Продольная резка листового металла
Обновлено: 05.10.2024

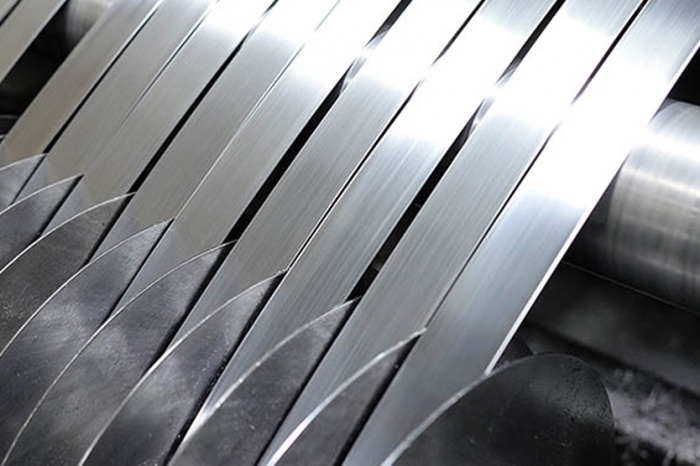
Несмотря на появление новых материалов и бурное развитие технологий их обработки, металл по сей день остается основным конструкционным материалом. Современная промышленность освоила и широко применяет множество разнообразных способов его обработки. Продукт одних технологий является сырьем для других и т. д. Но, не вдаваясь в тонкости классификации процессов, отметим, что сегодня существует большой спрос на такой продукт металлообработки, как листовой прокат и штрипсовая лента. Поэтому продольная резка металла была и остается весьма востребованной технологической процедурой.
Основные типы раскроя металла
В основе технологий обработки листового проката лежит его раскрой. Выделяют следующие виды резки:
- продольная;
- поперечная;
- продольно-поперечная.
Продольная резка нужна для выработки полос металла определенных габаритов. Она применяется в основном для изготовления деталей серийного профиля.

Листовой металлопрокат стандартных размеров поступает на производство свернутым в рулоны. Далее материал необходимо распустить вдоль и нарезать поперек листа. Это возможно сделать на станках продольной и поперечной резки металла. Данное оборудование часто работает в одной линии с устройствами по производству металлочерепицы и профнастила.
Возможности станков для продольной и поперечной резки металлопроката часто объединяют в рамках одной производственной линии. Как правило, они представляют собой комплексы модулей, управление работой которых возложено на автоматическую систему. На таком оборудовании рулоны с листовым прокатом нарезают на заготовки нужных размеров.
В данной же статье речь пойдет о продольной резке металла.
Виды продольной резки металла
Этот тип раскроя служит для получения широкого ассортимента продукции. Как и в любой технологии, тут есть свои сильные и слабые стороны. Продольную (в чистом виде) резку металла обычно применяют для изготовления простых заготовок, например, полос определенных размеров. Более сложные изделия требуют применения специальных методов резки. Рассмотрим некоторые из них.
Эта технология нашла применение в создании декоративных элементов интерьера и экстерьера. С ее помощью можно изготовить ворота, декоративные решетки и ограждения, фонари, элементы внутренних и внешних лестниц, детали инсталляций и прочие аксессуары.

Художественная резка металла используется при изготовлении логотипов, декоративных рамок. Резка металла производится специальными пилами.
Так принято называть технически усовершенствованный способ разрезания металла. Модернизация состоит в замене пил лазерной установкой, что позволяет увеличить скорость и точность процесса, а также уменьшить процент выхода брака. За счет устранения динамического воздействия на заготовки появилась возможность выработки большего количества разных материалов.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Современные станки для лазерной резки управляются компьютерами, что сильно упрощает работу с ними. Надо лишь укрепить лист заготовки на рабочем столе и, выбрав определенный рисунок, запустить процесс. При этом следующая деталь может иметь совсем иную конфигурацию.
Рекомендуем статьи по металлообработке
При помощи станков лазерной обработки можно получать достаточно сложные детали с узорным контуром. Такую технологию называют фигурной резкой. При ней ввиду отсутствия механического воздействия на металлические листы не происходит деформация последних.
Это еще одна разновидность лазерной резки, режимы которой подобраны так, что отпадает необходимость в дополнительном шлифовании. Небольшой (до 0,4 мм) диаметр лазерного луча позволяет вырезать довольно сложные узоры. Этот метод применяется также при разделении рулонов.
На каком оборудовании осуществляется продольная резка металла
В подающие вальцы станков для продольной резки листового металла на полосы материал загружают в листовом виде. Далее заготовка подается в зону обработки, где режется специальными ножницами дискового типа, способными раскроить листы различной толщины из разного сырья, к примеру, из стали, алюминия, меди, плотного картона, пластика и т. д.

Нож для продольной резки металла – это режущий диск, который при помощи болтов крепится к прижимному валу, что позволяет регулировать ширину нарезаемых полос. Регулируют процесс в зависимости от модели станка вручную или автоматически. Более современные типы оборудования обеспечивают, кроме продольной, еще и поперечную резку.
Подобные станки часто снабжают блоками, которые предназначены для нанесения защитной пленки, наклеиваемой на лист до его раскроя.
С увеличением объемов целесообразно перенести производство на линию продольной резки рулонного металла, которая имеет достаточно высокую производительность. Ее широко используют при изготовлении разного рода заготовок, полуфабрикатов, комплектующих деталей и готовых изделий из листового проката.

Стандартная линия для резания листовых материалов состоит из таких узлов:
- Бункера – места, куда на валу устанавливают рулон материала, подлежащего раскрою.
- Транспортера, состоящего из системы подающих валов, предназначенных для разматывания рулона с последующей подачей листа в зону резания.
- Режущего узла – агрегата, непосредственно осуществляющего резку материала. В некоторых высокоскоростных узлах дополнительно монтируется устройство, которое с целью снижения динамической нагрузки на режущий инструмент за счет повышения пластичности раскраиваемого материала осуществляет нагрев его индукционными токами.
Как правило, режущий узел любой линии состоит из двух блоков. Первый осуществляет продольный роспуск листа, а второй является механизмом для поперечной резки обрабатываемого материала. Синхронизация операций на высокоскоростных линиях обеспечивается управляющим числовым программируемым устройством. После раскройки листа в структуре металла по кромкам в результате индукционного нагрева образуются остаточные напряжения, которые необходимо снять. Эта операция также выполняется непосредственно на линии.
Основным достоинством таких линий является высокая скорость обработки материала и широта типоразмеров выпускаемых с их помощью заготовок, что связано с возможностями настройки режущего блока.
- Агрегат продольной резки металла.
Если необходимо организовать производство большого количества однотипных деталей, то есть речь идет об изготовлении крупной серии, то следует воспользоваться агрегатом – автоматической линией производства заготовок.

Агрегат для резки рулонного металла включает в себя следующие модули:
- Транспортер. Он представляет собой установленную на рельсы тележку с бункером для рулона с прокатом. Лист из бункера раскручивается и заправляется в транспортные вальцы прижимного типа, которые потом прокатывают материал дальше. При этом тележка движется в противоположную сторону, что дает возможность увеличить скорость подачи материала в зону его раскроя.
- Узел предварительной обработки. Здесь лист готовится к раскрою: прогревается, обрезаются кромки. Отходы от обрезки наматывают на отдельные бухты.
- Блок продольного резания. В этом модуле посредством дисковых ножей лист распускается вдоль на полосы.
- Петлевой компенсатор. Это устройство служит для уменьшения скорости движения нарезанных полос.
- Приемный барабан. Нарезанные вдоль полосы нужной ширины наматываются на приемный барабан.
- Система разгрузки барабана. Механизирует процесс снятия готовых рулонов с приемного барабана.
Управление подобными агрегатами – автоматическое. Готовые рулоны отправляются на дальнейшую обработку.
Дополнительное оснащение линий продольной резки металла
В условиях серийного, крупносерийного и массового производства линия может быть укомплектована следующим оборудованием:
- Кромкосматывателем. При раскрое тонколистового металла в местах разреза образуется кромка, которая срезается с листа и собирается отдельно. Как правило, используются два отдельных кромкосматывателя: один для сматывания левой кромки, а другой – для правой.
- Намотчиком рулонного металла. Если на выходе получаются штрипсы длиной более 3,5 м, то они сматываются этим механизмом в рулоны. В противном случае листы пакетируются.
- Грузовой тележкой. Представляет собой транспортное средство с установленным на нем гидравлическим погрузочно-разгрузочным механизмом. Повозка служит для транспортирования заготовок на следующую операцию или на промежуточный склад.
Технология продольной резки металла
Техпроцесс продольной резки металла включает несколько последовательных этапов.
Работа линии идет в автоматическом режиме:
- Листы подаются на рабочий стол и нарезаются вдоль на полосы.
- На индукционную установку подается ток, и листы нагреваются. Ток регулируется в зависимости от толщины металла.
- Помимо общего нагрева выполняется локальный нагрев мест разреза.
- На последнем этапе производится продольная резка заготовок.
На небольших станках ручной труд также механизирован – мастер только выставляет металлический лист и запускает двигатель оборудования. Далее он лишь контролирует рабочий процесс, особенно заточку режущих ножниц, так как неисправный инструмент может испортить металлические листы во время резки.
Важные вопросы, касающиеся продольной резки металла
- Насколько долговечны дисковые ножи?
Ножи для резки металлических листов делают из легированной инструментальной стали марки ХВГ с последующей ее термообработкой и шлифовкой. Сталь обладает высокими эксплуатационными свойствами, позволяющими ножам нарезать из нее до 800 т листов толщиной 0,55 мм. А если учесть, что обычно используют двусторонние ножи, то расчетный ресурс увеличивается вдвое.
К тому же затупившиеся ножи можно восстановить, отшлифовав их на обычном плоскошлифовальном станке. Шлифовка позволяет продлить срок службы ножей еще в 2-3 раза.
- Можно ли работать на станках, если температура окружающего воздуха ниже нуля?
В документации сказано, что диапазон температур окружающего воздуха, при котором возможна эксплуатация большинства линий резки, составляет от -20 °С до +40 °С. Более того, при соблюдении некоторых простых правил работа может осуществляться вне помещения на открытой территории.
- В каких случаях целесообразно для резки листового металла использовать легкие станки?
При небольших объемах производства уменьшаются затраты на оборудование. Закрепленным на определенном месте линиям резки требуется специальная вспомогательная техника: погрузчик, кран-балка. Да и сами они стоят недешево. Линии становятся выгодными, начиная с определенных объемов производства.

Также использование легких станков позволяет экономить на помещениях. Разместить такое оборудование можно практически везде: на свободных производственных площадях, на стройплощадке, на открытом полигоне и т. п.
- По каким критериям выбирать станок для резки металла?
В перечень основных технических характеристик станков входят мощность их электродвигателя и диаметр валов. В процессе резки происходит разжим валов с установленными на них дисковыми ножами. Поэтому чем выше диаметр валов, тем толще может быть разрезаемый лист, а также большее количество пар ножей можно установить на один станок.
Использование линий продольной резки металла значительно повышает технологическую эффективность производства, но как уже было сказано, экономически их применение становится выгодным, начиная с определенных объемов. Их широко используют в серийном и массовом производстве.
В настоящее время на рынке можно отыскать множество компаний, предлагающих свои услуги по продольной и поперечной резке листового металла. Цена за работу существенным образом зависит от объемов заказа, используемого оборудования, сырья, а также квалификации персонала.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Продольная резка алюминия
Алюминий представляет собой один из видов легких металлов, который обладает высокими антикоррозионными и эксплуатационными свойствами, благодаря которым широко используется в различных отраслях промышленности. Листовой алюминий в рулонах применятся в машиностроении и авиастроении, ракетостроении и приборостроении, сфере энергетики и прочих направлениях, где является востребованным сочетание прочности, надежности и низкой массы. На основе тонколистового проката изготавливают кузова и корпуса машин и самолетов, приборов и устройств, трубы, а также другие детали механизмов.
Высокая теплопроводность металла и его низкая температура плавления создает трудности в процессе резки тонколистового проката. В большинстве случаев для работы с рулонными изделиями толщиной от 0,5 мм до 12 мм находят применение линии, станки и агрегаты продольной и поперечной резки.
Принцип действия и виды резки
Продольная резка листового рулонного алюминия представляет собой слесарную операцию по разделению исходного металла на полосы необходимой ширины дл последующей обработки и использования. Для реализации процесса в условия мелкосерийного и крупносерийного производства задействуются станки и специальное оборудование, осуществляющее функцию продольной резки. В ряде случаев устройства являются универсальными, имея возможность производить продольно-поперечный раскрой.
В зависимости от требований к заготовкам в области точности раскроя, а также чистоты и качества реза, в установках по обработке рулонного алюминия может использоваться принцип механической или термической резки. Механическая резка листов на полосы производится в процессе движения ленты под действием дисковых ножей, расположенных на валковом механизме. Термическая продольная резка алюминия для высокоточных машин и механизмов, изготовления деталей повышенной ответственности реализуется на станках, агрегатах и линиях с лазерным принципом действия. При этом в качестве режущего инструмента используется луч, который исключает механический контакт с поверхностью материала, осуществляя резку посредством нагрева поверхности до температуры плавления равной 660º С.
Порядок продольной резки алюминиевых листов
При раскрое тонколистового проката на полосы или штрипсовые заготовки производят ряд операций в определенной последовательности:
- листовой материал в рулоне размещают на оси барабана и центрируют для отсутствия биений и вибрации при разматывании;
- производится фиксация материала на оси;
- алюминиевая лента может при необходимости обрезать ножницами по краю для устранения дефектов;
- листопрокат проходит через дисковые ножи и режется на полосы;
- заготовки в виде полос необходимой ширины наматываются на барабан под определенным усилием, которое создает компенсатор и натягивающее устройство;
- ленточную заготовку снимают с барабана.
Продольная резка в зависимости от оснащенности оборудовании может производиться как в ручном режиме под контролем оператора, так и автоматически по заложенной программе.

Выбор оборудования для резки
Установки, линии и агрегаты продольной резки выбирают в соответствии с исходными характеристиками, в числе которых набор параметров, включающий в себя информацию о:
- начальной ширине алюминиевого рулона (мм);
- диапазоне толщин разрезаемого металла (мм);
- ширине полос на выходе и их длине (мм);
- максимальной и минимальной производительности - скорости работы механизма (м/мин);
- мощности используемого двигателя (кВт);
- общей мощности установки (кВт);
- требований в области точности реза с величиной допустимой погрешности.
Отдельные виды оборудования обладают дополнительными функциями, позволяя наносить защитное покрытие на разрезаемую поверхность, производить разогрев материала для повышения его пластичности в процессе выполнения технологической операции.

Металлообработка, заказанная в нашей компании, осуществляется в самые сжатые сроки!
Преимущества продольной резки
Продольная резка рулонного алюминия является технологически востребованной и экономически выгодной операцией, которая обладает рядом достоинств, среди которых:
Продольная и поперечная резка металла
Продольно поперечная резка листового металла – технологическая операция, необходимая для получения из рулонной стали заготовок, используемых для изготовления серийных изделий. Наша компания предлагает квалифицированные услуги по резке рулонного металла как вдоль рулонов (продольная резка металла на полосы), так и поперек листового полотна (поперечная резка рулонов на листы).

Технология продольной и поперечной резки
Предоставляем услуги:

Продольная резка

Поперечная резка

Продольно поперечная резка

Доставка изделий (Москва и область)
Современное оборудование для резки листового металла позволяет нам осуществлять резку холоднокатаной, горячекатаной, динамной и оцинкованной рулонной стали, тонколистового металла и металла с полимерным покрытием.
Благодаря автоматизированным линиям для поперечной и продольной резки полученные заготовки из стали заданной формы полностью отвечают требованиям заказчика.
Для продольно поперечной резки подходит металл толщиной 0,3-8 мм. Во время резки металла продольно получаются отдельные полосы (штрипсы) из рулонной стали шириной от 8 до 1000 мм, готовые для последующей поперечной резки.
Максимальная скорость подачи штрипса во время продольной резки металла составляет 80 м/мин.
Поперечная резка рулонной стали позволяет получать отдельные листы необходимых размеров и геометрии (прямоугольной, квадратной, треугольной, трапециевидной, ромбической). Такие заготовки идут на удовлетворение нужд автомобилестроительной отрасли, приборостроения, производства бытовой техники и пр.
Продольная и поперечная резка рулонного материала происходит с полным соблюдением технологии резки и обеспечением плоскопараллельности заготовок.
Характеристики обрабатываемого тонколистового металла
- Сталь толщиной 0,3-8 мм.
- Максимальные параметры рулона. Ширина – 1600 мм, вес – не более 26 т, внешний диаметр – 1800 мм, внутренний диаметр – 780 мм.
- Максимальная ширина штрипса во время продольной резки: 1000 мм.
- Точность поперечной и продольной резки рулонной стали: 0,3 мм.
Продольно поперечная резка металла от нашей компании – это высокая производительность труда, отличное качество получаемых заготовок и разумная стоимость услуг.
Продольная резка металла — технологоия и оборудование

Резка Металла
Продольная резка металла практикуется в процессе заготовки штрипс, полос и лент, отделяемых от рулонов или мерных отрезков листового металлопроката. Причем данный процесс реализуется с помощью особых обрабатывающих комплексов или станков, работой которых управляет автоматика.
Только такое оборудование может обеспечить и должную производительность процесса резки, и нужное качество получаемых заготовок.
Как это делается — технология резки
Продольно-поперечная резка металла, как правило, реализуется с помощью особого инструмента – дисковых ножниц. Полоса попадает в зону резания и зажимается между нижним валом с канавками и верхним валом с дисками. Резание осуществляется за счет прижимающего усилия, транслируемого на верхний вал. Причем оба вал вращаются, а лист металла подается в зону резания непрерывным потоком.
Для ускорения процедуры резания и снижения нагрузки на режущие диски предполагаемую линию разреза могут разогреть токами для повышения пластичности разделяемого материала. Если используется такая технология, то вместо дисковых ножей можно использовать обычные вальцы из углеродистой стали, которые не режут, а развальцовывают листы.
Оборудование для продольной резки
Вышеописанные способы резания можно реализовать на высокопроизводительных агрегатах, небольших станках и ориентированных на крупносерийное производство линиях.
Каждая разновидность оборудования ориентирована на определенную схему резания и обладает собственным набором достоинств и недостатков. Причем, выбор определенной модели резания или определенного агрегата связан с набором задач, решаемых с их помощью.
Станок продольной резки металла

Эта разновидность режущего оборудования используется для продольного или поперечного резания мерных листов металла. То есть, в подающие вальцы станка загружают не рулон, а заранее заготовленный лист, который транспортируется в зону резания.
Дисковые ножницы продольной резки металла, используемые в станках, без проблем разделяют на полосы нужной ширины и тонколистовую сталь, и медь, и листовой алюминий, и плотный картон, и конструкционные полимеры.
Причем режущий инструмент фиксируется на прижимном валу с помощью винтов. Регулировка ширины полос реализуется либо автоматически, либо вручную. Более совершенные модели не ограничиваются продольной резкой – на винтовых валах, у таких агрегатов фиксируют головку с режущими рольками, которая обеспечивает поперечную резку.
Кроме того, помимо резания такие станки могут быть оборудованы блоком для нанесения защитной пленки, которую наклеивают на лист до разделения материала на полосы.
Линия продольной резки металла
Линя резки используется как в мелкосерийном, так и в крупносерийном производстве. Такая система характеризуется высокой производительностью. С ее помощью можно нарезать из листового металла заготовки разной длины и ширины. В итоге, такие режущие системы используют для производства полуфабрикатов для трубной промышленности (штрипса), мерных заготовок для штамповки и прочей продукции, получаемой из листового проката.
Сама линия резки листового металла (или иного материала) состоит из следующих узлов и механизмов:

- Бункера, где хранится (на валу) рулон разрезаемого материала.
- Транспортера – системы подающих валов, с помощью которых осуществляется разматывание рулона и последующая подача листа в зону резания.
- Режущего узла – станка, с помощью которого осуществляется продольная резка рулонного металла. Причем в высокоскоростных линях в режущий узел встраивают аппарат, повышающий пластичность металла за счет нагрева индукционными токами.
Кроме того, любая линия оборудована помимо продольного блока резания еще и поперечным механизмом разделения обрабатываемого материала.
Причем высокоскоростная обработка вынуждает выстраивать систему управления работой линии на основе блоков числового программного управления.
А после резания листа, размягченные индукционными токами кромки нужно обработать дополнительно, сняв остаточное напряжение в структуре металла.
Главное преимущество таких линий – высокая скорость обработки и широта типоразмеров выпускаемых с их помощью заготовок. Ведь режущий блок с дисковыми ножами можно настроить на любую ширину, а поперечная система может двигаться с высокой скоростью, нарезая из лент квадратные или прямоугольные заготовки.
Агрегат продольной резки металла

Агрегаты – это полностью автоматизированные линии резки рулонного металла. Такие устройства используются только в крупносерийном производстве для заготовки больших объемов однотипных деталей.
Агрегат для резки рулонного металла состоит из следующих блоков:
- Транспортера – тележки с бункером, установленной на рельсы. Тележка двигается по рельсам в сторону, противоположную направлению подачи материала, лист разматывается и заправляется в транспортные вальцы прижимного типа. Вальцы удерживают лист от «сматывания в рулон» и прокатывают материал дальше. Такая схема позволяет ускорить подачу материала в зону резания. К тому же, «двигателем» в данном случае выступает тележка, а транспортные вальцы типа просто позиционируют положения листа.
- Комплекса предварительной обработки, обрезающего кромки и прогревающего лист перед вводом в зону резания. Причем отходы резания наматываются на отдельные бухты.
- Блока продольного резания, в котором лист разделяется на полосы нужных габаритов с помощью дисковых ножей.
- Петлевого компенсатора, замедляющего скорость движения нарезанных полос.
- Барабана, на который наматываются готовые полосы нужной ширины.
- Системы разгрузки барабана, снимающей с барабана рулон нужной ширины.
Разумеется, такие агрегаты управляются только автоматически. А полученные таким образом рулоны нарезанных полос могут двигаться дальше на менее производительные линии или станки, для последующей продольной или поперечной резки.
Читайте также: