При ручной дуговой сварке максимальная величина наплавляемого за один проход металла составляет
Обновлено: 28.09.2024
3) обязательная зачистка поверхностей, которые свариваются.
Режимом сварки называют совокупность основных характеристик сварочного процесса, которые обеспечивают получение сварных швов заданных размеров, формы и качества.
Первым условием расчета режимов сварки является получение швов с оптимальными размерами и формой, которые обеспечивают высокую технологическую прочность и высокие эксплуатационные характеристики.
К основным параметрам дуговой сварки относятся: сварочный ток Iсв, напряжение дуги Uд и скорость сварки Vсв. Каждый из этих параметров как отдельно, так и в совокупности с другими, влияют на величину тепло вложения а, значит, и на геометрические размеры шва, коэффициент формы провара, коэффициент формы шва и участие основного и электродного металла в формировании шва.
Оптимальные параметры режима сварки обеспечивают необходимые геометрические размеры сварных швов и необходимые соотношения между основным и электродным металлом, при котором достигаются заданные механические свойства металла шва.
Шов №1:
Способ сварки: полуавтоматическая сварка в среде защитных газов;
Тип шва: Т1-?5 тавровый, односторонний, без скоса кромок;
Марка стали: ст3сп5,
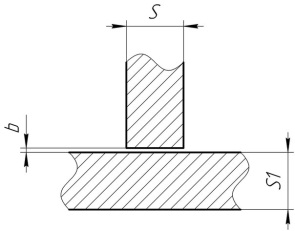
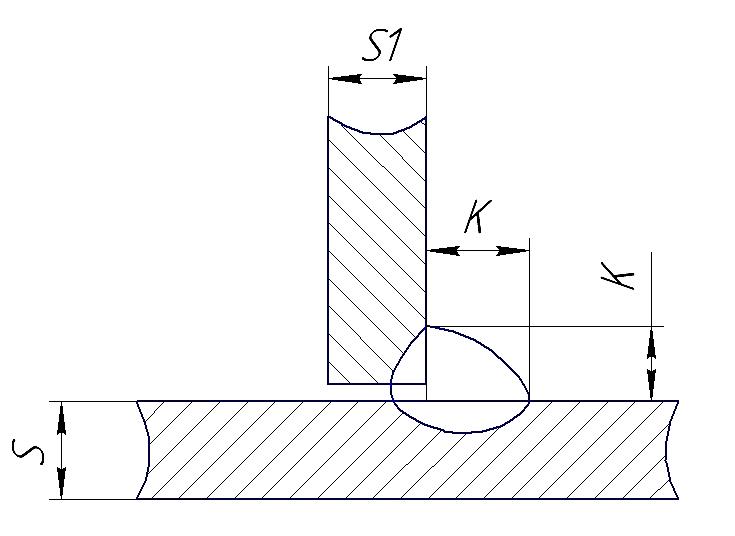
Рисунок 4.1. - Разделка кромок для шва Т1 по ГОСТ 14771-76
Определяем площадь наплавленного металла по формуле:
Fн= FнЗадаём диаметр электродной проволоки dэ.пр.=1,6мм, плотность тока j=175 А/мм 2
Сила сварочного тока при сварке в среде защитных газов определяется в зависимости от диаметра электрода, которым мы изначально задаемся, и допустимой плотностью тока:
Для принятого диаметра электрода и силы сварочного тока определяем оптимальное напряжение дуги:

.
Скорость сварки может быть определена по формуле:

,
где g=7,8FН1пр - площадь поперечного сечения наплавленного металла за данный проход, см 2 .
Вылет электрода находится по формуле:
Выбираем L = 18 мм.
Скорость подачи проволоки определяется по формуле:

Шов №2:
Тип шва: Т7, тавровый, односторонний, со скосом одной кромки, с подварочным швом;
Марка стали: ст3сп5;
Рисунок 4.2 - Разделка кромок для шва Т7 по ГОСТ 14771-76
1. Определим катет шва по формуле:
k = 0,15 * s - 0,5s = 0,15 * 20 - 0,5 * 20 = 3 - 10мм,
Принимаем k = 5 мм
2. Определим площадь наплавленного металла:

Площадь наплавленного металла при полуавтоматической сварке составляет 40-50 мм 2. Выбираем Fн = 40 мм 2 .
3. Площадь наплавленного металла подварочного и корневого шва:
Конструктивно принимаем4. Зная общую площадь поперечного сечения металла, наплавленного при первом и последующих проходах, определим количество проходов:
Задаём диаметр электродной проволоки dэ.пр. = 1,6 мм, плотность тока j = 175 А/мм 2
5. Определяем силу сварочного тока:
6. Определяем оптимальное напряжение дуги:
7. Определяем скорость сварки:

8. Вылет электрода находится по формуле:
9. Определяем скорость подачи сварочной проволоки:

Определяем режимы сварки для выполнения подварочного и корневого шва:
1. Определяем силу тока:
Сила тока должна быть меньше, чем при сварке основного шва, чтоб избежать прожогов.
2. Определяем напряжение на дуге:

3. Определяем скорость сварки:

4. Определяем скорость подачи сварочной проволоки:

Шов №3:
Способ сварки: полуавтоматическая сварка в защитных газах.
Тип шва: Т6, тавровый, односторонний, со скосом одной кромки.
Марки стали: ст3сп5.
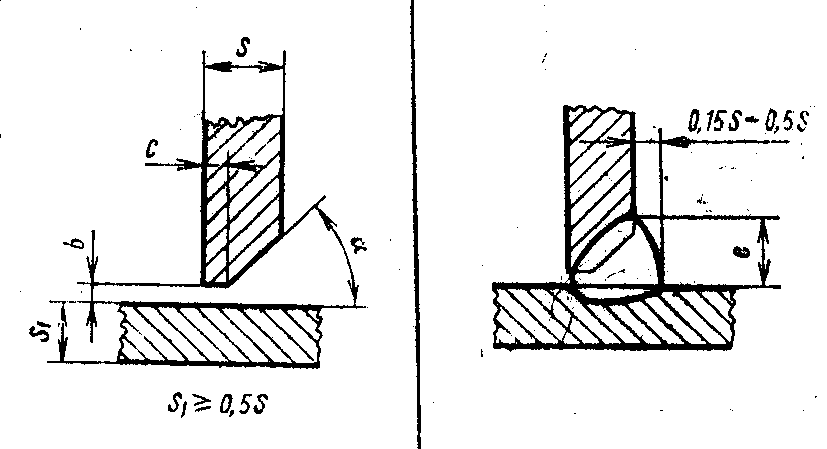
Рисунок 4.3 - Разделка кромок для шва Т6 по ГОСТ 14771-76
1. Определяем площадь наплавленного металла по формуле:

2. Зная общую площадь поперечного сечения наплавленного металла и площади поперечного сечения наплавленного при первом и каждом последующем проходах, найдём число проходов:
Показателю трещинообразования HCS
21. [Уд1] (ВО1) При ручной дуговой сварке максимальная величина наплавляемого за один проход металла составляет:
2) 40 мм 2
22. [Уд1] (ВО1) К основным параметрам режима дуговой сварки относятся:
Диаметр электрода, сварочный ток
2) вид сварочного тока, количество наплавленного металла
3) напряжение холостого хода, полярность при сварке
4) зазор между электродом и изделием, мощность сварочной дуги
23. [Уд1] (ВО1) Производительность при дуговой сварке – это:
1) количество наплавленного металла на 1 метр сварного шва
2) количество расплавленных электродов за время сварки
3) количество расплавленного металла за время сварки при установленном сварочном токе
Количество наплавленного металла за время сварки при установленном сварочном токе
24. [Уд1] (ВО1) Величина сварочного тока влияет главным образом на:
Глубину проплавления
3) скорость сварки
4) высоту усиления шва
25. [Уд1] (ВО1) Минимальная длина прихватки составляет:
Мм
26. [Уд1] (ВО1) Высоколегированными сталями считаются стали с содержанием легирующих компонентов:
3) более 10%
27. [Уд1] (ВО1) Сварочный трансформатор – это:
1) устройство, которое преобразует механическую энергию вращения его вала в электрическую энергию
2) устройство, которое преобразует энергию сетевого переменного тока в энергию постоянного сварочного тока
3) устройство, преобразующее постоянное напряжение в высокочастотное переменное
Устройство для понижения переменного напряжения сети до необходимого при сварке
28. [Уд1] (ВО1) Сварочная дуга – это:
1) движение сварочного тока от источника питания к изделию
Непрерывный электрический разряд в смеси газов и паров металлов между двумя находящимися под напряжением электродами
3) движение заряженных частиц
4) электрический разряд, получаемый при сварке
29. [Уд1] (ВО1) Основным параметром при выборе источника питания для дуговой сварки является:
1) напряжение питания источника
2) напряжение холостого хода
Сварочный ток
4) способ сварки
30. [Уд1] (ВО1) По каким показателям оценивают работоспособность выбранной конструкционной стали при отрицательной температуре
По ударной вязкости
2) по пределу текучести и временному сопротивлению разрыву
3) по расчетному сопротивлению или допускаемому напряжению
4) по относительному удлинению
31. [Уд1] (ВО1) Контроль температуры предварительного подогрева выполняют:
1) термоэлектрическими термометрами
Всем выше перечисленным
32. [Уд1] (ВО1) Полное снятие сварочных напряжений обеспечено
Высоким отпуском всего изделия
2) прокаткой активной зоны с регулируемой степенью деформации
3) местным высоким отпуском
4) длительным нагревом изделия
33. [Уд1] (ВО1) Величина угловой деформации при сварке зависит от:
1) величины наплавленного металла
2) режима сварки
Угла разделки кромок
4) продолжительности нагрева изделия
34. [Уд1] (ВО1) Появление остаточных напряжений при сварке плавлением обусловлено:
1) общим нагревом изделия
Локальным нагревом изделия
3) высокими значениями сварочного тока
4) выбором сварочных материалов
35. [Уд1] (ВО1) Конечная длина тавровой балки после выполнения сварки продольных швов:
Уменьшается
3) сварка не оказывает влияния на длину балки
4) длина не изменяется, но происходит прогиб балки
36.[Уд1] (ВО1) Под физической свариваемостью понимают:
1) Создание сваркой слоя металла на детали для получения желаемых свойств или размеров
Подразумевает возможность получения монолитных сварных соединений с химической связью
3) процесс образования неразъемного соединения путем образования межатомных связей между соединяемыми элементами при их нагревании и (или) пластическом деформировании
4) способность материала, когда в процессе сварки достигается металлическая целостность при соответствующем технологическом процессе, чтобы свариваемые детали отвечали техническим требованиям
37. [Уд1] (ВО1) При прямой полярности положительный заряд находится:
1) положение заряда не зависит от полярности
На изделии
3) поочередно на электроде и изделии
38. [Уд1] (ВО1) Плазменная сварка – это:
Дуговая сварка, при которой нагрев осуществляется сжатой дугой
2) Сварка плавлением, при которой используют теплоту, выделяющуюся в вылете плавящегося электрода или электродов и в токопроводящей шлаковой ванне при прохождении тока
3) Дуговая сварка плавящимся электродом, при которой жидкий металл сварочной ванны удерживается охлаждаемыми ползунами, перемещающимися вверх по мере выполнения шва
4) Дуговая сварка в защитном газе плавящимся электродом, при которой в качестве защитного газа используют инертный газ
39. [Уд1] (ВО1) Для сварки ответственных металлоконструкций в первую очередь необходимо применять сварочные электроды:
С основным типом покрытия
2) с рутиловым типом покрытия
3) с кислым видом покрытия
4) с целлюлозным видом покрытия
40. [Уд1] (ВО1) Для сварки неплавящимся вольфрамовым электродом применяют:
1) активные газы
2) искусственные газы
Инертные газы
41. [Уд1] (ВО1) Низколегированная сталь относится ко второй группе по свариваемости, если:
42. [Уд1] (ВО1) Ширина выводной планки при РДС должна быть не менее:
1) не менее 40мм
Не менее 60мм
3) не более 100мм
4) не менее 50мм
43. [Уд1] (ВО1) Количество проходов при ручной дуговой сварке определяется в зависимости от:
Практическая работа №22
Режимом сварки называют совокупность основных характеристик сварочного процесса, обеспечивающую получение сварных швов заданных размеров, формы и качества.
При ручной дуговой сварке основными параметрами режима являются
1. Диаметр электрода, dэл, мм.
2. Сила сварочного тока, Iсв, А.
3. Напряжение на дуге, Uд, В.
4. Скорость сварки, Vсв, м/ч.
Дополнительными параметрами режима являются:
6. Полярность тока (при постоянном токе).
2.1. Расчет режима сварки швов стыковых соединений
Швы стыковых соединений могут выполнятся с разделкой и без разделки кромок по ГОСТ 5264-80.
Диаметр электрода при сварке швов стыковых соединений выбирают в зависимости от толщины свариваемых деталей.
При выборе диаметра электрода при сварке стыковых швов в нижнем положении следует руководствоваться данными таблицы 1.
Таблица 1 - Рекомендуемые диаметры электродов при сварке стыковых швов в нижнем положении, мм
| Толщина свариваемых деталей | Рекомендуемый диаметр электрода |
| 1,5 2,0 3,0 4 - 5 6 - 8 9 - 12 13 - 15 16 - 20 21 - 24 | 1,6 2,0 3,0 3 - 4 4,0 4 - 5 5,0 5 - 6 6 – 10 |
При сварке многослойных швов на металле толщиной 10 – 12 мм и более первый слой должен свариваться электродами на 1 мм меньше, чем указано в таблице 1, но не более 5 мм (чаще всего 4 мм), так как применение электродов больших диаметров не позволяет проникнуть в глубину разделки для провара корня шва.
При определении числа проходов следует учитывать, что сечение первого прохода не должно превышать 30-35 мм 2 и может быть определено по формуле:
а последующих проходов – по формуле:
где F1 – площадь поперечного сечения первого прохода, мм 2 ;
Fс – площадь поперечного сечения последующих проходов, мм 2 ;
dэл – диаметр электрода, мм.
Для определения числа проходов и массы наплавленного металла требуется знать площадь сечения швов.
Площадь сечения швовпредставляет собой сумму площадей элементарных геометрических фигур, их составляющих. Тогда площадь сечения одностороннего стыкового шва выполненного без зазора можно определить по формуле:
F1 = 0,75 е · g , мм 2 , (3)
а при наличии зазора в соединении – по формуле:
(F1 + F2) = 0,75 е · g + S · в, мм 2 , (4)
где е – ширина шва, мм; g – высота усиления шва, мм; S – толщина свариваемого металла, мм; в – величина зазора в стыке, мм.
Площадь сечения стыкового шва с V–образной разделкой и с подваркой корня шва (см. рис. 1) определяется как сумма геометрических фигур:

Рисунок.1. Геометрические элементы площади сечения стыкового шва:
где S – толщина металла, мм; h – глубина проплавления, мм; c – величина притупления, мм; e – ширина шва, мм; e1 – ширина подварки корня шва, мм; в – величина зазора, мм; g – высота усиления шва, мм; g1 – высота усиления подварки корня шва, мм; α – угол разделки кромок.
Глубина проплавления определяется по формуле:
Площадь сечения геометрических фигур (F1 + F2) определяют по формуле 4, F3 – по формуле 3, а площадь прямоугольных треугольников F4 определяют по формуле:
F4 = h · x/2, мм 2 , (7)
где x = h · tg α/2;
F4 = (h 2 ·tg α/2) /2, мм 2 , (8)
Но рассматриваемая нами площадь V–образного шва состоит из двух прямоугольных треугольников, поэтому:
2F4 = h 2 · tg α/2, мм 2 . (9)
Подставляя значения элементарных площадей в формулу (5), получим:
Fн = 0,75 · е · g +в · S + 0,75 e1 · g1 + h 2 · tg α/2, мм 2 . (10)
При X–образной разделке площадь наплавленного металла подсчитывают отдельно для каждой стороны разделки.
Зная общую площадь поперечного сечения наплавленного металла (Fн), а также площадь поперечного сечения первого (F1) и каждого из последующих проходов шва (Fс), находят общее число проходов «n» по формуле:
Полученное число округляют до ближайшего целого.
Расчет сварочного тока при ручной дуговой сварке производится по диаметру электрода и допускаемой плотности тока по формуле:
j – допустимая плотность тока, А/мм 2 ;
Fэл– площадь поперечного сечения электрода, мм 2 ;
Сварочный ток определяется для сварки первого прохода и последующих проходов только при сварке многопроходных швов.
Допустимая плотность тока зависит от диаметра электрода и вида покрытия: чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения (см. табл. 2).
Таблица 2 - Допустимая плотность тока в электроде при ручной дуговой сварке
Диаметр стержня электрода, мм
Напряжение на дуге при ручной дуговой сварке изменяется в пределах 20-36 В и при проектировании технологических процессов ручной дуговой сварки не регламентируется.
Поэтому напряжение на дуге следует принять какое – то конкретное.
Скорость перемещения дуги (скорость сварки) следует определять по формуле:
где Lн – коэффициент наплавки, г/А час; (см. табл. 3)
γ – плотность наплавленного металла за данный проход, г/см 3 (7,8 г/см 3 – для стали);
Iсв – сила сварочного тока, А;
Fн – площадь поперечного сечения наплавленного металла, мм 2 .
Скорость перемещения дуги (скорость сварки) определяют для первого прохода и последующих проходов только при сварке многопроходных швов. Результаты расчета режима сварки стыкового шва следует занести в табл. 3.
Таблица 3 - Режимы сварки стыкового шва и его размеры
Расчет режима сварки угловых швов
При сварке угловых швов диаметр электрода выбирается в зависимости от катета шва.
Примерное соотношение между диаметром электрода и катетом шва при сварке угловых швов приведено в табл. 4.
Таблица 4 - Рекомендации по выбору диаметра электрода при сварке угловых швов
| Катет шва, К, мм | 2 | 3 | 4 | 5 | 6-8 | 9-12 | 12-20 |
| Рекомендуемый диаметр электрода, dэл, мм | 1,6-2 | 2,5-3 | 3-4 | 4,0 | 4-5 | 5,0 | 5,0 |
При ручной дуговой сварке за один проход могут свариваться швы катетом не более 8 мм.
При больших катетах швов сварка производится за два и более проходов Максимальное сечение металла, наплавленного за один проход, не должно превышать 30 – 40 мм 2 (Fmax = 30÷40 мм 2 ).
Площадь поперечного сечения углового шва, которую необходимо знать при определении числа проходов, рассчитывают по формуле:
где Fн – площадь поперечного сечения наплавленного металла, мм 2 ;
К – катет шва, мм;
Ку – коэффициент увеличения, который учитывает выпуклость шва и зазоры.
Для наиболее часто встречающихся угловых швов с катетом 2 – 20 мм, коэффициент Кувыбирают по табл. 5.
Таблица 5 - Рекомендации по выбору коэффициента увеличения, учитывающий выпуклость шва и зазоры
| Катет шва, К, мм | 2 | 3-4 | 4-5 | 6-8 | 9-12 | 12-20 |
| Коэффициент увеличения (Ку) | 1,8 | 1,5 | 1,35 | 1,25 | 1,15 | 1,10 |
Определив примерную площадь сечения углового шва и зная максимально возможную площадь сечения, получаемую за один проход, находят число проходов «n» по формуле:
Полученное дробное число округляют до ближайшего целого.
Силу сварочного тока определяют по формуле:
dэл – диаметр электрода, мм;
j – допустимая плотность тока, А/мм 2 .
Плотность тока выбирается в пределах, рекомендуемых табл. 2.
Напряжение на дуге при ручной дуговой сварке изменяется в пределах 20 – 38 В. Следует принять какое - то конкретное.
Скорость сварки определяют по формуле:
где Lн – коэффициент наплавки, г/А час;
γ – плотность наплавленного металла, г/см 3 (7,8 г/см 3 – для стали);
Fн – площадь поперечного сечения наплавленного металла углового шва, см 2 ;
Iсв – сила сварочного тока, А.
Значения коэффициентов наплавки для различных марок электродов приведены в табл. 6.
Таблица 6 - Коэффициенты наплавки для различных марок электродов
Постоянный прямой полярности
Результаты расчетов режима сварки угловых швов следует занести в табл. 7.
Таблица 7 - Режимы сварки угловых швов
Ориентировочные режимы ручной дуговой сварки приведены в приложении А.
Режимы ручной дуговой сварки стыковых швов без скоса кромок при односторонней и двусторонней сварке
Толщина металла, мм
Диаметр электрода, мм
Сила сварочного тока при положении шва, А
Односторонний тип шва
Двусторонний тип шва
Режимы ручной дуговой сварки V-образных стыковых швов
Ориентировочные режимы ручной дуговой сварки стыковых швов стали марки 30ХГС
| Толщина металла, мм | Число слоев или проходов | Диаметр электрода, мм | Сила сварочного тока, А |
| 0,5 1,0 2,0 3,0 4,0 6,0-8,0 9,0-10,0 20,0 | 1 1 1 1 1 1-2 3 5х-6 | 1,5-2,0 2,0-2,5 2,5-3,0 3,0-4,0 3,0-4,0 4,0-5,0 4,0-5,0 4,0-5,0-6,0 | 10-20 20-50 40-100 80-120 90-120 120-160 140-180 140-220 |
Режимы ручной дуговой сварки стыковых и угловых соединений электродами ОММ-5
6.1. Расчет режимов ручной дуговой сварки (наплавки)
При ручной дуговой сварке (наплавке) к параметрам режима сварки относятся сила сварочного тока, напряжение, скорость перемещения электрода вдоль шва (скорость сварки), род тока, полярность и др.
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сварного соединения и положения шва в пространстве.
При выборе диаметра электрода для сварки можно использовать следующие ориентировочные данные:

В многослойных стыковых швах первый слой выполняют электродом 3–4 мм, последующие слои выполняют электродами большего диаметра.
Сварку в вертикальном положении проводят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром до 4 мм.
При наплавке изношенной поверхности должна быть компенсирована толщина изношенного слоя плюс 1–1,5 мм на обработку поверхности после наплавки.
Сила сварочного тока, А, рассчитывается по формуле:
где К – коэффициент, равный 25–60 А/мм; dЭ – диаметр электрода, мм.
Коэффициент К в зависимости от диаметра электрода dЭ принимается равным по следующей таблице:

Силу сварочного тока, рассчитанную по этой формуле, следует откорректировать с учетом толщины свариваемых элементов, типа соединения и положения шва в пространстве.
Если толщина металла S ≥ 3dЭ, то значениеIСВ следует увеличить на 10–15%. Если же S ≤ 1,5dЭ, то сварочный ток уменьшают на 10–15%. При сварке угловых швов и наплавке, значение тока должно быть повышено на 10–15%. При сварке в вертикальном или потолочном положении значение сварочного тока должно быть уменьшено на 10–15%.
Для большинства марок электродов, используемых при сварке углеродистых и легированных конструкционных сталей, напряжение дуги UД= 22 ÷ 28 В.
Расчет скорости сварки, м/ч, производится по формуле:
где αН – коэффициент наплавки, г/А ч (принимают из характеристики выбранного электрода по табл. 9 приложения); FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см 2 ; ρ – плотность металла электрода, г/см 3 (для стали ρ =7,8 г/см 3 ).
Масса наплавленного металла, г, для ручной дуговой сварки рассчитывается по формуле:
где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см 3 ).
Расчет массы наплавленного металла, г, при ручной дуговой наплавке производится по формуле:
где FНП – площадь наплавляемой поверхности, см 2 ; hН – требуемая высота наплавляемого слоя, см.
Время горения дуги, ч, (основное время) определяется по формуле:
Полное время сварки (наплавки), ч, приближенно определяется по формуле:
где tO – время горения дуги (основное время),ч; kП – коэффициент использования сварочного поста, который принимается для ручной сварки 0,5 ÷ 0,55.
Расход электродов, кг, для ручной дуговой сварки (наплавки) определяется по формуле:
где kЭ – коэффициент, учитывающий расход электродов на 1 кг наплавленного металла (табл. 9 приложения).
Расход электроэнергии, кВт ч, определяется по формуле:
где UД– напряжение дуги, В; η– КПД источника питания сварочной дуги; WO–мощность, расходуемая источником питания сварочной дуги при холостом ходе, кВт; Т– полное время сварки или наплавки, ч.
Значения η источника питания сварочной дуги и WO можно принять по таблице:

Выбор и обоснование источника питания сварочной дуги может быть осуществлен по табл. 1–5 приложения.
6.2. Расчет режимов сварки (наплавки) в углекислом газе проволокой сплошного сечения
В основу выбора диаметра электродной проволоки при сварке и наплавке в углекислом газе положены те же принципы, что и при выборе диаметра электрода при ручной дуговой сварке:

Расчет сварочного тока, А, при сварке проволокой сплошного сечения производится по формуле:
где а – плотность тока в электродной проволоке, А/мм 2 (при сварке в СО2 а=110 ÷ 130 А/мм 2 ; dЭ – диаметр электродной проволоки, мм.
Механизированные способы сварки позволяют применять значительно большие плотности тока по сравнению с ручной сваркой. Это объясняется меньшей длиной вылета электрода.
Напряжение дуги и расход углекислого газа выбираются в зависимости от силы сварочного тока по табл. 6.1.
Зависимость напряжения и расхода углекислого газа от силы сварочного тока

При сварочном токе 200 ÷ 250 А длина дуги должна быть в пределах 1,5 ÷ 4,0 мм. Вылет электродной проволоки составляет 8 ÷ 15 мм (уменьшается с повышением сварочного тока).
Скорость подачи электродной проволоки, м/ч, расчитывается по формуле:
где αР – коэффициент расплавления проволоки, г/А ч ; ρ – плотность металла электродной проволоки, г/см 3 (для стали ρ =7,8 г/см 3 ).
Значение αР рассчитывается по формуле:
Скорость сварки (наплавки), м/ч, рассчитывается по формуле:
где αН - коэффициент наплавки, г/А ч; αН = αР(1-Ψ), где Ψ - коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 Ψ = 0,1- 0.15;FB - площадь поперечного сечения одного валика, см 2 . При наплавке в СО2 принимается равным 0,3 - 0,7 см 2 .
Масса наплавленного металла, г, сварке рассчитывается по следующим формулам:
при наплавочных работах:
где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см 3 ); VН - объем наплавленного металла, см 3 .
Время горения дуги, ч, определяется по формуле:
Полное время сварки (наплавки), ч, определяется по формуле:
где kП – коэффициент использования сварочного поста, ( kП= 0,6 ÷ 0,57).
Расход электродной проволоки, г, рассчитывается по формуле:
где GH – масса наплавленного металла, г; Ψ – коэффициент потерь, (Ψ = 0,1 - 0,15).
где UД– напряжение дуги, В; η– КПД источника питания: при постоянном токе 0,6÷0,7 , при переменном 0,8÷ 0,9; WO–мощность источника питания, работающего на холостом ходе, кВт. На постоянном токе Wо = 2,0÷ 3,0 кВт, на переменном – Wо= 0,2÷ 0,4 кВт.
Справочные сведения по оборудованию для сварки в СО2 приведены в табл. 4,5,7 приложения.
Читайте также: