Процесс кристаллизации металла шва
Обновлено: 15.05.2024
Сварка металлов плавлением представляет собой более сложный металлургический процесс по сравнению с металлургическим процессом, происходящим при получении металлических отливок.
Характерными особенностями сварки сталей являются следующие:
1. Высокая температура нагрева металла. При дуговой сварке температура сварочной ванны достигает 2300°С вместо 1700°С в мартеновской печи.
2. Малый объем расплавленного металла в сварочной ванне. При ручной сварке покрытыми электродами он редко достигает 2 см 3 .
3. Кратковременность процесса. Время от начала расплавления до застывания сварочной ванны составляет несколько секунд; охлаждение протекает со скоростью 5 - 15°С/с.
Высокая температура в зоне дуги приводит к быстрому плавлению электродного металла, покрытия, флюса, а также металла свариваемых частей. Молекулы кислорода, азота, водорода, находящиеся в воздухе в зоне дуги, частично распадаются на атомы и ионы. В атомарном состоянии эти элементы обладают высокой активностью, вступают в химические соединения с элементами расплавленной стали и растворяются в ней, образуя после остывания хрупкий металл. Высокая температура при сварке приводит также к испарению, выгоранию и разбрызгиванию металла и других веществ, находящихся в зоне сварки.
Малый объем расплавленного металла в сварочной ванне и относительно холодный твердый металл свариваемых частей вызывают интенсивный отвод тепла в свариваемое изделие, в результате чего химические реакции между расплавленным металлом и шлаком протекают за очень короткое время, не успевая полностью завершиться и не создавая равновесия, как это обычно происходит в большом металлургическом процессе. Быстрое затвердевание и кристаллизация металла шва отражаются на структуре и механических свойствах металла шва и металла свариваемых частей. Химический состав, структура и механические свойства металла шва зависят не только от состава присадочного металла и металла свариваемых частей, но также в значительной степени и от характера и интенсивности химических реакций при сварке. Поэтому при определении свойств и прочности металла шва, а также свойств и прочности всего сварного соединения приходится учитывать указанные особенности сварочного процесса.
Процессов, протекающих в условиях дуговой сварки, много. Рассмотрим те, которые имеют общий характер во всех или большинстве случаев выполнения сварки.
Диссоциация газов и соединений. При диссоциации происходитраспад более сложных компонентов на атомы или составные части. Этому процессу способствуют наличие высоких температур в зоне сварки и каталитическое действие расплавленного металла. При дуговой сварке в первую очередь диссоциации подвергаются молекулы газов как простых – кислород, азот, водород, так и сложных – углекислый газ СО2, пары воды Н2О и др. Диссоциация газов происходит по реакциям: О2↔О+О; N2↔N+N; H2↔H+H; CO2↔CO+O. Кислород и водород при температурах дуги практически полностью диссоциируют на атомы, азот диссоциирует в меньшей степени.
Диссоциация водяного пара в зависимости от температуры проходит по реакциям: H2O↔H2+O; H2O↔OH+H. Следовательно, в зависимости от условий протекания реакций водяной пар может окислять или восстанавливать металл сварочной ванны.
Окисление металла при сварке. Металл сварочной ванны может окисляться за счет кислорода, содержащегося в газовой среде и шлаках зоне сварки. Кроме того, окисление может происходить и за счет оксидов (окалины, ржавчины), находящихся на кромках деталей и поверхности электродной проволоки. При нагреве имеющаяся в ржавчине влага испаряется, молекулы воды диссоциируют, а получающийся кислород окисляет металл. Окалина при плавлении металла превращается в оксид железа также с выделением свободного кислорода. При недостаточной защите сварочной ванны окисление происходит за счет кислорода воздуха.
Кислород с железом образует оксиды: FeO (22,3 % О2), Fe304 (27,6 % О2), Fe2О3 (30,1% О2). При высокой температуре сварочной дуги за счет атомарного кислорода в результате реакции Fe + О.
FeO образуется низший оксид, который при понижении температуры может переходить в другие формы высших оксидов.
Наибольшую опасность для качества шва представляет оксид FeO, способный растворяться в жидком металле. Этот оксид обладает температурой плавления меньшей, чем у основного металла. Поэтому при кристаллизации металла шва он затвердевает в последнюю очередь. В результате он располагается в виде прослоек по границам зерен, что вызывает снижение пластических свойств металла шва. Чем больше кислорода в шве находится в виде FeO, тем сильнее ухудшаются его механические свойства. Высшие оксиды железа не растворяются в жидком металле и, если они не успевают всплывать на поверхность сварочной ванны, остаются в металле шва в виде шлаковых включений.
Раскисление металла при сварке. Применяемые при сварке защитные меры не всегда обеспечивают отсутствие окисления расплавленного металла. Поэтому его требуется раскислить. Раскислением называют процесс восстановления железа из его оксида и перевод кислорода в форму нерастворимых соединений с последующим удалением их шлак. Окисление и раскисление, в сущности, представляют два направления протекания одного и того же химического процесса. В общем случае реакция раскисления имеет вид FeO+Me↔Fe+МеО, где Me – раскислитель.
Раскислителем является элемент, обладающий в условиях сварки большим сродством к кислороду, чем железо. В качестве раскислителей применяют кремний, марганец, титан, алюминий, углерод. Раскислители вводят в сварочную ванну через электродную проволоку, покрытия электродов и флюсы.
Рафинирование (очистка) - это удаление из металла вредных примесей: газов, серы, фосфора и др. Рафинируют металл с помощью окислительно-восстановительных реакций, вакуумным отжигом, замедленным охлаждением сваренных деталей. Хорошие результаты дает введение через электродную обмазку или флюс веществ (например, рутила ТiO2 или плавикового шпата CaF2), растворяющих вредные примеси или образующих с ними нерастворимые в металле легкоплавкие соединения, переходящие из сварочной ванны в шлак или в атмосферу. Наиболее опасными для сталей считаются сера и фосфор, попадающие в сварочную ванну в виде примесей из шлака, из основного и присадочного металла. Уже при содержании в металле 0,01 % серы в процессе кристаллизации металла шва из раствора по границам зерен выпадает легкоплавкий сульфид железа FeS. От растягивающих напряжений при усадке металла в процессе его охлаждения прослойки, заполненные FeS, разрушаются, образуются горячие трещины. Таким образом, сера вызывает красноломкость стали - снижение ее прочности при высокой температуре. Процессы удаления серы из металла называют обессериванием (десульфурацией).
Кристаллизация металла шва
Кристаллизацией называется процесс образования зерен из расплавленного металла при переходе его из жидкого состояния в твердое. Различают первичную и вторичную кристаллизацию.
Первичная кристаллизация протекает при высоких скоростях охлаждения и перехода из жидкого в твердое состояние с образованием столбчатой структуры. Вторичная кристаллизация начинается с распада первичной структуры и заканчивается при низких температурах образованием устойчивых нераспадающихся микроструктур.
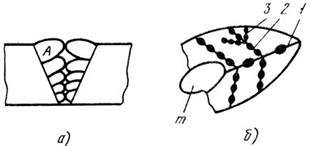
Кристаллизация металла сварочной ванны начинается в зоне сплавления от твердых кромок свариваемых деталей (рис. 2.9). Началом кристаллизации являются неполностью оплавленные зерна на кромках металла. Они наращиваются затвердевающими частицами металла сварочной ванны. Из сварочной ванны появляются зародыши новых растущих зерен. Такие частицы имеют очень низкую концентрацию углерода. По мере снижения температуры ванны и приближения к температуре затвердевания зародыши обогащаются углеродом, концентрация которого доходит до 0,07%.
Рис. 2.9- Кристаллизация металла шва: а - дендритная (столбчатая) структура однопроходного шва, б - дендрит А (увеличен), m - неполностью оплавленное зерно основного металла; 1 - ось первого порядка кристаллизации, 2 - ось второго порядка, 3 - ось третьего порядка; кружки - зародыши кристаллизации (будущие зерна)
При затвердевании металла происходят два явления: первоначальное образование зародышей зерен и последующий их рост за счет присоединения к ним новых зерен металла из сварочной ванны. Зародыши появляются первоначально на оси первого порядка (рис. 2.9б), перпендикулярной плоскости отвода тепла. От оси первого порядка под углом возникают и растут зародыши на оси второго порядка. Могут образоваться зародыши и на оси третьего порядка и т. д., образуя кристаллиты, формой напоминающие деревья и называемые поэтому дендритами (от французского слова "дендрон" - дерево). Химический состав каждого дендрита может быть неодинаковым, что объясняет химическую неоднородность металла шва. Дендриты, образовавшиеся в конце процесса кристаллизации, загрязнены примесями в большей степени, чем первые затвердевшие дендриты, что наблюдается при низких скоростях охлаждения. Дендриты соприкасаются между собой и этим взаимно тормозят свое развитие. В результате этого их форма и направленность могут сильно искажаться.
Кристаллизация металла сварных швов имеет прерывистый характер. Под действием сил, появляющихся в процессе сварки и кристаллизации, металл сварочной ванны постоянно находится в движении. Эти силы придают металлу шва слоистый характер при любых условиях сварки (рис. 2.10). Чем сильнее теплоотвод и меньше объем жидкого металла, том тоньше кристаллизационный слой. Слоистый характер затвердевшего металла выражается чешуйчатостью шва. Кристаллизационные слои в любом сечении шва могут быть рассмотрены на специально подготовленных макрошлифах.
Зерна металла шва обычно имеют округлую форму. Зерна основного металла по форме отличаются от зерен металла шва тем, что они деформированы и вытянуты в направлении прокатки.
Строение и кристаллизация сварного шва

Сварочная ванна представляет собой участок расплавленного метала, перемещающийся вместе со сварочной дугой вдоль шва со скоростью сварки. Она имеет в продольном сечении форму, показанную на рисунок справа. В головной части ванна глубже, так как здесь жидкий металл находится под давлением дуги РД, обусловленным давлением газов, ударами заряженных частиц о поверхность металла и электромагнитным дутьем дуги. Глубина ванны зависит от плотности тока и скорости сварки, возрастая с повышением плотности и уменьшением скорости.
Жидкий металл ванны находится в непрерывном движении и перемешивании. Давлением дуги он вытесняется со дна ванны на ее боковые поверхности, образуя кратер.
Жидкий металл откладывается отдельными порциями и давление дуги периодически изменяется, отчего при затвердевании металла шва на его поверхности образуются волны (чешуйки). Чем толще слой шлака над расплавленным металлом шва, тем чешуйки будут тоньше, а поверхность шва — более ровной и чистой. Особенно чистой поверхность шва получается при автоматической сварке под флюсом.
При сварке под флюсом размеры ванны примерно следующие, мм: длина = 80-120, ширина = 20-30, глубина = 15-20.
Время, в течение которого металл ванны находится в жидком состоянии, зависит от способа и скорости сварки. Например, при ручной сварке током 150—200 а со скоростью от 3 до 11 м/ч это время составляет от 24 до 6,5 сек при автоматической под флюсом со скоростью 50 м/ч — 4,4 сек.
По линии АБВ ванны (см. рис. 32) протекает процесс плавления основного металла, а по линии ВГА — кристаллизации металла шва.
Кристаллизацией называется процесс образования зерен (кристаллитов) расплавленного металла при переходе его из жидкого состояния в твердое. Это, так называемая, первичная кристаллизация. Существует еще вторичная кристаллизация, при которой происходит изменение структуры уже затвердевшего металла. Первичная кристаллизация металла шва начинается в результате его охлаждения при отводе тепла в толщу твердого металла, окружающего сварочную ванну. Сначала возникают отдельные центры кристаллизации, а от них начинают расти уже сами кристаллы, образующие зерна металла.

Первичная кристаллизация зарождается в первую очередь по линии сплавления I—II (рис. 33, а), на границах частично оплавленных зерен твердого металла, так как именно здесь начинается охлаждение ванны. Кристаллы растут в сторону толщи металла шва, как показано стрелкой, перпендикулярно плоскости отвода тепла. Количество, форма и расположение зерен зависят от места зарождения центров кристаллизации, скорости роста зерен, скорости охлаждения и направления отвода тепла, а также от наличия в расплавленном металле посторонних включений. При затвердевании металла сварочной ванны (рис. 33, б) сначала возникают быстрорастущие кристаллы вследствие интенсивного отвода тепла в основной металл. Между ними появляются более мелкие и медленнее растущие кристаллы, поскольку от них тепло отводится не так быстро. Затем зерна смыкаются и из них продолжают расти только те, которые расположены перпендикулярно поверхности раздела между твердым и жидким металлом. При уменьшении скорости охлаждения центры кристаллизации возникают более равномерно по всему объему металла, а зерна растут во все стороны. Первичная кристаллизация металла шва протекает периодически и при специальном травлении в нем можно различить слоистое строение.
Металл шва в результате первичной кристаллизации получает или гранулярную (зернистую) структуру, при которой зерна не имеют определенной ориентировки, а по форме напоминают многогранники, или столбчатую и дендритную структуру, при которой зерна вытянуты в одном направлении (рис. 33, в). При столбчатой структуре зерна имеют компактную вытянутую форму, при дендритной — ветвистую, напоминающую дерево. Дендриты обычно располагаются в столбчатых зернах, являясь их основой.
Чем быстрее охлаждение металла, тем больше образуется центров кристаллизации и тем мельче будут зерна. При медленном охлаждении в процессе затвердевания металл приобретает крупнозернистое строение. Столбчато-дендритная структура с крупными зернами (см. рис. 33, в) характерна для сварки под флюсом, где охлаждение металла шва происходит медленнее, чем при ручной сварке. Гранулярная структура присуща сварке покрытыми электродами. Она может быть крупной и мелкой, в зависимости от условий охлаждения и кристаллизации. Мелкозернистая гранулярная структура повышает механические свойства наплавленного металла.
Зерна основного металла отличаются по форме от зерен металла шва тем, что они деформированы и вытянуты в направлении прокатки.
Находящиеся в жидком металле примеси и загрязнения (окислы, шлаки и др.) имеют более низкую температуру затвердевания, чем металл, и при застывании располагаются по границам зерен, ухудшая их сцепление между собой. Это снижает прочность и пластичность наплавленного металла. Чем чище наплавленный металл, тем выше его механические свойства.
Форма шва имеет значение для направления кристаллизации и расположения неметаллических включений. При широких швах (рис. 33, г) эти включения вытесняются наверх и могут быть легко удалены; при узких швах (рис. 33, д) включения часто остаются в середине шва между зернами.
Строение сварного шва
Рассмотрим вопрос о строении сварного шва на примере сварки низкоуглеродистой стали, имеющей наибольшее применение в сварных конструкциях.
На тщательно отшлифованной поверхности разреза сварного шва, протравленной специальным раствором, можно ясно видеть отдельные участки, имеющие различное строение зерен и называемые зонами сварного шва. Эти зоны следующие.

Основной металл, который в процессе сварки нагревается и частично расплавляется. Чем выше температура нагрева, тем большие изменения будет претерпевать металл. В той зоне основного металла, где температура нагрева углеродистой стали не превышает 720° С, сталь сохраняет те же свойства, которыми она обладала до сварки.
Металл шва образуется в результате кристаллизации расплавленных основного и электродного (присадочного) металла. Доля электродного металла шва составляет при ручной дуговой сварке от 50 до 70%, при сварке под флюсом от 30 до 40%. Химический состав металла шва может значительно отличаться от состава основного металла вследствие химических реакций и перемешивания, происходящих в сварочной ванне. На химический состав металла шва влияет также состав покрытия, флюса, режим сварки, защита дуги от окружающей атмосферы и пр.
Зона сплавления, расположенная на границе между основным и наплавленным металлом. Если зерна основного и наплавленного металла хорошо срослись и как бы проникают друг в друга, то такие швы обладают наибольшей прочностью. Зона сплавления имеет очень малую ширину и трудно различима, так как сливается с границей шва. Если между зернами основного металла и металла шва имеется пленка окислов, то в этом месте шов обладает пониженной прочностью из-за нарушения сцепления частиц основного и наплавленного металла.
Зона влияния. За зоной сплавления располагается участок основного металла, где он не изменяет своего первоначального химического состава. Однако структура основного металла, на этом участке меняется под влиянием нагревания при сварке. Этот участок носит название зоны термического (теплового) влияния или просто зоны влияния.
Строение зоны влияния при ручной дуговой сварке низкоуглеродистой стали схематически показано на рис. 34, а. Рядом с металлом шва расположена зона сплавления, с которой граничит участок перегрева. Здесь основной металл уже не нагревается до температуры плавления, хотя температура его достаточно высока и лежит в пределах 1100—1500° С, что вызывает значительный рост зерен на данном участке, и почти всегда сопровождается образованием игольчатой (видманштеттовой) структуры. Эта часть шва обычно является наиболее слабым местом и металл здесь обладает наибольшей хрупкостью, хотя это существенно не влияет на прочность сварного соединения в делом, за исключением тех случаев, когда перегрев значителен.
По мере удаления от оси шва температура металла понижается. В пределах температур 900—1100°С находится участок нормализации, характеризующийся наиболее мелкозернистым строением, так как здесь температура нагрева лишь незначительно превышает критическую* температуру. На участке нормализации металл сварного соединения обладает наибольшей прочностью и пластичностью.
Следующий участок основного металла, лежащий в пределах температур 720—900° С, подвержен лишь частичному изменению структуры и потому называется участком неполной перекристаллизации. В нем наряду с довольно крупными зернами имеются скопления мелких зерен. В этой части металла подведенного тепла уже оказалось недостаточно для перекристаллизации и измельчения всех зерен. Участок, соответствующий нагреву от 500 до 720°С, называется участком рекристаллизации; в нем структура стали не изменяется, а происходит лишь восстановление прежней формы и размеров зерен, разрушенных и деформированных при прокатке металла. При дальнейшем понижении температуры от 500° С и ниже нельзя заметить признаков теплового воздействия на основной металл.
Наименьшую ширину (около 2,5 мм) зона термического влияния имеет при ручной дуговой сварке голыми и тонкопокрытыми электродами. При ручной сварке толстопокрытыми' электродами зона влияния больше и составляет 5—6 мм. При газовой сварке она наибольшая и достигает 25—27 мм. Ширина зоны влияния зависит от основных условий процесса сварки, определяемых толщиной и видом свариваемого металла (величины тока, скорости сварки, условий отвода тепла от места сварки). Так, например, при автоматической сварке низкоуглеродистой стали толщиной 40 мм, со скоростью 10—12 м/ч, током 2000—2500 а ширина зоны влияния достигает 8—10 мм; при автоматической сварке этой же стали толщиной 2 мм, током 1200—1400 а, при скорости 360 м/ч ширина зоны влияния всего 0,5—0,7 мм.
При сварке среднеуглеродистых и низкоуглеродистых сталей, склонных к закалке, структура металла в зоне влияния будет несколько иной (рис. 34, б). В этом случае за участком сплавления будут расположены (в направлении слева — направо): 8 — участок закалки, 9 — участок неполной закалки, 10— зона отпуска, 11 — основной металл.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Металлургические процессы при газовой сварке
В процессе сварки металл соприкасается с газами пламени, а вне пламени - с окружающей средой, обычно с воздухом. В результате этого взаимодействия металл подвергается изменениям, характер которых зависит от свойств металла, способа и режима сварки.
Наибольшим изменениям подвергается металл, расплавляющийся в процессе сварки. При этом изменяется содержание примесей и легирующих добавок в металле, а также может происходить обогащение его кислородом, а при некоторых условиях - водородом, азотом и углеродом (см. § 18). Так, при сварке стали, представляющей собой сплав железа с углеродом с присутствующими в виде примесей и добавок Mn, Si, S, Р, общая схема реакций в жидком металле сварочной ванны имеет вид, представленный на рис. 38.

Поступающая с кромок расплавляемого металла, а также образующаяся на поверхности жидкого металла закись железа растворяется в ванне и реагирует с различными элементами внутри сварочной ванны:
FeO + С = Fe + СО - 37,3 ккал/г·мол;
2FeO + Si = 2Fe + SiO2 + 63 ккал/г·мол;
FeO + Mn = Fe + MnO + 2,4 ккал/г·мол.
Вероятность протекания реакций раскисления в сварочной ванне определяется сродством различных элементов к кислороду и их количеством в сварочной ванне.
Обладая в конкретных условиях большим сродством к кислороду, чем железо, Mn, Si и С в реакциях (приведенных выше) могут связывать в сварочной ванне кислород: удалять его либо в виде газообразного продукта СО, либо неметаллических жидких или твердых соединений МпО, SiО2 и др. В металле ванны при этом уменьшается содержание кислорода - происходит раскисление. Такое раскисление называется осаждающим.
По мере уменьшения количества раскислителя в жидком металле вероятность его соединения с кислородом уменьшается и равновесное ему содержание кислорода увеличивается. Так, применительно к реакции (FeO + Mn = Fe + MnO + 2,4 ккал/г·мол) связь между равновесными количествами раскислителя Мn и закисью железа FeO (а следовательно, и кислорода в жидком металле) определяется формулой
[FeO] [Mn] = K = const

Качественно зависимость конечного содержания закиси железа (кислорода) в сварочной ванне при какой-то температуре показана на рис. 39.
На конечное содержание кислорода в ванне также будут влиять и количества Si, С, А1 и других раскислителей. При изменении температуры эта зависимость может смещаться либо в сторону ослабления действия раскислителя (вправо вверх), либо в сторону усиления его действия (влево вниз). Так, для экзотермических реакций раскисления марганцем и кремнием повышение температуры (+AТ) смeщает зависимость вправо вверх, при понижении температуры (-AT) - влево вниз. Углерод, дающий эндотермическую реакцию, при изменении температуры смещает эту зависимость в обратных направлениях.
В целом увеличение количества раскислителей в ванне способствует ее освобождению от кислорода. Это обстоятельство следует учитывать при сварке таких металлов, в составе которых раскислители практически отсутствуют (чистой меди, никеля высокой чистоты и др.), что приводит к возможности значительного окисления ванны при сварке.
Основным способом введения раскислителей для осаждающего раскисления является применение присадочного металла, содержащего такие составляющие. Так, например, в присадочный металл для сварки сталей обычно вводят повышенные по сравнению со свариваемым металлом количества Мn или Мn и Si.
При сварке нежелезных металлов и сплавов применяются и другие раскислители.

При сварке следует учитывать влияние водорода. При охлаждении сварочной ванны в расплавленном металле растворяется атомарный водород, который по мере понижения температуры стремится выделиться из раствора (рис. 40). Если охлаждение металла и затвердевание (кристаллизация) происходят достаточно быстро, выделившийся водород в виде отдельных газовых пузырей (обычно на дне ванны или на неметаллических включениях, находящихся в ванне) приводит к пористости или увеличивает поры, полученные от образования в ванне СО по реакции (первой). При дальнейшем охлаждении металла водород продолжает выделяться в оставшиеся полости и пустоты у границ зерен, создавая возможность разрыва спайности зерен. Это приводит к пороку - флокенам, особенно при сварке легированных закаливающихся сталей, а иногда и при сварке углеродистых сталей с несколько повышенным содержанием углерода.
При реакции водорода с окислами металлов в процессе кристаллизации могут также образовываться нерастворимые в металле пары воды:
Это приводит к появлению внутренних надрывов (водородной болезни) и ухудшению механических свойств металла.
В пламени могут присутствовать SО2 или Р2О5, которые, взаимодействуя с расплавленным металлом, увеличивают в нем содержание S и Р, что может быть весьма вредным (в частности, увеличение содержания S приводит при кристаллизации к образованию горячих трещин). Поэтому при сварке металлов, чувствительных к таким загрязнениям (например, Ni в отношении S), количество вредных примесей в пламени необходимо сводить к минимуму, применяя только очищенный ацетилен.
Флюсы
В ряде случаев количество окислов, получающихся при сварке или пайке металлов, является столь значительным, что мешает получению хорошего сварного (или паяного) соединения.
С целью получения качественных соединений в таких случаях применяют флюсы. Флюсы - это вещества, которые вводятся в реакционное пространство при выполнении сварки или пайки для предотвращения окисления кромок твердого металла, извлечения из жидкого металла окислов и неметаллических включений, а иногда и для частичного ввода в расплавленный металл благоприятно действующих элементов. Будучи в основной своей части нерастворимыми в металле, расплавленные флюсы образуют на поверхности металла пленку шлака, предохраняющую его от непосредственного воздействия газов пламени и воздуха.
Освобождение металла от окислов воздействием флюса может быть осуществлено посредством физического растворения окислов, химического связывания окислов в комплексные соединения и введения посредством флюса раскислителей.
Принцип физического растворения можно представить следующим образом. Если расплавленный металл покрыт шлаком, состоящим из окисла этого же металла, то количество растворенного окисла в металле определяется константой распределения. Для каждого конкретного металла (Me) такая константа применительно к равновесию системы для постоянных условий (температуры жидкого металла и шлака) имеет определенную величину. Эта величина константы (LMeO) определяется отношением концентрации свободного окисла в шлаке (МеО)ш и его концентрации в расплавленном металле [МеО]м
В этом случае любая добавка к шлаку (даже инертной примеси) уменьшит концентрацию (МеО)ш, и часть окислов из металла перейдет в шлак, уменьшая соответственно [МеО]м. В качестве таких физических растворителей используется ряд галлоидных солей: CaF2, NaF и др.
Большое значение имеет химическое связывание растворимых в металле вредных окислов в комплексные нерастворимые в металле желательно более легкоплавкие соединения и соли. Так, FeO растворим в расплавленном Fe и оказывает вредное действие на металл. Являясь основным окислом, FeO может образовывать комплексные соединения с кислыми окислами, например с SiО2;
Эти комплексные соли нерастворимы в металле и уходят в шлак. Таким образом происходит раскисление металла, которое называется диффузионным.
Для того чтобы связать большее количество окислов основного типа, необходимо во флюсе (шлаке) иметь также большее количество свободных кислых окислов, а образующиеся комплексные соединения должны быть достаточно стойкими, не распадаться, не диссоциировать.
При газовой сварке и пайке в целях интенсификации связывания основных окислов (FeO, Cu2О и др.) в комплексные соединения обычно используют не относительно тугоплавкий кислый окисел SiО2, а окись бора В2О3. Для этого в состав флюсов вводят борную кислоту Н3ВO3.
Если при сварке сплава (например, чугуна) образуется значительное количество кислых окислов (SiО2 при окислении Si), то для их связывания надо вводить сильные основные окислы - основания (К2О, Na2О и др.). С этой точки зрения полезно введение в качестве флюса буры (Na2B407), которая при разложении выделяет Na2О.
В качестве основных флюсов также используются углекислые соли натрия и калия. Связывание кислых окислов можно видеть на примере следующей реакции:
Введение раскислителей посредством флюсов имеет место, например, при сварке меди, когда применяются фосфорнокислые легко распадающиеся при сварочных температурах соли. Освобожденный при этом фосфор восстанавливает окислы меди.
При сварке Al, Mg и сплавов на их основе раскислить окислы практически не удается, и для удаления А1203 и MgO применяются флюсы на базе галлоидных соединений щелочных металлов. Для того чтобы флюсы были достаточно активными при температурах процесса сварки (или пайки), они должны находиться либо в газообразном, либо в жидком состоянии, т. е. должны иметь температуру плавления ниже температуры процесса сварки (пайки).
Флюсы вводятся в реакционное пространство непосредственно (насыпаются рукой или ложкой) либо предварительно наносятся на кромки основного металла в виде раствора или пасты, либо вводятся совместно с присадочным металлом или припоем. Разработаны специальные устройства (например, КПФ-1-56 с горелкой ГАФ-1-56) для пневматической подачи порошкообразного флюса непосредственно в пламя.
Для сварки, наплавки и пайки некоторых цветных металлов и сплавов разработаны газообразные флюсы, представляющие собой легко испаряющуюся борорганическую жидкость, которая в виде дозированного количества паров смешивается с горючим газом, при его пропускании через бачок с жидкостью. В этом случае применяется специальная установка К.ГФ-1.
Флюсы, как правило, замедляют сварку, увеличивают ее стоимость и поэтому должны применяться только в тех случаях, когда без них нельзя получить доброкачественных соединений.
Кристаллизация и перекристаллизация металла шва и околошовной зоны
В процессе газовой сварки кроме расплавления металла сварочной ванны происходит нагрев и основного свариваемого металла до достаточно высоких температур, приближающихся к температуре плавления на границе раздела со сварочной ванной. Поэтому при сварке одновременно происходит ряд сложных процессов, связанных:
1) с расплавлением металла, его взаимодействием с газами и шлаками, а также последующей кристаллизацией;
2) с нагревом и охлаждением металла в твердом состоянии как в пределах шва, так и в основном металле, в зонах, прилегающих к шву.
Расплавленный металл сварочной ванны представляет в общем случае сплав основного и присадочного металлов. В результате воздействия газов пламени или флюсов расплавленный металл ванны иногда изменяет свой состав. По мере удаления сварочного источника тепла металл затвердевает (кристаллизуется) в задней части ванны. Как и во всех случаях сварки плавлением, кристаллизация металла осуществляется на зернах основного металла, выходящих на границу сплавления и являющихся как бы «подкладкой» для кристаллизующегося расплавленного металла.
Более медленный прогрев при газовой сварке по сравнению с дуговой сваркой приводит к большому росту зерен нерасплавленных кромок основного металла и, следовательно, к уменьшению их числа на единице поверхности границы сплавления в момент ее контакта с жидким металлом. Это уменьшает число зерен «подкладки», на которой кристаллизуется металл ванны, что способствует более крупнозернистому строению литого металла шва. Крупнозернистому строению первичной кристаллизации также способствуют умеренные скорости охлаждения при газовой сварке. Поэтому первичная структура при газовой сварке, как правило, является худшей, чем при дуговой сварке.

Несмотря на замедленную кристаллизацию ванны при газовой сварке ликвация в металле шва почти отсутствует, хотя некоторая слоистость в расположении ликвирующих примесей имеет место. В связи с этим химический состав металла сварного шва в различных микрообъемах при сварке в один проход можно считать примерно равномерным. Средний химический состав шва может быть определен по формуле:

где [Х]м.ш, [Х]0.м, [Х]пр - концентрация элемента X соответственно в металле шва, основном металле и присадочном;
m - доля расплавленного основного металла в металле шва (рис. 41),
n - доля наплавленного присадочного металла в металле шва.
В связи с относительно незначительным окислительным влиянием газового пламени на выгорание различных примесей в металле формула (44) позволяет достаточно точно определить средний химический состав шва по всем элементам, кроме имеющих весьма большое сродство к кислороду (например, Al, Ti, С и в некоторой степени Si при сварке стали), содержание которых в шве обычно оказывается ниже, чем рассчитанное по формуле (44).
Закристаллизовавшийся металл сварочной ванны, образующий металл шва, имеет структуру литого металла с вытянутыми достаточно крупными кристаллитами, направленными от зерен-подкладок основного металла к центру шва.
Микроструктура металла швов, кроме того, зависит и от вторичных процессов перекристаллизации, определяемых как составом металла, так и скоростью его охлаждения после затвердевания.
Металл, не расплавлявшийся при сварке, т. е. оставшийся при сварке в твердом состоянии, но нагревавшийся до тех или иных температур, как правило, в определенной зоне меняет свою структуру. Всю область основного металла, изменившего в результате сварки свою структуру и свойства, называют зоной термического воздействия.
Рассмотрим как типичный случай изменение структуры в зоне термического воздействия при сварке углеродистых и низколегированных сталей. Всю зону термического воздействия (влияния) можно разделить на ряд участков, характеризуемых различными структурами, определяемыми главным образом их максимальной температурой нагрева в условиях сварки.

Общая схема изменения структуры основного металла углеродистой стали с содержанием углерода -0,2% в зоне термического влияния показана на рис. 42. Изменения структуры связаны с диаграммой состояния Fe-С и кривой максимальных температур, достигаемых различными участками этой зоны при сварке.
Непосредственно к металлу шва прилегает участок зоны термического влияния, в котором металл нагревался ниже температуры ликвидус (температура полного перехода металла в жидкое состояние) и выше температуры солидус (температура появления начальных порций жидкости в твердом металле), т. е. при сварке металл в этом участке находился в двухфазном твердо-жидком состоянии. Ширина этого участка неполного расплавления зависит от температурного перепада солидус-ликвидус и интенсивности спада максимальных температур от шва в околошовную зону. При газовой сварке низкоуглеродистых сталей она составляет около 0,2 мм, а для стали, содержащей около 0,5% С, примерно 0,6 мм. Этот участок имеет, как правило, крупнозернистую структуру с видманштедтовой ориентацией ферритных выделений. По существу этот участок является переходным от металла шва к основному и его называют зоной или (при малой его ширине) границей сплавления.
Следующий за ним участок перегрева характеризует область металла, который не расплавлялся, но нагревался до температур, близких к солидусу (например, при сварке сталей выше 1100- 1200° С). Здесь происходит процесс перекристаллизации металла в твердом состоянии, и обычно этот участок имеет также крупнозернистое строение (даже у закаливающихся при сварке сплавов зерна неравновесной структуры в этой зоне являются достаточно грубыми).
Ширина этого участка при газовой сварке значительно больше, чем при дуговой сварке.
При сварке незакаливающихся сталей участок перегрева постепенно переходит в участок нормализации. Структура здесь дезориентирована даже при сварке прокатанного металла и мелкозернистая. При сварке сталей с малой критической скоростью охлаждения (закалки) этот участок и участки, расположенные ближе к шву, обычно имеют структуру закаленного металла и обладают относительно низкой пластичностью.
Еще дальше от шва расположен участок неполной перекристаллизации, имеющий в незакаливающихся сталях структуру с некоторым измельчением перлитных образований, а в закаливающихся - структуру неполной закалки.
Общая ширина участков околошовной зоны при газовой сварке сталей составляет примерно от 8 мм (при сварке металла малой толщины) до 25 - 28 мм (при сварке металла средних и больших толщин). Металл околошовной зоны в связи с изменением структуры в различных участках имеет различные механические свойства.
При сварке металла с напряженной структурой зона изменения структуры и свойств, как правило, распространяется в область и более низких температур и, следовательно, имеет еще большую ширину. Так, при сварке холоднокатаных сталей или холодно-штампованных деталей появляется участок рекристаллизации, ограничиваемый температурой нагрева около 500°С. Металл в этом участке крупнозернистый и легче разрушается, чем металл соседних зон.
При сварке предварительно закаленных деталей сварочный нагрев приводит к отпуску. Ширина участка отпуска закаленных сталей при сварке ограничивается температурой нагрева 200- 250° С. В этой зоне исходные свойства закаленного основного металла несколько снижаются.
Характер изменения структур других металлов и сплавов зависит от их состава, диаграммы состояния и состояния металла перед сваркой. Так, например, при сварке металлов и сплавов, не имеющих аллотропных превращений при нагреве до температур плавления и охлаждения, зона термического влияния характеризуется постепенным укрупнением зерна по мере увеличения максимальных температур при выполнении сварки (т. е. от основного металла к границе сплавления). Иногда в зоне термического влияния выпадают особые фазы-карбиды, интерметаллиды и пр.
Для улучшения структуры и свойств сварных соединений, выполненных газовой сваркой, в некоторых случаях применяется термомеханическая обработка (обычно горячая проковка швов) и общая или местная термообработка. Местная термообработка часто производится с применением нагрева пламенем той же сварочной горелки.
Образование сварного соединения и контроль качества
Таким образом, в сварном шве по мере перехода от зоны сплавления к центру шва можно наблюдать три зоны кристаллизации: ячейки или столбчатые дендриты с неразвитыми осями первого порядка (ячеисто-дендритную структуру); столбчатые дендриты и равноосные дендриты (рис. 2.9).
В зависимости от химического состава металла шва и режима сварки в шве могут одновременно присутствовать, одна или несколько зон кристаллизации. Все возможные сочетания кристаллических структур швов при электрошлаковой сварке С. А. Островская классифицировала по четырем видам. К первому виду она отнесла швы, содержащие две зоны: ячеисто-дендритной структуры и столбчатых дендритов. Ко второму виду строения отнесены швы, содержащие три зоны: ячеисто-дендритную, столбчатых дендритов и равноосных дендритов. Третий вид строения швов имеет только ячеисто-дендритную структуру; четвертый вид — только столбчатые дендриты.
На макрошлифе зона ячеисто-дендритной структуры имеет вид крупных столбчатых макрозерен; зона столбчатых дендритов — вид тонких столбчатых макрозерен. Зона равноосных дендритов на макрошлифе обнаруживается в виде равноосных макрозерен.
Первый вид строения шва встречается при сварке пластинчатыми электродами. Этот способ сварки характеризуется широкой и неглубокой металлической ванной и сравнительно малой скоростью сварки. Второй вид строения шва характерен для углеродистых конструкционных сталей с содержанием более 0,35% С при сварке на повышенном токе и соответственно повышенной скорости. Третий вид строения шва образуется при сварке различных сталей на малой мощности и большой толщине металла, приходящейся на один электрод. Четвертый вид строения шва наблюдается при сварке деталей малого сечения и малом проваре основного металла.
С точки зрения усложнения (степени развитости) дендритных форм кристаллизации удобнее было бы расположить упомянутые виды строения шва в следующий ряд: третий вид (одна зона ячеисто-дендритной структуры); первый вид (две зоны: с ячеисто-

дендритной структурой и со столбчатыми дендритами); второй вид (три зоны: ячеисто-дендритной структуры, столбчатых дендритов и равноосных дендритов); четвертый вид (одна зона столбчатых дендритов).
Зоны с различным кристаллическим строением неодинаковы по качеству. Наибольшая плотность металла шва и соответственно более высокие ударная вязкость и прочность характерны для зоны с ячеисто-дендритной структурой. Наименьшие плотность, ударная вязкость и прочность обнаруживаются в зоне равноосных дендритов. Причина этого явления заключается в усадочных рыхлотах, образующихся между вторичными осями дендритов.
На механические свойства металла оказывают влияние не только характер структуры, но и размеры кристаллитов. Известно, например, что с измельчением зерен повышается пластичность металла. Многочисленными исследованиями установлено, что размеры всех без исключения элементов строения первичной структуры: ширины ячеек и их пограничных зон, ширины дендритных осей и расстояния между ними, размеров неметаллических включений, толщины пластинок в эвтектических колониях — уменьшаются с увеличением скорости кристаллизации v.
На рис. 2.10 показана зависимость ширины осей кристаллитов в литом металле от линейной скорости затвердевания. Подобную зависимость имеют ширина пограничных зон между ячейками, радиус сульфидных и других включений и пр.
Скорость кристаллизации, как было отмечено выше, прямо зависит от скорости сварки. Следовательно, с точки зрения механических свойств сварного соединения повышение скорости электрошлаковой сварки целесообразно.
Измельчать первичную структуру можно также путем воздействия на металлическую ванну элементов-модификаторов (алю
миния, титана, ванадия, циркония), а также физических полей (ультразвукового, электромагнитного). Действие последних на первичную структуру сварных швов изучено недостаточно. В ряде работ с целью измельчения первичной структуры предложено подавать в сварочную ванну металлический порошок или рубленую проволоку.
Картина процесса кристаллизации была бы неполной без упоминания о его периодичности. Периодичность кристаллизации заключается в чередовании уменьшения скорости роста кристаллитов — вплоть до нуля — и последующего скачка — быстрого прорастания кристаллов в глубь расплава.
Периодическое изменение скорости кристаллизации приводит к образованию слоистой химической неоднородности. Относительное изменение концентрации примеси в твердой фазе для двух скоростей роста и
Различают частоту собственных колебаний и частоту вынужденных колебаний скорости кристаллизации. Они, как правило, не совпадают. Не совпадают и слои кристаллизации, порожденные этими колебаниями. Вынужденные колебания скорости кристаллизации обусловлены внешними факторами: возвратно-поступательным перемещением электродной проволоки вдоль сварочной ванны, колебанием мощности процесса вследствие непостоянства скорости плавления электрода, случайными колебаниями напряжения в сети, неравномерной подсыпкой флюса в шлаковую ванну и т. д.
Собственные колебания скорости кристаллизации происходят вследствие выделения скрытой теплоты плавления. Количество теплоты, освобождаемое в процессе кристаллизации, настолько велико, что она не успевает отводиться через кристаллит в массу основного металла. Происходит замедление и даже остановка роста кристаллита. Частота и амплитуда скорости кристаллизации зависят от соотношения градиента температур на межфазной границе и средней скорости кристаллизации, которые, в свою очередь, определяются химическим составом и физическими свойствами металла и параметрами режима сварки. В этом смысле термин собственные колебания учитывает индивидуальные особенности сварочной ванны.
Изучение макрошлифов сварных швов (рис. 2.11) позволяет видеть, что слои кристаллизации простираются непрерывно от зоны сплавления до центра шва. Это свидетельствует о совпадении периодов кристаллизации в центре шва и на его периферии.
Средняя скорость кристаллизации (без учета ее колебания) изменяется в направлении от зоны сплавления к центру шва по

закону косинуса (2.2) и минимальна в зоне сплавления, а максимальна в хвостовой части металлической ванны. По такому же закону изменяется и толщина слоя кристаллизации. Однако мгновенная скорость кристаллизации прямо зависит от градиента температур на межфазной границе, который, как видно на рис. 2.6, наибольший в зоне сплавления и наименьший в хвостовой части ванны. Налицо противоречие между увеличением средней и уменьшением мгновенной скорости кристаллизации при переходе от зоны сплавления к центру шва.
Это противоречие устраняется, если принять гипотезу, что длительность остановки кристаллизации вблизи зоны сплавления существенно больше, чем в хвостовой части ванны. Косвенным подтверждением этой гипотезы является установленный В. И. Дятловым с сотрудниками факт, что сварочная ванна начинает кристаллизоваться скачкообразно от краев.
Процесс кристаллизации можно представить следующим образом. В то время как вблизи зоны сплавления кристаллиты прорастают в глубь сплава и останавливаются, рост кристаллитов в хвостовой части ванны еще продолжается. После завершения кристаллизации одного слоя процесс повторяется. Циклы роста слоев кристаллизации со стороны каждой из свариваемых кромок в принципе могут не совпадать по фазе.
Возможен вариант, когда мгновенная скорость кристаллизации металла в хвостовой части настолько меньше, а средняя скорость кристаллизации, наоборот, настолько больше, чем в зоне сплавления, что к моменту окончания периода остановки в зоне сплавления металл в хвостовой части еще будет продолжать кристаллизоваться. В таком случае слои кристаллизации в хвостовой части ванны становятся размытыми и исчезают, что и наблюдается,
Особенности кристаллизации металла шва

Структура шва и ЗТВ
Теплота, выделяемая сварочным источником нагрева, распространяется на прилегающие ко шву участки основного металла. При нагреве и последующем остывании в этих участках изменяются структура и свойства металла. Участок основного металла, подвергающийся в процессе сварки нагреву до температуры, при которой происходят видимые или невидимые структурные изменения, называют зоной термического влияния (околошовной зоной). Наряду с тепловым воздействием основной металл околошовной зоны, как правило, претерпевает и пластическую деформацию.
Температура нагрева различных участков зоны термического влияния находится в пределах от точки плавления металла (у шва) до начальной температуры основного металла. Строение и размеры зоны термического влияния зависят от химического состава и теп-лофизических характеристик свариваемого материала, а также от термического цикла сварки.
Зона термического влияния является обязательным спутником шва при всех видах электрической сварки плавлением. Ширина ее изменяется в достаточно широких пределах в зависимости от способа и режима сварки, состава и толщины основного металла и ряда других факторов. Меньшая ширина зоны относится к условиям сварки, характеризуемым большим перепадом температур.
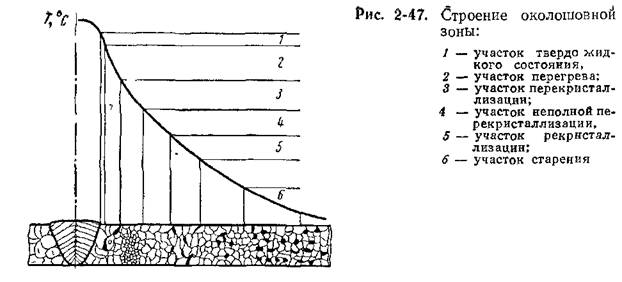
На рис. 2-47 приведена схема строения зоны термического влияния при сварке однослойного стыкового шва на конструкционных сталях. Рассмотрим на этом примере структурные превращения в околошовной зоне. Первый участок зоны примыкает непосредственно к металлу шва. Основной металл на этом участке находится в твердо-жидком состоянии. Здесь и происходит собственно сварка, т. е. формирование кристаллитов шва на частично оплавленных зернах основного металла. Участок имеет небольшую ширину. По своему составу и структуре он отличается от соседнего участка основного металла. За время контакта жидкой и твердой фаз в нем протекают диффузионные процессы и развивается химическая неоднородность.
Совокупность первого участка околошовной зоны и пограничного участка металла шва именуют зоной сплавления или переходной зоной. Свойства переходной зоны оказывают подчас решающее влияние на работоспособность сварной конструкции. На этом участке часто образуются трещины, ножевая коррозия, усталостные разрушения при вибрационной нагрузке, хрупкие разрушения и т. п. Поэтому дальнейшее изучение свойств переходной зоны представляет первостепенный интерес. Ширина переходной зоны зависит от природы источника нагрева, теплофи-зических свойств, состава и толщины (до определенных пределов) основного металла, режима сварки и других факторов.
Второй участок околошовной зоны, получивший название участка перегрева (участка крупного зерна), включает металл, нагретый до температуры примерно 1200° С до температуры плавления. Металл на этом участке претерпевает аллотропические превращения. При нагреве сс-железо переходит в у-железо, причем в результате значительного перегрева происходит рост аусте-нитного зерна.
Характер вторичной структуры металла на этом участке зависит от его состава и термического цикла сварки. Например, при электрошлаковой сварке низкоуглеродистой стали образуется крупнозернистая видманштеттова структура. Обычно, особенно в тех случаях, когда перегрев сочетается с последующей закалкой, металл на втором участке околошовной зоны обладает худшими свойствами (меньшая пластичность, меньшая стойкость против перехода в хрупкое состояние), чем основной металл вне зоны термического влияния. Задача выбора рациональной технологии сварки сводится в первую очередь к обеспечению наименьшего ухудшения свойств металла на этом участке.
Третий участок околошовной зоны получил название участка перекристаллизации (нормализации). Он включает металл, приобретший в процессе нагрева полностью аустенитную структуру.
Четвертый участок околошовной зоны, получивший название участка неполной перекристаллизации, включает металл, нагретый от температуры, при которой во время нагрева начинаются аллотропические превращения (~720° С), до температуры около 880° С. Металл на этом участке подвергается только частичной перекристаллизации. Поэтому здесь наряду с зернами основного металла, не изменившимися в процессе сварки, присутствуют зерна, образовавшиеся при перекристаллизации. Изменения структуры металла на этом участке значительно меньше влияют на качество сварного соединения углеродистых конструкционных сталей, чем изменения, происходящие в первых трех участках.
На пятом участке околошовной зоны, именуемом участком старения при рекристаллизации, металл нагревается от температуры примерно 500° С до температуры несколько ниже температуры 720° С. Здесь происходит сращивание раздробленных при нагартовке (ковке, прокатке) зерен основного металла и некоторое разупрочнение его по сравнению с исходным состоянием. Снижение прочности наблюдается также при сварке основного металла, подвергшегося упрочняющей термообработке. На этом же участке околошовной зоны при сварке углеродистых конструкционных сталей с содержанием до 0,3% С при некоторых условиях наблюдается снижение пластичности и ударной вязкости и повышение прочности металла. Можно предположить, что это обусловливается старением после закалки и дисперсионным твердением.
Читайте также: