Прибыль что такое в металл
Обновлено: 27.09.2024
(1) В литье — обеспечивает поступление расплавленного металла к затвердевающей области обычно со скоростью, достаточной чтобы заполнить усадочную раковину перед фронтом затвердевания и компенсировать любую усадку, сопутствующую затвердеванию. (2) Заготовленный металл для использования или обработки, типа провода к плавящемуся электроду, ленты к штампу или заготовок для монтажа.
(Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО "Профессионал", НПО "Мир и семья"; Санкт-Петербург, 2003 г.)
Смотреть что такое "Прибыль" в других словарях:
ПРИБЫЛЬ — ПРИБЫЛЬ, прибыли, мн. (экон.) прибыли, прибылей прибылей, жен. 1. Доход капиталистов, источником которого является прибавочная стоимость. Погоня за прибылями. Компартии в буржуазных странах требуют обложения крупных капиталистических прибылей.… … Толковый словарь Ушакова
ПРИБЫЛЬ — (profit) Разница между доходами и расходами предприятия за определенный период. Последние включают кредитные сделки и переоцененную стоимость активов, сделки за наличный расчет и колебания запасов реальных активов. Прибыль за период времени равна … Экономический словарь
прибыль — См. польза … Словарь синонимов
прибыль — Элемент литниковой системы или полости литейной формы для питания отливки жидким металлом в период затвердевания и усадки. Примечание Прибыль может быть прямого, бокового и местного питания отливки. [ГОСТ 18169 86] прибыль Разница между выручкой… … Справочник технического переводчика
Прибыль — (profit) 1. По разовой сделке – разница между продажной ценой на реализуемые товар или услугу и затратами на их производство (приобретение). 2. За определенный период производственной деятельности – разница в величине чистых активов на конец и на … Словарь бизнес-терминов
Прибыль — [profit, gain] разница между выручкой от реализации продукции и услуг, полученной экономическим субъектом (например, фирмой, предприятием), и полными издержками на их производство. Это наиболее общее определение, по видимому, способно охватить… … Экономико-математический словарь
Прибыль — (profit) 1. По разовой сделке – разница между продажной ценой на реализуемый товар или услугу и затратами на их производство (приобретение). 2. За определенный период производственной деятельности – разница в величине чистых активов на конец и на … Финансовый словарь
прибыль — ПРИБЫЛЬ, выгода, выручка, доход, процент, книжн. дивиденд, устар. барыш, устар. интерес, устар. корысть, устар. лихва, устар. навар, устар., неодобр. нажива, устар., разг. сниж. пожива, устар., разг. сниж. прибыток, устар. прирост, устар.… … Словарь-тезаурус синонимов русской речи
ПРИБЫЛЬ — ПРИБЫЛЬ, финансовый результат хозяйственной деятельности предприятий, фирм, компаний и др., чистый доход (за вычетом материальных затрат и затрат на оплату труда) от реализации продукции, услуг. Характеризует масштабы и эффективность… … Современная энциклопедия
ПРИБЫЛЬ — в технике 1) верхняя часть стального слитка, где располагается усадочная раковина; при дальнейшей обработке слитка отрезается и поступает на переплав.2) Питающий элемент литниковой системы, обычно расположенный над наиболее массивной частью… … Большой Энциклопедический словарь
ПРИБЫЛЬ — обобщающий показатель финансовых результатов хозяйственной деятельности, одна из основных экономических категорий; представляет собой излишек выручки от продажи товара над затратами на их производство и реализацию … Большой Энциклопедический словарь
Прибыль (в металлургии)
Прибыль (в металлургии) Прибыль, 1) в литейном производстве — один из питающих элементов литниковой системы . 2) В металлургии — верхняя часть стального слитка, где располагается усадочная раковина ; при дальнейшей обработке слитка П. отрезается.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Смотреть что такое "Прибыль (в металлургии)" в других словарях:
Прибыль — I Прибыль экономическая категория, характеризующая конечные финансовые результаты хозяйственной деятельности в процессе расширенного воспроизводства. Категория П. при капитализме выступает как превращенная форма прибавочной… … Большая советская энциклопедия
Чёрной металлургии монополии — капиталистических стран. Чёрная металлургия капиталистических стран характеризуется высокой степенью концентрации и монополизации производства. 5 крупнейших монополий выплавляют около 1/4 мирового капиталистического производства стали. До … Большая советская энциклопедия
Капитализм — (Capitalism) Капитализм это общественно экономическая формация, основанная на частной собственности, эксплуатации наёмного труда и признающая главенство капитала История капитализма, модели капитализма, основные понятия капитала, становление… … Энциклопедия инвестора
Лисин, Владимир — Председатель совета директоров Новолипецкого металлургического комбината Председатель совета директоров ОАО Новолипецкий металлургический комбинат с 1998 года, владелец контрольного пакета акций компании. Председатель совета директоров… … Энциклопедия ньюсмейкеров
Крупный бизнес — (Big bisness) Понятие крупного бизнеса, развитие и прибыль Информация о понятии крупного бизнеса, развитие и прибыль Содержание Содержание Динамика развития Прибыль и рентабельность Производительность труда Комплексная эффективность Крупный… … Энциклопедия инвестора
Портфельные инвестиции — (Portfolio investment) Портфельные инвестиции это совокупность ценных бумаг, принадлежащих одному инвестору, вкладываемые в хозяйственную деятельность в целях получения дохода. Определение, класификация и виды портфельных инвестиций, риски,… … Энциклопедия инвестора
Новолипецкий металлургический комбинат — ОАО «Новолипецкий металлургический комбинат» Тип Открытое акционерное общество Листинг на бирже ММВБ … Википедия
BHP Billiton — (Би Эйч Пи Биллион) Компания BHP Billiton, история компании, деятельность компании Информация о компании BHP Billiton, история компании, деятельность компании Содержание Содержание Обозначение Ключевые моменты развития в Успехи Партнеры фирмы BHP … Энциклопедия инвестора
Европа — (Europe) Европа – это плотнонаселенная высокоурбанизированная часть света названная в честь мифологической богини, образующая вместе с Азией континент Евразия и имеющая площадь около 10,5 миллионов км² (примерно 2 % от общей площади Земли) и … Энциклопедия инвестора
КАПИТАЛИЗМ — (нем. Kapitalismus, от лат. capitalis главный) общественный строй, основанный на частнокапиталистич. собственности на средства произ ва и на эксплуатации наемного труда капиталистами, последняя общественно экономич. формация, основанная на… … Советская историческая энциклопедия
Разновидности литниковых систем
Прибыли представляют собой открытые или закрытые полости в форме, примыкающие к наиболее массивным частям отливки и служащие для питания (см. рис. 1.5; 1.11; 1.12; 1.14) отливок в период затвердевания с целью предупреждения образования усадочных раковин и рыхлот.

Рис. 1.14. Разновидности прибылей:
а — открытая верхняя, б — открытая боковая (отводная), в — закрытая боковая (питающая бобышка), г — закрытая полусферическая прибыль с атмосферным давлением, д — закрытая прибыль с газовым давлением, е — закрытая легкоотделяемая прибыль с газовым давлением, ж — обогреваемая верхняя открытая прибыль; 1 — массивная (питаемая) часть отливки. 2 — прибыль, 3 — песчаный стержень с каналом для подвода атмосферного давления в среднюю часть прибыли, 4 — керамический патрон с зарядом газотворного вещества (например, мела), 5 — керамическая или стержневая разделительная пластина между прибылью и массивной частью отливки, 6 — песчаная втулка с термореактивной смесью (экзотермической), оформляющая прибыль и обеспечивающая подогрев в ней металла
Прибыли классифицируют по расположению их относительно отливки на верхние и боковые, или отводные; по конструкции — открытые и закрытые, по форме — конические, цилиндрические, полусферические, шаровидные, в виде бобышек и др.; по условиям работы—с атмосферным давлением, со сверхатмосферным газовым давлением, утепленные, обогреваемые экзотермическими вставками; по методу отделения от отливок — отрезные и легкоотделяемые отбивные или скалываемые. Расположение, устройство и размеры прибыли должны быть такими, чтобы запас жидкого металла в ней был достаточным для компенсации усадки в питаемой части отливки и затвердевание расплава в ней заканчивалось после затвердевания питаемого узла, а усадочные дефекты (раковины, пористость) полностью находились в прибыли, не переходя в отливку. Одновременно стремятся к тому, чтобы при выполнении указанных условий расход металла на прибыли был минимальным (определяют расчетом).
Различают литниковые системы с питателями, расположенными в горизонтальной и вертикальной плоскостях разъема формы. По способу подвода расплава в рабочую полость формы литниковые системы делят на ряд разновидностей: верхнюю, нижнюю (сифонную), боковую (рис. 1.15,а, б, в), ярусную (рис. 1.16 и 1.17), вертикально-щелевую (см. рис. 1.12) и комбинированную (рис. 1.18). Тип литниковой системы выбирают с учетом свойств литейного сплава, конфигурации и размеров отливки, расположения ее в форме и других факторов.

Рис. 1.15. Конструкции литниковых систем с верхним (а), нижним (б) и боковым (в) подводом расплава к отливке

Рис. 1.18. Комбинированный подвод металла при изготовлении отливки с протяженной цилиндрической частью:
а — общий вид, 6 — вид сверху; 1 — литниковая чаша, пробка, 3 — заслонка, 4, 5 — стояки, 6 — питатель, кольцевой коллектор для рассредоточенного подвода расплава сверху через дождевые питатели 8
Верхняя литниковая система (см. рис. 1.13; 1.15,а) имеет ряд достоинств: расход металла на нее невелик, конструкция ее обычно проста и легко выполнима при изготовлении форм; подача расплава сверху обеспечивает благоприятное распределение температуры в залитой форме (повышение ее от нижней части отливки к верхней), а следовательно, и благоприятные условия для направленной кристаллизации и питания отливки. Однако падающая сверху струя металла может размывать песчаную форму, вызывая засоры в отливке, при этом расплав разбрызгивается, возникает опасность его окисления и замешивания воздуха в поток с образованием оксидных включений. При верхней литниковой системе затрудняется улавливание шлака.
Применяют верхнюю литниковую систему для невысоких (в положении заливки) отливок небольшой массы и несложной формы, изготовляемых из сплавов, не склонных к сильному окислению в расплавленном состоянии, например чугунов, углеродистых конструкционных сталей, латуней.
ТЕМА: КОНСТРУИРОВАНИЕ И РАСЧЕТ ПРИБЫЛЕЙ
Цель работы – овладение навыками определения места установки прибылей и определение их размеров.
Теоретическое введение.
В процессе охлаждения и затвердевания залитый в форму металл уменьшается в объеме, дает усадку. Если уменьшение объема металла отливки не компенсируется поступающим извне жидким металлом, то в теле отливки образуется полость, усадочная раковина. Усадку жидкого металла в теле отливки компенсируют установкой прибылей.
Прибыль выполняет свое назначение только в том случае, если жидкий металл в ней затвердевает позднее, чем в самой отливке. Поэтому сечение прибыли делается большим, чем сечение узла отливки, над которым она устанавливается.
По геометрической форме прибыли классифицируют: на прибыли прямого (рис. 40, а, в) и бокового (рис. 40, б, г) питания, открытые (рис. 40, а, б) и закрытые (рис. 40, в, г) простого действия.

При выборе типа прибыли необходимо отдавать предпочтение прямым цилиндрическим закрытым прибылям. Помимо экономичности и обеспечения лучших условий питания они обладают следующими преимуществами: для цилиндрических прибылей проще и дешевле изготовление моделей, закрытые прибыли упрощают формовку, препятствуют окислению металла при заливке, способствуют сокращению их необходимого объема за счет теплоизоляции сверху, обеспечивают постоянство объема прибыли.
Открытые прибыли целесообразно применять при изготовлении крупных отливок. Когда можно осуществить доливку в них свежих порций металла для улучшения питания.
Правильное определение размеров прибылей и мест их расположения имеет большое значение, так как от этого зависит качество отливок и коэффициент выхода годного.
Выбирая места установки прибылей и их размеры, необходимо учитывать следующее:
– усадочные раковины образуются в местах наибольшего скопления металла (местные утолщения, узлы сочленений, ребер, фланцы);
– усадочные раковины располагаются обычно наверху отливки;
– прибыли, установленные на массивных частях отливок, замедляют скорость охлаждения последних, способствуя увеличению остаточных напряжений в отливке;
– устанавливаемые на отливках прибыли служат не только для предотвращения усадочных раковин в теле отливки, но и для собирания неметаллических включений и ликвидационных выделений;
– установка прибылей на необрабатываемых частях отливки вызывает дополнительные затраты на зачистку мест установки прибылей.
Для определения места установки прибылей и выбора их рациональных размеров обычно пользуются методом вписанных окружностей, основанном на принципе управляемого направленного затвердевания ( рис. 41). Если в отдельные сечения отливки вписать окружность, то там, где будет вписана окружность наибольшего диаметра, будет и наибольшее сечение отливки и, следовательно, может возникнуть усадочная раковина.
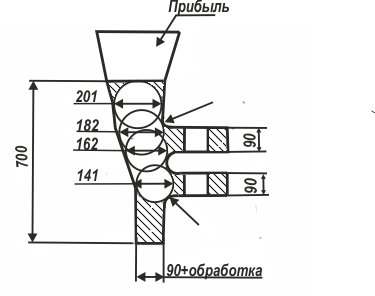
Диаметр окружности, вписанной в прибыль, должен превышать наибольший диаметр окружности, вписанной в наибольшее сечение отливки, питаемой этой прибылью.
Метод расчета прибылей.
Расчет прибыли по методу Василевского. Выбор места установки прибылей и определение их размеров следует начинать с выделения отдельных узлов отливки. Узлы отливки можно привести к двум типовым схемам питания (рис. 42, 43).
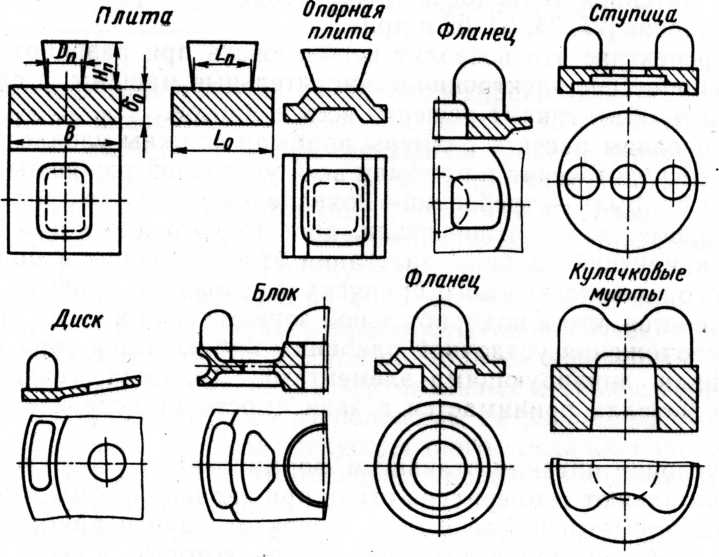
Рис. 42. Питание отливок по первой типовой схеме
и примеры расположения прибылей

Рис. 43. Питание отливок по второй типовой схеме
На основе практических данных и положений, разработанных П.Ф. Василевским, основные размеры прибылей применительно к каждой схеме питания определяются по табл. 7, 8.
Ориентировочные соотношения основных параметров отливки δо
и прибыли Dп, по первой типовой схеме питания
| δо, мм | Dп/δ при отношении Нп/Dп | Прибыли | Доливка прибыли через каналы дополнительной литниковой системы | ||
| 1,2-1,25 | 1,5 | ||||
| 50-120 | 2,4-2,6 | 2,3-2,5 | 2,2-2,3 | закрытые | –– |
| 120-200 | 2,2-2,5 | 2,1-2,4 | 2,0-2,3 | закрытые | необходимо |
| открытые | необходимо | ||||
| 200-500 | 2,1-2,3 | 2,0-2,3 | 1,9-2,2 | открытые | необходимо |
Примечание. Нижние и промежуточные значения Dп/δо относятся к случаям применения прибылей с отношением размеров Lп/Dп≥2, а также, если прибыли доливаются сверху. При шаровой форме прибыли применяется Нп/Dп=1.
и прибыли Dп, по второй типовой схеме питания
Примечание. Нижние пределы отношений Dп/δоотносятся к случаям доливок металла в прибыль после окончания заливки формы. Приливы а, b предназначены для компенсации возможных утонений тела в подприбыльной части ивыполняются сверх формовочного уклона (рис. 43).
Отливку условно делят на самостоятельные узлы питания, определяют поперечный размер питаемой стенки δо или диаметр окружности, вписанный в питаемый узел, а по второй схеме питания подсчитывают также соотношение Но/δо. На основании этих данных выбирают по табл. 8 для близких значений δо и Но/δо соответствующие отношения Dп/δо и Нп/Dп, а также относительную протяженность прибыли В=(1-2)Dп. В зависимости от протяженности термических узлов и конструкции отливки определяется количество прибылей, необходимое для ее питания.
После этого отношения переводят в конкретные размеры, строят контур прибыли и определяют технологический выход годного, т.е. отношение массы отливки к расходу жидкого металла на отливку, выраженное в процентах (табл. 9).
Ориентировочный технологический выход годного для отливок, изготовленных из углеродистых и низколегированных сталей
Окончание таблицы 9
Примечание. Расход металла на литники принят 3-6 % от общей массы жидкого металла, в том числе около 6 % при массе отливок до 500-600 кг.
Расчет прибылей по методу Уралмашзавода. Простейший метод расчета прибылей для разностенных отливок и отливок, имеющих отношение преобладающих толщин стенок (максимальной к минимальной) в пределах 1,5-2,5, разработан и применяется на Уралмашзаводе. Формула расчета имеет вид
где Dш.п – диаметр шаровой прибыли, дм; Vж.м – объем жидкого металла, не-обходимого для изготовления отливки вместе с прибылями, дм 3 ; Т – толщина стенки тела отливки, дм; Нпр – высота прибыли, дм.
По результатам расчета можно построить схему (рис. 44).
Для определения диаметра шаровой прибыли приняты следующие условия:
– объем усадочной раковины равен (0,03-0,04)Vж.м и выражен как πd 3 /6,
где d – диаметр шара, равный объему усадочной раковины;
– для компенсации влияния различных факторов на объем усадочной раковины введен коэффициент запаса 1,25;
– удельный вес жидкого металла γ принят равным 7,0 кг/дм 3 ;
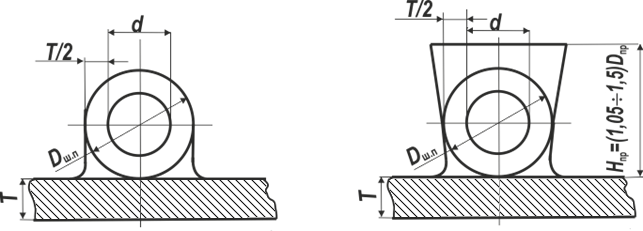
Рис. 44. Схема построения шаровой прибыли
– скорости кристаллизации металла в отливке и в прибыли равны: т.е. если отливка с толщиной тела Т затвердевает, то в прибыли с каждой стороны
образуется слой твердого металла, равный Т/2 (рис. 44);
– для определения количества жидкого металла, необходимого для изготовления отливки, выход годного ориентировочно принимается 60-80 %.
Для примера возьмем выход годного, равного 70 %. Тогда, зная черновой вес отливки, можно определить жидкий вес отливки, кг:
Объем жидкого металла, дм 3 :
Если на отливку требуется установить несколько прибылей, то для определения их размеров принимается объем жидкой части отливки, на которую будет установлена прибыль.
Для отливок, имеющих массивный узел, диаметр прибыли вычисляют пометоду Нехендзи и Оболенцева:
где Dпр – диаметр прибыли, дм; d – диаметр окружности, вписанной в узел, дм; Q – вес питаемого узла, кг; 0,1 – коэффициент, принятый для концентрированного узла; 0,2 – коэффициент для разветвленного узла.
Высота прибыли принимается (1,0-1,5)Dпр, относительная протяженность прибылей – 30–50 % и более в зависимости от конфигурации отливки, длины детали или питаемого узла.
Расчет прибылей методом Пржибыла.
Расчет прибылей по методу И. Пржибыла применим для многих литейных сплавов. Более надежные результаты он дает в случае образования концентрированных усадочных раковин, например, при изготовлении отливок из стали, высокопрочного чугуна и т.д.
Объем прибыли Vпгде β – отношение объема прибыли к объему усадочной раковины (Vп/Vр); εV – часть объемной усадки сплава, принимающая участие в формировании уса-дочной раковины; Vу – объем питаемого узла отливки, м 3 .
Для определения Vп по данному уравнению необходимо выделить в отливке узлы питания и рассчитать объем Vу каждого из них.
Величина εV зависит от типа сплава: для алюминиевых εV = 0,043-0,055; для магниевых εV = 0,040-0,045; для цинковых εV = 0,045-0,050; для латуней εV = 0,061-0,065; для безоловянных бронз εV =0,08, для оловянных бронз εV = 0,045-0,050, для сталей и высокопрочного чугуна εV = 0,045.
Из найденного объема Vп рассчитываются размеры прибыли. При этом отношение высоты прибыли к ее диаметру Нп:Dп на отливках ориентировочно должно быть равно 1,25-1,50 для закрытых и 1,50-1,90 для открытых прибылей. Расчетные формулы для определения конструктивных параметров прибылей различных конфигураций приведены в табл. 10.
Определение высоты типовых конструкций прибылей
| Вид прибыли | Характеристика | Расчетная формула |
| Шаровая прибыль | ||
| Закрытая куполообразная цилиндрическая прибыль | H+r не менее высоты питаемого узла |
Окончание таблицы 10
| Закрытая куполообразная прибыть с компактной формой горизонтального сечения | H+r не менее высоты питаемого узла | |
| Открытая цилиндрическая или коническая прибыть | ||
 | Открытая прибыть с компактной формой горизонтального сечения |
После определения конструктивных размеров прибыли прогнозируется эффективность работы прибылей и определяется технологический выход годного. Для этого рассчитывается Rп и сравнивается с Ry (R – приведенная толщина прибыли или теплового узла, равная отношению объема к поверхности охлаждения: R = V/F). Для сплавов, заливаемых без перегрева, Rп/Ry должно быть не менее 1,03.
Приближенный технологический выход годного (ТВГ) определяется по формуле
где Vo – объем отливки, м 3 ; Vp – объем усадочной раковины, м 3 .
Полученный ТВГ сравнивается с нормируемым для подобных отливок. В большинстве случаев при литье цветных сплавов в песчано-глинистые формы эта величина составляет 45-70 %. При заниженных значениях ТВГ принимается решение об использовании какого-либо способа повышения эффективности работы прибылей.
Расчет прибылей для зубчатых колес и венцов. Расчет прибылей ведут по второй типовой схеме питания (рис. 45). Величину подприбыльного пополнения рассчитывают в зависимости от диаметра окружности D, вписанной в питаемый узел, и толщины обода А.

Рис. 45. Эскиз конструирования прибыли на зубчатом колесе:
1 – контур закрытой прибыли; 2 – контур открытой прибыли; 3 – грязесборник
Пополнение а, необходимое для определения размера D, принимается равным 0,2А.
Ширина основания прибыли определяется суммой размера диаметра D и К, где К составляет 0,3Н. Величину Н находят из построения.
По внутреннему диаметру ступицы подприбыльное пополнение определяют по методу вписанных окружностей, основанному на правиле управляемого направленного затвердевания. При малом внутреннем диаметре ступицы иногда бывает целесообразно отверстие в ступице не выполнять. Подвод металла производится под прибыль сифоном в ступицу и обод в деталях с наружным диаметром более 1200 мм или только в обод при диаметре колеса менее 1200 мм.
Упрощенный метод расчета прибыли (рис. 46) на ободе зубчатых колес разработан и применяется на Уралмашзаводе (табл. 11).
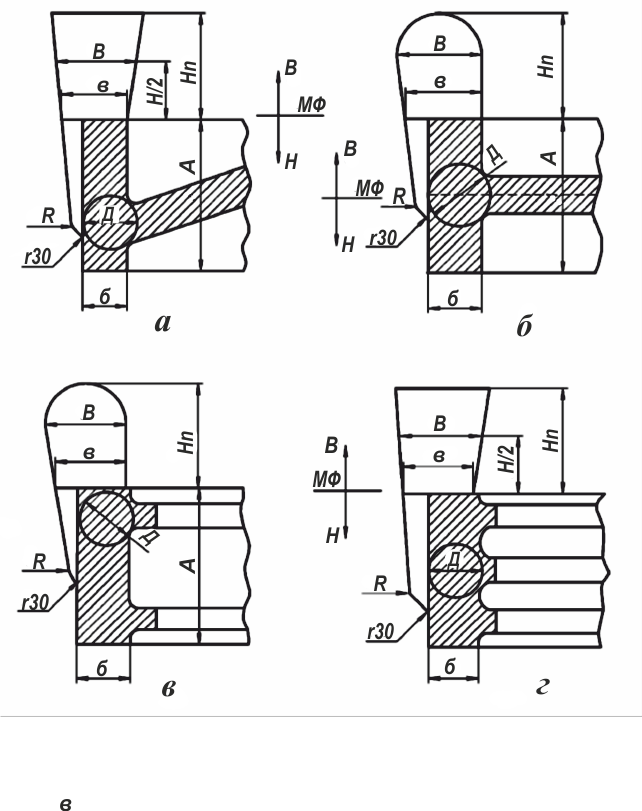
Рис. 46. Эскизы прибылей на ободе зубчатых колес: а – диск, выполненный под углом; б – однодисковое колесо; в – двухдисковое колесо; г - трехдисковое колесо
Размеры необходимые для построения прибылей на ободе зубчатого колеса
Примечание. Построение прибылей производится с учетом следующих условий: для однодисковых зубчатых колес с тонким ободом(D ≤ 60мм) высотой до 100 мм и диаметром до 600 мм принимается Нп=(1,4-1,5)А; L=22-50 % (при отсутствии ребер жесткости диска ставится только одна прибыль, принимая L=22-30%);для двух-трехдисковых зубчатых колес с толщиной обода δ>70 мм и высотой примерно 200 мм принимают Нп = А. Необходимо проверить, чтобы отъемная часть закрытой прибыли вместе с хвостовиком свободно извлекалась из формы.
Расчет фланцевых прибылей. Технологические пополнения назначают по толщине и внешнему контуру механически необрабатываемой поверхности фланцев. Эти пополнения не тождественны припуску на механическую обработку.
Расчет фланцевых прибылей (рис. 47) на детали типа тройников, патрубков, колен производится согласно табл. 12.

Рис. 47. Эскиз фланцевых прибылей
Размеры для построения фланцевых прибылей
| Наименование основных размеров | Значение основных величин при отношениях | |
| H/b < 1,3 | H/b ≥ 1,3 | |
| Напуск на фланец | исключается | δ=0,05D |
| Охват фланца (по хорде) | L = 0,8D | L =(0,6-0,65)D |
| Высота прибыли | Hп=0,4D | Hп=0,5D |
| Угол перехода шейки прибыли | α = 60º | α = 60º |
| Боковой конус прибыли | α1 = Hп/10 | α1= Hп/10 |
| Приращение толщины прибыли | C = 0,4в | C = 0,4в C1 = 0,05D+0,4в |
Расчет прибылей для отливок из цветных сплавов. Для расчета площади поперечного сечения прибыли предлагается упрощенный метод расчета по отношению диаметра прибыли Dп к диаметру окружности, вписанной в питаемый узел отливки Dу (метод Б.Б. Гуляева):
– для компактных узлов
– для узлов со среднеразвитой поверхностью
– для узлов с очень развитыми поверхностями
где Dп – диаметр прибыли; Dу – диаметр питаемого узла.
Отношения берутся тем больше, чем больше отношение длины питаемого узла к его толщине.
Высота прибыли Нп = (1,0-1,5)Dп. Форма прибылей аналогична прибылям для стальных отливок. Применяется прибыль прямого и бокового действия. Наиболее эффективны прибыли прямого действия. В отливках с явно выраженными тепловыми узлами прибыли располагают над ними.
Порядок выполнения работы.
Исходные данные для выполнения работы студент получает у преподавателя: эскиз детали, материал, условия производства. Эскизы деталей приведены в приложении 4.
Необходимо определить рациональное положение отливки в форме; показать места установки прибылей; произвести расчет прибыли; нанести размеры прибыли на чертеж литейно-модельных указаний (см. рис. 38).
ПРИБЫЛЬ
ПРИБЫЛЬ - элемент литниковой системы для питания отливок в период затвердевания с целью предупреждения образования усадочных раковин. Различают прибыли (рис. П-48): по месту расположения - верхние и боковые; по конструкции - открытые прибыли и закрытые прибыли; по способу заливки - проточные (проливные) и сливные; в зависимости от сил, перемещающих жидкий металл из прибыли в отливку, - гравитационные, атмосферные и газовые; в зависимости от тепловых условий в форме - обычные, утепленные и подогреваемые; по способу отделения от отливки - отрезаемые и отбиваемые. ГОСТ 18169-86.
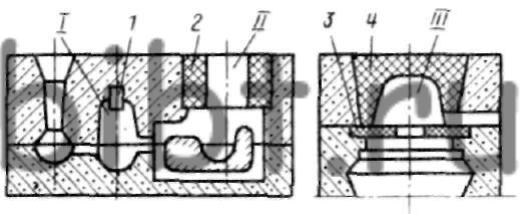
I - боковая закрытая, проточная, газовая, обычная, отбиваемая; II - верхняя открытая, сливная, атмосферная, подогреваемая, отрезная; III - верхняя, закрытая, проточная, гравитационная, утепленная, отбиваемая; 1 - стержень с газовым зарядом; 2 - втулка из экзотермической смеси; 3 - разделительная пластина; 4 - стержень из низкотеплопроводного материала
Металлургический словарь . 2003 .
Читайте также: