При опиливании металла используется
Обновлено: 05.10.2024
Опиливанием называют обработку металла режущим инструментом – напильником, с помощью которого с поверхности заготовки снимают слой металла с тем, чтобы придать ей необходимые размеры, заданную форму и требуемые точность (10- 12 квалитет) и шероховатость поверхности (Ra — 1,25 ÷ 2,5 мкм). Опиливание применяют, как правило, после рубки или резки для отделки поверхности обрабатываемой детали и придания ей более точных размеров. Опиливание применяют также для пригонки деталей при сборке. В слесарном деле опиливанию подвергают наружные плоские и криволинейные поверхности, наружные или внутренние, сложные фасонные поверхности, углубления, отверстия, пазы и выступы.
Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное), выполняемые различными напильниками. Напильник подбирают в зависимости от заданной точности обработки, шероховатости поверхности и величины припуска, оставляемого на опиливание.
Поверхности различных деталей, которые по своим размерам и конфигурации не могут быть обработаны на металлорежущих станках или опилены обычными напильниками, обрабатывают рихтовочными напильниками. Ими обрабатывают также детали из цветных металлов и низкоуглеродистой стали. С помощью рихтовочных напильников хорошо снимаются грубые риски.
Для механизации работ по опиливанию широко применяют электрические или пневматические машинки, в патроне которых укрепляют специальные напильники (борнапильники) или абразивные головки, а также опиловочные станки.
Напильники
Напильники (рис. 1) изготовляют из инструментальной и углеродистой сталей марок У13 или У13А или легированной хромистой стали ШХ15.
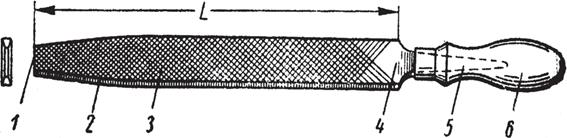
Рис. 1. Элементы напильника:1 — нос; 2 — ребро; 3 — грань; 4 — пятка; 5 — хвостовик; 6 — ручка; L — длина
После насечки зубьев напильники подвергают термообработке. Твердость и острота зубьев напильника должна обеспечивать сцепляемость с поверхностью твердостью 54 HRC.
Длиной напильника считается только длина его насеченной части. Напильники изготовляют длиной от 100 до 400 мм.
Насечка напильников бывает простой (одинарной, рис. 2, а), перекрестной (двойной, рис. 2, б) и рашпильной (рис. 2, в).

Рис. 2. Виды насечек:а — одинарная; б — двойная (перекрестная); в — рашпильная
Напильники общего применения для облегчения дробления стружки выполняются с двойной насечкой, при этом основная насечка располагается под углом λ=25°, а вспомогательная под углом ω=45° (рис. 3).

Рис. 3. Напильники с насечкой для дробления стружки
Зубья напильника имеют форму клина с углом заострения β, задним углом α, передним углом γ и углом резания δ (рис. 4). Передним углом γ называется угол между передней поверхностью зуба и плоскостью, проходящей через его вершину перпендикулярно оси напильника. Этот угол колеблется в пределах от +10 до -16°.
Угол заострения β образуется между передней и задней поверхностями зуба напильника.
Задним углом α называется угол, образующийся между задней поверхностью зуба и плоскостью опиливаемой заготовки.
Угол резания δ образуется между передней поверхностью зуба и плоскостью опиливаемой заготовки.
Практикой слесарной обработки установлены следующие значения углов зубьев напильника:
· а) для напильников с насеченными зубьями (рис. 4, а): γ – отрицательный до -16°, β=70°, α=30°, δ=106°;
· б) для напильников с фрезерованными и шлифованными зубьями (рис. 4, б): γ=2–10°, β=60–65°, α=20–25°, δ=80–88°.
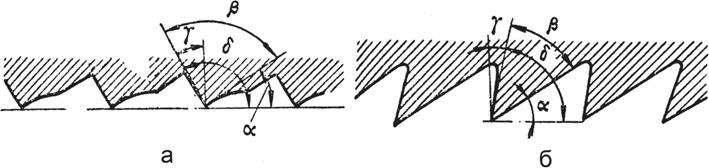
Рис. 4. Геометрия зубьев напильника:а — насеченные зубья; б — фрезерованные и шлифованные зубья
Зубья рашпильной насечки образуются выдавливанием металла заготовки рашпиля насекательными зубилами со специальной формой заточки. Каждый зуб рашпильной насечки смещен относительно расположенного впереди зуба на половину шага. Это уменьшает глубину канавок, образующихся на поверхности опиливаемой заготовки, и облегчает процесс резания. Напильники с такой насечкой применяются для опиливания мягких материалов (дерево, каучук, резина, кость, рог и др.).
По своему назначению напильники разделяются на:
1. слесарные общего назначения;
4. машинные (для опиловочных станков);
5. вращающиеся (дисковые и головки);
После обработки на станках и при ремонте приходится опиливать заготовки, плоскости станин, плит, стоек, пазы, выступы, подгонять шпонки, снимать фаски, зачищать заусенцы, забоины и т.п.
Опиливание подразделяется на предварительное и окончательное (отделочное). Выполняется опиливание различными по назначению, размерам и форме напильниками.
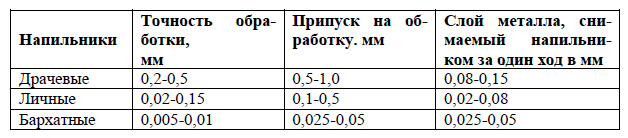
Опиливанием снимают слой металла в пределах от 0,05 до 1 мм. Точность этого вида обработки (табл. 1) зависит прежде всего от квалификации слесаря.
Таблица 1. Точность обработки при опиливании напильниками
Припуск на обработку, мм
Точность обработки, мм
Выбор напильников
Величину насечки напильника выбирают в зависимости от толщины снимаемого слоя, требуемой чистоты поверхности и точности обработки. При выборе слесарных напильников общего назначения можно руководствоваться данными, приведенными ниже.
Напильники с рашпильной насечкой применяют для обработки дерева, кожи, каучука, резины, кости и т.п. Рашпилями опиливают баббиты, свинец, цинк и другие материалы. Делят их на два класса. Рашпили с более мелкой насечкой можно использовать для чистовой обработки (где не требуется высокое качество чистоты поверхности).
Напильники с одинарной насечкой применяют для обработки мягких металлов (латуни, цинка, баббита, свинца и т.д.), а также для обработки дерева.
Напильники с двойной насечкой применяют для обработки стали и чугуна.
Мягкие металлы не рекомендуют опиливать личными или бархатными напильниками, так как зубья их быстро забиваются стружкой и перестают резать.
Бархатные с мелкой и очень мелкой насечкой применяют для подгонки деталей, отделки, доводки и шлифования поверхностей.
Бархатными напильниками придают высокую чистоту обрабатываемой поверхности. После них на поверхности не остается никаких видимых на глаз и ощутимых руками штрихов.
Драчевые и личные напильники стандартного типа, т.е. с углом основной (нижней) насечки λ=25° и вспомогательной (верхней) ω=45° (рис. 1, г), следует применять для обработки стали средней твердости, а также в тех случаях, когда приходится опиливать детали из разных материалов.
Драчевые напильники применяют для грубого опиливания, когда надо снять большой слой металла (до 1 мм). За один рабочий ход драчевым напильником можно снять слой толщиной 0,08–0,15 мм.
Личные напильники используют для точной обработки со съемом слоя металла не более 0,1 мм. За один рабочий ход такими напильниками снимают слой металла толщиной до 0,03 мм.
Напильники-брусовки изготовляют одного класса (драчевые с очень крупной насечкой для самого грубого опиливания).
Надфили делят на шесть номеров. Первый номер имеет 25 насечек, шестой — 80 насечек на 1 см длины. Используют их при опиливании очень точных и мелких изделий, а также мест, не доступных для обычных напильников, при изготовлении инструментов и при обработке штампов.
Рубка, резание и опиливание при слесарных работах
Рубка — слесарная операция, при выполнении которой с помощью зубила и слесарного молотка либо удаляется с поверхности заготовки слой металла, либо заготовка разрубается на части. Рубку применяют в тех случаях, когда станочная обработка нерациональна или трудновыполнима.

Рубка, как правило, является подготовительной операцией. Точность обработки с помощью рубки не превышает ±0,5 мм. Рубку проводят в тисках. Заготовки из листового материала рубят на части на плите. При рубке заготовок из вязких металлов рабочую кромку зубила следует смачивать индустриальным маслом. Заготовки из хрупких металлов (чугуна, бронзы) рубят от края к середине.
Для облегчения и ускорения рубки широких поверхностей предварительно прорубают канавки крейцмейселем, а затем срубают зубилом оставшийся между канавками металл. Толстые заготовки надрубают с обеих сторон, а затем ломают.
Ударным инструментом при рубке служат ручные слесарные, пневматические или электрические молотки, а режущим — зубила, крейцмейсели, бородки, выколотки. Производительность механизированной рубки возрастает в 4–5 раз по сравнению с ручной. При выборе слесарного молотка учитывают ширину лезвия зубила: на 1 мм ширины лезвия зубила должно приходиться 30…40 г массы молотка, а для крейцмейселя — 80 г. Углы заострения у зубил и крейцмейселей должны быть следующие, °:
Чугун, твердая сталь, бронза — 70
Сталь мягкая и средней твердости — 60
Латунь, медь, титановые сплавы — 45
Алюминиевые сплавы — 35
На монтажной площадке при установке оборудования на фундаменты осуществляют рубку бетонных поверхностей фундаментов и металлических поверхностей подкладок после газовой резки.
Резка — слесарная операция разделения заготовок из листового и профильного материала и труб на части. В зависимости от размера, формы и материала заготовок резку осуществляют с помощью ручного или механизированного инструмента: ножниц, острогубцев, ручных ножовок, труборезов. Различают резку металла со снятием стружки и без нее.
Ручными ножницами осуществляют резку заготовки из тонкого листового и полосового материала (толщиной 0,5…1,0 мм из стали и толщиной до 1,5 мм из цветных металлов). Для резки по прямой линии и окружности большого радиуса используют ножницы с прямыми лезвиями, а для вырезки фигурных профилей с малыми радиусами — ножницы с криволинейными лезвиями.
Режущие кромки ножниц сдвигаются одна относительно другой постепенно. Кромки ножниц в шарнирном соединении должны плотно прилегать друг к другу и иметь легкий ход. При тугом ходе возникает большое трение, вызывающие излишние усилия в работе и быстрое изнашивание режущих кромок. При большом зазоре между режущими кромками разрезаемый материал будет сминаться и заклиниваться. Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони, мизинец помещается между рукоятками ножниц. Удерживая лист левой рукой, подают его между режущими кромками, направляя верхнее лезвие точно посередине разметочной линии, которая должна быть видна при резке.
При резке по прямой линии следует применять левые ножницы и соизмерять величину раскрытия их настолько, чтобы они могли захватить лист на длину не более 30 мм по прямой риске. При резке по наружным фигурным контурам лист поворачивают так, чтобы ножницы не закрывали линию резки.
Заготовки режут также ручными ножницами с зажатием одной рукоятки в тисках. Этот прием используют при резке заготовок толщиной до 1,2 мм по прямой линии. Для резки заготовок из листового материала толщиной до 2,0 мм применяют рычажные ножницы. Острогубцами (торцовыми кусачками) режут проволоку диаметром до 5 мм. Перед резкой ее правят, протягивая вокруг круглой оправки. Проволоку помещают между лезвиями так, чтобы она располагалась перпендикулярно к ним. Угол заострения режущих кромок выбирают в зависимости от твердости разрезаемого материала; обычно он равен 55…60°.
Ручные ножовки применяют для резки толстых листов, профильного проката и труб. Ручной ножовкой прорезают шлицы, пазы, обрезают и вырезают заготовки по контуру. Заготовку зажимают в слесарных тисках, размечают; при необходимости трехгранным напильником дают пропил по риске и выполняют резку. Трубы зажимают в специальном трубожиме, закрепленном на верстаке. Место реза должно быть как можно ближе к прижиму.
Для резки ручную ножовку необходимо правильно закреплять и иметь отработанную координацию движений. Движения при работе ножовкой должны быть плавными, без рывков и с таким размахом, чтобы в резке участвовали все зубья полотна. Скорость движений при резке ножовкой должна составлять 30…60 ходов в минуту.
Заканчивая резку, следует ослабить нажим на ножовку, уменьшить скорость движений, чтобы избежать поломки полотна. Полотна ручных ножовок с шагом 0,8…1,0 мм используют для резки тонкостенных труб и листового материала; с шагом 1,25 мм — для резки профильного проката; с шагом 1,6 мм — во всех остальных случаях резки. Перед работой полотно смазывают густой смазкой или индустриальным маслом.
Для резки труб кроме ручной слесарной ножовки применяют ручной труборез, у которого режущими частями являются стальные диски-ролики. Трубу зажимают в прижиме, надевают на труборез и, вращая рукоятку трубореза вокруг своей оси, доводят подвижный ролик трубореза до соприкосновения со стенкой трубы. За рукоятку труборез поворачивают вокруг трубы на один оборот, проверяют соответствие разметки и прорезанной линии, затем вращают труборез вокруг трубы до тех пор, пока ее стенки не будут прорезаны.
При больших объемах резки листового материала по прямолинейному и фигурному профилям с толщиной разрезаемого листа 2,5…4,8 мм используют ручные пневматические и электрические ножницы. Различают ножевые и прорезные ножницы. У ножевых ножниц один нож подвижный, другой неподвижный, а у прорезных ножниц материал последовательно просекается пуансоном.
Опиливание — слесарная операция, при которой с поверхности заготовки снимают слой материала с помощью напильника или надфиля. Опиливанием придают детали требуемую форму и размеры, пригоняют сопрягаемые поверхности по месту. Различают опиливание грубое, когда снимают слой металла толщиной до 1,0 мм, и тонкое, когда слой снимаемого металла не превышает 0,3 мм. Опиливанием обрабатывают плоские и криволинейные поверхности, пазы, канавки, отверстия различной формы и т.д. Точность, достигаемая при опиливании напильниками различных типов, приведена в табл. 3.
Напильник — это многолезвийный режущий инструмент. По числу зубьев на 1 см длины различают напильники шести номеров: 0; 1 — драчевые; 2; 3 — личны’е; 4 и 5 — бархатные. Драчевые напильники применяют для чернового опиливания, бархатные — для доводки поверхности.
При опиливании заготовку зажимают в тисках так, чтобы опиливаемая поверхность выступала над уровнем губок на 8…10 мм. Для предохранения заготовки от вмятин при зажиме на губки тисков надевают нагубники из мягкого материала. Опиливание начинают с проверки припуска на обработку, который должен обеспечить изготовление детали по размерам, указанным на чертеже. В зависимости от требования к параметрам шероховатости поверхности опиливание осуществляют драчевым, личны’м или бархатным напильником. Для получения правильно опиленной прямолинейной поверхности опиливание ведут в перекрестных направлениях под углом 30…40° к боковым сторонам заготовки.
Напильник не следует выводить на углы заготовки, так как уменьшается площадь опоры напильника, снимается большой слой металла — образуется «завал» края обрабатываемой поверхности. Образованию завалов способствует изгиб заготовки. Отклонение от плоскостности поверхности проверяют лекальной линейкой на просвет, накладывая ее в различных направлениях. Для улучшения условий опиливания, исключения завалов и т.п. применяют специальные приспособления: опиловочные призмы, универсальные наметки, кондукторы.
При обработке плоских поверхностей, расположенных под углом 90°, сначала опиливают поверхность, принимаемую за базу, затем — поверхность, перпендикулярную к базе. Контроль осуществляют по внутреннему углу угольника.
Выпуклые криволинейные поверхности обрабатывают с покачиванием напильника: в начале перемещения напильника его носок касается заготовки, а ручка опущена; по мере продвижения напильника носок опускается, а ручка приподнимается; при обратном ходе движения напильника противоположны.
Таблица 3. Достигаемая точность (мм) при опиливании
снимаемого за одно
Вогнутые криволинейные поверхности в зависимости от радиуса кривизны обрабатывают круглыми или полукруглыми напильниками. Напильник совершает сложное движение — вперед и в сторону с поворотом вокруг своей оси. Распиливание отверстий различной формы начинают с разметки и выполняют напильниками соответствующей конфигурации.
Одним из основных условий высококачественной обработки является правильный выбор напильников. Их выбирают по профилю сечения в зависимости от формы обрабатываемого отверстия: для квадратных отверстий — квадратные; для прямоугольных отверстий — плоские и квадратные; для трехгранных отверстий — трехгранные, ромбические и полукруглые; для шестигранных отверстий — трехгранные и квадратные. Напильники должны иметь ширину рабочей части не более 0,6…0,7 размера стороны или диаметра отверстия; длина напильника определяется размером опиливаемой поверхности плюс 200 мм.
Для обработки отверстий с криволинейными контурами применяют круглые и полукруглые напильники, у которых радиус закругления меньше радиуса закругления обрабатываемой поверхности. Надфили предназначены для обработки труднодоступных и узких мест. Контроль осуществляют штангенциркулем или специальными шаблонами.
Взаимная пригонка опиливанием двух деталей, сопрягающихся без зазора с большой точностью, называется припасовкой. Припасовка выполняется как окончательная операция при обработке деталей шарнирных соединений и чаще всего при изготовлении различных шаблонов. Для припасовки используют напильники и надфили с мелкой насечкой.
От стружки напильники и надфили очищают стальной щеткой, а сильно загрязненные опускают в 10 %7ный раствор серной кислоты на 10…12 мин, затем промывают в воде и очищают стальной щеткой. Стойкость слесарных напильников общего назначения при опиливании заготовок из стали составляет в среднем 100 ч, при опиливании заготовок из цветных металлов 140 ч.
Опиливание металла

Опиливание металла не имеет отношения к разделению какой-либо заготовки или детали на части. Эта операция является одним из этапов обработки, когда необходимо задать определенную форму или шероховатость.
Опиливание часто производится вручную при помощи разного рода напильников, но также возможна и механизированная обработка. В нашей статье мы расскажем, как осуществляется опиливание металла, разберем инструменты и правила безопасности этого процесса.
Виды опиловочных работ
Опиливание представляет собой операцию, выполнение которой требует снятия с заготовки припуска (верхнего слоя металла). Оно осуществляется с помощью напильника – специального режущего инструмента. Основной задачей опиливания выступает создание необходимых параметров (габаритов, размеров, шероховатости верхнего слоя).
Некоторые виды опиливания зарекомендовали себя как наиболее часто используемые. Среди них стоит отметить: опиливание отверстий, выступов, пазов и углублений; опиливание сложных или фасонных, внутренних угловых и наружных поверхностей; опиливание криволинейных и плоских поверхностей.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Также все разновидности опиливания делятся на два этапа – черновой (предварительный) и чистовой (окончательный, отделочный).
Благодаря напильнику отклонение от заявленных размеров будет минимальным – от 0,05 до 0,01 мм. Припуски тоже будут микроскопическими – в районе 0,05–0,025 мм.
Виды инструментов для опиливания металла
Инструменты для опиливания металла могут иметь простую, перекрестную, дуговую либо точечную насечку.

Рассмотрим их более подробно:
- Напильник с простой (одинарной) насечкой сделан для того, чтобы опиливать мягкие материалы. Они могут являться как металлическими (сплав из свинца, алюминия, латуни, цинка и т. д.), так и неметаллическими (дерево). Одинарная насечка помогает снимать широкую стружку.
- Напильник с перекрестной насечкой, которую также называют двойной, создан для опиливания твердых материалов (чугуна, стали). Принцип его действия достаточно прост. Предварительно основной инструмент для формирования рельефа насекается под углом 25°, а вспомогательный – под углом 45°. В процессе опиливания основная насечка будет снимать слой стружки, вспомогательная раздробит эту стружку.
Также стоит учитывать шаг насечек. Шагом называют расстояние между располагающимися рядом зубьями.
У вспомогательной насечки расстояние будет меньше, чем у основной. Из-за данной особенности зубья располагаются по прямой, составляющей с осью напильника 5°, и при любом движении частично перекрывают друг друга.
В результате обрабатываемая поверхность получится не настолько шероховатой и грязной, как могла бы.
- Дуговая насечка выходит после фрезерования. Свое название она получила благодаря дугообразной форме, которая обеспечивает высокое качество обработки и отличную производительность. Также хорошему опиливанию способствуют большие углубления между рядом расположенными зубьями. Напильники с такой разновидностью насечек используют в процессе обработки мягких металлов, среди которых дюралюминий и медь.
- Точечная (рашпильная) насечка делает размещение стружки более удобным. Ее получают путем вдавливания металла особыми трехгранными зубилами. В результате выходят выемки, расположенные в шахматном порядке.
Опиливание металла также осуществляют напильниками, классифицируемыми по назначению. Среди них выделяют инструменты специального и общего назначения, машинные напильники, надфили и рашпили.
Если говорить о напильниках специального назначения, то к ним относятся следующие разновидности:
- тарированные – созданные для определения твердости;
- пазовые – предназначенные для качественной обработки узких пазов;
- алмазные – участвующие в доводке и заточке режущих инструментов;
- для обработки деталей, состоящих из неметаллических материалов и изделий из легких сплавов;
- квадратные и плоские – имеющие фрезерованные зубья для опиливания цветных металлов и чугуна;
- плоскопараллельные с прямоугольными сечениями, которые принято использовать в отделочных работах на металлорежущих станках.

Общеслесарные работы осуществляются инструментами общего назначения. Длина бруска может составлять: 10; 12,5; 15; 20; 25; 30; 35 и 40 см. Внутри этой категории инструменты для опиливания металла могут иметь разные формы и габариты насечки.
По форме бруска следует выделять:
- плоские напильники;
- плоские остроносые напильники, сфера применения которых – опиливание внутренних или наружных плоских поверхностей;
- круглые напильники, используемые для обработки овальных, вогнутых и других отверстий с закругленными углами, если их радиус небольшой;
- полукруглые напильники, которые, в отличие от круглых, подойдут для обработки больших круглых отверстий и вогнутых криволинейных поверхностей со значительным радиусом; также они предназначены для плоскостей, которые расположены под углом наклона больше 30°;
- ромбические напильники, отлично подходящие для опиливания и снятия заусенцев с деталей в форме звезд и дисков, а также пазов и углов более 15°;
- квадратные; предназначенные для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
- трехгранные напильники, созданные для заточки пил по дереву и обработки острых углов (более 60°);
- ножовочные, используемые при создании режущих инструментов, а также в случае с клиновидными канавками, узкими пазами, внутренними углами и отверстиями трехгранной, квадратной либо прямоугольной формы.
Рашпилями пользуются как для опиливания заготовок из металла (обязательно мягкого), так и для обработки неметаллических материалов (дерева, пластмассы, резины, кожи). К данной разновидности прибегают, когда напильники общего назначения не справятся с задачей.
Надфили представляют собой небольшие напильники, у которых длина рабочей части составляет всего 5, 6 либо 8 см. Их форма поперечного сечения не отличается от таковой у напильников общего назначения.
Надфили также можно разделить на три группы: трехгранные односторонние, пазовые, а также овальные. В каждой из указанных групп возможно три типоразмера.
Материал данных напильников – сталь марки У13А либо У13. Номеров насечки у надфилей 10. Это 8, 7, 6, 5, 4, 3, 2, 1, 0 и 00. Сфера применения этих инструментов достаточно широкая. Их можно использовать для зачистки мелкогабаритных отверстий, труднодоступных мест матриц, профильных зон изделий.
К надфилям также прибегают в процессе ювелирных, лекальных, граверных и иных работ, которые требуют максимальной точности.
Технология опиливания металла
Когда слесарь работает с напильником, он берет его правой рукой. Пока в руке находится ручка, ее скругленный конец должен упираться в ладонь. Также правила опиливания металла предполагают расстояние между левой рукой и краем носка напильника. Оно должно составлять от 20 до 30 мм.

Для качественной срезки стружки необходимо прижимать напильник к поверхности. Причем делать это нужно двумя руками, регулируя напряжение в процессе работы. Когда инструмент движется в направлении вперед (рабочий ход), правой рукой силу нажима следует увеличить, а левой – ослабить.
В случае, когда ход холостой, нажим следует убрать в принципе. Лучшая скорость для работы напильника – это от 40 до 60 двойных ходов за одну минуту. Под двойными ходами подразумевается комбинация холостого и рабочего хода.
Особое внимание нужно уделить и длине рабочей части. Она в обязательном порядке должна быть больше, чем обрабатываемая поверхность.
Среди главных видов опиливания металла нужно выделить черновое и чистовое. В случае чернового опиливания важнейшую роль играют драчевые напильники, т. е. инструменты с крупной насечкой. Именно они снимают наибольший металлический слой.
Если говорить о чистовом опиливании, то оно позволяет достичь меньшей шероховатости и большей точности в плане габаритов, так как используются напильники с мелкой насечкой (личные).
По характеру обрабатываемой поверхности классификация включает множество разновидностей, но главные – опиливание криволинейных (вогнутых или выпуклых) и плоских поверхностей.
В процессе опиливания металла с плоской поверхностью важно сохранить эту структуру. Нужно внимательно следить за процессом, чтобы ошибка не привела к «завалу» краев.
Положение рисок, которые оставляет инструмент в процессе работы, напрямую влияет на его направление. Именно эта взаимосвязь и повлияла на классифицирование методов опиливания.
Выделяют опиливание круговыми, поперечными, продольными, косыми, а также перекрестными штрихами.
Криволинейные поверхности можно обрабатывать разными методами, среди которых разновидности не только обычных, но и специальных.
Рассмотрим вариант как с вогнутыми, так и с выпуклыми поверхностями. В случае вогнутых поверхностей нужно обратить внимание на радиус кривизны. В зависимости от этого значения используется полукруглый либо круглый вид напильника.
Движение в процессе опиливания следующее: вперед и в сторону с параллельным совершением поворота вокруг своей оси. Для выпуклых поверхностей вполне подойдет плоский напильник. Движения должны быть раскачивающимися, чтобы инструмент как бы опоясывал поверхность по ее линии скругления.
И в случае выпуклых, и в случае вогнутых поверхностей процесс опиливания контролируется в соответствии со специально подобранными шаблонами или линиями разметки.
Механизированные способы опиливания металла
Ранее речь шла о ручном опиливании металла, но оно может быть и механическим. Это значительно облегчает и ускоряет процесс.
Определенные виды работ по опиливанию требуют максимально эффективной работы, поэтому для них механизация труда – необходимость.

Среди таких приборов выделяют два главных типа:
- приспособления первого типа – с роторным механизмом, где применяются электрические либо пневматические машинки, а в некоторых случаях – гибкий вал;
- приспособления второго типа – с возвратно-поступательным механизмом, где движения вращательного характера преобразовываются в прямолинейные.
К первой категории относятся абразивные круги и фасонные вращающиеся напильники.
Вариант с переносными опиловочными пневматическими машинками – лучший, если вам нужна быстрая и качественная работа. В них есть зажимные патроны, которые можно легко менять. Можно вставлять разнообразные абразивные круги и вращающиеся напильники, не ограниченные в своих габаритах и формах.
Уже отработавший воздух пневматического привода струйкой перемещается на обрабатываемое изделие. В результате такой манипуляции стружка легко удаляется с поверхности.
Инструменты второго типа расходуют энергию привода, исходящую от пневматической машинки или рукава бормашины. Приспособление обладает особой конструкцией. Она включает в себя корпус, где расположены зажимные патроны.
Они позволяют устанавливать напильники, подходящие вам по длине, ширине, высоте и форме. Именно в таких условиях и будет преобразовываться вращательное движение вала.
Механическое опиливание металла – не автоматизированный процесс, он тоже требует от слесаря определенных действий. Но их потребуется гораздо меньше, чем в случае с ручным инструментом. Так, рабочий будет лишь регулировать нажатие и поворачивать напильник в нужную сторону.
Именно на приспособление возлагается основной объем работы, причем напильник легко сменяется ножовочным полотном – главным режущим элементом ручной ножовки. Отработавший воздух струей направляется на изделие, чтобы быстро удалить стружку с рабочей области.
Контроль качества опиливания металла
Контроль качества крайне важен, ведь можно допустить серьезные ошибки. Чтобы проверить результат, потребуется специальная линейка на просвет. Приложите ее к обработанной плоскости. Если просвета между линейкой и изделием нет, то работа качественная, выполненная по всем правилам.
Если просвет равномерный, но он присутствует – то опилка была правильной, но грубой. Просвет был вызван особенностями насечки, которая оставила практически невидимые бороздки. Именно на их заусеницы и опирается проверочная линейка.
А вот если просветы неравномерные, то работа выполнена неправильно. В процессе возникли так называемые горбы (возвышенности), которых быть не должно.
Проводите проверку тщательно, прикладывая линейку под всеми углами наклона: поперек, вдоль, по диагонали. Когда вы будете перемещать проверочный прибор, то не забывайте приподнимать его.
Рекомендуем статьи
Нельзя просто передвигать его по обработанной поверхности, иначе вероятен износ и снижение качества (утеря прямолинейности). Держать линейку следует средним, указательным и большим пальцем правой руки.
Параллельность плоскостей относительно друг друга обычно проверяют кронциркулем. Во всех местах расстояние между верхней и нижней границей должно быть одинаковым. Инструмент нужно держать в правой руке за шарнир-шайбу.
Чтобы установить раствор ножек, необходимо просто слегка постучать по одной из них, когда она будет находиться на чем-нибудь твердом.
Есть и другие нюансы, связанные с ножками инструмента. Так, их концы обязательно должны находиться на одной линии, то есть быть напротив друг друга. Наклон, неправильное расположение или смещение вызовут искажения при проверке.
Раствор ножек устанавливается между двумя поверхностями в любом из мест, а затем свободно перемещается.
Если в процессе движения вы заметите качку между ножками прибора, то расстояние меньше необходимого. Если же перемещение стало более тугим и медленным, то это признак слишком большого расстояния. В обоих случаях равномерность нарушена.
Угольник – еще один действенный инструмент для проверки качества выполненной работы. Его необходимо прикладывать как можно плотнее, но без резких движений. Длинная сторона должна прилегать к широкой части изделия, а короткая – к проверяемой боковой плоскости.
Также в правильном варианте использования короткая сторона повернута к свету. После расположения угольника можно проверять результат. Если с контролируемой стороны деталь сделана строго по технологии, короткая часть инструмента будет плотно прилегать поперек боковой. Все остальные варианты прилегания – неверные.
Так, если угольник прикасается лишь к середине боковой части (в случае с выпуклой формой) или к ее краю (в случае с косой формой), работа сделана некачественно.
Техника безопасности при опиливании металла
При опиливании металла нельзя забывать о технике безопасности. Обязательно имейте в виду пункты, приведенные ниже:
- Держите напильник правильно. Пальцы левой руки слегка подогните, но не нажимайте ими на инструмент. В противном случае обратный ход может закончиться ранениями по неосторожности.
- Надевайте головной убор, особенно если работаете с чугунными деталями. От опилок и пыли с металла вас отлично защитит берет. Обладателям длинных волос рекомендуется надеть косынку, так как в них легко может забиться мусор.
- Когда работаете за тисками, занимайте правильную позу.
- Прежде чем взаимодействовать с ручками напильника, убедитесь в их исправности. Если же ручки отсутствуют, слабо прикреплены к инструменту либо имеют повреждения, начинать процесс запрещено.
- Даже хорошая ручка нуждается в правильном насаживании, иначе хвостовик может вас поранить.
- Ни в коем случае не сдувайте опилки и стружку ртом. Трогать ее руками также запрещается, ведь потом мусор может попасть в глаза либо в волосы. Приобретите специальную волосяную щетку и используйте ее для уборки стружки.
Опиливание – обработка металла и неметаллических материалов, без которой нельзя получить нужную форму детали. Чтобы сделать этот процесс более простым и производительным, рекомендуется прибегать к механизированным инструментам.
Присмотритесь как к пневматическим, так и к электрическим вариантам. Для обеспечения высокого качества соблюдайте технику безопасности и правила рабочего процесса. Также не забывайте проверять результат с помощью специальных инструментов (угольника, линейки, кронциркуля).
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Слесарные работы. Опиливание металла.

Опиливание производится, как правило, после операций рубки или резки для отделки поверхности обрабатываемого изделия и придания ему более точных размеров. В слесарном деле основными видами опиловочных работ являются:
- опиливание плоских наружных и криволинейных поверхностей;
- опиливание наружных и внутренних углов, а также сложных или фасонных поверхностей;
- опиливание углублений и отверстий, пазов и выступов, пригонка их к друг к другу.
Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное), выполняемое различными напильниками. Напильник подбирают в зависимости от заданной точности обработки и величины припуска, оставляемого на опиливание; данные в таблице дают представление об этой зависимости.
Напильники и их конструкция.
Напильники представляют собой режущие инструменты в виде стальных закаленных брусков различного профиля с насеченными на рабочих поверхностях зубьями. Этими зубьями напильник срезает небольшие слои металла в виде стружки (опилок). Напильники бывают различной длины (за длину принимается насеченная часть напильника).
Виды насечек напильников. Насечка напильников бывает одинарной (простой) и двойной (перекрестной). Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий.

Рис. 1. Напильники.
а — плоский тупоносый, б — плоский остроносый, в — виды насечек (слева одинарная, справа двойная, или перекрестная)
Такими напильниками опиливают мягкие металлы (медь, бронзу, латунь, баббит, алюминий). Одинарная насечка наносится под углом 70-80 0 к ребру напильника.
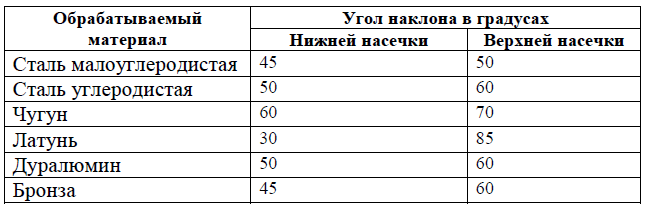
В напильниках с двойной насечкой одна насечка называется основной, или нижней, а другая — верхней. Перекрестная насечка раздробляет стружку, что облегчает работу. У напильников с перекрестной насечкой нижняя обычно выполняется под углом 55 0 , а верхняя — под углом 70 0 . Наиболее целесообразными углами наклона насечек при обработке различных металлов являются углы, указанные в таблице:
Шаг, т.е. расстояние между двумя соседними зубьями, делают у нижней насечки большим, чем у верхней. В результате зубья располагаются друг за другом по прямой, составляющей некоторый угол с осью напильника (рис. 2), при движении напильника следы зубьев частично перекрывают друг друга. Благодаря этому на обрабатываемой поверхности не остаются глубокие канавки и она получается более чистой и гладкой.

Рис. 2. Насечка и зубья напильников.
а — правильная насечка, б — неправильная, в — углы зубьев, г — насеченный зуб, д — фрезерованный или шлифованный зуб, е — зуб, полученный протягиванием
Классификация напильников и их применение.
Напильники делятся на обыкновенные, специальные, рашпили и надфили. К обыкновенным относятся напильники плоские (тупоносые и остроносые), квадратные, трехгранные, полукруглые и круглые.
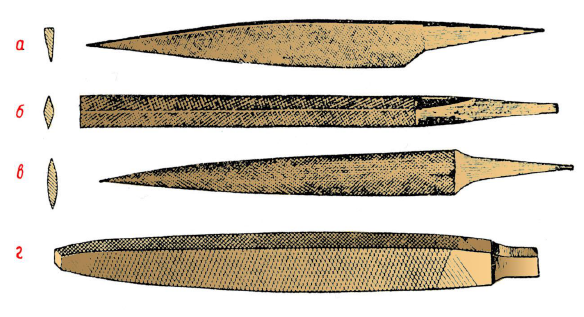
Рис. 3. Специальные напильники.
а — ножовочный, б — ромбический, в — овальный, г — напильник-брусовка
К специальным напильникам относятся:
— ножовочные, ромбические (мечевидные), плоские с овальными ребрами, овальные, а также напильники- брусовки (рис. 3) и др.;
— напильники в виде круглых дисков с насечками, нанесенными по окружности и на боковых сторонах (рис. 4).
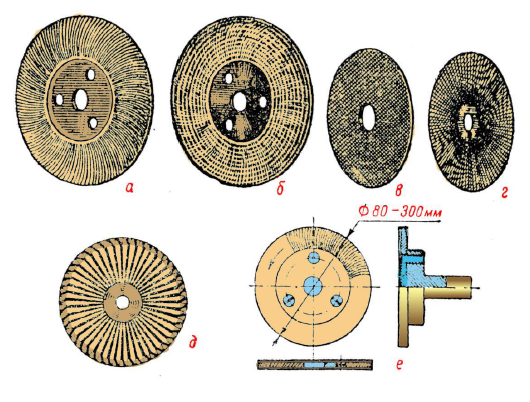
Рис. 4. Напильники-диски.
а — д — виды дисковых напильников; е — приспособление, в котором закрепляется дисковый напильник для работы.
Рашпили — напильники с особым видом насечки, называемой рашпильной (рис. 5). Подразделяются они на плоские тупоносые, плоские остроносые, полукруглые, круглые.
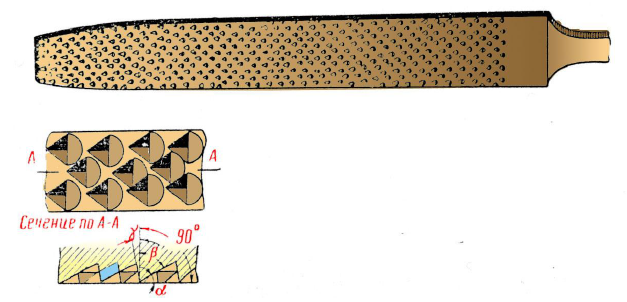
Рис. 5. Рашпиль и рашпильная насечка.
Надфили (мелкие напильники) делятся на плоские тупоносые, плоские остроносые, трехгранные, квадратные, полукруглые, круглые, овальные, ромбические, ножовочные (рис. 6).

Рис. 6. Надфили.
Классы напильников. По числу насечек, приходящихся на 1см длины, напильники делятся на шесть классов:
- 1-й класс — напильники драчевые (крупная насечка); применяются для грубого чернового опиливания;
- 2-й класс — напильники личные (мелкая насечка); применяются для чистовой обработки поверхностей;
- 3-й, 4-й, 5-й и 6-й классы — напильники бархатные с мелкой и очень мелкой насечкой; применяются для подгонки деталей, для отделки, доводки и шлифования поверхностей.
Напильники-брусовки имеют всего один класс. Это драчевые с очень крупной насечкой напильники, применяемые для самого грубого опиливания. Рашпили применяются для грубого опиливания баббитов, свинца, цинка и других материалов; они делятся на два класса. Рашпили 2-го класса имеют более мелкую насечку, чем рашпили 1-го класса, поэтому ими можно пользоваться и для чистовой обработки (там, где не требуется высокое качество чистоты поверхности).
Насечки подразделяются на шесть номеров. Первый номер имеет 22 насечки, шестой 80 насечек на 1см длины. Надфили применяются при опиливании очень точных и мелких изделий, при опиливании изделий в местах, не доступных для обычных напильников, при изготовлении инструментов и обработке штампов.
Обращение с напильниками и уход за ними.
Напильники во время работы изнашиваются. Износ напильника сопровождается потерей его режущих способностей. Преждевременный износ напильника является обычно результатом неумелой работой или небрежного обращения с ним. Очень быстро, практически мгновенно, изнашивается напильник в случае опиливания поверхности, не очищенной от окалины и корки, или закаленной поверхности.
На продолжительность службы напильника влияют твердость обрабатываемого металла, острота насечки и качество закалки напильника, умение пользоваться им. Для удлинения срока службы напильников нужно соблюдать определенные правила.
Зубья нового напильника имеют заусенцы. При обработке твердого металла эти заусенцы быстро обламываются, а напильник тупится раньше срока. Следовательно, нельзя употреблять им, нужно опиливать мягкую сталь, бронзу, латунь. Лишь когда заусенцы на зубьях окончательно сработаются, можно перейти к обработке более твердых металлов.
Новыми напильниками нельзя опиливать поверхности с окалиной или литейной коркой, а также твердые, стальные неотожженные детали. Корку и окалину нужно срубить зубилом или снять на обдирочном наждачном точиле или, в крайнем случае, опилить старым напильником.
Личный напильник нельзя употреблять для опиливания мягких металлов (свинца, олова и т.п.), так как стружка этих металлов быстро забивает впадины между зубьями, и напильник будет только скользить по обрабатываемой поверхности. Забитые стружкой напильники очищают вдоль зуба стальной щеткой или пластинкой.
Всегда следует пользоваться только одной стороной напильника, вторую нужно пускать в дело лишь после затупления первой стороны или же в том случае, когда обработка обязательно должна производиться острыми зубьями, как при работе, так и при хранении нельзя укладывать напильники один на другой, бросать их в кучу с другими инструментами и предметами.
Надо беречь напильники от ржавления, следить, чтобы на них не попала вода. Не следует также допускать попадания на напильники наждачной пыли, так как при опиливании она затупляет зубья инструмента. Затупившиеся и изношенные напильники надо сдавать на восстановление.
Отделка обработанной поверхности.
Опиливание поверхности обычно заканчивается ее отделкой, которая производится различными способами. В слесарном деле поверхности отделывают личным и бархатным напильниками, бумажной или полотняной абразивной шкуркой, абразивными брусками.
Отделка напильниками производится поперечным, продольным и круговым штрихами (рис. 7)
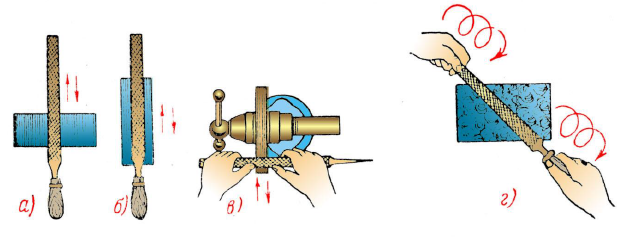
Рис. 7. Отделка поверхности напильником.
а — поперечным штрихом, б и в — продольным штрихом, г — круговым штрихом.
Чтобы получить в результате отделки гладкую и чистую поверхность, очень важно не допускать на ней глубоких царапин при доотделочном опиливании. Так как царапины получаются от опилок, застрявших в насечке напильника, необходимо во время работы насечку чаще прочищать и натирать мелом или минеральным маслом. Еще более тщательно надо прочищать и натирать мелом или маслом (а при опиливании алюминия — стеарином) насечку отделочных напильников, особенно при работе по вязким металлам.
После отделки напильником поверхность обрабатывают абразивными брусками или абразивной шкуркой (мелкими номерами) всухую или с маслом. В первом случае получают блестящую поверхность металла, во втором — полуматовую. При отделке меди и алюминия шкурку следует натирать стеарином.
Обработка плоской поверхности шкуркой требует умения; неправильная работа шкуркой может привести к порче изделия. Для отделки поверхностей пользуются также деревянными брусками с наклеенной на них абразивной шкуркой. Иногда шкурку навертывают на плоский напильник (в один слой) или же натягивают на напильник полоску шкурки, придерживая ее при работе.
При отделке криволинейной поверхности, а также в тех случаях отделки прямолинейной поверхности, когда возможный небольшой завал краев не будет считаться браком, шкурку навертывают на напильник в несколько слоев.
Измерение и контроль при опиливании. Чтобы убедиться в правильном опиливании плоскости, необходимо время от времени проверять ее проверочной линейкой на просвет. Если линейка ложится на плоскость плотно, без просвета, это значит, что плоскость опилена чисто и правильно. Если обозначается ровный по всей длине линейки просвет — плоскость опилена правильно, но грубо. Такой просвет образуется от того, что насечка напильника оставляет на поверхности металла тонкие бороздки и линейка опирается на их вершинки. На неправильно опиленной плоскости при наложении линейки обнаружатся неровные просветы. Проверка на просвет производится по всем направлениям контролируемой плоскости: вдоль и поперек и с угла на угол, т.е. по диагонали. Линейку надо держать тремя пальцами правой руки — большим, указательным и средним. Нельзя передвигать линейку по проверяемой плоскости: она от этого изнашивается и теряет прямолинейность. Чтобы переместить линейку, ее надо приподнять и осторожно наложить на новое место.
При проверке угольником его осторожно и плотно прикладывают длинной стороной к широкой плоскости детали; короткую сторону подводят к проверяемой боковой стороне и смотрят на свет. Если деталь с этой стороны опилена правильно, короткая сторона угольника плотно ляжет поперек боковой стороны детали. В случае неправильного опиливания угольник коснется либо только середины боковой стороны (если эта сторона выпуклая), либо какого-нибудь края (если боковая сторона косая).
Для проверки параллельности двух плоскостей пользуются кронциркулем. Расстояние между параллельными плоскостями в любом месте должно быть одинаковым. Кронциркуль держат правой рукой за шайбу шарнирного соединения. Установка раствора ножек кронциркуля на определенный размер производится легким постукиванием одной из ножек по какому-нибудь твердому предмету.
Ножки кронциркуля надо устанавливать на детали так, чтобы их концы находились друг против друга. При косо установленных ножках, смещениях и наклонах при проверке будут получены неверные результаты.
Для проверки устанавливают раствор ножек кронциркуля точно по расстоянию между плоскостями в каком-либо одном месте и перемещают кронциркуль по всей поверхности. Если при перемещении кронциркуля между его ножками ощущается качка, это значит, что в данном месте расстояние между плоскостями меньше; если же кронциркуль перемещается туго (без качки), это значит, что расстояние между плоскостями в данном месте больше, чем в другом.
Две плоскости могут считаться параллельными между собой, если ножки перемещаемого кронциркуля скользят по ним с легким трением равномерно.
Опиливание металла. Применяемый инструмент.
Опиливание – это процесс снятия припуска напильниками, надфилями или рашпилями. Оно основано на ручном или механическом снятии с обрабатываемой поверхности тонкого слоя материала. Опиливание относится к основным и наиболее распространенным операциям. Оно дает возможность получить окончательные размеры и необходимую шероховатость поверхности изделия.
Опиливание может производиться напильниками, надфилями или рашпилями. Напильники подразделяются на следующие виды: слесарные общего назначения, слесарные для специальных работ, машинные, для затачивания инструмента и для контроля твердости.
Напильники изготавливают из инструментальной высокоуглеродистой стали У12А, У13А, а также из стали марок Р9, Р7Т, ШХ9, 111X15.
Зубья напильника могут быть образованы насеканием, фрезерованием, нарезанием, протягиванием и точением методом обкатывания. Наиболее распространен способ насекания. Насечка напильников общего назначения двойная перекрестная, а у напильников для специальных работ – двойная и одинарная. Благодаря перекрестной насечке на опиливаемой поверхности не получается рисок от следов движения зубьев. Насекание зубьев производится на заготовках до их термической обработки. После насекания напильники закаливаются до твердости не ниже HRC 54.
При ремонте износившихся напильников перед нанесением насечки производится отпуск и шлифовка поверхности напильников. Все напильники должны быть тестированы.
В зависимости от формы различают следующие типы напильников (рис. 19):
Рис. 19. Формы слесарных напильников а – слесарные плоские тупоносые; б – круглые; в – полукруглые, г – квадратные; д – трехгранные; е – плоские остроносые; ж – ножовочные; з – овальные; и – линзовые; к – ромбические; л – полукруглые широкие; ж – рашпили, н – для опиловочных станков; о – для мягких металлов, а также выгнутые напильники.
Размеры напильников даны в табл. 2. Формы и размеры напильников, мм
По величине и густоте насечек в зависимости от числа насечек на 10 мм длины напильники разделяются на драчевые № 0, и 1, личны.е № 2 и 3 и бархатные № 4 и 5. Драчевый № 0 имеет самую грубую насечку. При длине драчевого напильника 100 мм число насечек на длине 10 мм составляет 14, в то время как бархатный № 5 имеет очень мелкую насечку – 56 насечек на 10 мм при той же длине напильника (табл. 3–5).
Величина припуска и точность обработки напильниками различных классов, мм
Количество насечек на 10 мм длины напильника
Количество вспомогательных насечек на 10 мм длины напильника
Напильники бывают с единичной и двойной насечкой (рис. 20). Единичная насечка может быть с наклоном в одну сторону, наклонная с промежутками, волнистая, рашпильная. При опиливании поверхностей мягких металлов используют напильники с единичной насечкой. Двойная насечка характеризуется тем, что шаг (расстояние между вершинами двух соседних зубьев) не составляет целой величины, что предотвращает появление борозд на спиливаемой поверхности.
Рис. 20. Виды насечек напильников:
а – единичная с наклоном в одну сторону; б – единичная наклонная с промежутками; в – волнистая; г – рашпильная; д – двойная
Различают следующие виды опиливания: плоских и криволинейных поверхностей; угловых поверхностей; параллельных поверхностей; сложных и фасонных поверхностей.
Выбор напильника зависит от вида материала, вида опиливания, величины снимаемого слоя и величины обрабатываемой детали. Например, при окончательной обработке куба, выполненного из стали с длиной грани 30 мм, нужно использовать напильник с двойной насечкой № 5 (бархатный) длиной 160 мм.
Форму напильников выбирают в зависимости от конфигурации обрабатываемого места. Плоские напильники используют для опиливания плоских, криволинейных выпуклых и наружных сферических поверхностей; квадратные напильники – для опиливания квадратных и прямоугольных отверстий; трехгранные – для обработки трехгранных поверхностей, для заточки пил, а также для опиливания плоских поверхностей, расположенных под острым углом; ножовочные – для опиливания кромок острых углов, а также для выполнения узких канавок; ромбические – для обработки очень сложных контуров изделий; круглые – для выполнения полукруглых и круглых отверстий; овальные – для опиливания овальных отверстий; полукруглые и линзовые – для обработки криволинейных и вогнутых поверхностей.
В табл. 6 даны классы шероховатости и соответствующие им величины высот микронеровностей поверхности, получаемые при разных видах слесарной обработки.
Шероховатость поверхности, получаемая при разных видах слесарной обработки
Правильное и надежное закрепление материала в тисках или приспособлении при опиливании обеспечивает точную обработку материала, минимальное усилие работника и безопасность труда.
Во избежание повреждения поверхностей неметаллических материалов и изделий, закрепленных в тисках, следует использовать накладки. Накладки из мягких металлов (медь, цинк, свинец, алюминий, латунь), из дерева, искусственного материала, фетра или резины накладываются на щеки тисков. Изделие или материал вкладывают между накладками, а затем закрепляют.
Высоту установки тисков при опиливании следует подбирать в соответствии с ростом работника. На практике высоту установки тисков определяют, опираясь локтями на щеки тисков (кулак при вертикальном положении руки должен доставать до подбородка стоящего прямо работника). Если тиски установлены ниже данного положения, то подкладывают прокладки, а если высота установки тисков велика, то прокладки вынимаются или под ноги слесарю укладывается подставка или трап. Работающий у тисков должен занять такое положение, чтобы стопы ног были под углом 45° друг к другу, причем левая нога должна быть выставлена вперед на расстояние 25–30 см от оси стопы правой ноги. Ось левой стопы по отношению к рабочей оси напильника должна находиться под углом около 30°. Такое положение гарантирует производительную и безопасную работу слесаря и уменьшает его усталость.
Восстановление режущих способностей напильника после износа обеспечивается путем снятия затупившихся зубьев и нанесения на напильник новой насечки. Восстановление производится путем отжига напильника, сошлифования старой насечки и выполнения новой (вручную или механически) с последующей закалкой. Восстановление напильника можно производить несколько раз, но с каждым разом он становится тоньше и более подвержен трещинам.
Напильники необходимо предохранять от воздействия влаги для предупреждения коррозии; во избежание порчи насечки не следует их бросать или класть на другие напильники, инструменты или металлы. Поверхность напильников оберегают от попадания масла или смазки, а также от попадания пыли со шлифовальных кругов.
Новый напильник следует использовать сначала с одной стороны, а после ее затупления – с другой. Не следует использовать личные и бархатные напильники для опиливания мягких металлов (олова, свинца, меди, цинка, алюминия, а также латуни). Опилки этих металлов забивают канавки насечки напильника и не дают возможности обрабатывать поверхности других металлов.
Напильник во время работы и после работы следует очищать стальной щеткой. После окончания работы его убирают в ящик или шкаф.
Следует обращать особое внимание на состояние рукоятки и правильную насадку ее на напильник (рукоятку насаживают по оси напильника). При насадке рукоятки нельзя поднимать напильник вверх. Не следует использовать напильники без рукоятки. Особенно осторожно нужно работать маленькими напильниками. Конец длинного напильника не следует держать пальцами. Материал для опиливания должен быть закреплен правильно и крепко.
Читайте также: