Процесс получения особо чистых металлов с помощью электролиза называется
Обновлено: 07.05.2024
Так как протекание тока в жидкостях связано с переносом вещества, при таком токе имеет место процесс электролиза.
Определение.Электролиз – процесс, связанный с окислительно-восстановительными реакциями, при которых на электродах выделяется вещество.
Вещества, которые в результате подобных расщеплений обеспечивают ионную проводимость, называются электролитами. Такое название предложил английский физик Майкл Фарадей (рис. 4).,
Электролиз позволяет получать из растворов вещества в достаточно чистом виде, поэтому его применяют для получения редких материалов, как натрий, кальций… в чистом виде. Этим занимается так называемая электролитическая металлургия.
Законы Фарадея. Практическое применение электролиза
В первой работе по электролизу 1833 года Фарадей представил свои два закона электролиза. В первом речь шла о массе вещества, выделяющегося на электродах:
Первый закон Фарадея гласит, что эта масса, выделяющегося на электродах, пропорциональна заряду, прошедшему через электролит:
Здесь роль коэффициента пропорциональности играет величина – электрохимический эквивалент. Это табличная величина, которая уникальна для каждого электролита и является его главной характеристикой. Размерность электрохимического эквивалента:
Физический смысл электрохимического эквивалента – масса, выделившаяся на электроде при прохождении через электролит количества электричества в 1 Кл.
Если вспомнить формулы из темы о постоянном токе:
То можно представить первый закон Фарадея в виде:
Второй закон Фарадея непосредственно касается измерения электрохимического эквивалента через другие константы для конкретно взятого электролита:
Здесь: – молярная масса электролита; – элементарный заряд; – валентность электролита; – число Авогадро.
Величина называется химическим эквивалентом электролита. То есть, для того чтобы знать электрохимический эквивалент, достаточно знать химический эквивалент, остальные составляющие формулы являются мировыми константами.
Исходя из второго закона Фарадея, первый закон можно представить в виде:
Фарадей предложил терминологию этих ионов по признаку того электрода, к которому они движутся. Положительные ионы называются катионами, потому что они движутся к отрицательно заряженному катоду, отрицательные заряды называются анионами как движущиеся к аноду.
Вышеописанное действие воды по разрыву молекулы на два иона называется электролитической диссоциацией.
Помимо растворов, проводниками второго рода могут быть и расплавы. В этом случае наличие свободных ионов достигается тем, что при высокой температуре начинаются очень активные молекулярные движения и колебания, в результате которых и происходит разрушение молекул на ионы.
Практическое применение электролиза
Первое практическое применение электролиза произошло в 1838 году русским ученым Якоби. С помощью электролиза он получил оттиск фигур для Исаакиевского собора. Такое применение электролиза получило название гальванопластика. Другой сферой применения является гальваностегия – покрытие одного металла другим (хромирование, никелирование, золочение и т.д., рис. 5)


Рис. 5. Примеры гальванопластики и гальваностегии соответственно (Источник), (Источник)
Также электролиз применяется в металлургии для выплавки редких металлов в чистом виде (алюминий, натрий, кальций, магний).
На следующем уроке мы разберем методику решения задач на тему «Электрический ток в жидкостях».
4.3 Применение электролиза
- Гальваностегия - декоративное или антикоррозийное покрытие металлических изделий тонким слоем другого металла (никелирование, хромирование, омеднение, золочение).
- Гальванопластика - электролитическое изготовление металлических копий, рельефных предметов. Этим способом были сделаны фигуры для Исаакиевского собора в Санкт-Петербурге.
- Электрометаллургия-получение чистых металлов при электролизе расплавленных руд (Al, Na, Mg, Be).
- Рафинирование металлов - очистка металлов от примесей
5. Проверка понимание и осмысления нового материала, и применение нового материала на практике
1. Какие вещества называются электролитами?
2. Дайте определение:электрической диссоциации;степени диссоциации;рекомбинацией.
3. Какой процесс называется электролизом? Кто и когда открыл?
4. Сформулируйте закон Фарадея?
5. Физический смысл электрохимического эквивалента вещества и постоянной Фараде
1) Почему нельзя прикасаться к неизолированным электрическим проводам голыми руками? (Влага на руках всегда содержит раствор различных солей и является электролитом поэтому создает хороший контакт между проводами и кожей)
2) Почему для гальванического покрытия изделия чаще используют никель и хром? (большая химическая стойкость, механическая прочность и после полировки дают красивый блеск)
3) Почему провода осветительной сети обязательно имеют резиновую оболочку, а провода, предназначенные для сырых помещений кроме того, еще просмолены снаружи?
(так как влага на проводах представляет электролит и является проводником, а это может привести к короткому замыканию и пожару)
Примеры и разбор решения заданий:
1. Источник тока присоединили к двум пластинам, опущенным в раствор поваренной соли. Сила тока в цепи равна 0,3 А. Какой заряд проходит между пластинами в ванне за 7 минут?
Решение: Сила тока равна отношению заряда ко времени, в течение которого этот электрический заряд прошёл по цепи:
Подставив числовые значения, переведя время в СИ, получим q = 126 Кл.
Ответ: q = 126 Кл.
2.В процессе электролиза из водного раствора хлорида железа-2 выделилось 840 мг железа. Какой заряд прошёл через электролитическую ванну?
q = 840 · 10 -6 · 1,6 · 10 -19 · 2 · 6,02 · 10 23 / 0,056 = 2880 Кл.
Ответ: q = 2880 Кл.
Задачи
.1Сколько цинка получено при электролизе раствора ZnSO4, если была затрачена энергия 2 кВт*ч? Разность
потенциалов между зажимами ванны 2 В. Постоянная Фарадея 9,65*104 Кл/моль.
А. 0,22 кг Б. 1,22 кг В. 2,22 кг Г. 3,22 кг
ТЕСТЫ
5.Определите толщину слоя меди, выделившейся за 5 ч при электролизе медного купороса, если плотность тока
равна 0,8 А/дм2.
А. 1,3 *105 м Б. 2,3*105 м В. 4,3*105 м Г. 5,3*105 м
6.Амперметр, включённый последовательно с электролитической ванной, показывает ток I0 = 1,5 А. Какую
поправку надо внести в показания амперметра, если за время t = 10 мин на катоде отложилась масса меди m =
0,316 г? Эл/литический эквивалент меди k = 3,3*107 кг/Кл.
А. 0,1 А Б. 0,2 А В. 0,3 А Г. 0,4 А
7.Какими заряженными частицами создаётся эл ток в электролитах?
А. положительными и отрицательными ионами
Б. электронами В. Дырками Г. электронами и дырками
6.При электролизе раствора ZnSO4 была затрачена энергия 20 ГВт*ч. Определите массу выделившегося цинка,
если напряжение на зажимах ванны 4 В.
А. 312 г Б. 412 г В. 512 г Г. 612 г
7.Определите массу серебра, выделившегося на катоде при электролизе азотнокислого серебра за 2 ч, если к ванне
приложено напряжение 1,2 В, а сопротивление ванны равно 5 Ом.
А. 1,9 г Б. 2,9 г В. 3,9 г Г. 4,9
Электрометаллургия
Электрометаллургия — Методы получения металлов, основанные на электролизе, т. е. выделении металлов из растворов или расплавов их соединений при пропускании через них постоянного электрического тока. Этот метод применяют главным образом для получения очень активных металлов – щелочных, щелочноземельных и алюминия, а также производства легированных сталей.
Содержание
Виды процессов
В электрометаллургии используются электротермические и электрохимические процессы. Электротермические процессы используются для выделения металлов из руд и концентратов, производства и рафинирования чёрных и цветных металлов и сплавов на их основе (Электротермия). В этих процессах электрическая энергия является источником технологического тепла. Электрохимические процессы распространены в производстве чёрных и цветных металлов на основе электролиза водных растворов и расплавленных сред (Электрохимия). За счёт электрической энергии осуществляется окислительно-восстановительные реакции на границах раздела фаз при прохождении тока через электролиты. Особое место в этих процессах занимает гальванотехника, в основе которой лежат электрохимические процессы оседания металлов на поверхность металлических и неметаллических изделий.
Электрохимические процессы охватывают плавку стали в дуговых и индукционных печах, спецэлектрометаллургию, рудовосстанавливающую плавку, включающую производство ферросплавов и штейнов, выплавку чугуна в шахтных электропечах, получения никеля, олова и других металлов.
Электродуговая плавка
Электросталь, предназначенная для дальнейшего передела, выплавляется главным образом в дуговых печах с основной футеровкой. Важные преимущества этих печей перед другими сталеплавильными агрегатами (возможность нагрева металла до высоких температур за счёт электрической дуги, обновляемая атмосфера в печи, меньший угар легирующих элементов, высокоосновные шлаки, обеспечивающие существенное снижение содержания серы) обусловили их использование для производства легированных высококачественных сталей — коррозионностойких, инструментальных (в том числе быстрорежущих), конструкционных, электротехнических, жаропрочных и т. д., а также сплавов на никелевой основе.
Мировая тенденция развития электродуговой плавки — увеличение ёмкости отдельного агрегата до 200—400 тонн, удельной мощности трансформатора до 500—600 и более кВА/т, специализация агрегатов (в одних — только расплавление, в других — рафинирование и легирование), высокий уровень автоматизации и использования ЭВМ для программного управления плавкой. В печах повышенной мощности экономически целесообразно плавить не только легированную, но и обычную углеродистую сталь. В развитых странах доля углеродистой стали от общего объёма электростали, выплавляемой в электропечах, составляет 50 % и более. В СССР в электропечах выплавлялось ~80 % легированного металла.
Для выплавки специальных сталей и сплавов приобретают распространение плазменно-дуговые печи с основным керамическим тиглем (ёмкостью до 30 т), оборудованные плазмотронами постоянного и переменного тока (Плазменная металлургия). Дуговые электропечи с кислотной футеровкой используют для плавки металла, предназначенного для стального литья. Кислотный процесс в целом более высокопродуктивный, чем основной, из-за кратковременности плавки, благодаря меньшей продолжительности окислительного и восстановительного периодов. Кислотная сталь дешевле основной вследствие меньшего расхода электроэнергии, электродов, лучшей стойкости футеровки, меньшим затратам окислителей и возможности осуществления кремневосстанавливающего процесса. Дуговые печи ёмкостью до 100 тонн широко используются также для плавки чугуна в чугуноплавильных цехах.
Индукционная плавка
Плавка стали в индукционной печи, осуществляемая в основном методом переплавки, сводится, как правило, к расплавлению шихты, раскислению металла и отпуску. Это обуславливает высокие требования к шихтовым материалам с содержанием вредных примесей (P, S). Выбор тигля (основной или кислый) обуславливается свойствами металла. Чтобы кремнезём футеровки не восстанавливались в процессе плавки, стали и сплавы с повышенным содержанием Mn, Ti, Al выплавляют в основном тигле. Существенный недостаток индукционной плавки — холодные шлаки, которые нагреваются только от металла. В ряде конструкций этот недостаток устраняется путём плазменного нагрева поверхности металл-шлак, что позволяет также значительно ускорить расплавление шихты. В вакуумных индукционных печах выплавляют чистые металлы, стали и сплавы соответствующего назначения (Вакуумная плавка). Ёмкость существующих печей составляет от нескольких килограмм до десятков тонн. Вакуумную индукционную плавку интенсифицируют продувкой инертными (Ar, Не) и активными (CO, CH4) газами, электромагнитным перемешиванием металла в тигле, продувкой металла шлакообразующими порошками.
Спецэлектрометаллургия
Спецэлектрометаллургия охватывает новые процессы плавки и рафинирования металлов и сплавов, которые получили развитие в 50—60-х гг. 20 столетия для удовлетворения потребностей современной техники (космической, реактивной, атомной, химического машиностроения и др.) в конструкционных материалах с высокими механическими свойствами, жаропрочностью, коррозионной стойкостью и т. д. Спецэлектрометаллургия включает вакуумную дуговую плавку, электроннолучевую плавку, электрошлаковую переплавку и плазменно-дуговую плавку. Этими методами переплавляют стали и сплавы ответственного назначения, тугоплавкие металлы — вольфрам, молибден, ниобий и их сплавы, высокореакционные металлы — титан, ванадий, цирконий, сплавы на их основе и др. Вакуумная дуговая плавка была предложена в 1905 году В. фон Больтоном (Германия); в промышленных масштабах этот метод впервые был использован для плавки титана В. Кроллом (США) в 1940 году. Метод электрошлакового переплава разработан в 1952—53 гг. в Институте электросварки им. Патона АН УССР. Для получения сталей и сплавов на никелевой основе особо ответственного назначения используют разные варианты дуплекс-процессов, наиважнейший из которых — объединение вакуумной индукционной плавки и вакуумно-дуговой переплавки. Особое место в спецэлектрометаллургии занимает вакуумная гарнисажная плавка, в которой источниками тепла служат электрическая дуга, электронный луч, плазма. В этих печах, используемых для высокоактивных и тугоплавких металлов (W, Мо и др. и сплавы на их основе), порция редкого металла в водоохлаждаемом тигле с гарнисажем используется для получения слитков и фасонных отливок.
Рудовосстанавливающая плавка
Рудовосстанавливающая плавка включает производство ферросплавов, продуктов цветной металлургии — медных и никелевых штейнов, свинца, цинка, титановых шлаков и др. Процесс заключается в восстановлении природных руд и концентратов углеродом, кремнием и другими восстановителями при высоких температурах, которые создаются главным образом за счёт мощной электрической дуги (Рудотермическая печь). Восстанавливающие процессы обычно являются непрерывными. По мере проплавления подготовленную шихту загружают в ванну, а полученные продукты периодически выпускают из электропечи. Мощность таких печей достигает 100 МВА. На некоторых предприятиях на основе рудовосстанавливающей плавки производится чугун в электродоменных печах или электродуговых бесшахтных печах.
Электрохимические процессы получения металлов
Г. Деви в 1807 впервые использовал электролиз для получения натрия и калия.
В конце 1970-х гг. методом электролиза были получены более 50 металлов, в частности медь, никель, алюминий, магний, калий, кальций. Различают 2 типа электролитических процессов. Первый связан с катодным оседанием металлов из растворов, полученных методами гидрометаллургии; в этом случае восстановлению (откладыванию) на катоде металла из раствора отвечает реакция электрохимического окисления аниона на нерастворимом аноде.
Второй тип процессов связан с электролитическим рафинированием металла из его сплава, из которого изготавливается растворимый анод. На первой стадии в результате электролитического растворения анода металл переводится в раствор, на второй стадии он оседает на катоде. Последовательность растворения металлов на аноде и осаждения на катоде определяется предел напряжения. Однако в реальных условиях потенциалы выделения металлов существенно зависят от величины перенапряжения водорода на соответствующем металле. В промышленных масштабах рафинируют цинк, марганец, никель, железо и другие металлы; алюминий, магний, калий и др. получают электролизом расплавленных солей при 700—1000 °C. Последний способ связан с бо́льшим потреблением электроэнергии (15—20 тыс. кВт•час/т) в сравнении с электролизом водных растворов (до 10 тыс. кВт•час/т).
История
В начале 19 века В. В. Петров обнаружил возможность получения при помощи электрической дуги чистых металлов из их оксидов (руд). Этот процесс восстановления металлов лежит в основе современной электрометаллургии. Первые дуговые электрические печи для восстановления из руд были построены в конце 1870 годов. Но электропечи расходуют очень много электроэнергии, поэтому их промышленное применение началось только тогда, когда стали строить мощные электростанции и была решена проблема передачи электрической энергии на расстояние.
Применение электролиза
Электролиз широко используется в различных областях промышленности.
Электролиз в металлургии. Получение свободных металлов с помощью электролиза называют электрометаллургией. Электролиз водных растворов называют гидроэлектрометаллургией, расплавов солей или оксидов при высокой температуре – пироэлектрометаллургией.
Электролизом растворов солей получают медь, цинк, кадмий, никель и другие металлы. На катоде происходит разряд ионов металла из растворов, которые получают в результате физической и химической обработки руд:
В этих процессах используют нерастворимые аноды, на которых обычно выделяется галоген или кислород и регенерируется соответствующая кислота, например H2SO4, при электролизе из сернокислых электролитов. Электролиз с нерастворимым анодом осуществляется как в электролизерах без диафрагм (получение цинка), так и с диафрагмами – получение Mn, Cr и других металлов.
Электролиз с растворимым анодом используют для рафинирования (очистки) черновых металлов: меди, серебра, золота, свинца, олова и др. от вредных примесей. Этот способ также используется и для извлечения ценных компонентов из очищаемого металла. Процесс электрорафинирования, как правило, осуществляют в электролизерах без диафрагм. Анодом служит подвергаемый очистке металл. После включения тока катионы основного металла и примесей, имеющих наиболее отрицательный потенциал, чем потенциал основного металла, переходят в раствор электролита:
(+) А: Ме основной металл ↔ Ме n+ р-р + n ,
Примеси, имеющие большее значение электродного потенциала по сравнению с основным металлом, не растворяются и оседают из анода в виде шлама.
На катоде в первую очередь осаждается металл, имеющий наиболее положительный потенциал. Так как потенциалы меди, серебра, свинца и олова положительнее, чем потенциалы других металлов (примесей), то каждый из этих металлов в первую очередь выделяется на катоде, а примеси остаются в растворе. При малой концентрации примесей их потенциалы в соответствии с уравнением Нернста сдвигаются в сторону отрицательных значений, что способствует преимущественному выделению на катоде основного металла в чистом виде:
(−) К: Ме n+ р-р + n ↔ Ме основной металл.
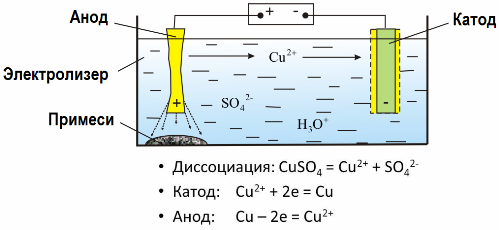
Рассмотрим, например, рафинирование меди. Черновую медь, содержащую 98,0…99,5 % Cu, получают пирометаллургическим методом. Главный потребитель меди – электротехническая промышленность, где используется медь высокого качества (99,92…99,96 % Cu). Черновая медь содержит наряду с другими примесями (Zn, Ni, Fe, Sb, As и др.) серебро и золото (до 7 кг Ag и 0,3 кг Au на 1т меди). Литые аноды из черновой меди помещают в электролит. Между ними помещают катоды из тонких листов электролитической меди. Электролитом служит раствор, содержащий CuSO4 и серную кислоту, добавляемую для повышения электропроводности электролита. При электролизе медь из анодов растворяется
Вместе с ней переходят в раствор и электроотрицательные примеси: Zn, Ni, Fe, Sb, As. Например,
Электроположительные примеси (Au, Ag) в раствор не переходят, а выпадают в осадок (шлам) в виде частиц металла.
На катоде осаждается только чистая медь:
а электроотрицательные примеси, постепенно накапливаясь, загрязняют электролит:
Электролизом расплавов соединений получают алюминий, магний, натрий, бериллий, а также сплавы некоторых металлов.
Электролиз в технике используют в таких процессах, как гальванопластика, гальваностегия, электрохимическая обработка металлов, электромеханическая заточка и шлифование, а также специальная обработка поверхности – очистка от жировых и оксидных пленок, необходимая для дальнейших операций. При этом используются как катодные, так и анодные процессы электролиза.
Катодные процессы используются в основном:
а) при электрохимическом обезжиривании поверхности (очистки от жировых пленок) в щелочных и слабокислых растворах (ионы водорода, проникая через пленку жира, разряжаются на поверхности металла с образованием пузырьков газа, уносящих с собой пленку жира);
б) при электрохимическом травлении (очистки от оксидных пленок) поверхности (принцип аналогичен предыдущему). При этом следует иметь в виду, что водород частично диффундирует в поверхностный слой металла, делая его хрупким. Использование ингибиторов предотвращают диффузию водорода в металл.
Анодные процессы используют:
1) при анодном оксидировании – создании на поверхности металла оксидных слоев в целях защиты от коррозии или для декоративных целей (на стали, магнии, алюминии, меди и медных сплавов);
2) при травлении металла до нужной толщины;
3) при электрополировании – доводки металлических поверхностей.
Оставшиеся после механической обработки выступы, шероховатости на поверхности сложной конфигурации подвергают растворению, подобрав соответствующий электролит и плотность тока.
Гальванопластика − процесс получения точных металлических копий с рельефных предметов электроосаждением металла.
Предмет, с которого хотят получить копию, покрывают воском и получают матрицу. Затем на матрицу наносится тонкий слой графита. Графитовый катод помещают в электролитическую ванну с раствором соли осаждаемого металла (например, CuSO4) и осуществляют электролиз с растворимым анодом (Cu). На аноде происходит процесс окисления меди (Cu), на катоде – восстановление ионов меди из раствора CuSO4:
Получается изделие из меди с толщиной стенок, исчисляемой микрометрами. Такие тонкостенные изделия используются, например, для изготовления клише для печати и матриц грампластинок.
Получение гальванических покрытий.Гальваническими называются металлические покрытия, наносимые на поверхность какого-либо изделия методом электролиза. Гальваническим способом можно получить покрытия всеми металлами и сплавами, которые могут выделяться на катоде. Толщина покрытий в зависимости от их назначения составляет 1–100 мкм. Гальванические покрытия широко применяются во многих областях техники и имеют различные назначения: а) защита от коррозии: цинкование, кадмирование, лужение и др.; б) защита от коррозии и придание красивого внешнего вида (защитно-декоративные): никелирование, хромирование, серебрение и золочение; в) повышение твердости и износостойкости: хромирование и др.
Нанесение гальванических покрытий проводится в электролизере, называемом гальванической ванной. Электролиз проводят с растворимым анодом. Анодом обычно является такой же металл, что и металл покрытия. Металлическое изделие (катод) помещают в электролитическую ванну, электролитом служит раствор соли осаждаемого металла.
На аноде протекает процесс окисления металла покрытия, на катоде − восстановление находящихся в растворе электролита ионов металла (электроосаждение металла):
(−) К: Me n + + n Me (на изделии).
При нанесении покрытий на металл электролизом, изделия получаются ровными по толщине, прочными. Форма изделий может быть любая. Иногда, чтобы не расходовать дорогие металлы, производят многослойные покрытия. Например, внешние детали автомобилей покрывают сначала медью (тонкий слой), затем никелем и в конце хромом, получается очень стойкое и прочное покрытие.
Зная плотность металла покрытия ( , г/см 3 ), молярную массу его эквивалента (МЭ, г/моль экв), коэффициент выхода по току ( ), катодную плотность тока (i = , А/см 2 ) и время процесса ( ,с), можно определить толщину слоя покрытия ( , см):
Электрохимическая анодная обработка металлов и сплавов. Для изменения размеров и формы, а также состояния поверхности металлических изделий используют электрохимические способы обработки: анодирование, электрохимическая размерная обработка, анодирование и др.
Анодная обработка изделий для придания им требуемой формы получила название электрохимической обработки металлов. Этот способ обработки металлов во многих случаях имеет важные достоинства, так как позволяет обрабатывать детали сложной конфигурации; металлы, которые механически или вообще не могут быть обработаны, или обрабатываются с большим трудом (например, очень твердые металлы и сплавы). Кроме того, инструмент (катод) при этом не изнашивается, а обработка не влечет изменения структуры металла. Как и при обычном электролизе с растворимым анодом, при электрохимической обработке происходит анодное растворение металла: Me n + Me n + . На катоде, который при электрохимической обработке называют инструментом, обычно выделяется водород:
Анодное оксидирование(анодирование) широко применяют для обработки металлов, прежде всего алюминия. Алюминиевое изделие играет роль анода электролизера. Электролитом служит раствор серной, ортофосфорной, борной или щавелевой кислот, катодом может быть металл, не взаимодействующий с раствором электролита, например, нержавеющая сталь или свинец.
На катоде выделяется водород, на аноде происходит образование оксида алюминия Al2O3:
Механизм реакции имеет сложный характер. Электродная реакция протекает в несколько стадий. Наряду с образованием оксида происходит его частичное растворение в кислоте:
В результате пленка становится пористой, через поры пленки проникают ионы Al 3+ и процесс роста продолжается. Полученная пленка Al2O3 имеет ценные свойства. Так как размеры пор оксидной пленки очень малы, то она может быть пропитана различными составами, повышающими коррозионную стойкость поверхности.
Оксидная пленка на алюминии имеет высокую твердость, поэтому после анодирования и пропитки оксидного слоя смазкой значительно повышается износостойкость деталей. В растворах борной и щавелевой кислот получаются тонкие плотные пленки с высоким электросопротивлением, например для алюминия высокой чистоты − пленки с электросопротивлением 10 14 Ом·см.
Электролиз нашел применение в различных отраслях техники, причем области его использования непрерывно расширяются.
Практическое применение электролиза
При прохождении через раствор или расплав электролита электрического тока, на электродах происходит выделение растворенных веществ или иных веществ, являющихся продуктами вторичных реакций на электродах. Этот физико-химический процесс и называется электролизом.
Суть электролиза
В создаваемом электродами электрическом поле, ионы в проводящей жидкости приходят в упорядоченное движение. Отрицательный электрод — это катод, положительный — анод.
К аноду устремляются отрицательные ионы, называемые анионами (ионы гидроксильной группы и кислотные остатки), а к катоду — положительные ионы, называемые катионами (ионы водорода, металлов, аммония и т. д.)
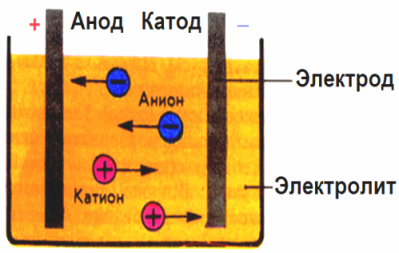
На электродах протекает окислительно-восстановительный процесс: на катоде происходит электрохимическое восстановление частиц (атомов, молекул, катионов), а на аноде — электрохимическое окисление частиц (атомов, молекул, анионов). Реакции диссоциации в электролите — это первичные реакции, а реакции, которые протекают непосредственно на электродах, называются вторичными.
Законы электролиза Фарадея
Разделение реакций электролиза на первичные и вторичные помогло Майклу Фарадею установить законы электролиза:
Первый закон электролиза Фарадея: масса вещества, осаждённого на электроде при электролизе, прямо пропорциональна количеству электричества, переданного на этот электрод. Под количеством электричества имеется в виду электрический заряд, измеряемый, как правило, в кулонах.
Второй закон электролиза Фарадея: для данного количества электричества (электрического заряда) масса химического элемента, осаждённого на электроде, прямо пропорциональна эквивалентной массе элемента. Эквивалентной массой вещества является его молярная масса, делённая на целое число, зависящее от химической реакции, в которой участвует вещество.
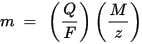
m — масса осаждённого на электроде вещества, Q — полный электрический заряд, прошедший через вещество F = 96 485,33(83) Кл·моль−1 — постоянная Фарадея, M — молярная масса вещества (Например, молярная масса воды H2O = 18 г/моль), z — валентное число ионов вещества (число электронов на один ион).
Заметим, что M/z — это эквивалентная масса осаждённого вещества. Для первого закона Фарадея M, F и z являются константами, так что чем больше величина Q, тем больше будет величина m. Для второго закона Фарадея Q, F и z являются константами, так что чем больше величина M/z (эквивалентная масса), тем больше будет величина m.
Электролиз широко применяется сегодня в промышленности и в технике. Например, именно электролиз служит одним из эффективнейших способов промышленного получения водорода, пероксида водорода, диоксида марганца, алюминия, натрия, магния, кальция и прочих веществ. Применяется электролиз для очистки сточных вод, в гальваностегии, в гальванопластике, наконец — в химических источниках тока. Но обо всем по порядку.
Получение чистых металлов из руд путем электролиза
Благодаря электролизу многие металлы извлекается из руд и подвергается дальнейшей переработке. Так, когда руду или обогащенную руду — концентрат — подвергают обработке реагентами, металл переходит в раствор, затем путем электроэкстракции металл выделяют из раствора. Чистый металл выделяется при этом на катоде. Таким путем получают цинк, медь, кадмий.
Электрорафинированию металлы подвергают для устранения примесей и чтобы перевести содержащиеся примеси в удобную для дальнейшей переработки форму. Металл, подлежащий очистке, отливают в виде пластин, и применяют эти пластины в качестве анодов при электролизе.
Когда ток проходит, металл анода растворяется, переходит в виде катионов в раствор, затем катионы разряжаются на катоде, и образуют осадок чистого металла. Примеси анода не растворяются - выпадают анодным шламом, или переходят в электролит, откуда непрерывно или периодически удаляются.
Рассмотрим в качестве примера электрорафинирование меди. Главный компонент раствора - сульфат меди — наиболее распространенная и дешевая соль этого металла. Раствор обладает низкой электрической проводимостью. Для ее увеличения в электролит добавляют серную кислоту.
Кроме того, в раствор вводят небольшие количества добавок, способствующих получению компактного осадка металла. Вообще, электролитическому рафинированию подвергают медь, никель, свинец, олово, серебро, золото.
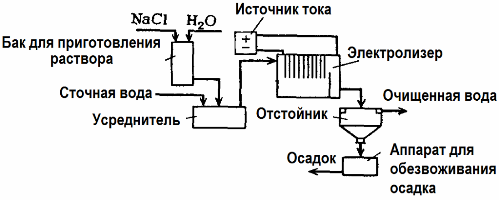
Очистка сточных вод путем электролиза
Электролиз находит применение в очистке сточных вод (процессы электрокоагуляции, электроэкстракции и электрофлотации). Электрохимический метод очистки — один из наиболее часто применяемых. Для электролиза используют нерастворимые аноды (магнетит, оксид свинца, графит, марганец, которые наносят на титановую основу), или растворимые (алюминий, железо).
Такой метод применяют для выделения из воды токсичных органических и неорганических веществ. К примеру, медные трубы очищают от окалины раствором серной кислоты, и промышленные сточные воды приходится затем очищать путем электролиза с нерастворимым анодом. На катоде выделяется медь, которая снова может использоваться на том же предприятии.
Щелочные сточные воды очищают электролизом от цианистых соединений. С целью ускорения окисления цианидов, повышения электропроводности и экономии электроэнергии, к водам применяют добавку в виде хлорида натрия.
Электролиз проводят с графитовым анодом и стальным катодом. Цианиды разрушаются в ходе электрохимического окисления и хлором, который выделяется на аноде. Результативность такой очистки близка к 100%.
Кроме непосредственно электохимической очистки можно включить в процесс электролиза коагуляцию. Исключив добавки солей, электролиз проводят с растворимыми алюминиевыми или железными анодами. Тогда не только разрушаются загрязнители на аноде, но и растворяется сам анод. Образуются активные дисперсные соединения, которые коагулируют (сгущают) коллоидно-дисперсные загрязнения.
Этот метод эффективен при очистке сточных вод от жиров, нефтепродуктов, красителей, масел, радиоактивных веществ и т. д. Он называется электрокоагуляцией.
Гальваностегия
Гальваностегия — это электролитическое нанесение определенных металлов с целью защиты изделий от коррозии и для придания им соответствующего эстетического оформления (покрытие производят хромом, никелем, серебром, золотом, платиной и т. п.). Вещь тщательно очищают, обезжиривают, и используют как катод в электролитической ванне, в которую налит раствор соли того металла, которым необходимо покрыть изделие.
В качестве анода применяют пластину из этого же металла. Как правило применяют пару анодных пластин, а подлежащий гальваностегии предмет располагают между ними.
Гальванопластика
Гальванопластика - осаждение металла на поверхности разных тел для воспроизведения их формы: формы для отливки деталей, скульптур, печатных клише и т.д.

Гальваническое осаждение металла на поверхности предмета возможно лишь тогда, когда поверхность эта или весь предмет являются проводниками электрического тока, поэтому для изготовления моделей или форм желательно использовать металлы. Наиболее подходят для этой цели легкоплавкие металлы: свинец, олово, припои, сплав Вуда.
Эти металлы мягки, легко обрабатываются слесарным инструментом, хорошо гравируются и отливаются. После наращивания гальванического слоя и отделки металл формы выплавляют из готового изделия.
Однако наибольшие возможности для изготовления моделей все же представляют диэлектрические материалы. Чтобы металлизировать такие модели, нужно придать их поверхности электропроводность. Успех или неудача в конечном итоге зависят в основном от качества токопроводящего слоя. Слой этот может быть нанесен одним из трех способов.
Самый распространенный способ — графитирование, он пригоден для моделей из пластилина и других материалов, допускающих растирание графита по поверхности.
Следующий прием — бронзирование, способ хорош для моделей относительно сложной формы, для разных материалов, однако за счет толщины бронзового слоя несколько искажается передача мелких деталей.
И, наконец, серебрение, пригодное во всех случаях, но особенно незаменимое для хрупких моделей с очень сложной формой — растений, насекомых и т. п.
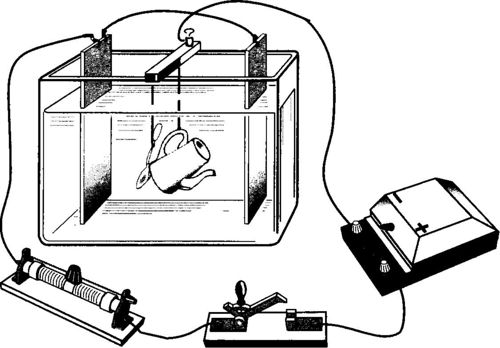
Химические источники тока
Также электролиз является основным процессом, благодаря которому функционируют самые современные химические источники тока, например батарейки и аккумуляторы. Здесь присутствуют два электрода, контактирующие с электролитом.
Между электродами устанавливается разность потенциалов — электродвижущая сила, соответствующая свободной энергии окислительно-восстановительной реакции. Подробнее смотрите здесь: Химические источники электрического тока
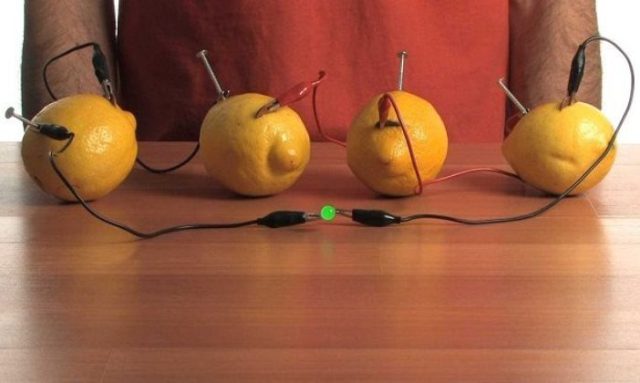
Лимонная батарейка (для увеличения нажмите нажмите на картинку)

Подробнее о том, как работает такая батарейка смотрите здесь: Как сделать батарейку из лимона в домашних условиях
Действие химических источников тока основано на протекании при замкнутой внешней цепи пространственно-разделённых процессов: на отрицательном аноде восстановитель окисляется, образующиеся свободные электроны переходят по внешней цепи к положительному катоду, создавая разрядный ток, где они участвуют в реакции восстановления окислителя. Таким образом, поток отрицательно заряженных электронов по внешней цепи идет от анода к катоду, то есть от отрицательного электрода к положительному.
Электролиз расплавов и растворов. Электролиз в промышленности
Электролиз -окислительно-восстановительный процесс, протекающий на электродах при пропускании постоянного тока через систему, включающую электролит. Химические реакции, протекающие при электролизе, осуществляются при помощи энергии электрического тока, подведённого извне. Следовательно, при электролизе происходит преобразование электрической энергии в химическую. Процессы окисления и восстановления в этом случае протекают раздельно, т.е. на различных электродах. Электрод, на котором происходит восстановление, называется катодом, а электрод, на котором происходит окисление, - анодом. Катод подключён к отрицательному полюсу, и поэтому к нему движутся катионы, анод – к положительному полюсу, к нему движутся анионы. Минимальный потенциал (В), при котором процесс электролиза становится возможным, называетсяпотенциалом (напряжением) разложения. Его находят вычитанием электродного потенциала катиона из соответствующего значения электродного потенциала аниона, единица измерения вольт (В).
Электролиз расплава. Рассмотрим электролиз расплава СuCl2, который диссоциирует на ионы Сu2+ и Cl⁻. При подключении напряжения к электродам через расплав начинает протекать электрический ток. Так, при электролизе расплава хлорида меди (II) электродные процессы могут быть выражены полуреакциями: на катоде (–): Сu2+ + 2e → Cu0 – катодное восстановление на аноде (+): 2 Cl– – 2e → Cl2 – анодное окисление Общая реакция электрохимического разложения вещества представляет собой сумму двух электродных полуреакций, и для хлорида меди она выразится уравнением
Cu2+ + 2 Cl– → Cu + Cl2 Электролиз растворов осложняется участием в электродных процессах ионов Н⁺ и ОН⁻. Кроме того, молекулы воды сами могут подвергаться электродному окислению или восстановлению. Катодные процессы в водных растворах при электролизе не зависят от материала катода, а только от природы катиона (табл. 1). Анодные процессы в водных растворах зависят от материала анода и природы аниона. При рассмотрении анодных процессов следует иметь в виду, что материал анода в ходе электролиза может окисляться.
В связи с этим различают электролиз с инертным анодом и электролиз с активным анодом (растворимым). Инертным называется анод, материал которого не претерпевает окисления в ходе электролиза. Процессы, происходящие на катоде
| Электрохимический ряд напряжений металлов | |||
| Li, K, Ca, Na, Mg, Al | Mn, Zn, Fe, Ni, Sn, Pb | H | Cu, Hg, Ag, Pt, Au |
| Меn⁺не восстанавливается (остаётся в растворе) 2 Н₂О+ 2ē = Н₂↑+2 ОН⁻ | Меn⁺ + nē = Me° 2 H₂O + 2ē = H₂↑ + 2 OH⁻ | Men⁺ + nē = Me° |
Активным называется анод, материал которого может окисляться в ходе электролиза. В качестве материалов для инертных анодов чаще применяют графит, уголь, платину; для активных – медь, цинк, алюминий и т.д. (
Процессы, происходящие на аноде
| Анод | Кислотный остаток Аm⁻ | |
| бескислородный | кислородсодержащий | |
| Нерастворимый (инертный) уголь, графит, платина, золото | J⁻, Br⁻, S²⁻, Cl⁻ Окисление Аm⁻ (кроме F⁻) Аm⁻ – m ē = A° | OH⁻, SO₄²⁻, NO₃⁻, F⁻ В щелочной среде: 4 ОН⁻ – 4 ē = О₂↑ + 2 Н₂О в кислой и нейтральной среде: 2 Н₂О – 4 ē = О₂↑ + 4 Н⁺ |
| Растворимый (металлы средней активности) | Окисление металла - анода (анод): Ме° – nē = Men⁺ (раствор) |
В случае электролиза растворов возможны конкурирующие реакции. Критерием, определяющим преимущество того или иного электродного процесса, служит величина его электродного потенциала. Чем выше потенциал, тем легче происходит восстановление на катоде и труднее осуществляется окисление на аноде. Электролиз в промышленности. Важнейшее применение электролиз находит в металлургической и химической промышленности и в гальванотехнике. В металлургической промышленности электролизом расплавленных соединений и водных растворов получают металлы, а так же производят электролитическое рафинирование — очистку металлов от вредных примесей и извлечение ценных компонентов. Электролизом расплавов получают металлы, имеющие сильно отрицательные электродные потенциалы, и некоторые их сплавы. При высокой температуре электролит и продукты электролиза могут вступать во взаимодействие друг с другом, с воздухом, а также с материалами электродов и электролизера. В результате этого простая, в принципе, схема электролиза (например, электролиз при получении магния) усложняется. Электролитом обычно служат не индивидуальные расплавленные соединения, а их смеси. Важнейшим преимуществом смесей является их относительная легкоплавкость, позволяющая проводить электролиз при более низкой температуре. В настоящее время электролизом расплавов получают алюминий, магний, натрий, литий, бериллий и кальций. Для получения калия, бария, рубидия и цезия электролиз расплавов практически не применяется из-за высокой химической активности этих металлов и большой их растворимости в расплавленных солях. В последние годы электролизом расплавленных сред получают некоторые тугоплавкие металлы. Электролитическое выделение металла из раствора называется электроэкстракцией. Руда или обогащенная руда — концентрат (см. § 192) - подвергается обработке определенными реагентами, в результате которой металл переходит в раствор. После очистки от примесей раствор направляют на электролиз. Металл выделяется на катоде и в большинстве случаев характеризуется высокой чистотой. Этим методом получают главным образомцинк, медь и кадмий. Электролитическому рафинированию металлы подвергают для удаления из них примесей и для перевода содержащихся в них компонентов в удобные для переработки продукты. Из металла, подлежащего очистке, отливают пластины и помещают их в качестве анодов в электролизер. При прохождении тока металл подвергается анодному растворению — переходит в виде катионов в раствор. Далее катионы металла разряжаются на катоде, образуя компактный осадок чистого металла. Содержащиеся в аноде примеси либо остаются нерастворенными, выпадая в виде анодного шлама, либо переходят в электролит, откуда периодически или непрерывно удаляются
27). Характеристика и классификация процессов коррозии металлов. Электрохимическая коррозия металлов. Методы защиты металлов от коррозии Основные понятия и терминология Коррозия– самопроизвольное окисление металлов, вредное для промышленной практики (уменьшающее долговечность изделий). Это слово произошло от латинского corrodere – разъедать. Среда, в которой металл подвергается коррозии (корродирует), называетсякоррозионной или агрессивной. Объекты воздействия коррозии – металлы, сплавы (твердые растворы), металлопокрытия, металлоконструкции машин, оборудования и сооружений. Процесс коррозии представляют как коррозионную систему, состоящую из металла и коррозионной среды. Коррозионная среда содержит одно или несколько веществ, вступающих в реакцию с металлом. Она может быть жидкой и газообразной. В результате коррозии образуются новые вещества, включающие окислы и соли корродирующего металла, это – продукты коррозии. Видимые продукты атмосферной коррозии, состоящие в основном из гидратированных оксидов железа, называют ржавчиной, продукты газовой коррозии –окалиной. Классификация процессов коррозии металлов Классифицировать коррозию принято по механизму, условиям протекания процесса и характеру разрушения. По механизму протекания коррозионные процессы, , подразделяются на два типа: электрохимические и химические. К электрохимической коррозии относят процесс взаимодействия металла с коррозионной средой, при котором ионизация атомов металла и восстановление окислительных агентов среды протекают не в одном акте и зависят от электронного потенциала (наличия проводников второго рода). Рассмотрим несколько видов электрохимической коррозии: 1) атмосферная – характеризует процесс в условиях влажной воздушной среды. Это наиболее распространенный вид коррозии, так как большинство конструкций эксплуатируют в атмосферных условиях. Ее можно разделить следующим образом: на открытом воздухе, с возможностью попадания на поверхность машин осадков, или с защитой от них в условиях ограниченного доступа воздуха и в замкнутом воздушном пространстве; 2) подземная – разрушение металла в почвах и грунтах. Разновидность этой коррозии –электрохимическая коррозия под воздействием блуждающих токов. Последние возникают в грунте вблизи источников электрического тока (систем передачи электроэнергии, электрифицированных транспортных путей); 3) жидкостная коррозия, или коррозия в электролитах. Ее частным случаем являетсяподводная коррозия – разрушение металлических конструкций, погруженных в воду.
Химическая коррозия – это разрушение металлов в окислительных средах при высоких температурах. Различают два вида:газовая (т. е. окисление металла при нагреве) и коррозия в неэлектролитах: а) характерной особенностью газовой коррозии является отсутствие влаги на поверхности металла. На скорость газовой коррозии влияет, прежде всего температура и состав газовой среды. В промышленности часто встречаются случаи этой коррозии: от разрушения деталей нагревательных печей до коррозии металла при термической обработке. б) коррозия металлов в неэлектролитах, независимо от их природы, сводится к химической реакции между металлом и веществом. В качестве неэлектролитов используют органические жидкости. Самостоятельный вид коррозии – биокоррозия – это разрушение металла, при котором в качестве значимого выступает биофактор. Биоагенты – микроорганизмы (грибы, бактерии), которые являются инициаторами или стимуляторами процесса коррозии.
Виды коррозионных разрушений Коррозия, в зависимости от природы металла, агрессивной среды и других условий, приводит к различным видам разрушений. На рисунке 13 представлены разрезы через прокорродировавший образец металла, показывающие возможные изменения рельефа поверхности в результате коррозии. Иногда коррозия протекает со скоростью, одинаковой по всей поверхности; в таком случае поверхность становится только немного более шероховатой, чем исходная (а). Часто наблюдается различная скорость коррозии на отдельных участках: пятнами (б), язвами (в, г). Если язвы имеют малое сечение, но относительно большую глубину (д), то говорят о точечной коррозии (питтинг). В некоторых условиях небольшая язва распространяется вглубь и вширь под поверхностью (е). Неравномерная коррозия значительно более опасна, чем равномерная. Неравномерная коррозия, при сравнительно небольшом количестве окисленного металла, вызывает большое уменьшение сечения в отдельных местах. Язвенная или точечная коррозия могут привести к образованию сквозных отверстий, например, в листовом материале, при малой потере металла. Некоторые сплавы подвержены своеобразному виду коррозии, протекающей только по границам кристаллитов, которые оказываются отделенными друг от друга тонким слоем продуктов коррозии (межкристаллитная коррозия). Здесь потери металла очень малы, но сплав теряет прочность. Это очень опасный вид коррозии, который нельзя обнаружить при наружном осмотре изделия. Методы защиты от коррозии Для ослабления коррозионного процесса требуется повлиять либо на сам металл, либо на коррозионную среду. Выделяют основные направления для борьбы с коррозией:
1) легирование металла, либо замена его другим, более коррозионностойким; 2) защитные покрытия (металлические и неметаллические) органического или неорганического происхождения; 3) электрохимическая защита, различают катодную, анодную и протекторную как вариант катодной защиты.
Например, при атмосферной коррозии применяют покрытия органического и неорганического происхождения; от подземной коррозии эффективна электрохимическая защита; 4) введение ингибиторов (веществ, замедляющих скорость реакции).
Читайте также: