных и цветных металлов, и в два раза меньше, чем у дуралюмина. Это делает стеклопластик особенно удобным для применения на транспорте. Экономия в весе на транспорте переходит в экономию энергии; кроме того, за счет уменьшения веса транспортных конструкций (самолетов, автомобилей, судов и т.п.) можно повысить их полезную нагрузку и за счет экономии топлива увеличить радиус действия.
Диэлектрические свойства.
Стеклопластики являются прекрасными электроизоляционными материалам при использовании как переменного, так и постоянного тока.
Высокая коррозионная стойкость.
Стеклопластики как диэлектрики совершенно не подвергаются электрохимической коррозии.
Существует целый ряд смол (некоторые полиэфирные смолы, смолы Norpol DION), позволяющие получить стеклопластики стойкие к различным агрессивным средам, в том числе и к воздействию концентрированных кислот и щелочей.
Хороший внешний вид.
Стеклопластики при изготовлении хорошо окрашиваются в любой цвет и при использовании стойких красителей могут сохранять его неограниченно долго. Прозрачность. На основе некоторых марок светопрозрачных смол можно изготовить стеклопластики, по оптическим свойствам немногим уступающим стеклу.
Высокие механические свойства.
При своем небольшом удельном весе стеклопластик обладает высокими физико-механическими характеристиками. Используя некоторые смолы и определенные виды армирующих материалов, можно получить стеклопластик, по своим прочностным свойствам превосходящий некоторые сплавы цветных металлов и стали.
Теплоизоляционные свойства.
Стеклопластик относится к материалам с низкой теплопроводностью. Кроме того, можно значительно повысить теплоизоляционные свойства путем изготовления стеклопластиковой конструкции типа “сэндвич”, используя между слоями стеклопластика пористые материалы, например пенопласт. Благодаря своей низкой теплопроводности, стеклопластиковые сэндвичевые конструкции с успехом применяются в качестве теплоизоляционных материалов в промышленном строительстве, в судостроении, в вагоностроении и т.д.
Простота в изготовлении.
Существует много способов изготовления стеклопластиковых изделий, большинство из которых требует минимальных вложений в оборудование. Например, для ручного формования потребуются только матрица и небольшой набор ручных инструментов (прикаточные валики, кисти, мерные сосуды и т.д.). Матрица может быть изготовлена практически из любого материала, начиная с дерева и заканчивая металлом. В настоящие время широкое распространение получили стеклопластиковые матрицы, которые имеют сравнительно небольшую стоимость и длительный срок службы.
Стеклопластик получают путем горячего прессования стекловолокна(Здесь имеется ввиду метод производства СТЕКЛОМАТЕРИЛА. Rules26), перемешанного с синтетическими смолами. В стеклопластиках стекловолокно играет роль армирующего материала, придающего изделиям высокую механическую прочность при малой плотности.
В настоящее время существует целый ряд различных смол, используемых в производстве стеклопластиковых изделий. Наибольшее распространение получили полиэфирные, винилэфирные и эпоксидные смолы. В зависимости от метода формования, химсостава и области применения все смолы можно разделить на следующие группы:
а) по методу формования:
для ручного формования
для вакуумной инжекции
для горячего прессования
для процессов намотки
для пултрузии
б) по области применения:
обычные конструкционные
химстойкие
огнестойкие
теплостойкие
светопрозрачные
Основные методы изготовления стеклопластиковых изделий.
1. Ручное (контактное) формование.
При этом методе стеклоармирующий материал вручную пропитывается смолой при помощи кисти или валиков. Затем пропитанный стекломат укладывается в форму, где он прикатывается прикаточными валиками. Прикатка осуществляется с целью удаления из ламината воздушных включений и равномерного распределения смолы по всему объему. Отверждение ламината происходит при обычной комнатной температуре, после чего изделие извлекается из формы и подвергается мехобработке (обрезка облоя, высверливание отверстий и т.д.)
Применяемые материалы:
Смолы: Любые, например эпоксидные, полиэфирные, винилэфирные.
Волокна: Любые.
Наполнители: Любые, стойкие к используемым смолам.
Основные преимущества:
Широко используется в течении многих лет.
Простота процесса.
Недорогие используемые инструменты, если используются смолы, отверждаемые при комнатной температуре.
Широкий выбор поставщиков и материалов.
Более высокое содержание стеклянного наполнителя и более длинные волокна по сравнению с методом напыления рубленного роввинга.
Основные недостатки:
Качество смеси смолы и катализатора, качество ламината, содержание стеклообразующего в ламинате очень зависят от квалификации рабочих.
Высокая вероятность воздушных включений в ламинате.
Малая производительность метода.
Вредные условия труда.
2. Метод напыления рубленного ровинга.
Стеклонить подается в ножи пистолета, где она рубится на короткие волокна. Затем они в воздухе смешиваются с струей смолы и катализатора и наносятся на форму. После нанесения рубленного роввинга, его необходимо прикатать с целью удаления из ламината воздушных включений. Прикатанный материал оставляют отвердевать при обычных атмосферных условиях.
Применяемые материалы:
Смолы: Прежде всего полиэфирные.
Волокна: Только стеклонить в виде роввинга (ровницы).
Наполнители: Любые, стойкие к стиролу. Укладываются вручную.
Основные преимущества:
Широко используется много лет.
Быстрый путь нанесения волокна и смолы.
Дешевые формы.
Основные недостатки:
Ламинаты имеют тенденцию быть очень богатыми смолой и поэтому чрезмерно тяжелыми.
Присутствуют только короткие волокна, которые ограничивают механические свойства ламината.
Смолы должны быть с низкой вязкостью для возможности их напыления. Это приводит к уменьшению их механических свойств и теплостойкости.
Вредные условия труда, большое содержаний в воздухе мелких частиц стекла.
Качество конечного продукта в основном зависит от мастерства оператора установки.
Стеклоармирующий материал укладывается на матрицу в виде заранее заготовленных выкроек. Затем укладывается пуансон, который прижимается к матрице при помощи прижимов. Смола подается в полость формы под рассчитанным давлением. Иногда, для облегчения прохода смолы через материал используется вакуум, который создается внутри формы. Как только смола пропитала весь стекломатериал, инжекцию останавливают и ламинат оставляют в форме до полного отверждения. Отверждение может проходить при обычной или повышенной температурах.
Применяемые материалы:
Смолы: эпоксидные, полиэфирные, винилэфирные.
Волокна: Любые. Желательно использовать специально предназначенные для этого стекломатериалы с проводящим слоем и механически связанными волокнами.
Наполнители: Любые стойкие к стиролу, кроме материалов в виде сот.
Основные преимущества:
Могут быть получены ламинаты с высоким содержанием стекла и с минимальным содержанием пустот.
Хорошие условия труда и окружающей среды. Нет большого выброса вредных веществ.
Возможно сокращение трудовых затрат и времени на изготовление изделия. Один рабочий может обслуживать одновременно несколько аппаратов, производяших инжекцию.
Вся форма изделия имеет глянцевую поверхность.
Минимизированы отходы материалов.
Основные недостатки:
Дорогие и сложные формы.
Сложность процесса.
Необходимость иметь инжекционное оборудование.
4. Метод пултрузии.
Волокна подаются от катушечной рамы до ванны со смолой и затем проходят через нагретую фильеру. В фильере убираются излишки смолы, происходит профилирование ламината и отверждение материала. После этого отвержденный профиль автоматически обрезается на необходимые длины.
Применяемые материалы.
Смолы: Эпоксидная смола, полиэфирная смола, винилэфирная смола.
Волокна: Любые.
Наполнители: Не используются.
Основные преимущества:
Это может быть очень быстрый процесс пропитки и отверждения материала.
Автоматизированное управление содержанием смолы в ламинате.
Недорогие материалы.
Хорошие структурные свойства ламинатов, так как профили имеют направленные волокна и высокое содержание стекломатериала.
Закрытый процесс пропитки волокна.
Основные недостатки:
Ограниченная номенклатура изделий.
Дорогое оборудование.
5. Метод намотки.
Этот процесс прежде всего используется для изготовления пустотелых круглых или овальных секционных компонентов, типа труб или резервуаров. Волокна пропускаются через ванну со смолой, затем через натяжные валики, служащие для натяжения волокна и удаления излишков смолы. Волокна наматываются на сердечник с необходимым сечением, угол намотки контролируется отношением скорости движения тележки к скорости вращения.
Применяемые материалы:
Смолы: Любые.
Волокна: Любые, волокна подаются напрямую от рамы для катушек без дополнительного сшивания в ткань.
Наполнители: Любые.
Основные преимущества:
Это может быть очень быстрый и поэтому экономически выгодный метод укладки материала.
Регулируемое соотношение смола/стекло.
Высокая прочность при малом собственном весе.
Неподверженность коррозии и гниению
Недорогие материалы
Хорошие структурные свойства ламинатов, так как профили имеют направленные волокна и высокое содержание стекломатериала.
Основные недостатки:
Ограниченная номенклатура изделий.
Дорогое оборудование.
Волокно трудно точно положить по длине сердечника.
Высокие затраты на сердечник для больших изделий.
Рельефная лицевая поверхность.
6. Метод RFI (Resin Film Infusion).
Сухие ткани выкладываются вместе со слоями полутвердой пленки из смолы. Весь полученный пакет закрывается специальной пленкой. Сначала между пленкой и формой создается вакуум, после чего форму помещают в термошкаф или автоклав. Под воздействием температуры смола переходит в текучее состояние и благодаря вакууму пропитывает материал. После некоторого времени смола полимеризуется.
Применяемые материалы:
Смолы: Только эпоксидная смола.
Волокна: Любые.
Наполнители: Почти все, хотя ПВХ пена нуждается в специальной обработке из-за высоких температур процесса.
Основные преимущества:
Могут быть получены ламинаты с высоким содержанием стекла и с минимальным содержанием пустот.
Высокие физико-механические характеристики из-за твердого начального состояния полимера и высоких температур отверждения.
Более низкая стоимость процесса по сравнению с методом препрегов.
Хорошие условия труда и окружающей среды. Нет большого выброса вредных веществ.
Основные недостатки:
Мало применяется вне аэрокосмической промышленности.
Для процесса необходима система вакуумного мешка, термошкаф или автоклав.
Требования к оборудованию и инструменту по температуростойкости.
7. Метод препрегов.
Препрег — предварительно пропитанная смолами стеклоткань.
Ткани и волокна предварительно пропитаны пред-катализированной смолой под высокой температурой и давлением. В таком виде препреги могут хранится до нескольких недель, однако для увеличения срока хранения, их хранят при пониженных температурах. Смола в препрегах находится в полутвердом состоянии. При формовании препреги укладываются на поверхность формы и закрываются вакуумным мешком. Затем происходит их нагревание до температуры примерно 120 — 180 град.C при этой температуре смола переходит в текучие состояние и препрег принимает размеры формы. Далее при дальнейшем повышении температуры происходит отверждение смолы. Дополнительное давление (до 5 атмосфер) для формования обычно обеспечивается автоклавом.
Применяемые материалы:
Смолы: Эпоксидные, полиэфирные, фенольные и высокотемпературные смолы типа полиимидных др.
Волокна: Любые.
Наполнители: Любые стойкие к температурам процесса.
Основные преимущества:
Могут быть получены ламинаты с высоким содержанием стекла и с минимальным содержанием пустот.
Хорошие условия труда и окружающая среда. Нет большого выброса вредных веществ.
Возможность автоматизировать процесс и снизить трудовые затраты.
Основные недостатки:
Высокая стоимость материалов
Для отверждения необходимы автоклавы, которые ограничивают размеры выпускаемых изделий.
Надеюсь выше преведеная классификация была Вам полезна и поможет разобраться в основах стеклоластикового производства.
Полные характеристики стеклоткани и стеклопластика.

Содержание статьи о стеклоткани и стеклопластиках.
1.Преимущества изделий на основе тканных армирующих наполнителей…………………..4
1.1.Десять преимуществ стеклоткани…………………………………………………………4
1.2.Преимущества изделий из стеклопластиков по сравнению c традиционным
2.1.1.Ткани конструкционные Т-13; Т-11………. ……………………………………….8
2.1.2.Ткани из ровингов ТР-0,7; ТР-0,3……………………………………………………8
2.1.3.Ткани электроизоляционные Э3-200; Э3-100; НПГ-210…………………………. 8
3.Ткани, применяемых для изготовления препрегов…………………………………………..9
7.Применение изделий из стеклотканей – стеклопластиков………………………………….14
7.1.Стеклопластик в судостроении………………………………………………………..…14
7.2.Стеклопластик в автомобилестроении…………………………………………………..14
7.3.Стеклопластик в строительстве и коммунальном хозяйстве…………..………………15
7.4.Стеклопластик на железной дороге и в метро…………………………………………..15
7.5.Искусственный камень, стеклопластик в сантехнике и мебели………………………..16
7.6.Стеклопластик в химической промышленности…………………………..……………16
Для композитов на основе тканых наполнителей - стеклопластиков характерно сочетание высоких прочностных, диэлектрических свойств, сравнительно низкой плотности и теплопроводности, высокой атмосферо -, водо- и химстойкости. Механические свойства стеклопластиков определяются преимущественно характеристиками наполнителя и прочностью связи его со связующим, а температуры переработки и эксплуатации стеклопластика - связующим. Наибольшей прочностью и жёсткостью обладают стеклопластики, содержащие ориентировано расположенные непрерывные волокна и стеклоткани. Применяя различные переплетения и виды тканых наполнителей можно регулировать механические свойства стеклопластиков. Стеклопластики на основе полиэфирных смол можно эксплуатировать до 60-150 С, эпоксидных - до 80-200C, феноло-формальдегидных - до 150-250С, полиимидов- до200-400С. Диэлектрическая проницаемость стеклопластиков 4-14, тангенс угла диэлектрических потерь 0,01-0,05, причём при нагревании до 350-400С показатели более стабильны для стеклопластиков на основе кремнийорганических и полиамидных связующих.
1.Преимущества изделий на основе тканных армирующих наполнителей. 1.1.Десять преимуществ стеклоткани.
Замечательные свойства стеклоткани, наиболее ярко проявляющиеся в композитных материалах, в которых главная их функция - армирование.
Механическая прочность. Стеклоткань имеет большее удельное сопротивление (предел прочности / объемная масса) чем таковое у стали. Эта характеристика - отправная точка для развития стеклоткани, позволяющая производить композит с высокими эксплуатационными качествами.
Электрические характеристики. Стеклоткань имеет свойства превосходного электрического изолятора, даже при небольших толщинах, в сочетании с механической прочностью и стойкостью к температурному воздействию, сформировали основание для первых применений стеклоткани.
Невоспламеняемость. Как минеральный материал, стеклоткань естественно негорючяя. Она не поддерживает и не усиливает пламя. После нагрева стеклоткань не испускает ни дым, ни ядовитые пары.
Стабильность размеров. Стеклоткань, благодаря низкому коэффициенту линейного расширения, нечувствительна к изменениям температуры и гидрометрии.
Совместимость с органической матрицей (связующим). Способность стеклоткани принимать различные типы размеров и форм создает возможность сочетания между стеклом и матрицей, позволяя стеклоткани объединяться со многими синтетическими смолами, также как и с некоторыми минеральными матрицами (гипс, цемент).
Стеклоткань не гниет. Стеклоткань не ухудшается со временем и не гниет. Она не подвержено воздействию насекомых и грызунов.
Низкая удельная теплопроводность. Эта характеристика высоко оценена в промышленном строительстве, где использование композитов из стеклоткани, делает возможным устранить тепловые мостики, предоставляя возможность значительно снизить затраты для сбережения температуры помещений, которые строятся.
Диэлектрическая проходимость. Это существенно в производстве изделий типа обтекателей антенны, электромагнитных окон.
Интеграция функций. Композитные материалы из стеклоткани могут использоваться для производства сложных монолитных изделий, которые объединяют несколько функций и заменяют несколько собранных частей.
Высокое сопротивление химическим веществам. При объединении с соответствующими смолами, композиты с этими характеристиками могут быть изготовлены из стеклоткани.
1.2.Преимущества изделий из стеклопластиков по сравнению c традиционным металлом:
1. Стеклоткань имеет легкий вес
2. Стеклоткань обеспечивает снижение затрат на техническое обслуживание, поскольку стеклопластик на основе стклоткани абсолютно не подвержен коррозии и зарастаниям, не требуется проведение защитных мероприятий, в т.ч. нанесение антикоррозионных покрытий и мероприятий по электрохимической защите от коррозии;
3. Снижение расхода теплоизоляционного материала в связи с низкой теплопроводностью стеклопластика;
4. Отсутствие влагопоглощения позволяет отказаться от применения гидроизолирующих материалов;
5. Атмосферостойкость обеспечивает продолжительную эксплуатацию в любых климатических условиях;
6. Жаропрочность определяется достаточно высоким значением удельной теплоемкости;
7. Длительный ресурс эксплуатации — не менее 50 лет
2.Стеклоткань. Таблица 1
Технические характеристики стеклотканей.
Наименование продукции, марка
Область применения
Технические условия
Стеклоткани электроизоляционные из стеклянных крученых комплексных нитей
Стеклоткань
Э3-200 (100)
Э3-200 (95)
Стеклоткань Э3-200 (100), Э3-200 (95) предназначаются для изготовления стеклопластиков, фольгированных диэлектриков, слюдинитов, слюдопластов и миканитов. Применяется данный вид стеклоткани и в кровельном производстве. Стеклоткань имеет полотняное переплетение
Спецификация …….…ГОСТ 19907-83 с изм. № 1
Марка ………………… Э3-200(100), (Э3-200(95))
Толщина, мм ……………… 0,190 (+0,001,-0,002)
Поверхностная плотность, г/м 2 …. 200 (+16,-10)
Плотность ткани, нитей/см:
по основе ………… 10 (±1)
по утку …………..… 9 (±1)
Разрывная нагрузка, Н (кгс), не менее:
по основе … 1127 (115)
по утку ……1078 (110)
Ширина ткани, см …100 (±0,95), 95 (±0, 95)
Не воспламеняется, не горюча, не токсична
Вес 1 м 2 , г …………………… от 190 до 216
Стеклоткань электроизоляционная из стеклянных крученых комплексных нитей
Стеклоткань
Э3/1-100 П
Стеклоткань Э3/1-100 П предназначаются для изготовления стеклопластиков, фольгированных диэлектриков, слюдинитов, слюдопластов и миканитов. Применяется стеклоткань и в производстве кровли. Стеклоткань имеет полотняное переплетение
Спецификация …………ГОСТ 19907-83 с изм. № 1
Марка …………………………………… Э3/1-100 П
Толщина, мм ………………………..…… 0,1 (±0,01)
Поверхностная плотность, г/м 2 ……………110 (±10)
Плотность ткани, нитей/см:
по основе …… 16 (+1)
по утку .…… 16,5 (±1)
Разрывная нагрузка, Н (кгс), не менее:
по основе …… 588 (60)
по утку …….…588 (60)
Ширина ткани, см ……………… 95 (±0, 95)
Не воспламеняется, не горюча, не токсична
Стеклоткань конструкционная из стеклянных крученых комплексных нитей
Стеклоткань
Т-11
Стеклоткани конструкционные из стеклонитей (Т-11, Т-13, Т-23Р) предназначаются для производства стеклопластиков
Спецификация…………………… ГОСТ 19170-73
Марка ………………………………………… Т-11
Толщина, мм ……………
Поверхностная плотность, г/м 2 ……….…385 (±15)
Плотность ткани, нитей/см:
по основе …… 22 (+1)
по утку …… 13 (±1)
Разрывная нагрузка, Н (кгс), не менее:
по основе … 2744 (280)
по утку ……1556 (160)
Ширина ткани, см ……… 95 (+ 1,84, -0,92)
Не воспламеняется, не горюча, не токсична
Стеклоткань
Т-13
Спецификация…………………… ГОСТ 19170-73
Марка ………………………………………… Т-11
Толщина, мм ………………………… 0,27 (±0,03)
Поверхностная плотность, г/м 2 ……….. 285 (±12)
Плотность ткани, нитей/см:
по утку ……… 10 (±1)
Разрывная нагрузка, Н (кгс), не менее:
по основе …. 2164 (180)
по утку .…….1176 (120)
Ширина ткани, см ………… 92 (+ 1,84, -0,92)
Не воспламеняется, не горюча, не токсична
Стеклоткань
Т-23Р
по основе …… 13 (±0,5)
по утку ……….. 7 (±0,5)
Разрывная нагрузка, Н (кгс), не менее:
по основе …. 1666 (170)
по утку …..….1029 (105)
Ширина ткани, см …….… 95 (±0,9)
Не воспламеняется, не горюча, не токсична
Стеклоткань из ровинга
Стеклоткань
ТР-0,3
Стеклоткань из ровинга ТР-0,3 является идеальным компонентом для изготовления стеклопластиковых изделий, корпусов в судостроении
по основе …… 40 (±2)
по утку …… 30 (±2)
Разрывная нагрузка, Н (кгс), не менее:
по основе … 2940 (300)
по утку ……2450 (250)
Ширина ткани, см ………… 90 (+ 2, - 1)
Не воспламеняется, не горюча, не токсична
Стеклоткань
ТР-0,7
Стеклоткань из ровинга ТР-0,7 является идеальным компонентом для изготовления стеклопластиковых изделий, корпусов в судостроении
по основе …… 30 (±2)
по утку ……… 20 (±2)
Разрывная нагрузка, Н (кгс), не менее:
по основе … 3136 (320)
по утку …… 2450 (250)
Ширина ткани, см. ……… 95 (+ 1,84, - 0,92)
Не воспламеняется, не горюча, не токсична
Стеклоткань
ТР-0,13
Стеклоткань из ровинга ТР-0,13 является идеальным компонентом для изготовления стеклопластиковых изделий, корпусов в судостроении
по основе …… 82 (±2)
по утку ……… 48 (±2)
Разрывная нагрузка, Н (кгс), не менее:
по основе … 2352 (240)
по утку …… 1715 (175)
Ширина ткани, см ………… 88 (+ 2,0 – 1,0)
Не воспламеняется, не горюча, не токсична
Полотно нитепрошивное стекловолокнистое
НПГ-210
Полотно нитепрошивное стекловолокнистое НПГ-210 используется в строительстве для теплоизоляции и при возведении кровли
по ширине ………… 70
Ширина ткани, см ……… 95 (±1), 100 (±1)
Не воспламеняется, не горюча, не токсична
Тип замасливателя … парафиновая эмульсия
НПГ-750
Полотно нитепрошивное стекловолокнистое НПГ-750 используется в строительстве для теплоизоляции и при возведении кровли
по ширине ………… 1,8
Ширина ткани, см ……………… 100 (±1,0)
Не воспламеняется, не горюча, не токсична
Тип замасливателя …… парафиновая эмульсия
Полотно нитепрошивное диагональное из стекловолокна
НПД-2-600
Материал нетканый ровинговый на основе стекловолокна незаменим для армирования конструкционных стеклопластиков
Спецификация ………………….. ТУ 6-11-494-82
Марка ………………………………… НПД-2-600
Толщина, мм …………………………… 0,6 (±0,1)
Поверхностная плотность, г/м 2 ……..… 600 (±60)
Разрывная нагрузка по утку, не менее, кг…2,0
Ширина ткани, см …………………..…… 97 (±3,0)
Переплетение ……………………… полотняное.
Не воспламеняется, не горюча, не токсична
2.1.Применение стеклоткани.
Стеклоткани невоспламеняемые, негорючие, не подвергаются коррозии, обладают высокой химической стойкостью, рабочий диапазон температур от -200°С до +550° С.
Конструкционные стеклоткани предназначаются для изготовления конструкционных стеклопластиков в авиа - судо-, автомобилестроении и других отраслях промышленности, где требуются высокопрочные материалы малого веса.
Стеклопластики на основе стеклотканей применяются для изготовления труб, лодок, цистерн под агрессивные среды и ряда других изделий, где требуются материалы повышенной прочности и коррозионной устойчивости.
Стеклоткани на прямом замасливателе применяются для изготовления стеклопластиков на основе эпоксидных и полиэфирных смол.
Материалы на основе стеклоткани обладают высокой стойкостью к разложению и механическому износу, долговечностью.
Благодаря хорошей теплоудерживающей способности стекла, стеклоткани и стеклопластики на основе стеклотканей применяются для теплоизоляции трубопроводов, котлов, труб.
2.1.1.Стеклоткань конструкционная марок Т-13; Т-11 - идеальны для изготовления стеклопластиков в качестве армирующего материала, обладают высокой ударной вязкостью, температуростойкостью, большим сопротивлением растяжению, коррозионной стойкостью, высокими диэлектрическими свойствами. Могут применяться в производстве корпусов автомобилей, яхт, катеров, самолетов, различных конструкций, всевозможных профилей, защитных покрытий химических емкостей, трубопроводов. Ткани невоспламеняемые, негорючие, нетоксичны.
2.1.2.Стеклоткань из ровингов ТР-0,7; ТР-0,3 - являются идеальным компонентом для изготовления стеклопластиковых корпусов в судостроении, а также в качестве основы для кровельных материалов и теплоизоляции. Ткани невоспламеняемые, негорючие, нетоксичны.
2.1.3.Стеклоткань электроизоляционная Э3-200; Э3-100; НПГ-210 - Стеклоткани этих марок вырабатываются из нитей алюмоборосиликатного стекла на замасливателе "парафиновая эмульсия" и прямом замасливателе. Стеклоткани невоспламеняемые, негорючие, не подвергаются коррозии, обладают высокой химической стойкостью, рабочий диапазон температур от - 200С до + 550С. Электроизоляционные стеклоткани предназначаются для изготовления электроизоляционных материалов, фольгированных диэлектриков, печатных плат, кровельных материалов (гидростеклоизола) на основе полимерных связующих, используются при изготовлении различных стеклопластиковых конструкций и теплоизоляции трубопроводов. Стеклопластики на основе стеклотканей применяются для изготовления труб, лодок, цистерн под агрессивные среды и ряда других изделий, где требуются материалы повышенной прочности и коррозионной устойчивости. Стеклоткани на прямом замасливателе применяются для изготовления стеклопластиков на основе эпоксидных и полиэфирных смол. Материалы на основе стеклоткани обладают высокой стойкостью к разложению и механическому износу, долговечностью.
3.Ткани, применяемых для изготовления препрегов. (Препреги — это полуфабрикаты в производстве изделий из армированных полимерных композиционных материалов).
Характеристика тканей, применяемых для изготовления препрегов.
Читайте также: