Прессованные изделия из металла
Обновлено: 04.10.2024
Компания ООО «Анатомика» осуществляет производственную деятельность в области металлообработки и инжиниринга. Специалисты нашей компании реализуют проекты от разработки модели детали до её полного изготовления. В частности, к видам деятельности относятся разработка 3D моделей, технологических карт, управляющих программ, оснастки и инструмента, токарные и фрезерная обработка, слесарные работы и покраска, гальваническая обработка, шлифование, сверление.
Процесс прессования — это процесс, без которого невозможно представить современное промышленное производство. С помощью этого метода получают композиционные материалы на основе полимеров, обрабатывают заготовки из чёрных и цветных металлов, производят множество композиционных материалов. Рассказываем, что значит металлообработка такого типа.
Что такое прессование
В общем случае, прессование представляет собой формирование готового изделия из металлической заготовки или полимерного сырья путём давления. Основное оборудование – гидравлические (реже пневматические) прессы.
В качестве оснастки выступают:
- пуансон;
- матрица;
- пресс-форма.
Что входит в процесс прессования
В зависимости от материала, технология прессования включает несколько операций. При обработке цветных металлов:
- заготовку помещают в контейнер;
- выполняется прессование;
- изделие вынимают из пресс-формы;
- производится удаление пресс-остатка.

Схема получения алюминиевого профиля
При прессовании сталей процесс аналогичен, но предварительно обязателен нагрев до 800 – 1200° С в индукционных печах или расплавах солей.
Сущность метода прессования полимеров близка к обработке металлов, однако, физико-механические свойства пластических масс определяют некоторые особенности.
Техпроцесс включает следующие операции:
- подготовка пресс-материала;
- дозировка;
- помещение сырья в пресс-форму;
- нагрев (в некоторых случаях применяется предварительный подогрев);
- подпрессовка;
- извлечение готового изделия, охлаждение;
- обрезка пресс-остатка.
Какие бывают методы прессования
Обработка заготовок из чёрных и цветных металлов
Прессованию подвергаются металлические заготовки, полученные методом литья или прокатки. Сущность метода состоит в выдавливании металлической заготовки из контейнера, расположенного в пуансоне, через отверстие в матрице. При этом форма отверстия в матрице определяет профиль получаемого изделия. Для формирования отверстия используют иглу.

Схема прессования профильной трубы
- прямое (заготовка перемещается в направлении движения пуансона);
- обратное прессование (заготовка движется в обратном направлении).
По сравнению с заготовками, полученными с помощью других методов обработки металлов давлением, прессованные изделия обладают высокой точностью. Кроме того, данный метод отличает простота переналадки оборудования в зависимости от требуемой конфигурации изделий.
Однако значительный процент отходов (пресс-остаток составляет 10 – 20%) и высокая стоимость оборудования ограничивает его применение.
Прессование пластмасс и композиционных материалов на их основе
Пластмассовые изделия и композиционные материалы на их основе (ПКМ) изготавливают тремя основными способами прессования:
- компрессионным – прямым;
- литьевым – трансферным;
- профильным (штранг-прессование)
В первом случае порошковый или таблетированный материал, загруженный в горячую пресс-форму, под давлением пуансона, в нагретом состоянии заполняет все полости внутри пресс-формы, а затем подвергается давлению. В некоторых случаях применяются подогреваемые прессовые плиты.
При прямом прессовании используются недорогие и простые в изготовлении пресс-формы, однако, всегда существует риск деформации изделий. Кроме того, очень трудно получать изделия с глубокими и глухими отверстиями.

Схема прямого прессования 1 — пуансон, 2 — пресс-порошок, 3 — матрица, 4 -изделие, 5 — матрица
При литьевом способе нагретый до вязкотекучего состояния материал выдавливается через литниковую систему в оформляющую полость, охлаждается или отверждается, а затем изделие извлекается.
Трансферная технология лишена недостатков компрессинного метода, она позволяет делать изделия сложной конфигурации. Кроме того, быстрое охлаждение (вдвое быстрее, чем при прямом методе) обеспечивает лучшие физико-механические и диэлектрические свойства получаемых изделий.
При штранг-прессовании материал выдавливается через специальное приспособление (головку или фильеру). Давление прессования составляет 250—400 Мн/м 2 (2500—4000 кгс/см 2 ), температура в загрузочной камере 65—80 °С . Процесс носит непрерывный характер за счёт того, что оставшийся в фильере полимер «сваривается» с новой порцией поступающего в неё сырья.
Какие изделия получают прессованием
При обработке металлов получают изделия:
- простой формы (круг, квадрат и др.) из низкопластичных сплавов;
- сложной конфигурации, которые невозможно произвести с помощью других видов пластической деформации.
Преобладающую долю прессованных изделий из металла составляют замкнутые профили сложной формы: трубы, прутки и т.п.
Прямым прессованием обычно получают толстостенные изделия сложной конфигурации, а также листы, блоки и т.п. В дальнейшем их нередко подвергают механической обработке. Литьевое и профильное прессование позволяют производить изделия сложной формы.
Полимерные изделия, полученные путём прессования, получили самое широкое применение во всех сферах деятельности: они используются в бытовой технике и медицинских приборах, из них делают профили для окон и мебели, упаковку и канцелярские принадлежности, а также множество других изделий, используемых в промышленности и для повседневных нужд. Кстати, в прошлой статье мы рассказали про изготовление деталей из металла по чертежам заказчика — тоже один из самых сложных увлекательных процессов.
Рассчитайте свой заказ
Отправьте нам чертеж или описание на [email protected] или заполните форму и мы рассчитаем стоимость и сроки выполнения заказа
Анатомика
Оставьте свой номер телефона и наш специалист свяжется с вами в ближайшее время
Изделия из металлических порошков

Для производства высококачественных деталей, предназначенных для машиностроения, радиоэлектроники и прочих областей промышленности, используются изделия из металлических порошков. Технология дает возможность формировать заготовки, спекать и окончательно обрабатывать изделия (включая калибровку, доуплотнение, выполнение чистовой механической обработки, термообработки и т. п.). Для готовых деталей, получаемых таким способом, характерны высокая прочность, соответствие заданным размерам и конфигурации. В этой статье подробнее остановимся на качествах металлопорошковых изделий.
Что собой представляет порошковая металлургия и в чем ее плюсы

Порошковая металлургия используется в том случае, когда отсутствует возможность создания нужных деталей или материалов при помощи традиционных методов металлообработки либо металлопорошковый способ производства оказывается экономически более целесообразным. Металлопорошковая технология помогает в создании композиционных материалов, имеющих риботехническое (речь о подшипниках скольжения, фрикционных накладках и дисках), электротехническое (контакты, магнитотвердые и магнитомягкие изделия) и инструментальное (твердые сплавы) назначение, а также конструкционных деталей (втулок, колец, храповиков, шестерней, крышек подшипников, кулачков и др.) и т. п.
Среди преимуществ создания изделий из металлических порошков следует отметить:
- Снижение затрат на финальную обработку заготовки. В большинстве случаев изделия из металлических порошков имеют окончательные размеры и не требуют дополнительной механической обработки либо нуждаются в минимальной чистовой отделке, позволяющей добиться высокой точности изделий. Такая технология особо эффективна при создании деталей, имеющих сложную геометрическую форму.
- Возможность изготовления деталей, обладающих регулируемой пористостью (фильтров, катализаторов, глушителей шума и пр.).
- Возможность создания градиентных и композиционных материалов, получение которых при использовании традиционных технологий невозможно.
Основными сферами, в которых нашли применение изделия из механических порошков, являются автомобильная промышленность (на которую приходится примерно 70 % всего объема продукции), области приборостроения, производство бытовой техники.

В 1999-2000 гг. Европейская Ассоциация порошковой металлургии провела статистические исследования и, проанализировав собранные данные, сделала вывод о том, что изготовление 1 000 тонн изделий из металлических порошков позволяет сэкономить 1 500–2 000 тонн металла, высвободить 50 металлорежущих станков, на 120 000 нормочасов снизить трудоемкость работ, более чем в 1,5 раза повысить производительность труда. Еще одним преимуществом порошковых деталей является их себестоимость, которая в среднем в 2-2,5 раза ниже, чем себестоимость изделий из металлического проката.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
В 2000 году металлообрабатывающими предприятиями всего мира (за исключением предприятий стран СНГ) было выпущено более 700 000 тонн изделий из металлических порошков. Расширился ассортимент создаваемых по данной технологии деталей, стало возможным производство из металлокерамики шатунов двигателей, крышек подшипников, колец синхронизаторов КПП, роторомасляных насосов, седел клапанов, кулачков распределительных валов, узлов АКПП и т. п.
Рекомендуем статьи по металлообработке
С развитием этой металлообрабатывающей отрасли повышается качество исходных материалов, благодаря чему улучшается плотность и прочность готовых изделий и материалов; усложняются формы и увеличивается размерная точность деталей; повышаются механические и функциональные характеристики готовой продукции.
Решению поставленных перед отраслью задач способствует создание оборудования, обладающего высокой формовочной точностью и повышенной производительностью, открытие новых технологических процессов производства изделий из металлических порошков.
На сегодняшний день эта отрасль металлообработки позволяет не только экономить ресурсы, но эффективно создавать материалы, обладающие уникальными свойствами, что невозможно при использовании традиционных способов работы с металлами.
Свойства металлических порошков

Технологическая пригодность металлических порошков, как и любых других материалов, определяется их стандартными характеристиками, среди которых:
- пикнометрическая плотность, зависящая от химической чистоты и уровня пористости порошка;
- насыпная плотность, под которой понимают массу порошка, получаемую при свободном наполнении емкости заданного объема;
- текучесть порошков, определяемая в зависимости от скорости наполнения емкости определенного объема (этот параметр имеет существенное значение, поскольку влияет на производительность последующего прессования);
- пластичность, под которой понимают свойство порошка принимать и сохранять определенную форму.
Независимо от того, каким способом получен металлический порошок, его дальнейшая обработка выполняется за счет давления и применения специальных пресс-форм.
Форма изделиям из металлических порошков придается при помощи прессования с использованием пресс-форм, прокатки и шликерной формовки.
Технология шликерной формовки аналогична формовочному литью, с ее помощью изготавливают втулки, оси, штуцеры, валики и др.
Технологический процесс производства металлических порошков

Прежде чем приступить к производству металлокерамических деталей, необходимо изготовить порошки. Различия во фракциях и размерах готовых измельченных частиц обусловлено разными способами производства.
Методы получения порошков делятся на две большие группы:
- В основе физико-механических методов изготовления металлических порошков лежит измельчение твердых или жидких частиц металла механическим способом. Эта группа технологий сочетает в себе обработку за счет статических и ударных нагрузок.
- При использовании химико-металлургических методов изменяют фазовое состояние исходного материала. Модификация достигается за счет восстановления окислов и солей, электролиза, термической диссоциации карбонильных соединений.
Получение металлических порошков возможно одним из следующих способов:
- Шаровым. При этом происходит дробление и перетирание металлических обрезков и стружки при помощи шаровой мельницы.
- Вихревым. В этом случае в специальных мельницах насосами нагнетается воздушный поток, под воздействием которого металлические частицы сталкиваются друг с другом. Зерна готового порошка имеют блюдцеобразную форму. Качество готового материала весьма высокое.
- При помощи специальных дробилок, измельчающих частицы металла за счет ударного воздействия падающего груза.
- Распылением. Этот способ подходит для работы с легкоплавкими металлами. Жидкий сплав распыляют за счет потока сжатого воздуха, а затем измельчают при помощи быстровращающегося диска.
- Электролизом. Для восстановления металла используется электрический ток. В результате хрупкость металла повышается, что позволяет измельчать его в мельнице до порошкообразного состояния. Готовые зерна имеют дендритную форму.

1. Физико-механические методы.
Для получения порошка с нужными фракциями используются центробежные мельницы.
Промежуточным этапом является первичное измельчение, для которого используются конусные и валковые дробилки, позволяющие измельчить металл до частиц размером не более 1 см.
В зависимости от используемой технологии процесс занимает от одного часа до трех-четырех суток. При необходимости ускорения производства прибегают к помощи вибрационных мельниц.
Процесс измельчения при помощи таких мельниц отличается большей интенсивностью, поскольку прилагаются режущие усилия, а также создается переменное напряжение. Размер получаемых зерен варьируется от 0,009 до 1 мм.
Повышению производительности процесса измельчения металлических частиц способствует жидкостное воздействие, благодаря которому металл не распыляется. При этом объем используемой жидкости составляет около 40 % от массы обрабатываемого вещества.
Твердосплавные частицы измельчаются при помощи центробежных мельниц. К недостаткам этого типа мельниц относится периодичность работы.
При помощи физико-механических методов нельзя измельчать высокопластичные цветные металлы. Для работы с пластичными материалами используются вихревые мельницы, измельчающие частицы за счет ударов друг о друга.
2. Химико-металлургические методы.

Наиболее распространенным способом изготовления металлических порошков является восстановление железа, выполняемое при помощи рудных окислов или окалины, которая является продуктом горячей прокатки. При этом важное значение имеет количество газообразных соединений в порошке.
Если их количество будет выше допустимой нормы, то готовый порошок будет излишне хрупким, что не позволит его в дальнейшем прессовать. Если превышение нормы все же произошло, излишняя часть газов удаляется при помощи вакуумной обработки.
Наиболее простым и дешевым способом является тот, в основе которого лежат распыление и грануляция. Для измельчения металла используются струи расплава либо инертного газа, распыляемые при помощи форсунок. Температуру и давление газового потока можно регулировать, для охлаждения используется вода.
Медные порошки с высокой степенью чистоты чаще всего получают за счет электролиза.
Какие изделия производят из металлических порошков

Технологические методы, позволяющие получать порошки, весьма многочисленны и разнообразны. Благодаря этому возможно изготовление изделий из металлических порошков, обладающих нужными свойствами и составом.
Технология порошковой металлургии дает возможность создавать новейшие композитные материалы, которые невозможно произвести иными способами. Порошковое покрытие металлических изделий позволяет экономно использовать материалы из-за их более низкого расходного коэффициента.
Без изделий из металлокерамических порошков сегодня не обходятся такие сферы промышленности, как приборо- и машиностроение, радиоэлектроника, изготовление инструментов, включая сверла, резцы.
На сегодняшний день изготовление металлопорошковых изделий автоматизировано, в связи с этим не требуется наличия на предприятии высококвалифицированных кадров. Эти факторы снижают себестоимость готовых металлических изделий.
Если пористость порошков находится в пределах нормы, то их коррозионная стойкость аналогична этому показателю у деталей, произведенных традиционными способами.
Изделия, изготовленные из металлических порошков, устойчивы к резким перепадам температур, что обуславливает сферу их использования.

Благодаря пористой структуре изделия из металлических порошков хорошо удерживают смазку.
Именно поэтому металлопорошковые материалы используются для производства деталей, подвергающихся повышенному трению в процессе эксплуатации (подшипников скольжения, направляющих втулок, вкладышей, щеток электродвигателей).
Поскольку порошковые подшипники имеют пористую структуру, их можно пропитать смазочными материалами. В дальнейшем смазка начнет выходить на поверхность подшипника и перейдет на соприкасающиеся детали. Подобные подшипники называют самосмазывающимися.
Они обладают следующими преимуществами:
- экономичностью (снижают расход смазки);
- износостойкостью;
- экономией на материалах (железо используется вместо дорогой бронзы и баббита).
Пористость изделий в процессе их изготовления можно усиливать путем добавления в металлические порошки графита, характеризующегося отличными смазывающими качествами. Подшипникам, в которых содержится высокий процент графита, смазка не требуется вовсе.

Высокотехнологичные машины и аппаратура комплектуются деталями и элементами, изготовленными из композитных материалов. Развитие высоких технологий повлекло за собой активное развитие металлопорошкового производства. В отличие от сплавов, композитные материалы могут состоять из различных компонентов, как металлических, так и неметаллических.
При помощи традиционных способов металлообработки, к примеру, плавления в металлургических печах, нельзя получить соединения вольфрама и меди. Производство компонентных материалов помогает решить эту проблему.
Для того чтобы изготовить композитные материалы, нужные компоненты просто смешивают друг с другом, затем придают им необходимую форму при помощи пресса, после чего спекают.
Среди композитных материалов можно также отметить ядерное топливо.
Благодаря современным технологиям можно получать твердосплавные изделия за счет добавления в их состав карбидных включений. Не секрет, что чем выше содержание в металле углерода, тем более твердым он является.
Карбид повышает вязкость порошков, при этом не отражаясь на его прочностных характеристиках. Металлокерамические детали отличаются повышенной износостойкостью, поэтому именно из них изготавливают режущие инструменты, твердосплавные матрицы и пуансоны, при помощи которых выполняется листовая штамповка металлов.
Металлические ферромагнитные порошки используются также для создания электроконтактных материалов, т. е. электрических контактов, без которых невозможен выпуск электронных и радиотехнических деталей.
Возможно использование металлических порошков и в других сферах.
Благодаря устойчивости к воздействию высоких температур, порошки оптимальны для производства различных тормозных механизмов. Для повышения жаростойких качеств в металлокерамику добавляют хром, никель и вольфрам.
Для производства абсолютного большинства современных магнитных изделий используются порошки из металла. За счет инновационных технологий железо можно соединять с разного рода силикатами.
Изделия из металлических порошков применяются для создания фильтрующих устройств для газов и горючих веществ.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Литье под давлением: как это работает

Машина для литья под давлением (иллюстрация компании Rutland Plastics)
При разработке серийного продукта для рынка электроники вам понадобится корпус. И, скорее всего, он будет сделан из пластика. Для макетирования пластиковых деталей и создания прототипа корпуса используется 3D-печать, а для серийного производства — литье под давлением.
Технология литья под давлением — один из важнейших пунктов на пути продукта на рынок электроники. Поэтому независимо от наличия технического образования, вам стоит разобраться в сути этого процесса хотя бы на базовом уровне.
Все знают, что при разработке нового устройства самая затратная задача — это проектирование электроники, но не все понимают, что при постановке на производство большую часть бюджета на себя перетянет пластиковый корпус.
Это связано прежде всего с высокой стоимостью оснастки или так называемых пресс-форм. На практике стоимость форм для отливки корпуса становится одной из главных статей затрат при выводе нового продукта на рынок.
Основы литья под давлением
Литье под давлением — это относительно старая технология, она используется с конца 1800-х годов. В инжекторно-литьевых машинах установлен огромный винт (шнек), который направляет расплавленный пластик в пресс-форму под высоким давлением. Этот метод винтовой передачи был изобретен в 1946 году, и используется до сих пор.
Машины для литья под давлением — это, конечно, не то же самое, что современные высокотехнологичные аппараты для 3D-печати. В них нет ничего инновационного, но использование литья под давлением — это обязательное условие для создания большинства новых «железячных» продуктов.
Литьевая пресс-форма состоит из двух половинок (матрицы и пуансона), которые при смыкании образуют полость в форме нужной детали. В нее под высоким давлением заливают горячий жидкий пластик.
Высокое давление необходимо для того, чтобы пластик в вязкотекучем состоянии заполнил каждый уголок в полости пресс-формы.
Когда пластик остывает, две половинки пресс-формы раздвигаются, и из них извлекают готовую деталь корпуса.
Разработка дизайна и конструкции корпуса для серийного производства — это довольно сложная задача, а стоимость самих пресс-форм исчисляется десятками тысяч долларов. При этом литье под давлением остается одной из самых востребованных технологий, потому что только оно позволяет производить миллионы идентичных деталей по невероятно низкой цене за штуку.
Стоимость пресс-форм
Оснастка стоит дорого. А для производства большинства устройств требуется несколько пресс-форм, поэтому общая стоимость может оказаться весьма значительной. И чем больше деталей требуется произвести с помощью конкретной формы, тем дороже она будет стоить.
Это связано с тем, что «долгоживущая» пресс-форма должна работать в невероятно жестких условиях. Раз за разом она подвергается воздействию высоких температур и давления.
Эти две разрушительные силы работают на износ пресс-формы, пока в какой-то момент не появляются первые дефекты отливки.
Для создания стойких литьевых форм используются твердые металлы. Твердость металла зависит от того, сколько отливок нужно изготовить с использованием данной конкретной формы. Оснастку для изготовления 10 тыс. деталей, можно произвести из более мягкого металла, по сравнению с той, что рассчитана на 1 млн деталей.
Например, для производства малых серий (до 10 тыс. шт.) широко используется алюминий. Для более крупных объемов производства переключаются на более твердый металл, например, сталь.
Однако чем тверже металл, тем сложнее сделать саму пресс-форму, и тем выше ее стоимость. Кроме того, для получения стальной оснастки потребуется намного больше времени. Это связано с тем, что литьевые формы создаются путем фрезерования, т.е. для твердой пресс-формы потребуется еще более твердый фрезерный инструмент.
Если компания или стартап без внешнего финансирования реализует проект с небольшим бюджетом, ей стоит попробовать найти производителя, который согласится амортизировать затраты на изготовление пресс-форм.
Например, если пресс-формы стоят 25.000 долларов, можно предложить заводу-изготовителю рассчитаться по следующей схеме: вы платите по доллару за каждую произведенную единицу из первых 25.000 изделий.
Конечно, такая схема сокращает прибыль на единицу продукции, но все же это весьма разумный метод финансирования, особенно по сравнению с банковским кредитом.
Дизайн для производства (Design for manufcturing, DFM)
Высокая стоимость пресс-форм — это лишь один из недостатков литья под давлением. Второй недостаток — это сложности и ограничения на этапе разработки дизайна и конструкции пластиковых деталей.
Получив идеальный рабочий прототип, изготовленный на 3D-принтере, приходится уделить значительно больше времени и средств, чтобы адаптировать его для литья под давлением.
Ограничения серийного производства стоит учитывать уже на первых этапах разработки. Одни требования к форме отливок, такие как литейные уклоны, можно отложить по крайней мере до создания второго прототипа.
Другие требования, такие как равномерная толщина стенок и поднутрения, нужно реализовать с самого начала.
Литьевой уклон
Главная задача в работе с деталями, изготовленными за счет литья под давлением — правильно изъять их из формы. Как только пластик остынет, две половинки формы открываются, и мы получаем новую отлитую пластиковую деталь.
Любой 3D-дизайн для литья под давлением должен включать литьевой или технологический уклон для заполнения пресс-формы и беспрепятственного извлечения готового изделия. Литьевой уклон — это по сути небольшой угол наклона, который добавляется к любым вертикальным поверхностям, совпадающих с направлением извлечения изделия из пресс-формы. В большинстве случаев достаточно 1–2 градусов.

Примеры верной реализации поднутрения. Изображение предоставлено ICO Mold.
Некоторые эксперты считают, что поднутрения нужно реализовать в 3D-модели с самого начала.
И хотя учет поднутрений на раннем этапе разработки важен, он создает ненужные осложнения при создании первых прототипов. Поэтому лучше добавлять их в проект, когда вы будете полностью уверены в своем прототипе. Т.е. в большинстве случаев поднутрения стоит добавлять после первой или второй версии прототипа.
Выталкивающие штифты
Выталкивающие штифты или толкатели используются для удаления пластиковых деталей из пресс-формы. Как следует из названия, это небольшие цилиндрические штифты, которые выталкивают деталь из формы.
У толкателей нет стандартного положения, поэтому придется продумать, где они будут располагаться. В идеале они должны располагаться в самой прочной части отливки, чтобы предотвратить ее деформацию при извлечении из пресс-формы.
Стоит учитывать, что выталкивающие штифты, как правило, оставляют небольшие отметки на изделии. Если вы внимательно посмотрите на большинство пластиковых деталей, то сможете увидеть эти крошечные круглые метки, которые появляются в процессе выталкивания отлитой формы.
Это стоит учитывать при разработке продукта. Постарайтесь сделать так, чтобы толкатели соприкасались с отливкой в местах, которые не критичны для внешнего вида продукта. Можно даже попытаться скрыть метки толкателя под этикеткой или логотипом.
Двойной ход толкания
Некоторые пластиковые детали невозможно извлечь из простой двухкомпонентной формы в один прием, в таких случаях используют наклонные толкатели и механизм двойного выталкивания.
Наклонный толкатель — это составная часть пресс-формы, которая вставляется до начала отливки, а затем извлекается до раскрытия основных частей формы. Наклонный толкатель двигается перпендикулярно к направлению движения двух полуформ.
Стоит приложить все усилия, чтобы не использовать механизм двойного выталкивания, поскольку он значительно увеличивает сложность и стоимость пресс-формы.
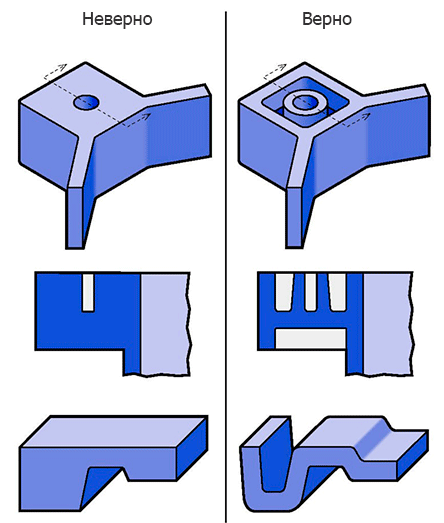
Один из основных приемов, который позволяет отказаться от двойного выталкивания — отказ от использования поднутрений. Поднутрение — это выступ или углубление на поверхности отливки, препятствует выталкиванию изделия из пресс-формы за один ход толкания.
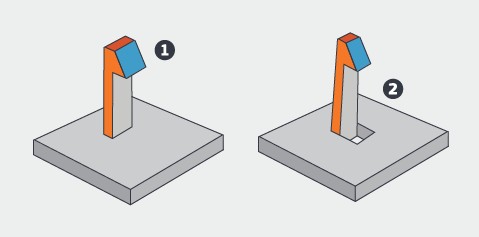
В конструкции 1 из-за поднутрения потребуется двойной ход толкания. Паз в конструкции 2 позволяет отказаться от двойного выталкивания и снять деталь с пресс-формы за один ход. Изображение предоставлено Proto Labs.
Равномерная толщина стенки
Одна из важных особенностей литья под давлением, которая оказывает огромное влияние на дизайн устройства — это требование к равномерной толщине стенок отливки. Оно связано с тем, что залитый в форму пластик должен остывать с одинаковой скоростью по всей поверхности детали. При неравномерном охлаждении деталь может деформироваться.
Поэтому при разработке корпуса для литья под давлением вместо более толстых секций используются ребра. Корректное проектирование детали с равномерной толщиной стенок определенно требует опыта.
Использование двойного хода толкания и неравномерной толщины стенок отливки — это две самые распространенные ошибки 3D-дизайнеров, которые не знакомы с техническими ограничениями литья под давлением.
Стоит удостовериться в том, что 3D-моделирование вашего устройства выполняет специалист, который знаком с этой технологией.
Примеры конструкций с одинаковой толщиной стенки. Изображение предоставлено ICO Mold.
Радиус / закругление углов
Идеальные углы и края деталей непрактичны для литья под давлением. Расплавленный полимер не сможет равномерно и полностью заполнить всю форму с острыми краями даже в условиях высокого давления. По крайней мере, не стоит на это надеяться при больших объемах производства.
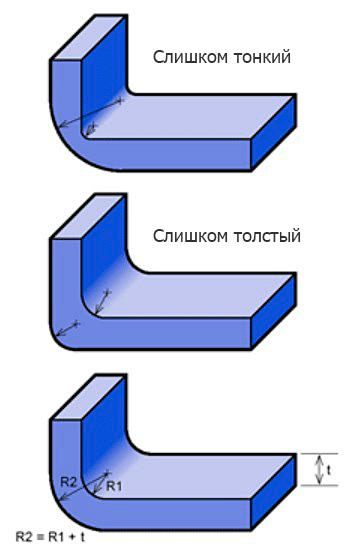
Пример правильной конструкции угла. Изображение предоставлено ICO Mold.
Все края и углы должны быть закруглены или скошены, чтобы полимер заполнил их равномерно и полностью.
Холодные каналы против горячих каналов
Холодноканальная / горячеканальная подача пластика — это варианты литниковой системы, которая направляет расплавленный полимер в полости пресс-формы.
Широкий литниковый канал позволяет полимеру свободно течь при более низких давлениях. Однако широкие каналы требуют больше времени на охлаждение пластика и создают больше отходов производства, оба эти параметра влияют на себестоимость детали.
С другой стороны, узкий литниковый канал сокращает время охлаждения и уменьшает перерасход материала, и, в конечном счете, минимизируют стоимость отливки. Однако у него есть недостаток: для узкого канала требуется более высокое давление, чтобы протолкнуть расплавленный полимер в форму.
Существует решение, которое позволяет использовать узкие каналы при невысоком давлении — горячеканальная литниковая система.
Прямо в пресс-форму вдоль каналов устанавливают нагревательные элементы, которые поддерживают полимер в более жидком состоянии, благодаря им пластик заполняет пресс-форму при более низком давлении.
К сожалению, за все приходится платить, и у горячих каналов тоже есть свои недостатки: дополнительная сложность при изготовлении оснастки, которая всегда выливается в дополнительные затраты.
В большинстве случаев, по крайней мере, изначально, лучше использовать каналы без нагревательных элементов, т.е. холодноканальную литниковую систему. Всегда стоит начинать с самого простого и недорогого решения.
Линия разъема формы
Если вы внимательно рассмотрите любую пластиковую деталь, то увидите так называемую линию разъема. Она будет расположена в месте соединения двух частей пресс-формы.
Это место сопряжения двух полуформ никогда не бывает идеальным, по контуру всегда вытекает немного полимера. По мере старения и износа пресс-формы эта утечка становится все более заметной.
Очень важно выбрать оптимальное место для линии разъема. В идеале она должна размещаться на невидимой части устройства.
Одноместная и многоместная пресс-формы
На определенном этапе производства появляется возможность сокращения времени отливки за счет многоместных пресс-форм (их еще называют многогнездными). Они используются для увеличения скорости производства и снижения себестоимости заготовок.
Многоместные пресс-формы, как понятно из названия, позволяют создавать несколько копий одной детали за счет одной заливки полимера. Только не стоит использовать эти формы на старте, пока процесс не отлажен и еще не созданы идеальные отливки из одноместных форм. Целесообразно выпустить как минимум несколько тысяч единиц изделий до перехода на многоместные формы.
Как правило, предприниматели с ограниченным бюджетом по-максимуму используют свои одноместные формы, если только сам производитель не финансирует изготовление их пресс-форм.
Семейные пресс-формы
В большинстве случаев для каждой отдельной пластиковой детали в составе устройства используется отдельная форма. Для корпуса понадобится как минимум две части: верхняя и нижняя.
Но для большинства продуктов потребуется больше двух деталей из пластика. Пресс-формы очень дороги, а покупка нескольких пресс-форм сразу — это серьезное финансовое препятствие, поэтому нужно стремиться к минимальному количеству пластиковых деталей.
Альтернативный вариант минимизации необходимых пресс-форм — использование специального типа многоместных пресс-форм, так называемых семейных. Семейная пресс-форма позволяет объединить несколько различных деталей в одной отливке.
В то время как типичная многоместная (многознездовая) форма создает несколько копий одной и той же детали, семейная форма создает разные детали.
Звучит хорошо, правда? К сожалению, не всё так просто, за всё приходится платить. Основная проблема с семейными формами заключается в том, что каждая деталь в них должна быть примерно одинакового размера.
В противном случае одна из полостей пресс-формы заполнится расплавленным полимером раньше других. Семейные формы должны проектироваться таким образом, чтобы все полости заполнялись полимером с примерно одинаковой скоростью. Это явно ограничивает возможности их применения. Маловероятно, что все детали корпуса будут сходного размера.
Выбор материалов
Сегодня в нашем распоряжении оказалось невероятное разнообразие полимеров в различными характеристиками. Два самых распространенных полимера в производстве электроники — поликарбонат (ПК / PC) и АБС-пластик (ABS /акрилонитрилбутадиенстирол).
Поликарбонат обладает гораздо более высокой устойчивостью к ударам и на вид кажется более качественным по сравнению с АБС. Однако ПК, конечно, дороже АБС.
Поликарбонат — самый популярный пластик в изделиях более высокого класса, его любят за прочность и эстетичный внешний вид.
Если качество поверхности имеет решающее значение для нового продукта, то лучше остановить свой выбор на ПК. Если же продукт рассчитан на низкую ценовую категорию, то лучше выбрать АБС.
Где работать с пресс-формами?
Где лучше производить пластиковые детали для своего устройства: на родине или в Китае? В большинстве случаев лучше начать работу с местным производителем в своей стране (если только вы не живете в стране, где промышленность развита очень слабо).
Затем, когда объемы превысят 10 тыс. штук, для снижения затрат можно переходить к китайскому производителю.
Китай — это просто идеальный выбор для крупносерийного производства. Только не стоит там затевать первичную разработку и отладку процесса. С местными производителями любые вопросы можно будет решить гораздо проще и быстрее.
Первый запуск и первые ошибки делать на местном уровне, а затем перемещать производство в Китай.
Примечание переводчика: важно учитывать, что перевозка пресс-формы из одной страны в другую (а тем более в Китай из Европы) — это сложная и дорогая затея. Поэтому мы выбираем для своих клиентов местных производителей прототипов, а серию — если она в сумме будет крупная — сразу размещаем в Китае с расчетом на амортизацию формы за несколько итераций производства. Ведь если запустить серийное производство у местных производителей, то и пресс-форма будет местная, а ее перевозка в Китай или создание второй формы в Китае себя не оправдает.
Заключение
Эта статья рассчитана на первое знакомство с особенностями литья под давлением. Но даже эти базовые знания помогут вам осознанно выбрать 3D-дизайнера для своего нового продукта.
Для неспециалиста не так уж важно понимать все нюансы этой технологии, достаточно получить общее представление о возможностях и сложностях серийного производства корпуса для электроники.
Теперь вы сможете задавать правильные вопросы при встрече со специалистами, которые займутся разработкой и производством корпуса вашего нового продукта.
Штамповка деталей из листового металла
Одна из самых распространенных технологий обработки металла – это штамповка. С ее помощью производят детали для всех отраслей народного хозяйства. Использование штамповки позволяет получать из плоского листа детали разных размеров и формы.

Штамповка листового металла
Технология штамповки деталей из металлических листов и ее виды
Обработка деталей из листового металла – это процесс получения деталей необходимой формы и определенного размера. Работа по формированию деталей происходит на специальном оборудовании с применением инструмента под названием штамп.
Говоря о деталях, произведенных из листового металла, надо понимать, что на заготовку оказывается серьезное давление. Технологию штамповки начали применять еще в древние времена. Таким образом, производили орудия для обработки земли, посуду, украшения.

Штамповка деталей из металлических листов
В наши дни эта технология широко применяется при производстве деталей из листового металла, обладающих разными размерами и формой. Такой вид обработки широко применяется в автомобиле строении при производстве кузовных деталей.
Холодная и горячая листовая штамповка
Получение деталей из листового металла может быть выполнено в холодном или горячем виде.
Холодная штамповка
Применение холодной обработки давлением считают наиболее эффективным способом обработки листового металла. Применение такого способа выполняют в тех случаях, когда нет необходимости в дальнейшей механической обработке, например, резанием. Такой метод получения деталей применяют чаще всего при изготовлении автомобильных деталей, элементов конструкции авиационной техники и ряда других.
Использование метода холодной обработки металла давлением позволяет осуществить существенную экономию листового металла, разумеется, при грамотном раскрое листа и правильно изготовленной штамповой оснастки. Наибольшую эффективность штамповка показывает в крупносерийном и массовом производстве.
Такой способ показывает наибольшую эффективность при работе с такими сталями, как углеродистые и легированные. Кроме того, штамповкой получают детали из многих цветных металлов, например, медных или алюминиевых сплавов.

Холодная штамповка листового металла
Кроме листовых металлов, метод листовой штамповки допустимо использовать и при получении деталей из резины, картона и многих полимеров.
Кстати, такая обработка металла улучшает его прочностные параметры.
Горячая штамповка
Этот метод обработки листового металла применяют при производстве деталей котельных установок и некоторых деталей, используемых в корабельном деле. Для таких деталей применяют стальные листы толщиной в 3 – 4 мм.
Технологические операции применяемые в горячей штамповке во многом схожи с теми, которые применяют в холодной обработке листового металла. Инженеры, разрабатывающие технологии обработки листового металла должны учитывать то, что детали должны быть разогреты до определенной температуры. Соответственно должны быть учтены такие явления как утяжка листового металла, при выполнении отверстий, гибке и ряда других. Кроме того, при остывании деталей необходимо помнить и о возникающем короблении.

Горячая штамповка листового металла
Все это приводит к тому, что изменяются размеры допусков, на размеры получаемых из металла деталей.
Перед обработкой на прессовом оборудовании заготовки из металла проходят нагрев в печах различного типа, например, электрических или газопламенных.
Резка
Операция, в ходе которой происходит отделение части листового металла, от тела будущей детали называют резкой. Эту операцию применяют для изготовления и готовых деталей, и при выполнении раскроя листового металла на полосы заданных размеров. При выполнении этой операции необходимо обеспечить максимальное количество готовых деталей, таким образом, количество отходов будет минимизировано.

Газокислородная резка металла
Эффективность раскроя определяет коэффициент использования листа. Его рассчитывают как отношение площади полученных деталей к площади целого листа.
Для этой операции применяют разное оборудование, в том числе вибрационные, дисковые, гильотинные и другие виды прессового оборудования.
Вырубка
Так называют технологическую операцию по получении заготовки с замкнутым контуром.

Вырубка листового металла
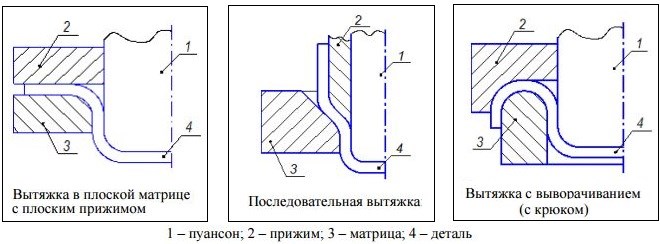
Вытяжка
Операция в результате которой заготовку выполненную в плоском виде трансформируют в пространственную. Вытяжку используют при изготовлении деталей разной формы и цилиндрические, и конусные, и коробчатые.

Ротационная вытяжка металла
Для вытяжки применяют штамповую оснастку, которая состоит из пуансона, который втягивает листовой металл в отверстие расположенное в матрице.
Гибка
Эта операция позволяет получать из листовой заготовки детали с требуемой формой изгиба.

Пробивка
Эту операцию применяют при необходимости получения отверстий определенной формы.

Координатная пробивка и ее недостатки
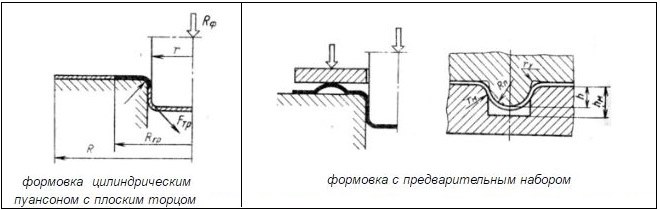
Рельефная формовка
Так называют операцию, которая позволяет изменять форму в каком-то определенном месте, но при этом сохраняется внешний контур детали.

Рельефная формовка листового металла
Как пример можно привести производство ребер жесткости.
Оборудование и инструменты
Оборудование, которое необходимо для выполнения штамповки включает в свой состав – прессы, а в качестве рабочего инструмента применяют штампы.
Как правило, в цехах, где выполняют штамповку применяют пресса двух типов – механические и гидравлические. В станках первого типа, для выполнения операции используют энергию падающего шатуна, в оборудовании второго типа, для обеспечения необходимой нагрузки используют гидравлическую машину, которая создает усилие на штамповочном узле.
К механическим станкам относят и такие как кривошипно-шатунные, винтовые, гильотинные, комбинированные и некоторые другие.

Усилие, которое будет направлено на формование детали, в зависимости от модели пресса может составлять несколько килограмм (настольные прессы, пневматического действия), а может несколько сотен тонн, например, пресс марки КА9536. Его усилие составляет 400 тонн, дина хода шатуна составляет 250 мм, а максимальный размер штамповой оснастки составляет 1000 на 1000 мм в плане.
На территории нашей страны действует ГОСТ 6809-87. Он определяет технические параметры для прессового оборудования, применяемого в горячей штамповке.

Станок для штамповки листового металла должен быть установлен на отдельный фундамент, который не связан с основным фундаментом здания, в котором размещаю штамповочный цех.
Прессовое оборудование может быть использовано в производствах по крупносерийному или массовому изготовлению деталей.
Прессы, практически всех типов имеют два режима работы, ручной и автоматический. Последний, позволяет встраивать их в линии по производству сложных деталей.
Например, при изготовлении кузовных автомобильных деталей, в одной линии размещено несколько прессов. На каждом из них установлены индивидуальные штампы, последовательное использование которых позволяет получать из листа готовую деталь, например, крышку багажного отделения или дверь.
Точность обработки на таком оборудовании позволяет запускать полученные детали в дальнейшее производство без использования промежуточных операций, связанных с механической обработкой.
Принцип работы и устройство прессов различных типов
Прессовое оборудование механического типа может использовать в своей работе энергию сжатого воздуха. Для этого в штамповочных цехах применяют линии подачи сжатого воздуха. Рабочее давление в них составляет 8 – 12 атм. Станки этого типа оснащают системами очистки воздуха от воды и следов масел.

Прессовое оборудование механического типа
Сжатый воздух, принимает участие в раскрутке маховика, который поднимает шатун в верхнее положение. Нажимая на педаль или кнопки управления прессом, оператор открывает муфту, воздух выходит из системы и шатун под своим весом устремляется вниз.
Гидравлические прессы
Гидравлический пресс, представляет собой набор деталей, включающий в свой состав:
- емкость для хранения масла;
- насосную станцию, предназначенную для создания необходимого давления на шток пресса;
- систему фильтров, отделяющих от рабочей жидкости воду и твердые частицы.

Гидравлические прессы для листового металла
Все прессы включают в состав своей конструкции шкафы управления, выносные пульты, с которыми непосредственно работает оператор пресса.
Радиально ковочный аппарат
Основное предназначение аппарата этого типа – это получение заготовок для валов определенной формы и размера.

Радиусная гибка листа
Чаще всего на оборудовании этого типа производят заготовки с диаметром порядка 150 мм и длиной до 1200 мм.
Электромагнитный пресс
Прессы этого типа появились относительно недавно. В качестве источника энергии для получения деталей заданной формы используют сердечник, который является частью электромагнита.

Электромагнитный пресс для листового металла
Именно он перемещает ползун, на котором установлена верхняя часть штампа, а возвращают его в исходное положение возвратные пружины. Эти станки показывают высокую производительность. Чаще всего применяют электромагнитные прессы с длиной хода в 10 мм, а усилие на штампе составляет 2,5 тонны.
Инструмент для штамповки
Для обработки деталей при помощи штамповки применяют инструмент под названием штамп.

Штамп для листового металла
Он состоит из двух частей, верхняя закрепляется на подвижном ползуне, нижняя на неподвижном столе, который является неотъемлемой частью станины.
Для производства штампов применяют инструментальные стали типа У8, ХВГ и некоторых других.
Штамповка листового металла (горячая и холодная): виды, оборудование
Штамповка деталей из листового металла сегодня является очень распространенной технологией, по которой производят изделия практически для всех отраслей промышленности. Благодаря применению такой технологии из плоского металлического листа можно получать как миниатюрные, так и габаритные детали даже сложной геометрической формы.
Листовые заготовки, изготовленные на координатно-револьверном прессе
Что собой представляет листовая штамповка
Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Использовать такую операцию (правда, в значительно упрощенном виде) начали еще наши далекие предки. Именно при помощи воздействия на металл давлением они изготавливали сельскохозяйственные орудия, оружие, предметы домашнего обихода и различные украшения.

Современный пресс для штамповки кузовных деталей
Активное развитие штамповка как технология производства изделий из листового металла получила в конце XIX века. Именно в тот период (начиная с 1850-х годов) данная технология активно совершенствовалась, а для ее реализации специалисты создали мощное оборудование. Штампованные детали, которые в то время можно было уже производить серийно, отличались достойным качеством и обладали хорошими эксплуатационными характеристиками.
На совершенно новый уровень развития как горячая, так и холодная штамповка вышла уже в начале XX века. Именно благодаря совершенствованию технологии штамповки листового металла стал возможен серийный выпуск автомобилей, для которых с помощью данного метода производились кузовные детали. Начиная с 1930-х годов данную технологию начали активно применять предприятия, работающие в авиа- и судостроительной отрасли, а чуть позже (спустя всего пару десятков лет) при помощи штамповки стали производить детали космических аппаратов.
Высокая популярность, которую штамповка завоевала за относительно долгий период своего развития, объясняется возможностями:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).

Холодная штамповка на гидравлическом прессе
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне. Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Горячая и холодная штамповка часто используется в качестве подготовительной операции. Например, по таким технологиям производят детали, которые затем обрабатываются другими методами – сваркой, резкой и др.
Особенности технологии
В качестве исходного сырья для штамповки может выступать металлический лист, стальная полоса или тонкая лента. Наибольшее распространение по целому ряду причин получила холодная листовая штамповка. Технологию горячей штамповки применяют в тех случаях, когда мощности используемого оборудования не хватает для деформирования металла в холодном состоянии или когда обработке необходимо подвергнуть деталь из металла, отличающегося невысокой пластичностью. Как правило, по технологии горячей штамповки выполняют обработку листовых заготовок, толщина которых не превышает 5 мм.
В зависимости от того, что в процессе выполнения штамповки необходимо сделать с листовым металлом, различают разделительные и формоизменяющие технологические операции. В результате выполнения первых от заготовки отделяется часть металла, что может происходить по прямым или кривым линиям, а также по определенному контуру. Отделение металла в таких случаях происходит из-за сдвига его частей относительно друг друга.
Существует целый ряд разделительных штамповочных операций, для выполнения которых используется пресс, оснащенный специальным инструментом.
В процессе резки части металлической детали отделяются друг от друга по прямой или фигурной линии. Пресс, при помощи которого выполняется такая операция, правильнее называть ножницами, которые могут быть дисковыми, вибрационными или гильотинными. При помощи резки получают готовые к дальнейшей эксплуатации изделия или формируют заготовки для их дальнейшей обработки другими методами.
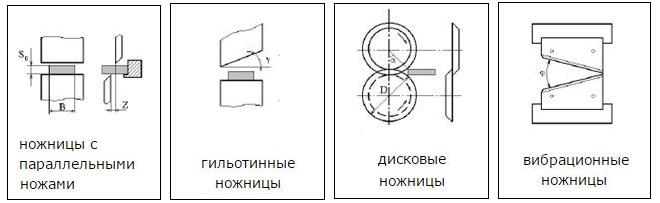
Схемы резки листового металла ножницами
Эта операция используется для того, чтобы сформировать в листовой заготовке отверстия различной конфигурации.
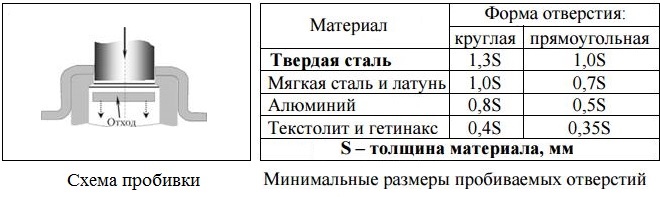
В процессе пробивки часть материала удаляется в отход
При помощи вырубки из металлической детали формируют готовое изделие с замкнутым контуром.
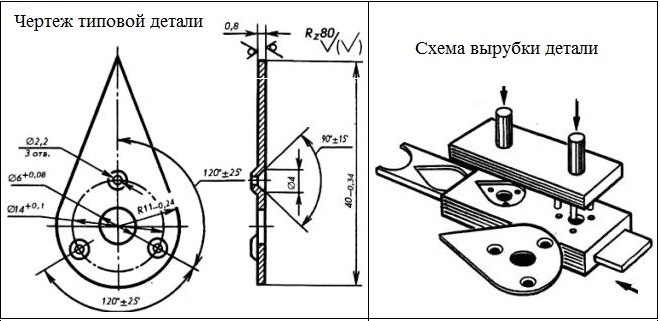
Пример детали, изготовляемой из полосы вырубкой
Формоизменяющие штамповочные операции в полном соответствии со своим названием используются для того, чтобы без механического разрушения изменить форму листовой металлической заготовки, а также ее размеры.
Это технологическая операция штамповки листового металла, в результате выполнения которой вокруг отверстий в металлической заготовке, а также по ее контуру формируются бортики требуемых размеров и формы. Чаще всего отбортовке подвергают концы труб, на которых впоследствии планируется фиксировать фланцы.
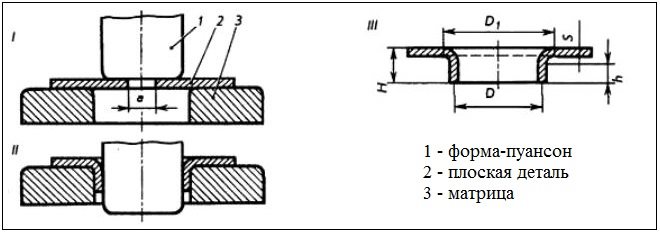
Схема отбортовки детали вокруг заранее пробитого отверстия
Это по-настоящему объемная штамповка, целью которой является получение из плоского металлического листа полых пространственных изделий. При помощи такой технологической операции можно изготавливать предметы коробчатой, полусферической, цилиндрической, конической и других форм.
Инструментальные способы вытяжки
Данная операция выполняется при помощи матрицы конического типа. Целью обжима является сужение торцов полых деталей, изготовленных из листового металла.
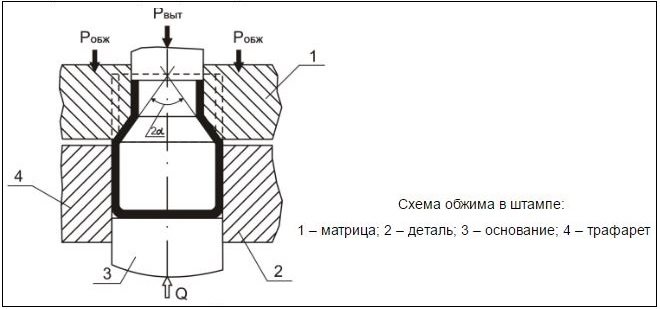
При обжиме конец заготовки вталкивается в воронкообразное отверстие матрицы
При помощи такой технологической операции штамповки заготовкам из листового металла придают требуемый изгиб.
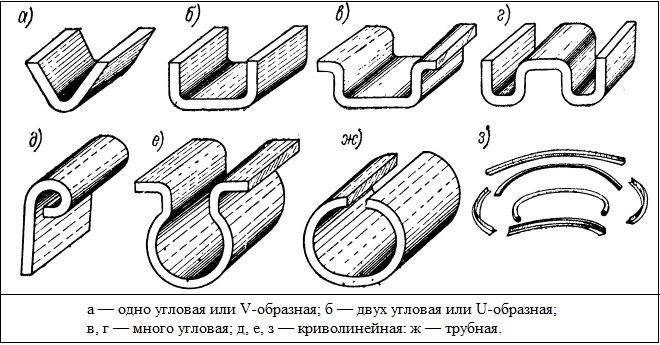
Гибка позволяет получать детали разнообразных форм, в зависимости от которых различают типы гибки
Это такое изменение формы и размеров локальных участков заготовки, при котором внешний контур изделия остается неизменным.
Обработке по технологии холодной штамповки могут подвергаться не только листы из углеродистых и легированных сталей, но также детали из меди, алюминия и их сплавов. Более того, используя пресс и соответствующие штампы листовой штамповки, можно выполнять обработку таких материалов, как кожа, картон, резина, полимерные сплавы.

Производственный цех, в котором ведется процесс листовой штамповки
Следует иметь в виду, что выполнение холодной штамповки листового металла сопровождается увеличением его прочностных показателей.
Выбирая пресс для выполнения такой технологической операции, а также занимаясь проектированием штампов листовой штамповки, следует учитывать целый ряд параметров исходного сырья. Только так можно обеспечить высокое качество готовых изделий. К таким параметрам, в частности, относятся:
- электрическая и магнитная проводимость материала, который будет подвергаться обработке;
- твердость и механическая прочность металла;
- масса заготовки;
- ударная вязкость, которой обладает обрабатываемый металл;
- теплопроводность металла, а также его теплостойкость;
- степень устойчивости металла к коррозии и его износостойкость, что будет оказывать влияние на долговечность, которой будет обладать штампованный лист.
Оборудование, инструменты и приспособления
Для штамповки деталей, изготовленных из листового металла, необходимы пресс и сам рабочий орган такого оборудования – штамп. В свою очередь рабочими органами штампа, элементы конструкции которого изготавливаются из инструментальных сталей, являются матрица и пуансон. Деформирование обрабатываемого листа как раз и осуществляется матрицей и пуансоном, а происходит это в тот момент, когда они сближаются друг с другом.
В процессе обработки двигается только верхняя часть штампа, которая фиксируется на ползуне пресса. Нижняя часть рабочего инструмента, являющаяся неподвижной, устанавливается на рабочем столе оборудования. В отдельных случаях, когда штамповке подвергают не листовую сталь, а более мягкий материал, рабочие элементы штампа могут изготавливаться из древесины или полимерных сплавов.
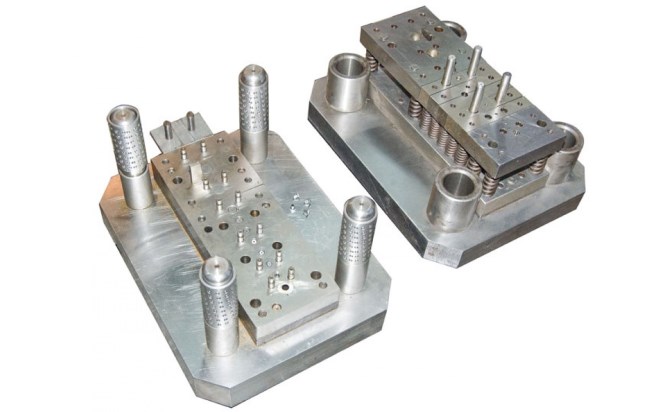
Штамповая оснастка для вырубки
Когда методом штамповки необходимо изготовить крупногабаритную единичную деталь, нередко используют не пресс, а несложное приспособление, состоящее из бетонной или чугунной матрицы и контейнера, наполненного жидкостью, в качестве которой выступает вода. Обрабатываемый металлический лист укладывают на матрицу, а жидкий пуансон располагают над ним.
Чтобы создать в жидкости давление, которое деформирует лист металла по форме матрицы, в ней подрывают пороховой заряд или создают электрический разряд требуемой мощности. Для выполнения такой технологической операции, как резка, используют не пресс, как уже говорилось выше, а ножницы, отдавая предпочтение моделям вибрационного типа.
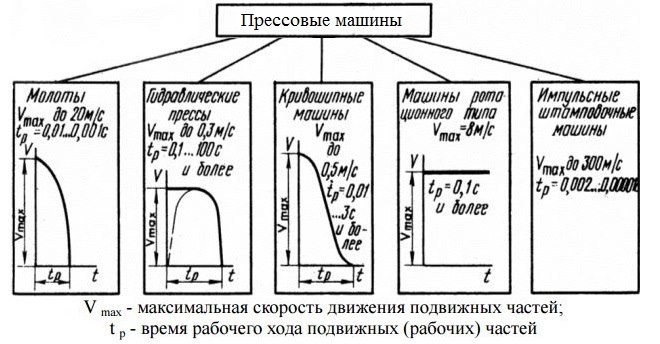
Классификация прессовых машин по кинематической схеме
Собираясь выполнить штамповку изделия из листового металла, следует уделить особое внимание выбору пресса. Чаще всего в качестве такого оборудования выбирают устройства кривошипного типа, которые могут быть оснащены одним, двумя или четырьмя кривошипными механизмами. Принцип работы этого устройства достаточно прост и заключается в следующем.
- Приводной электродвигатель передает движение на кривошипный вал через кинематическую цепочку, состоящую из клиноременной передачи и фрикционной муфты.
- Чтобы сообщить движение ползуну кривошипного механизма, используется шатун, длина которого может регулироваться.
- Чтобы запустить рабочий ход пресса, используют ножную педаль.
Штамповочное оборудование, которое применяется для изготовления изделий сложной конфигурации, может быть оснащено не одним, а несколькими ползунами.
Читайте также: